
Указания по эксплуатации, техническому обслуживанию и ремонту точильно-шлифовального станка 3Б634
В случае демонтажа ротора электродвигателя со шпинделя или статора из корпуса и последующей их сборки следует обратить внимание на их взаимное расположение. Относительное осевое смещение статора и ротора не допускается
Не допускается также неравномерность зазора между статором и ротором более 0.05 мм и величина этого зазора более 0,4 мм
Относительное осевое смещение статора и ротора не допускается. Не допускается также неравномерность зазора между статором и ротором более 0.05 мм и величина этого зазора более 0,4 мм.
Балансировка кругов
Шлифовальные круги подвергаются двухкратной статической балансировке после сборки с фланцами и после правки их в рабочем положении. Допускаемый остаточный дисбаланс для нового круга — 4 г*см. От качества балансировки во многом зависит точность станка и долговечность подшипников шпинделя.
Балансировка производится на балансировочном станке, основная часть которого — два горизонтальных, параллельно расположенных стальных цилиндрических валика одинакового диаметра с гладкой поверхностью, твердостью, не ниже HRC 58-60. Высота микронеровностей — не более Ra 0.32 им. Шлифовальный круг с переходными фланцами монтируется на стальную балансировочную оправку. Круг с оправкой устанавливается на балансировочный станок так. чтобы ось балансировочной оправки была перпендикулярна к валикам станка, а круг располагался между ними симметрично. Легким толчком кругу придают медленное вращение. После остановки круга отмечают верхнюю точку его и перемещают в нее грузик по пазу. Снова легким толчком придают кругу медленное вращение, отмечают верхнюю точку и перемещают в нее грузик. Эту операцию повторяют до тех пор. пока круг не будет в безразличном равновесии, то есть после легких толчков круг будет останавливаться в разных положениях.
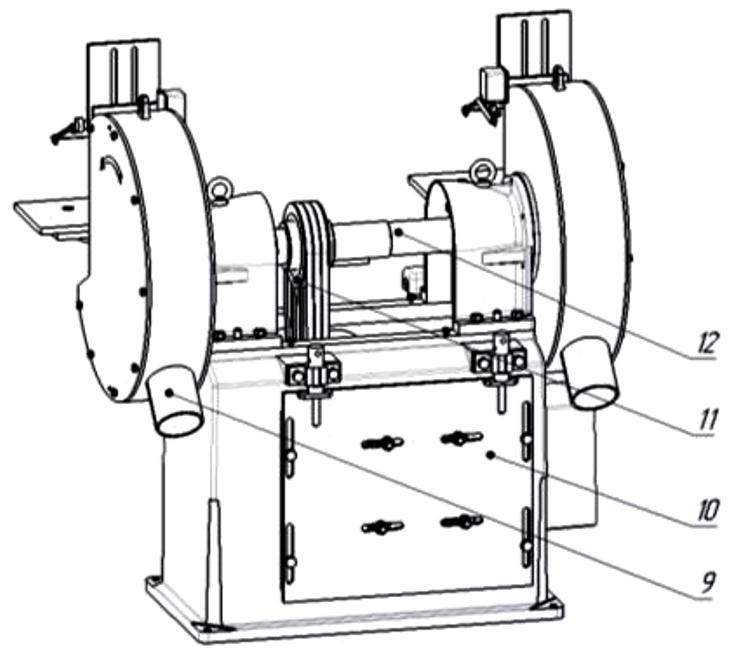
Регулировка подшипников шлифовального шпинделя
Схема дуплексации подшипников точильно-шлифовального станка 3Б634
Во время работы станка подшипники шпинделя изнашиваются, в результате чего появляется осевой зазор.
Если шлифовальный шпиндель имеет осевой зазор или поверхность обработанной детали недостаточно чиста, необходимо отрегулировать подшипниковые узлы станка путем создания соответствующего предварительного натяга. Это осуществляется подшлифовкой компенсационных колец в сдвоенных подшипниках (метод проверки дан на рис. 21).
Кольцо распорное окончательно шлифуется в размере
Н = (а — Δ1) — 0,01 мм, где:
- а — величина мерной проставки,
- в — расстояние между внутренними кольцами подшипников под нагрузкой.
- Δ1 = (а — в) — среднее арифметическое из трех замеров, произведенных под углом 120° между торцами внутренних колец подшипников. Точность замеров — 0,01 мм.
Шлифовально-полировальное оборудование
Шлифовально-полировальный станок является наиболее удобным вариантом для применения в лабораторных исследованиях и в качестве инструмента для подготовки образцов металлографии.
Диаметр круга для шлифования — около 300 мм. При изготовлении корпуса используется прочный армированный пластик, который предохраняет детали от повреждений.
Металлические детали и части делаются из нержавеющей стали, что предохраняет их от появления пятен коррозии. У шлифовально-полировальных станков имеются запрограммированные режимы. Существует возможность быстрой смены диска и интуитивно понятное управление.
Станки этого типа по диаметру диска можно разделить на три группы: 200, 250 и 30 мм. Независимо от их количества, устройство может работать в режиме плавно регулировки скорости либо на двух постоянных скоростях. Оператор может выбирать направление вращения диска против или по часовой стрелке. Возможно применения полностью автоматической шлифовально-полировочной насадки.
Правила работы с аппаратом
Любая техника требует бережного отношения. От правильности использования зависит не только качество обработки заготовок, но и здоровье работника
Чтобы не возникали проблемы с эксплуатацией оборудования, важно соблюдать такие правила:
- Хранят, испытывают и используют абразивные инструменты необходимо в соответствии с инструкцией производителя.
- Элементы должны быть защищены от негативного воздействия внешних факторов, способствующих их разрушению.
- Снос колец обязан быть одинаковым.
- Если станок перемещается с места на место, каждый раз следует надежно закреплять стол.
- Фланцы и кольца следует внимательно осмотреть перед креплением.
- Кожух время от времени нуждается в уборке металлической пыли.
- Перед включением следует внимательно осмотреть все узлы агрегата. Последующую шлифовку требуется проводить после разогрева устройства.
- Периодически агрегат нужно подвергать техническому обслуживанию: ремонту и смазке узлов, замене вышедших из строя деталей.
- Установкой кругов занимается только специально обученный человек.
Дополнительные требования техники безопасности
Аматера лучше не подпускать к этому процессу, так как монтаж может быть сделан неправильно, что приведет к некачественной работе, быстрой поломке, травмированию работников.
Только соблюдение представленных правил поможет сделать процесс обдирки эффективным и безопасным. Аппарат вовремя работы испытывает существенные вибрационные нагрузки. Этот параметр следует учитывать во время установки оборудования в цеху.
Обдирочный станок – универсально многофункциональное оборудование, позволяющее сделать металлические заготовки качественными и аккуратными. Правильный выбор оборудования позволит обрабатывать детали длительное время.
1.16.2. Особенности конструкции и проектирования станков для скоростного и обдирочного шлифования
С разработкой новых конструкций станков для абразивной обработки, новых абразивных материалов и инструментов, новых СОЖ и способов их подвода появляются условия для широкого внедрения в промышленность различных видов высокопроизводительного шлифования — скоростного и обдирочного, разновидностью которых являются высокоскоростное (ВСШ) и глубинное шлифование.
При проектировании станков, работающих по технологии высокоскоростном шлифовании (ВСШ), предусматривается использование:
- шлифовальных кругов стандартных типов (из корунда или карбида кремния на керамической или полимерной связке); окружные скорости круга составляют 60 — 120 м/с;
- шлифовальных кругов эльборовых на сверхтвердой связке; окружные скорости составляют до 150 м/с;
- стальных кругов с покрытием из эльбора на гальванической связке; окружные скорости составляют до 250 м/с.
Эффективность скоростного и, особенно, обдирочного шлифования (процессов с очень высокой тепловой напряженностью) в значительной степени зависят от отвода тепла из зоны обработки.
Высокие скорости резания, достигающие 250 м/с, обуславливают высокие динамические нагрузки на упругую систему станка. Поэтому строго регламентирован порядок подготовки и эксплуатации абразивного инструмента. Шлифовальные круги перед установкой на станок проходят испытания на разрывную прочность. Круги больших диаметров статически балансируются.
Шлифовальные станки оснащают устройствами для динамической балансировки кругов и текущего контроля их виброхарактеристики.
По мере износа шлифовальных кругов в процессе работы снижаются их окружная скорость и прочность. Поэтому допускается износ кругов не более 20 % диаметра.
Для поддержания постоянной скорости резания станки оснащают специальными статическими преобразователями электроэнергии с частотным регулированием по току.
В связи с высокой вероятностью разрыва кругов при работе, в станках предусматривают надежную защиту зоны обработки и блокировку открывания защитного кожуха.
Для обеспечения высокой точности обработки станки оснащают приборами активного контроля размера и системами адаптивного управления (в большинстве случаев — по мощности главного привода).
При работе с повышенными режимами шлифования для лучшего отвода шлама необходима подача увеличенного количества СОЖ в зону резания под давлением 0,5 — 1 МПа.
Конструкция станков должна быть кабинетного типа с полностью изолированной зоной резания, способной принять большое количество СОЖ.
На высокоскоростных и силовых станках используется двойная очистка СОЖ: предварительная с помощью гидроциклонов и окончательная — транспортерами с бумажной лентой. Для получения высокой точности обработки степень очистки СОЖ должна быть не более 5 мкм. На станках с закрытой зоной для отвода тепла применяют холодильные установки с фреоновыми или воздушными охладителями.







По сравнению с традиционными шлифовальными станками станки для ВСШ имеют ряд особенностей. Так, у них увеличена мощность привода вращения круга, обеспечивающая большие скорости съема металла; увеличена скорость врезания (подача на глубину) для получения больших скоростей съема металла; увеличена частота вращения (или продольного перемещения для плоскошлифовальных станков) детали для обеспечения оптимального отношения скорости круга к скорости детали (стола) v/vи = 60.
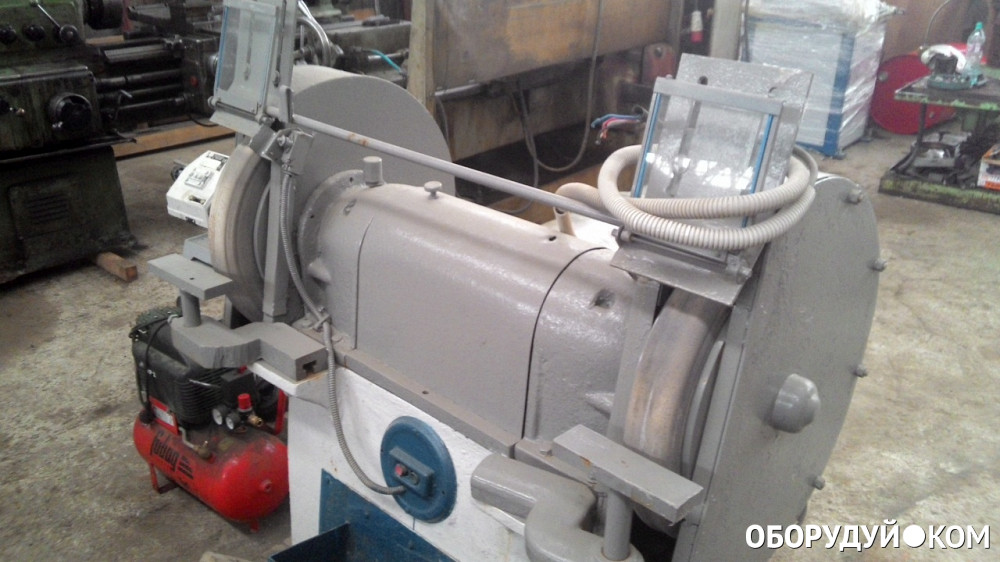
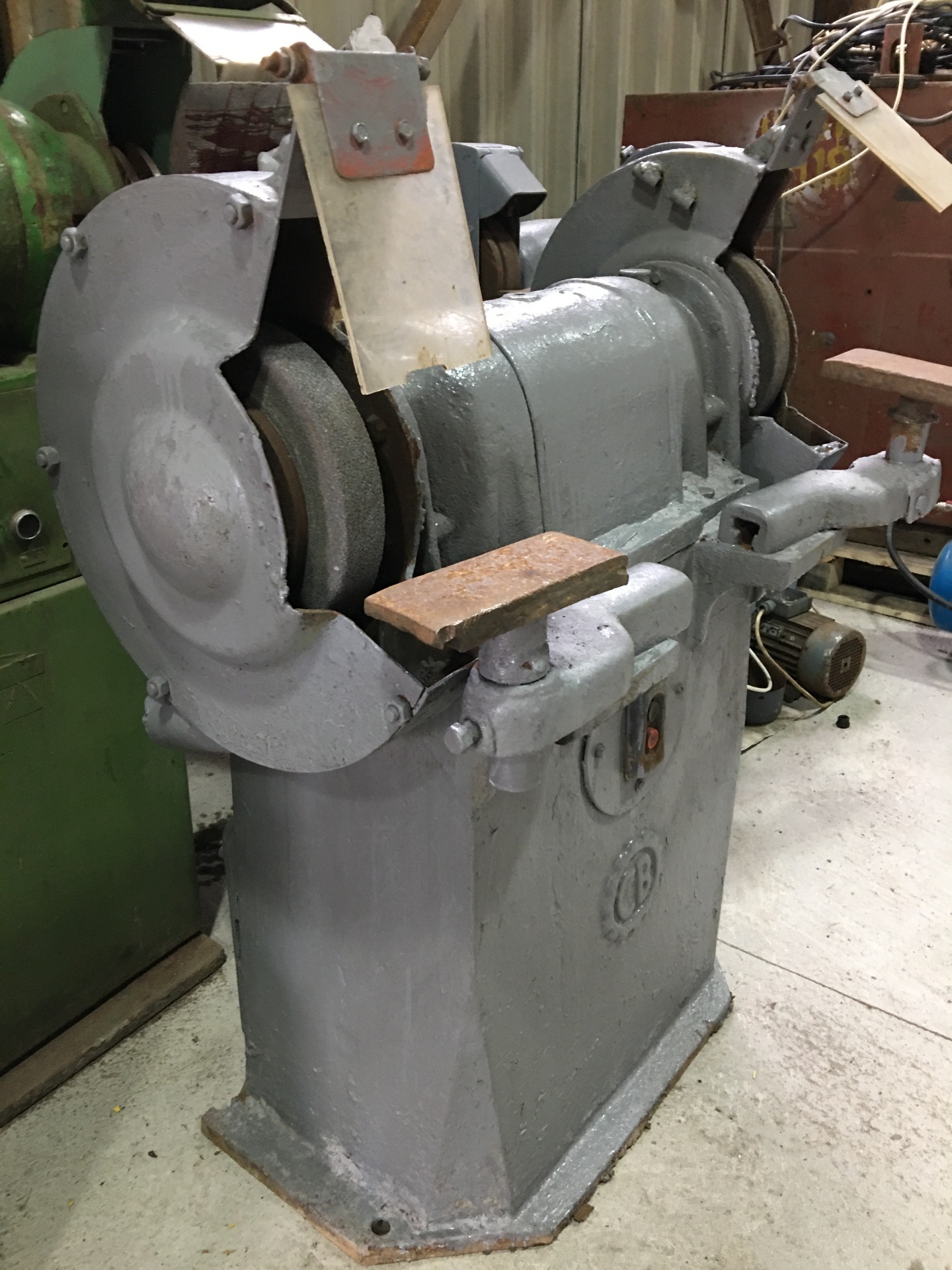
Возможности станка модели 3К634
Станок 3К634, относящийся к оборудованию точильно-шлифовальной группы, оснащен сразу двумя рабочими кругами, что позволяет эффективно выполнять на нем такие технологические операции:
- заточку токарных резцов высотой до 100 мм, изготовленных из быстрорежущих сталей, а также оснащенных режущими пластинами из твердого сплава;
- заточку сверл, диаметр которых находится в интервале 6–60 мм;
- шлифовку деталей при помощи абразивной ленты;
- заточку различного слесарного инструмента;
- снятие с деталей фасок, устранение заусениц и т.д.;
- выполнение полировальных операций.
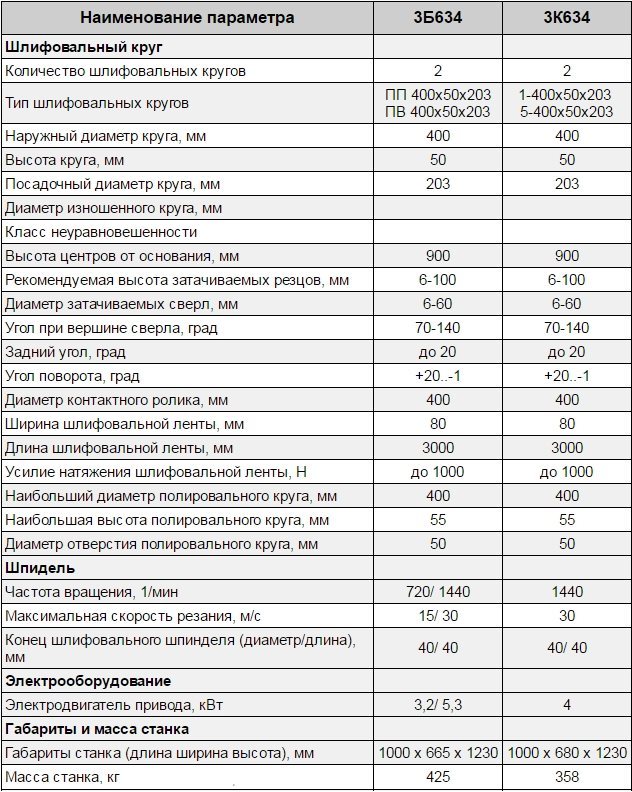
Технические характеристики станка 3К634
Важные технические характеристики хорошего станка
От грамотного выбора шлифовального оборудования по металлу зависит качество, с которым деталь будет отшлифована. Вне зависимости от типа станка на производительность работ оказывают влияние следующие параметры:
- Мощность привода. Основной показатель. Сложно ожидать качественной обработки металла от станка с мощностью электродвигателя 0,5 кВт. Для домашних работ достаточным показателем будет 1,2–2 кВт.
- Ширина рабочей поверхности. Обширная площадь касания шлифуемого элемента позволяет обработать больший объем за равные промежутки времени.
Дополнительная информация. Оборудование с широкой абразивной поверхностью гораздо сложнее монтировать
Кроме того, оно занимает достаточно много места, поэтому следует обращать внимание на изменение общих габаритов станка
- Количество оборотов. Параметр частоты вращения привода обеспечивает высокую скорость обработки металла. У некоторых станков этот показатель достигает 1600 оборотов в минуту.
- Габариты и вес. Настольные станки можно установить практически в любой свободный угол, чего не скажешь о профессиональных агрегатах, которые могут отличаться как по размерам, так и по массе.
Помимо вышеперечисленных характеристик важным параметром является точность обработки и максимальные габариты обрабатываемой детали
Следует обращать внимание на необходимое напряжение: некоторым шлифовальным аппаратам требуется трехфазная сеть
Как сделать станок для шлифовки металла своими руками
Самостоятельное изготовление ленточно-шлифовального станка по металлу – довольно сложное занятие, однако использование на практике советов, которые будут даны ниже, поможет справиться с этой задачей.
Механизация обработки изделий – естественное желание любого мастера. Шлифовальные станки по металлу заводского производства отличаются высокой стоимостью. Они требуют периодического обслуживания в сервисных центрах, что также не всегда удобно и дешево. Обслуживать самодельный шлифовальный станок гораздо проще: ведь инструменты для его сборки будут всегда под рукой.

На просторах интернета можно с легкостью найти схему и чертеж модели для шлифования металла, которая будет обладать необходимой производительностью и нужными габаритами. Обзор простейшего самодельного станка:
На стадии проектирования шлифовального станка по металлу не забудьте про систему вентиляции: работа в закрытом помещении без доступа воздуха извне приведет к сильной запыленности, что может представлять опасность для здоровья.
Ленты для ленточно-шлифовальных станков
Как на производстве, так и в домашних условиях часто используются шлифовальные станки, рабочим инструментом в которых является матерчатая лента со слоем абразивного порошка. Основой таких лент является плотная материя (бязь, саржа) или специальная бумага, а абразивный слой на них фиксируется при помощи клеевого состава.
Эффективность использования такой ленты зависит от ряда параметров: плотности нанесения абразивного порошка и состава его зерен. Большей эффективностью отличаются ленты, порошок на которых занимает не более 70% их площади. Объясняется это тем, что обрабатываемый материал не забивается между абразивными зернами такой ленты. В качестве абразивного порошка, наносимого на рабочую поверхность ленты, могут использоваться как природные, так и искусственные материалы, но все они должны обладать высокой твердостью.
Одна из разновидностей ленточно-шлифовального станка
Классифицируются ленты, устанавливаемые на шлифовальный станок, по номеру, обозначающему величину абразивных зерен, выраженную в сотых долях миллиметра. Надежность и эффективность такой ленты зависит также и от типа клея, который используется для фиксации абразивных зерен. На сегодняшний день используется два типа такого клея: мездровый и из синтетической смолы.
Как правило, ленточные шлифовальные станки применяются на деревообрабатывающих предприятиях. Лента на таких станках может также крепиться и на бобины, что позволяет отнести их к категории круглошлифовального оборудования. Но в большинстве случаев эти станки делают универсальными, выполнять на них обработку деревянных деталей можно как при помощи ленты, так и с использованием шлифовальных кругов.
Сферы использования
Гриндер хорош и полезен везде, в том числе в домашнем хозяйстве – от грамотной заточки ножа высокого качества или портновских ножниц до шлифовки сложной детали из металла или другого «трудного» материала. Иными словами, инструмент нужный, в хозяйстве пригодится.
Тем более, что смастерить его своими руками вполне реально. Для этого вовсе необязательно иметь специальное оборудование и солидный профессиональный опыт.
Повозиться, конечно, придется, но зато вы сделает именно то, что вам нужно и, что весьма немаловажно, сэкономите серьёзную сумму денег вплоть до нескольких тысяч американских долларов
Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5..20 | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | – |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | – | 0,08..0,002 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | – | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | – | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
Список литературы:
Станки плоскошлифовальные 3Е711ВФ1, 3Е711АФ1, 3Е711В, 3Е721ВФ1-1, 3Е721АФ1-1, 3Е721В-1, 3Е711В-1, 3Е710А. Руководство по эксплуатации, 1978 Станок плоскошлифовальный 3Е711В. Руководство по эксплуатации. Электрооборужование, 1983








Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Эксплуатационные ограничения
Лица, эксплуатирующие станок, должны знать его конструкцию, правила эксплуатации в объеме настоящего РЭ и требования по технике безопасности.
Не допускается работа на станке в случае его механической неисправности, повреждения заземления, отсутствия защитных кожухов и страховочных приспособлений.
К работе на станке должны допускаться только лица соответствующей профессии, специальности и квалификации, прошедшие инструктаж и обучение.
Прогиб ремней клиноременной передачи должен быть пределах 25-30 мм, при нажатии на ремень с силой 70-90 Н.
Новые шлифовальные круги перед установкой на станок должны быть испытаны на соответствие требованиям ГОСТ 2424 «Круги шлифовальные. Технические условия» и ГОСТ Р 52588 «Инструмент абразивный. Требования безопасности».
Запрещается эксплуатация шлифовальных кругов с трещинами на поверхности, а также не имеющих отметки об испытании на механическую прочность или с просроченным сроком хранения.
Перед установкой новых шлифовальных кругов на станок необходимо произвести их испытания на стенде.
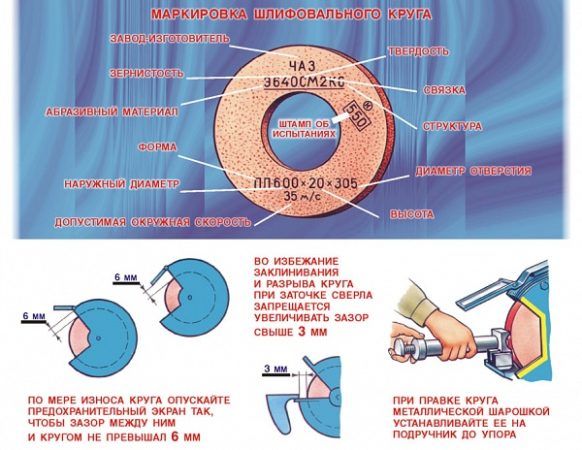
Установка шлифовальных кругов должна производиться только специально выделенным и инструктированным рабочим. Затяжку винтов крепежных фланцев следует производить последовательно попарно, ключом нормальной длины. Зазор между кругом и нижней кромкой кронштейна 15 должен быть не более 6 мм.
К работе на вновь установленном круге можно приступать только после 5-минутного испытания на холостом ходу.
Запрещается тормозить вращающийся круг нажатием на него каким-либо предметом.
Запрещается переустанавливать подручники 7 (рисунок 1) во время работы станка.
Станок и устройства, входящие в его состав, должны иметь надежное заземление. Качество заземления проверяется внешним осмотром и измерением сопротивления между металлическими частями станка и зажимом заземления на вводе к станку. Сопротивления заземления не более 0,1 Ом.







Подготовка станка к использованию
Перед началом работы на станке проверить:
- исправность и комплектность станка;
- исправность заземления, подводящего кабеля и вилки;
- надежность крепления кругов шлифовальных, защитных кожухов и подручников;
- исправность вытяжного устройства пылеприемника.
Подручники 7 должны устанавливаться так, чтобы верхняя точка соприкосновения обрабатываемой заготовки со шлифовальным кругом 5 (рисунок 1) находилась выше горизонтальной плоскости, проходящей через центр круга, но не более 10 мм. Зазор между краем подручника и шлифовальным кругом должен быть меньше половины толщины шлифуемого изделия, но не более 3 мм.
Подручники 7 должны быть надежно закреплены. Перестановку подручников производить только во время остановки станка.
Использование станка
Вводным выключателем подать напряжение на станок. Нажатием кнопки ПУСК (пиктограмма ▌ на рисунке 4) включить электродвигатель станка.
При запуске и остановке станка возможно явление резонанса, что вызывает кратковременные вибрации. Допустимая величина виброскорости на подручниках 7 при этом не более 2,0 мм/с.
Проверить работу станка на холостом ходу в течение 5 минут, обращая внимание на направление вращение кругов шлифовальных
Технические характеристики точильного шлифовального станка 3Б634
| Наименование параметра | 3Б634 | 3К634 | ТШ-3 |
| Шлифовальный круг | |||
| Количество шлифовальных кругов | 2 | 2 | 2 |
| Тип шлифовальных кругов | ПП 400х50х203 ПВ 400х50х203 | ПП 400х50х203 | ГОСТ 2424-83 |
| Наружный диаметр круга, мм | 400 | 400 | 400 |
| Высота круга, мм | 50 | 50 | 50 |
| Посадочный диаметр круга, мм | 203 | 203 | 127 |
| Диаметр изношенного круга, мм | 240 | ||
| Класс неуравновешенности | 1, 2 | ||
| Высота центров от основания, мм | 900 | 900 | 950 |
| Рекомендуемая высота затачиваемых резцов, мм | 6-100 | 6-100 | |
| Диаметр затачиваемых сверл, мм | 6-60 | 6-60 | |
| Угол при вершине сверла, град | 70-140 | 70-140 | |
| Задний угол, град | до 20 | до 20 | |
| Угол поворота, град | +20..-1 | +20..-1 | |
| Диаметр контактного ролика, мм | 400 | 400 | |
| Ширина шлифовальной ленты, мм | 80 | 80 | |
| Длина шлифовальной ленты, мм | 3000 | 3000 | |
| Усилие натяжения шлифовальной ленты, Н | до 1000 | до 1000 | |
| Наибольший диаметр полировального круга, мм | 400 | 400 | |
| Наибольшая высота полировального круга, мм | 55 | 55 | |
| Диаметр отверстия полировального круга, мм | 50 | 50 | |
| Шпидель | |||
| Частота вращения, 1/мин | 720/ 1440 | 1440 | 950 |
| Максимальная скорость резания, м/с | 15/ 30 | 30 | 20 |
| Конец шлифовального шпинделя (диаметр/длина), мм | 40/ 40 | 40/ 40 | |
| Электрооборудование | |||
| Электродвигатель привода, кВт | 3,2/ 5,3 | 4 | 3,0 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1000 х 665 х 1230 | 1000 х 680 х 1230 | 660 х 600 х 1670 |
| Масса станка, кг | 425 | 358 | 220 |
Список литературы:
Станок точильно-шлифовальный 3Б634. Руководство по эксплуатации, 1983
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Демьяновский К.И., Дунаев В.Д. Заточка дереворежущего инструмента, 1965
Кудряшов А.А. Станки инструментального производства, 1968
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Меницкий И.Д. Универсально-заточные станки, 1968
Палей М. М. Технология производства металлорежущих инструментов, 1982
Рожков Д.С. Конструкция, настройка и эксплуатация оборудования для заточки дереворежущего инструмента, 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители