
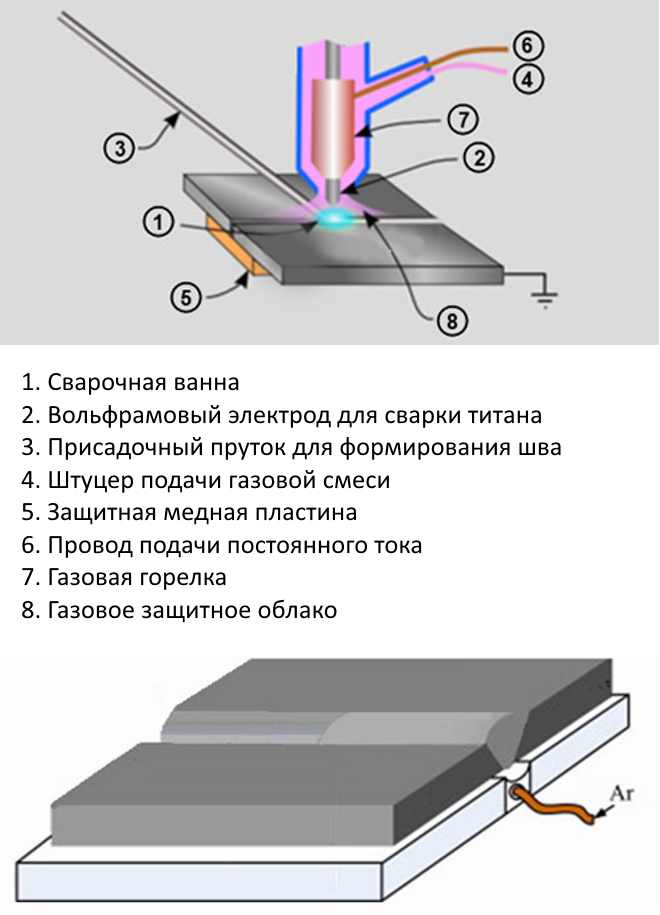
Процесс сварки
Условия
- Электрод – вольфрамовый.
- Ток – постоянный, прямой полярности.
- Подача проволоки – непрерывная.
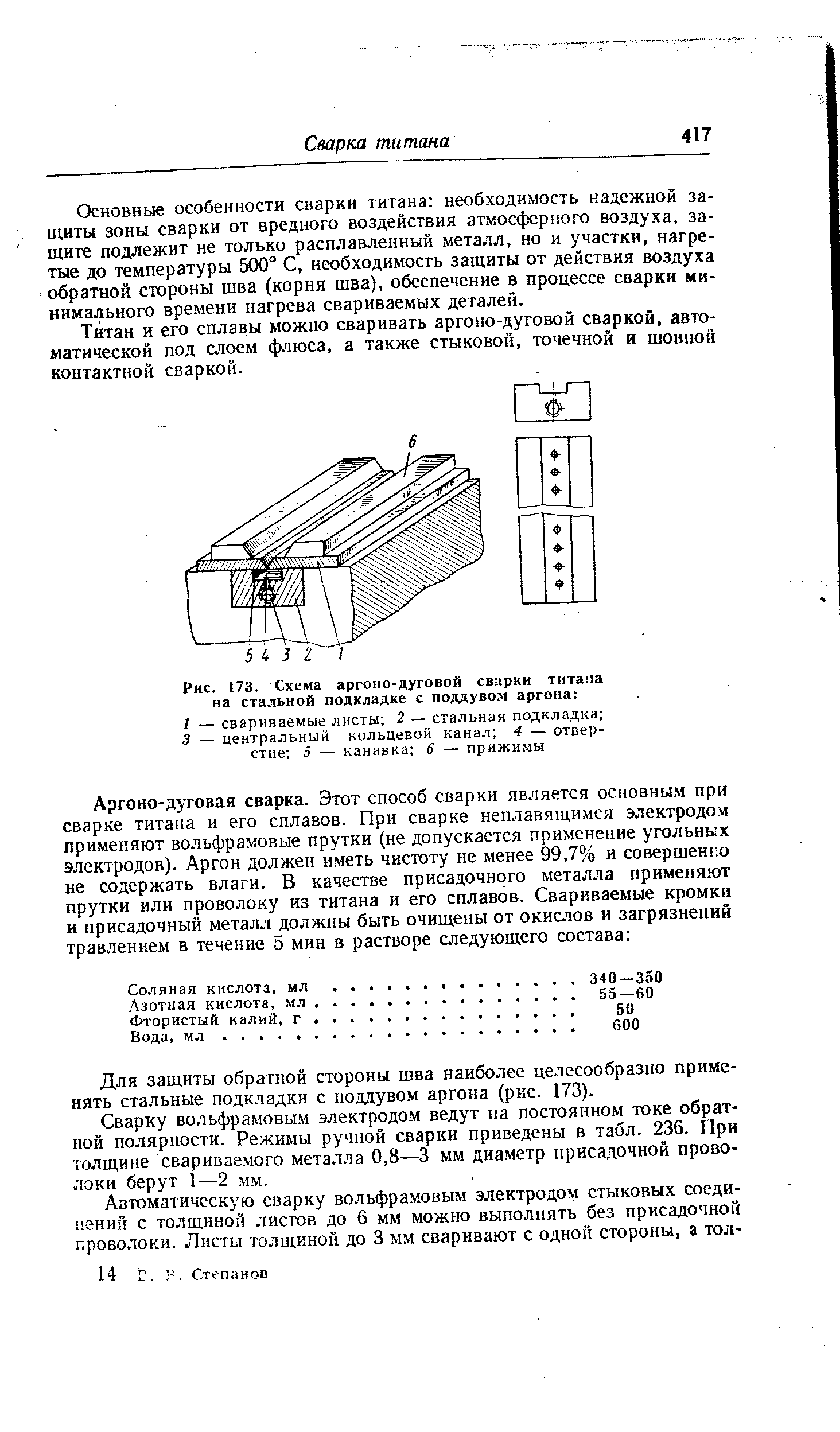
Сварку титана вручную возможна, если получается организовать местную защиту рабочей зоны. Вспоминаем – металл довольно быстро окисляется. Предохранение от этого лицевой стороны обеспечивается газовой струей (аргон + гелий). А как быть с тыльной? Наиболее распространенный вариант – накладки из меди или стали, которые плотно прижимаются к месту стыка свариваемых кромок. Но это применимо, если обрабатываются детали простой конфигурации.
Сложные в этом плане образцы, когда шов довольно часто меняет направление, свариваются в специальных камерах, в режиме полу- или полностью автоматическом. В таком закрытом объеме можно контролировать и поддерживать на необходимом уровне газовую среду. Предварительно рабочие камеры вакууммируются, после чего заполняются аргоном. Мастер ведет сварку в специальном скафандре.
Перед началом операции проверяется качество очистки кромок. Достаточно провести по участкам будущей рабочей зоны салфеткой или тряпочкой белого цвета, чтобы понять, необходима ли еще одна, дополнительная, «финишная» подготовка металла.
Нюансы ручного режима сварки титана в аргоне
Добиться прочного шва при сварке титана аргоном удается за счет обеспечения чистоты поверхности деталей и присадки. Другим обязательным условием является правильная настройка сварочного аппарата. При несоблюдении техники сварки аргоном на месте шва всегда появляются сварные дефекты. Прежде чем приступать к работе, выполните продувку и прочистку горелки, защитной насадки. Не забывайте про подкладки для обратной стороны шва – с их помощью можно проверить наличие воздуха в системе.
Сварка ведется без предварительного нагрева. Исключение составляют ситуации, когда возможна влажность, наличие конденсата на титане – тогда нужен нагрев до 70 °C.
При TIG-технологии рекомендуется высокочастотное зажигание для дуги. Когда вы работаете с присадкой, длина дуги равна 1 – 1,5 сечения электрода. Если сварка аргоном производится без присадки, этот параметр соответствует диаметру вольфрамового электрода. Помните, что в царапинах, образующихся на металле при касании вольфрамовых электродов, остаются частицы вольфрама. Когда все работы завершены, затухание дуги должно происходить постепенно, для этого плавно понижайте ток. Защиту сварного шва, околошовной зоны обеспечивают и после выключения дуги, когда температура опускается до 427 °C.
При соединении аргоном тонкостенных деталей зазор между кромками должен составлять 0,5 – 1,5 мм. В этом случае можно не формировать кромки и отказаться от присадочной проволоки. Кстати, последняя должна совпадать по составу с основным свариваемым металлом.
Сварка титана аргоном предполагает такие режимы: если используется вольфрамовый электрод диаметром 1,5 – 2 мм и присадочная проволока диаметром 2 мм, а толщина свариваемых заготовок составляет 2 мм, нужно выдерживать ток 90 – 100 ампер. Повышение толщины металла до 4 мм позволяет варить его током в 120 – 140 ампер. И самое главное, о чем нужно помнить: для работы с титаном и его сплавами используется переменный ток постоянной полярности.
Также есть ряд других существенных условий для качественной сварки титана аргоном:
- Для ручной технологии используется короткая дуга, не допускаются колебания электрода, присадки. Сварщик осуществляет движение вдоль шва.
- Сваривание ведется углом вперед, то есть электрод должен быть направлен в сторону, противоположную направлению движения.
- Угол между присадкой и электродом 90°.
- Присадка подается в сварочную ванну непрерывно.
- После гашения дуги защитный газ продолжает подаваться, обеспечивая охлаждение ниже 400 0С, в среднем на это уходит минута.
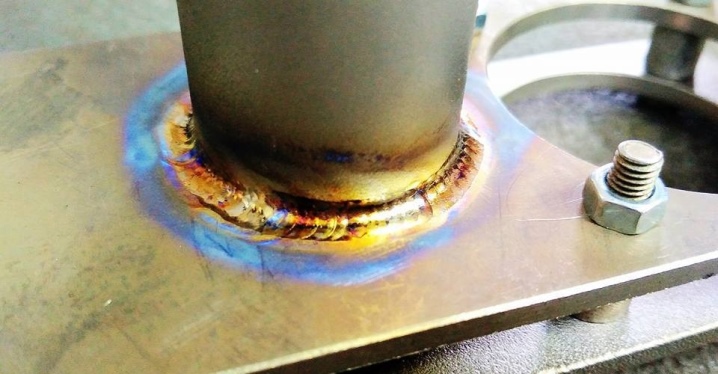
Дальнейшее охлаждение металла является гарантией качественного шва. Вы можете определить это по цвету. В норме шов светлый, соломенный, желтый. А вот серый, синеватый или черный говорят об окислении, что плохо сказывается на качестве.
Технология сварки аргоном полуавтоматом или автоматом совпадает с ручной. Единственный нюанс, о котором нельзя забывать – отверстия в сопле горелки. В соответствии с ГОСТ их диаметр равен 12 – 15 мм. Зажигать и гасить горелку рекомендуется на специальных подкладках, планках.
Оборудование для ручной сварки
Для проведения ручной домашней сварки нужно собрать аппарат из отдельных элементов. Основное оборудование — горелка для аргонодуговой сварки, сварочный инвертор, баллоны с газом, специальная одежда.
Ниже мы рассмотрим особенности этого оборудования, а потом узнаем о том, как из него собрать полноценный сварочный аппарат для аргонодуговой сварки.
Аргоновый инвертор
Главный элемент установки — это сварочный инвертор с функцией аргонодуговой сварки. Главной функцией этого устройства является преобразование переменного электрического тока из розетки в постоянным электрический ток, который потом поступает на аргоновую горелку (этот ток используется для создания электрической дуги).
Главный параметр аргонового инвертора — это сила тока. Этот параметр может контролировать сам сварщик с помощью специальной панели, а контроль нужно осуществлять с умом:
- Чем выше будет сила тока, тем качественнее будет проводиться сварка. При слабом токе электрическая дуга будет очень маленькой, поэтому ею нельзя будет проводить сварку толстых металлических объектов.
- Величина силы тока влияет на сохранность электрода — чем больше будет ток, тем активнее будет проходить разрушение электрода.
Аргоновая горелка
Горелка — вторая по значимости деталь после инвертора. С помощью горелки создается электрическая дуга, а также происходит регулирование подачи аргонового газа.
Главный элемент аргоновой горелки — это вольфрамовый съемный электрод, который не плавится под воздействием высоких температур, создаваемых электрической дугой. Горелка подключается к инвертору напрямую с помощью специального аргонового рукава.
При выборе аргоновой горелки обратите внимание на напряжение. Этот показатель должен совпадать с напряжением, которое генерируется аргоновым инвертором
Охлаждение аргоновой горелки обычно осуществляется воздушным методом (с помощью атмосферного воздуха).
Помимо этого существуют специальные горелки, у которых охлаждение осуществляется водяным способом. К горелке подводится специальная охлаждающая жидкость, которая снимает «излишки» тепла за счет испарения. После проведения работ пар вновь переходит в жидкое состояние из-за конденсации.
Дополнительное оборудование
Аргоновый рукав. Имеет вид провода, который подключается сразу к трем элементам. К баллону с аргоном, к газовой горелке и к инвертору. Имеет вид двухкамерной установки — посередине располагается первая камера с электрическим проводом, который подключается к электроду; вторая камера представляет собой пустое пространство, которое заполняется аргоном.
Баллон с аргоном
Этот элемент является третьим по важности после инвертора и горелки. Подключается баллон к рукаву с помощью специальной газового провода
В большинстве случаев провод дополнительно оснащается специальным запирающим механизмом, который позволяет контролировать подачу аргона и уровень давления в сварочной установке. При покупке баллона с аргоном будьте внимательны. Не перепутайте аргон с другим газом. Обычно баллон с аргоном окрашен в желтый или белый цвет.
Защитная одежда. При проведении сварочных работ создается очень яркий свет и большое количество тепла. Поэтому перед проведением работ сварщик должен обязательно надеть защитную одежду.
Сборка сварочного аппарата
Поставьте на пол или на любую плоскую устойчивую поверхность инвертор. Подключите его к розетке, но не включайте его.
Подсоедините к рукаву горелку и баллон с аргоном (аргоновый газ не подавайте в систему). Подключите рукав к инвертору.
Посмотрите напряжение на горелке. Этот параметр указан на самой горелке или в сопровождающих документах. Выставите тот же показатель напряжения на инверторе.
Наденьте защитную одежду, а потом включите инвертор и подайте газ в систему
Попробуйте создать электрическую дугу, обратите внимание на подачу газа из сопла. Если все хорошо, то можно приступать.
Сам процесс осуществляется стандартным образом
Поместите два металлических элемента рядом и с помощью аппарата произведите их сварку. При необходимости для создания шва используйте пруток.
ГАЗОВАЯ ЗАЩИТА СВАРОЧНОЙ ВАННЫ
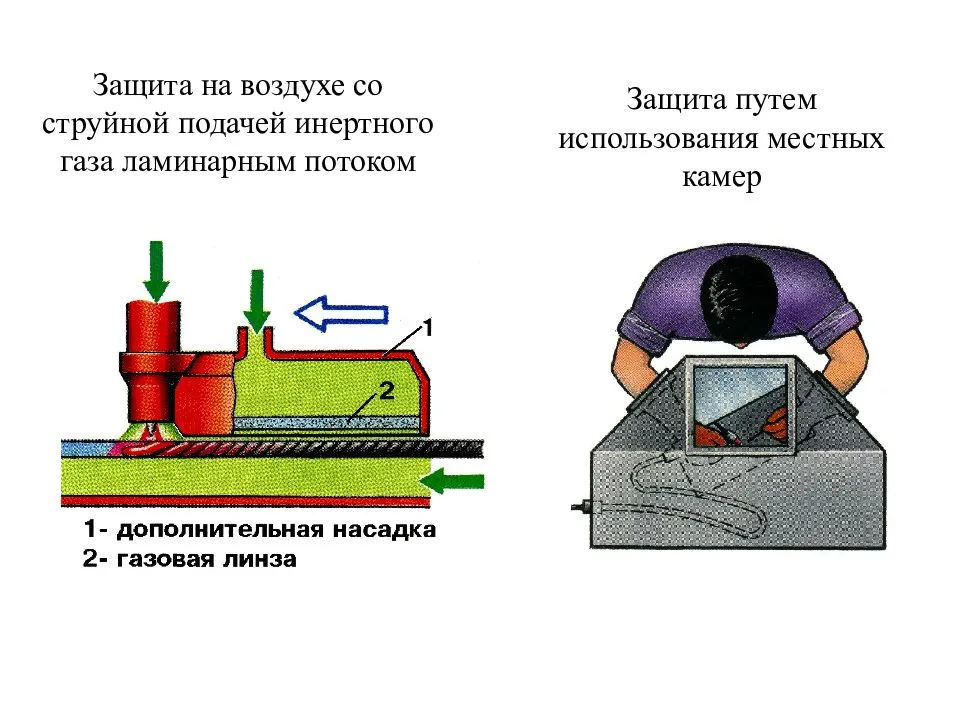
Существуют три варианта защиты:
- струйная с использованием специальных приспособлений
- местная в герметичных камерах малого объема
- общая в камерах с контролируемой атмосферой (ВКС-1, ВУАС-1, УСБ-1)
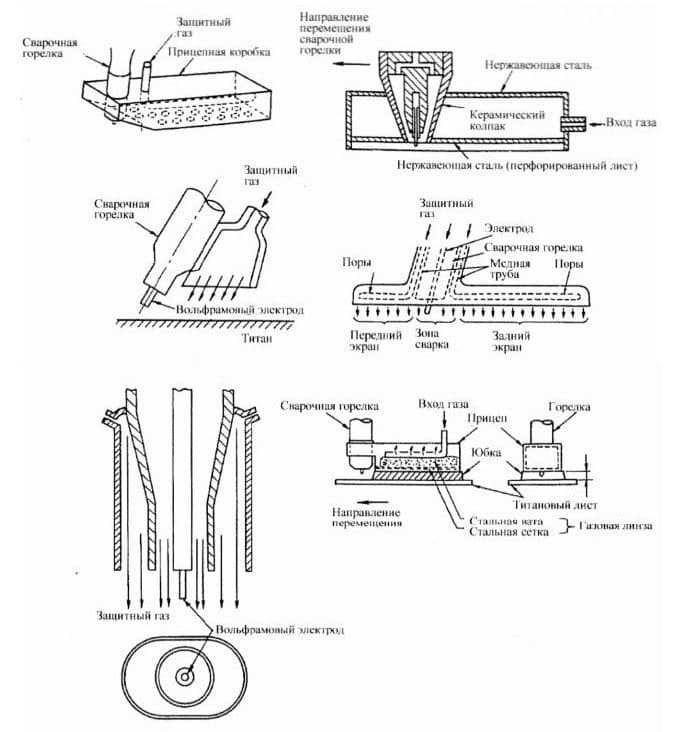
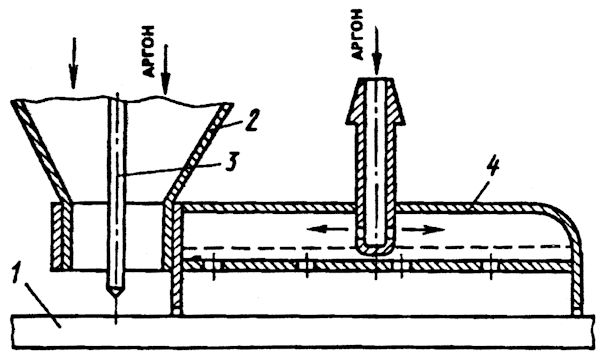
При аргонодуговой сварке титана W-электродом следует применять сварочные горелки с возможно большим газовым соплом, создающим обширную зону защиты. Поток аргона через сопло должен быть ламинарным, что достигается газовыми линзами, установленными внутри сопла. Расход газа в зависимости от режима сварки колеблется от 8 до 20 л/мин. Если сопло горелки не гарантирует надежной защиты, то его дополняют специальной насадкой, коробом или другим приспособлением. Дополнительные защитные устройства изготавливают из нержавеющей стали. Внутри имеются рассекатели и газовые линзы. Насадка, прикрепляемая к газовой горелке для защиты кристаллизующейся сварочной ванны, должна иметь ширину 40-50 мм и длину от 60-120 мм в зависимости от режима сварки. Для сварки трубчатых конструкций, кольцевых поворотных и неповоротных стыков применяют местные или малогабаритные защитные камеры.
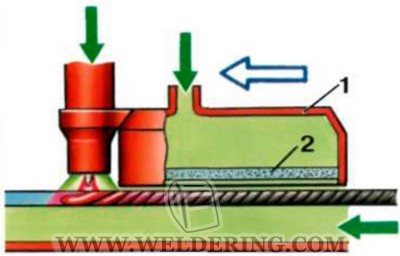
1- дополнительная насадка; 2 — газовая линза
Качество защиты определяют по внешнему виду металла шва. Серебристая или соломенного цвета поверхность шва свидетельствует о хорошей защите. Желто-голубой цвет указывает на нарушение защиты, хотя в отдельных случаях такие швы считаются допустимыми. Темно-синий или синевато-серый цвет с пятнами серого налета характеризует низкое качество шва.
https://youtube.com/watch?v=AgnuYc3kbHE






Особенности технологии
Главной особенностью аргоновой сварки металла является высокая скорость проводимых работ, иначе титан перегревается и становится хрупким. Поэтому основными требованиями являются: непрерывная подача припоя при постоянной скорости 2-2,5 мм/с электрода. При этом важен опыт и мастерство сварщика, движения которого должны быть точны, без отклонений электрода по сторонам.
Технология сварки «вперёд углом», когда движение электрода начинается снизу и идёт вверх до краёв соединяемых деталей по толщине. После окончания сварки аргон подаётся на поверхность шва вплоть до его остывания до 400°C, 1-2 минуты по времени.
Примерный расход аргона на сварочный шов 5-8 л в минуту, на продувание с обратной стороны – 2 л в минуту.
Методы сварки в аргоновой среде
На практике применяются различные способы соединения титановых сплавов в аргонной среде.
Наиболее часто встречающиеся:
- точечный;
- контактный;
- конденсаторный стыковой;
- шовный роликовый;
- с использованием флюса.
Перечисленные виды контактной сварки ведутся в быстром темпе. При длительном воздействии высоких температур изделие становится хрупким. В качестве флюса применяют состав АН-Т2 или АН-11, АНТ-1, АНТ-3, АНТ-7. Перед соединением деталей их подвергают обезжириванию и механической обработке. С целью удаления оксидной пленки иногда применяется подогретая кислота. Все подготовительные работы проводятся в защитных перчатках.
Параметры электросварки:
- вольфрамовый электрод;
- ток прямой полярности, постоянный;
- непрерывная подача электродной проволоки.
Рекомендуем к прочтению Особенности и технология сварки аргоном

Хорошо можно сварить сплавы ВТ1-ВТ5, хуже соединяются ВТ15-ВТ22. Остальные виды считаются промежуточными. Все операции выполняются аппаратами с правильной настройкой. Необходимо включить постоянное напряжение прямой полярности 80-130 В. При этих параметрах работа выполняется током 45-220 А. Горелка передвигается со скоростью 18-22 м/ч.
Точечный
Этот метод используется при соединении деталей или листов, толщина которых может достигать 4 мм. Рабочие параметры:
| Толщина деталей (мм) | Диаметр электрода | Прохождение тока (сек) | Сжатие деталей (сек) | Сила тока (А) |
| 0,8 | 4,0 – 4,5 | 0,10 – 0,15 | 0,1 | 7000 |
| 1,0 | 4,5 – 5,0 | 0,15 – 0,20 | 0,3 | 8000 |
| 1,2 | 5,0 – 5,5 | 0,20 – 0,25 | 0,3 | 8500 |
| 1,5 | 5,5 – 6,0 | 0,25 – 0,30 | 0,4 | 9000 |
| 2.0 | 6,0 – 7,0 | 0,25 – 0,30 | 0,4 | 10000 |
| 2,5 | 7,0 – 8,0 | 0,30 – 0,40 | 0,4 | 12000 |
Метод используется при сварке кожухов, опорных рамок и других конструкций.
Контактный
Применение данного способа предусмотрено требованиями ГОСТ. Скорость соединения – 2-2,5 мм/сек. При ее превышении шов будет иметь сниженную прочность. На практике применяются несколько разновидностей контактной сварки. Каждая имеет индивидуальные режимы, зависящие от толщины заготовок, диаметра электрода, времени прохождения сварочного тока через место соединения и других параметров.

Конденсаторная стыковая сварка
Режим работы определяется площадью заготовок. Свариваемые детали могут иметь сечение 150-10000 мм². От него зависят остальные параметры: припуски оплавки и осадки, рабочий ток и другие значения. Главное отличие метода – запас электрической энергии в батарее, состоящей из конденсаторов большой мощности. Заготовки из труб до 23 мм в диаметре можно заварить без защитного газа, так как электрический импульс выжигает в месте сварки все окислители. Емкость накопительной батареи – 5000-7000 мкф, импульсное напряжение – 800-1200 вольт.
Рекомендуем к прочтению Как выполняется сварка аргоном
Шовный роликовый
Отличие способа – использование электродов, напоминающих ролики. Они катятся и сжимают заготовки. Импульсы тока большой мощности подаются в рабочую зону, образуя цепочку из точек сварки. Шов герметичный при металле толщиной 0,2-3,0 мм. Он часто встречается при изготовлении емкостей: топливных баков, других сосудов для хранения жидкостей без создания высокого давления.
Режимы сварки:
| Толщина листов (мм) | Ширина шва (мм) | Усилие на роликах (Н) | Действие тока (сек) | Скорость сварки (м/мин) | Сила тока (А) |
| 0,8+0,8 | 3,5-4,0 | 2950 | 0,10-0,12 | 0,8-1,0 | 6000 |
| 1,0+1,0 | 4,5-5,5 | 3935 | 0,14-0,16 | 0,6-0,8 | 7500 |
| 1,5+1,5 | 5,5-6,5 | 4915 | 0,20-0,24 | 0,5-0,6 | 10000 |
| 2,0+2,0 | 6,5-7,5 | 6385 | 0,24-0,28 | 0,4-0,5 | 12000 |
| 2,5+2,5 | 7,0-8,0 | 7855 | 0,28-0,32 | 0,3-0,4 | 15000 |
Метод применяется для герметичных соединений титановых деталей.

Под флюсом
Способ годится для соединения деталей толщиной до 5 мм. Заварить их можно встык, внахлест или под углом. Для работы используется ток 250-330 А при напряжении от 24 д 38 В. Скорость сварки 40-50 м/ч. Используемый режим:
| Толщина заготовок (мм) | Способ соединения | Сила тока (А) | Напряжение (В) | Скорость сварки (м/час) |
| 3-5 | Стыковой | 250-320 | 24-38 | 50 |
| 3-5 | Угловой | 250-300 | 32-36 | 40-50 |
| 2-3 | Внахлест | 250-300 | 30-35 | 40 |
Во время работы шов засыпается флюсом в виде порошка. При его сгорании образуются инертные газы и закрывают собой сварочную ванну и пространство рядом со швом. Флюсовой материал предварительно просушивают при высокой температуре (около 250°С). Аппаратура включается на режим тока обратной полярности величиной 600-650 А.
Как правильно подготовить детали для сварки титана аргоном
Сварка титана аргоном проводится при полной изоляции свариваемых поверхностей от атмосферы, поэтому чаще всего применяются автоматическая или полуавтоматическая технология.
Безусловно, ручная сварка этого металла возможна, но для нее используется специальная горелка с керамическим соплом: через нее под давлением подается инертный газ, аргон, который вытесняет воздух.
На схеме показаны приспособления для защиты шва газом и его подачи в повышенном объеме.
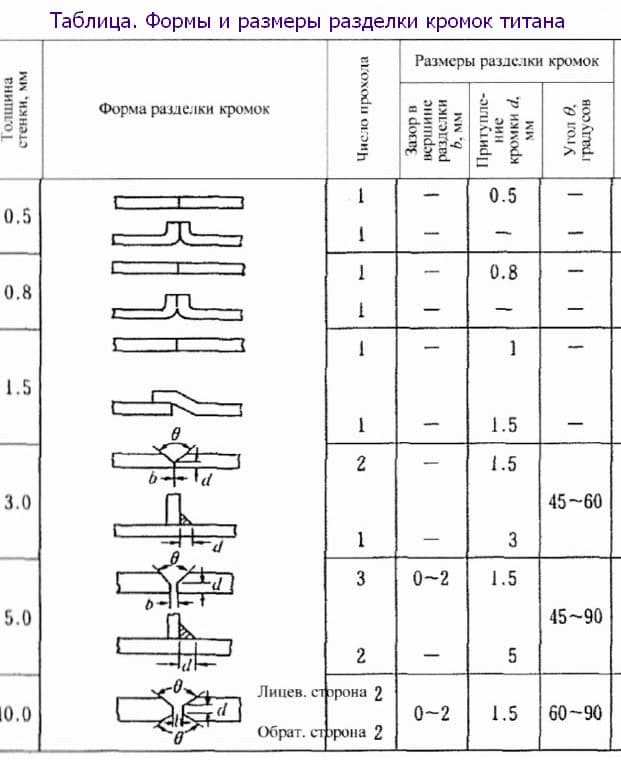
Перед сваркой титана аргоном подготавливают кромки и присадки, поэтому также приводим таблицу разделки кромок.
Необходимо зачистить металлические поверхности стальной щеткой, «шкуркой», обезжирить.
Одним из самых распространенных растворителей для обезжиривания металлических поверхностей является ацетон, но у него резкий запах, он довольно токсичен. Об этом говорит тот факт, что ацетон относится к 4 классу опасности. При вдыхании в течение небольших отрезков времени его умеренных и высоких концентраций появляется раздражение глаз, дыхательных путей, повышенная частота пульса, головные боли, тошнота, рвота и даже возможна клиническая кома.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Поэтому стоит выбирать более безопасные, но эффективные составы для очищения поверхности металла. Один из вариантов – денатурированный спирт, его наносят на металл безворсовой тканью. Это спирт с добавками, из-за которых его употребление в пищу становится невозможным. С одной стороны, они имеют ужасный вкус, а с другой – вызывают рвоту, и даже могут стать причиной слепоты.
Перед соединением детали из титана подвергают травлению смесью соляной кислоты с водой и фторидом натрия в следующей пропорции: 350 мл HCl, 650 мл дистиллированной воды, 50 г фторида натрия. На травление уходит около 10 минут при 60 – 65 °C.
Еще один способ, позволяющий удалить оксидную пленку – это смесь из 2 – 4 % фтористоводородной кислоты и 30 – 40% азотной кислоты. Травление длится 30 секунд, а температура не превышает 60 °C.





После этого металл тщательно шлифуют при помощи наждачной бумаги до № 12, проволочных щеток, шабер
Важно убедиться, что получились ровные края деталей без заусенец и трещин. Аналогично зачищается и присадочная проволока для сварки титана аргоном
Далее пора переходить к сварке.
Работа в среде защитного газа аргона ведется с помощью присадочных материалов. Последние делятся на группы по составу (палладий, ванадий, алюминий) и содержащейся в них доле кислорода. В таблице есть характеристики присадок из титана и его сплава:
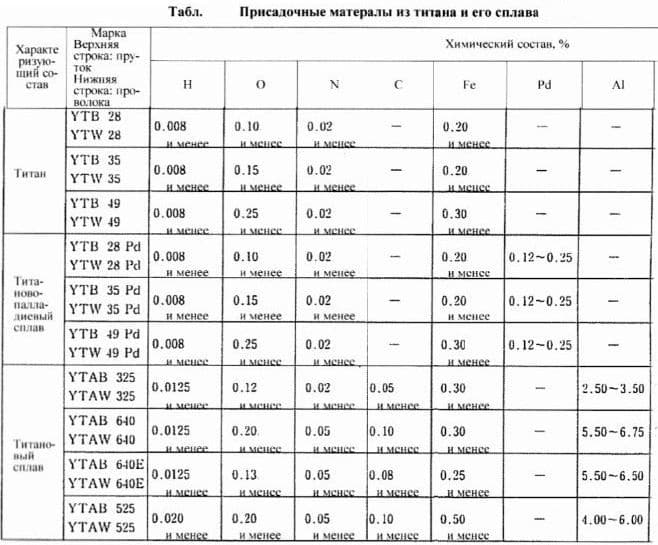
Очень важно, чтобы прутки и проволока при сварке титана не выходили из-под газовой защиты, так как присадки загрязняются на воздухе. Аргонодуговая технология требует применения постоянного тока прямой полярности и вольфрамовых электродов
Иногда приходится использовать специальные приспособления, в которые поступает инертный газ, вытесняя воздух
Аргонодуговая технология требует применения постоянного тока прямой полярности и вольфрамовых электродов. Иногда приходится использовать специальные приспособления, в которые поступает инертный газ, вытесняя воздух.
Возможна сварка титана аргоном при помощи медных, стальных подкладок. В них делают отверстия для подачи газа.
Для соединения труб используют специальные фартуки с разным закруглением, чьи характеристики определяются диаметром трубы.
Полуавтоматическую или автоматическую технологии осуществляют в специальной капсуле, заполненной аргоном либо гелием. Если речь идет о трубах, их не помещают в защитную среду, а герметизируют и заполняют аргоном.
Еще одно немаловажное требование к такой работе – это наличие перчаток на руках, ведь даже чистые руки оставляют на кромке потожировые следы. Последние негативно сказываются на качестве сварного шва
Технология сварки титана аргоном
Аргонодуговая сварка титана и его сплавов приобрела наибольшую популярность ввиду оптимального соотношения доступности технологического процесса и качества получаемых швов. Она широко используется как в массовом производстве деталей из титановых заготовок, так и в частных случаях.
Необходимое оборудование
Технология допускает использование любого электродугового сварочного аппарата, способного обеспечить жесткую вольт-амперную характеристику (обычно сила тока составляет не менее 140 А). Используются вольфрамовые электроды, особенности которых рассмотрены ниже. Поскольку свойства металла требуют непрерывной защиты стыка инертными газами, особую сложность представляет именно равномерная подача газа с необходимой интенсивностью.
Распространены три способа газовой защиты:
- струйная – аргон подается в зону сварки направленной струей через специализированные сопла и отражатели, вытесняя атмосферный воздух;
- местная – предполагает использование небольших герметичных камер, заполненных газом, работать в которых можно через гибкие рукава-манипуляторы;
- полная – промышленный способ, при котором заготовки размещаются в камере с контролируемой атмосферой (например, УБС-1, ВКС-1, ВУАС-1), требует использования сварочного костюма-скафандра.
Важно помнить, что защите должна подвергаться не только сварочная ванна, но и обратная стороны стыка, а также все прилегающие к ним зоны, которые нагреваются до высоких температур в процессе сварки
Выбор электродов
Для аргонодуговой сварки титана и титановых сплавов используют вольфрамовые электроды малого диаметра.
При первых же признаках износа или повреждения электрод заменяют. Работа неисправным электродом не только отрицательно сказывается на технических характеристиках сварочных швов, чувствительных к режиму проведения работ, но и может быть небезопасной для сварщика.
 Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Присадочная проволока
Выбор присадочного материала зависит от марки титана или сплава, толщины заготовок, толщины электрода, параметров сварки, эффективности принятого метода защиты стыка от атмосферного воздуха. В большинстве случаев можно руководствоваться этой таблицей:
| Марка материала | Марка присадочной проволоки |
| ВТ1-00, ВТ1-0, ОТ4-0, ОТ4-1, ОТ4, ВТ5, ВТ5-1 | ВТ1-00св, ВТ2, ВТ2В, ВТ20-1св, ВТ20-2св |
| ВТ6, ВТ3-1, ВТ9, ВТ14, ВТ16, ВТ20 | ВТ15, СПТ-2, СП-15 |
| ВТ22 (с пост-термообработкой) | ВТ20-1св, ВТ20-2св, СПТ-2 |
| ПТ-7М, ПТ-3В, ПТ-1M | ВТ1-00св, СПТ-2, СП-15 |
Следует учитывать, что металлы марок ОТ4, ВТ5, ВТ5-1 требуют использования щадящих режимов сварки, в том числе с минимальной погонной энергией. Для большинства других материалов требуются режимы с быстрым охлаждением.
Процесс сварки
Наличие и метод разделки кромок, а также параметры сварки зависят от толщины стыка. Обычно эта зависимость имеет такой вид:
| Толщина металла, мм | Разделка кромок | Сила сварочного тока, А | Напряжение дуги, В | Диаметр присадочной проволоки, мм | Количество проходов, шт. |
| 1-3 | Отсутствует | 40-90 | 10-14 | 1,2-2,0 | 1 |
| 3-10 | Односторонняя прямая фаска под углом 35-45° | 120-200 | 10-15 | 1,5-2,5 | 2-12 |
| 10-20 | Радиальная ванна с бортами, наклоненными на 15° | 180-280 | 12-16 | 2,5-3,0 | 12-26 |
| Более 20 | Двухсторонние прямые фаски под углом 30-35° | 230-280 | 13-16 | 2,5-3,0 | Не менее 24 |
Электродуговую сварку титана и сплавов проводят в нижнем положении. Техника мало чем отличается от классической дуговой сварки, общий алгоритм действий включает следующее:
- Закрепление очищенных и обезжиренных заготовок на опорной поверхности с зазором, соответствующим конфигурации детали и режиму сварки (для листов толщиной 2,0-3,0 мм зазор составляет 0,5-1,5 мм).
- Подача аргона к месту стыка или в защитную камеру. При струйном методе защиты общий расход газа на обдув рабочей и обратной стороны шва составляет 12-16 л/мин для листов толщиной 2,0-3,0 мм.
- Поджигание дуги в начале шва. Происходит не раньше, чем через 15 секунд после начала струйной подачи аргона или сразу после вытеснения атмосферного воздуха из защитной камеры.
- Последовательная проварка шва. Осуществляется путем плавного и достаточно быстрого осевого перемещения, поперечное смещение следует свести к минимуму. Обычно электрод ведется углом вперед, а присадочную проволоку подают перпендикулярно ему.
- Повторная проварка шва в случае необходимости. Может проводиться до 40 последовательных проходов.
- Обрыв дуги и завершение работ. При этом подача аргона продолжается, пока металл в зоне стыка не остынет до 250-300℃ (для изделий небольшой толщины – около 45-60 секунд).
Подготовка к полуавтоматической сварке
Раскрой на заготовки и подготовка кромок чаще всего проводятся механическими способами. Если изделия являются толстостенными, можно провести разделительную резку и подготовку кромок газотермическими методами, но затем надо обязательно обработать кромки механически на глубину как минимум 3-5 мм. Для зачистки кромок на ширину 15-20 мм используются металлические щетки, шаберы и прочие приспособления. Обязательным является последующее обезжиривание кромок. Если перед сваркой проводилась вальцовка, ковка, штамповка или другие виды термообработки, необходимо очистить поверхности гидропескоструйным или дробеструйным аппаратом (подробнее см. Очистка поверхности металла перед сваркой).
После этого они подвергаются химической обработке:
- рыхлению оксидной пленки;
- травлению;
- осветлению.
Режимы химической обработки титана и его сплавов
| Раствор | Длительность обработки, мин | |
| Назначение | Состав (на 1 литр воды) | |
| Рыхление оксидной пленки | Нитрит натрия 150-200г; Углекислый натрий 500-700 г | 120 |
| Травление | Плавиковая кислота 220-300 мл; Азотная кислота 480-550 ил | 60-1200 |
| Осветление | Азотная кислота 600-750 мл; Плавиковая кислота 85-100 мл | 3-10 |
После того, как свариваемая поверхность химически обработана, свариваемые кромки на 20 мм промываются бензином и протираются ацетиленом или этиловым спиртом. Сварочная пленка на предварительном этапе подвергается вакуумному отжигу, а затем – обезжириванию Сварка проводится в специальных приспособлениях, либо на прихватках, выполненных ручной аргонодуговой сваркой W-электродом. Когда свариваемые поверхности уже готовы к работе, к ним нельзя прикасаться незащищенными руками.
Газовая защита
Одним из важнейших условий получения качественного соединения при сварке титановых сплавов является обеспечение надежной газовой защиты: сварного шва; участков основного металла, которые нагреты до 250-300 градусов. Можно выбрать один из трех вариантов газовой защиты:
- струйная – с задействованием специальных приспособлений;
- местная – в герметичных камерах малого объема;
- общая – в камерах с контролируемой атмосферой (УБС-1, ВКС-1, ВУАС-1).
Рис. 1 Защитная камера для сварки титана
Дополнительные защитные устройства изготавливаются из нержавеющей стали. Необходимо, чтобы были предусмотрены газовые линзы и рассекатели. К газовой горелке прикрепляется специальная насадка для защиты кристаллизующейся сварочной ванны. Ее ширина должна быть 40-50 мм, а длина – 60-120 мм в зависимости от режима сварки. При сварке кольцевых поворотных и неповоротных стыков, а также трубчатых конструкций используются местные или малогабаритные камеры.

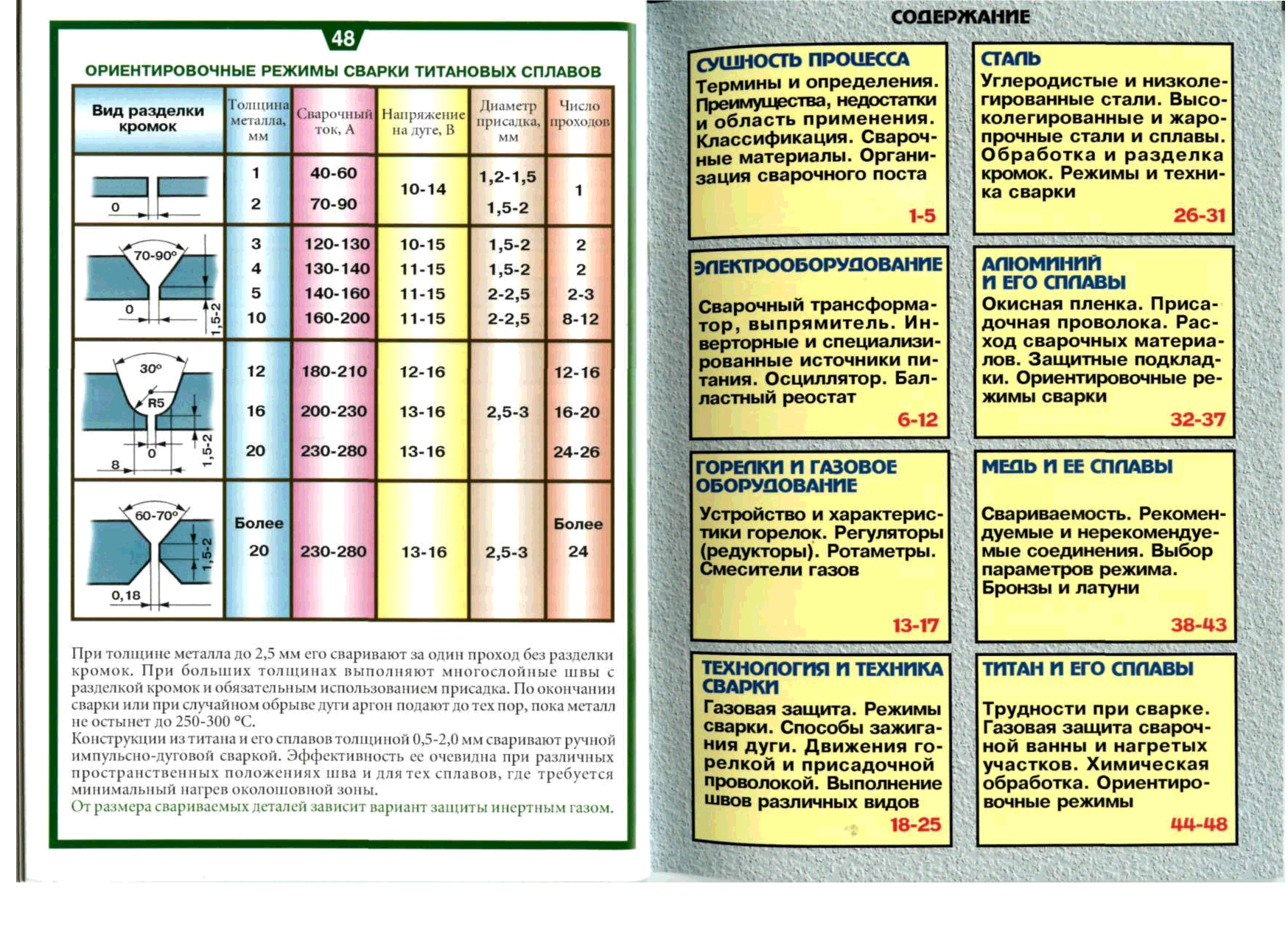


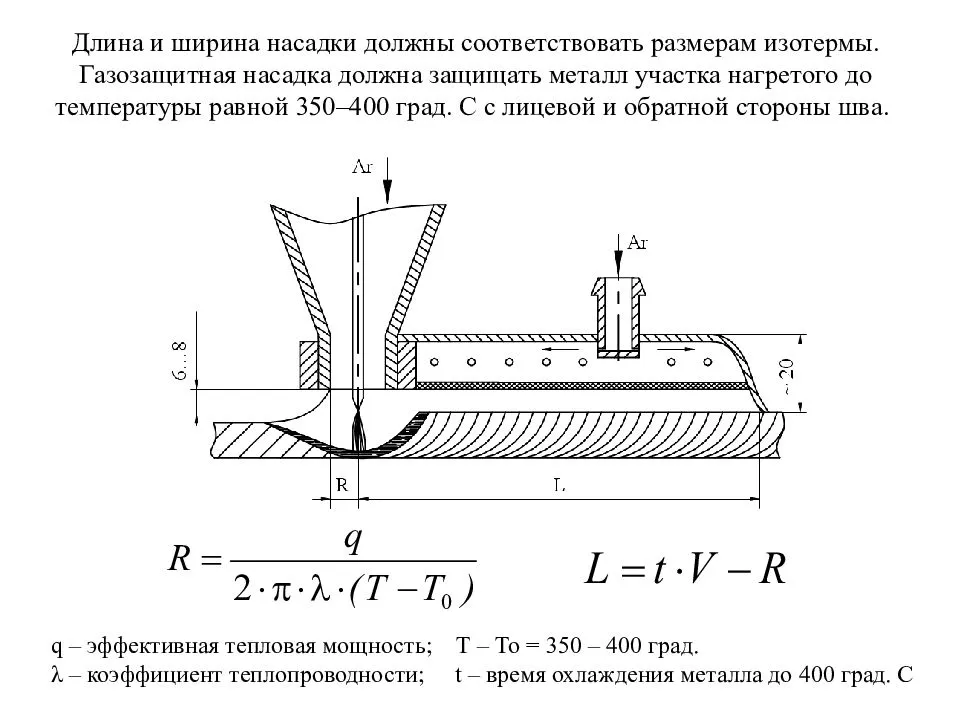
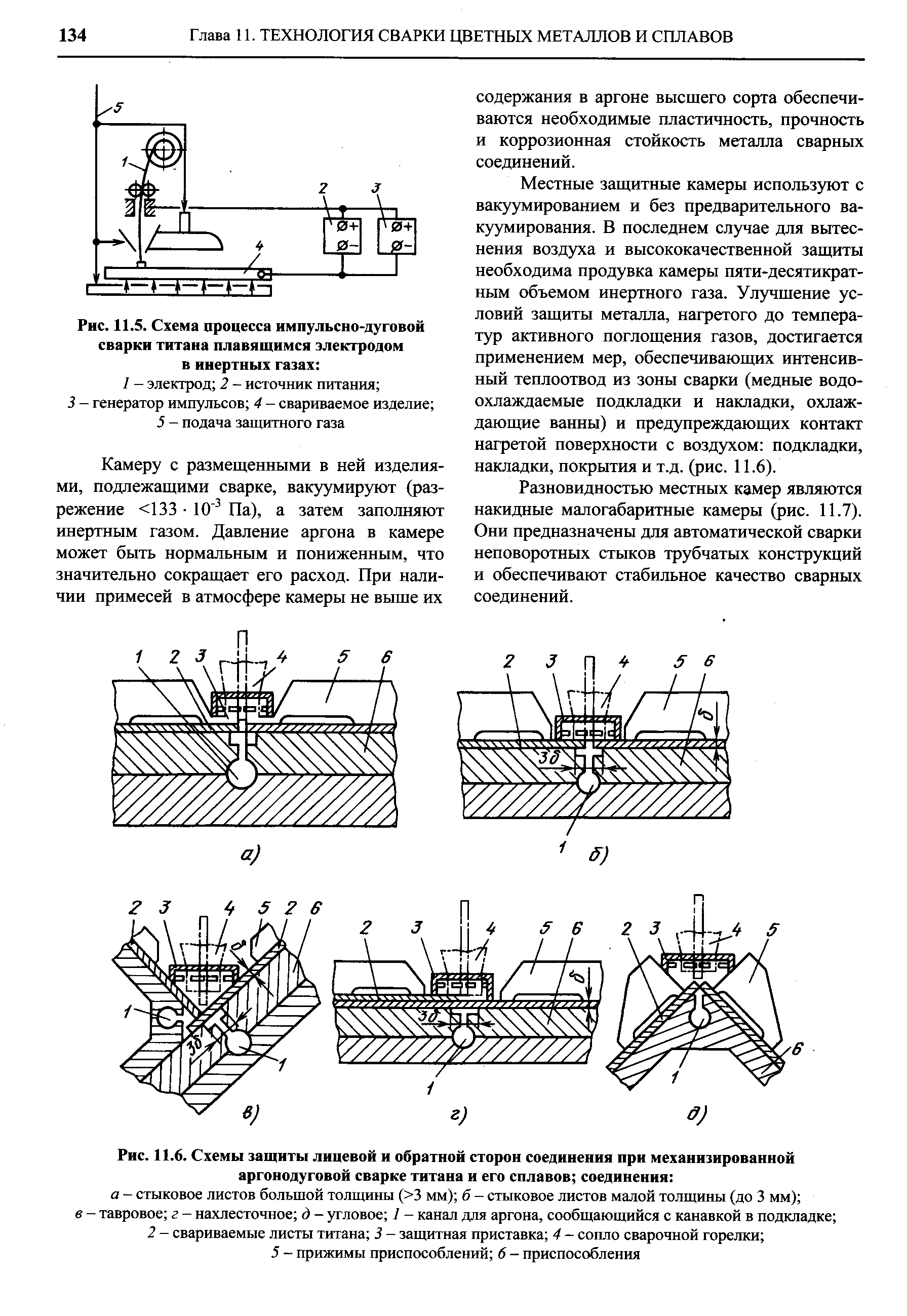
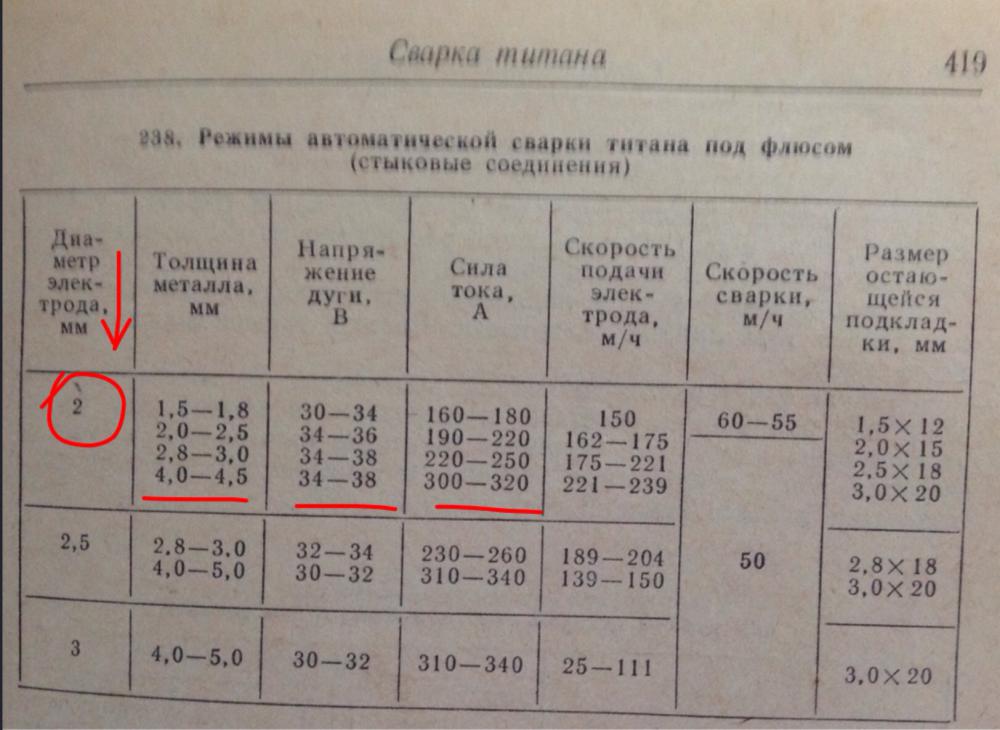


Рис. 2. Вспомогательное оборудование для защиты зоны сварки
Качество защиты можно определить по внешнему виду металла шва. Если его поверхность является серебристой или светло-желтой, защиту можно считать достаточной. Сварной шов желто-голубого цвета свидетельствует о нарушениях защиты, хотя в некоторых случаях такие швы вполне допустимы. О некачественном шве свидетельствует синевато-серый и темно-синий цвет.
Функциональные возможности инвертора Титан
Инверторы данной торговой марки имеют практически все необходимые рабочие функции, присутствующие у современных сварочных аппаратов. Они имеются не во всех моделях, но универсальные разновидности, которые приближены по характеристикам к профессиональной технике, зачастую обладают полным набором. К функциональным возможностям относятся:
- Защита от перегрева – отличная функция, которая помогает продлить жизнь аппарату. У каждой техники есть свой рабочий температурный предел. Если он будет превышен, то инвертор станет функционировать в экстремальном режиме. Далеко не все специалисты следят за тем, до какой температуры разогревается техника. Автоматическое выключение попросту прекращает питание, когда температура достигает максимально допустимого значения. Вновь включить технику можно будет только после ее остывания.
- Горячий старт – помогает улучшить розжиг дуги. Зажечь дугу получается не всегда с первого раза. Для этого нужно больше тока, чем задано в параметрах сварки. Данная функция временно повышает ток на 10-20% во время розжига, что помогает уменьшить количество бесплодных попыток.
- Форсированная дуга – обеспечивает стабильность сваривания. Во время создания шва нередко меняется высота расположения электрода по отношению к металлу. Это дестабилизирует параметры. Если электрод оторвать слишком высоко, то дуга погаснет. Данная функция позволяет сохранить ее за счет временного автоматического изменения рабочих характеристик тока и напряжения.
- Антизалипание – при работе часто возникают проблемы с залипанием электрода. Это вызывает короткое замыкание, что негативно сказывается на работоспособности техники в дальнейшем. Чтобы избежать всех негативных проявлений, при включенной функции антизалипания аппарат просто отключит подачу энергии, пока электрод не будет оторван от металла.
Модельный ряд и технические характеристики
Сварочный аппарат Титан 200 – один из самых популярных в линейке, так как имеет относительно невысокую стоимость при отличных рабочих характеристиках. С его помощью можно вести сварку 4 мм электродами.

Сварочный аппарат Титан 200
Рабочие характеристики:
- Напряжение – 220 В.
- Частота – 50 Гц.
- Ток – 10-200 А.
- Рабочий электрод – 4 мм.
- Потребляемый ток – 34 А.
- Напряжение холостого хода – 85 В.
- Класс изоляции – Н.
- Степень защиты – IP21.
- Габариты – 34 x 21 x 14 см.
- Масса – 5 кг.
Сварка аргоном и полуавтоматом
Если будут правильно выполняться все требования и правила аргонодуговой сварки, то можно добиться высокую прочность сварного шва титановой трубы и других конструкций из сплавов. Если же будет нарушена технология сварных работ, то качество соединения заметно снизится.

Для титанового металла в отличие от других цветных металлов требуется аргон высокого качества. Жидкая основа сварного соединения обязательно должна быть полностью защищена от атмосферного воздуха. Кроме этого горячую область рядом со швом требуется предохранять во время процесса кристаллизации и дальнейшего остывания до 427 градусов.
Технология сварки аргоном титана выполняется с учетом следующих рекомендаций:
- сварка аргоном титана должна выполняться на постоянном токе с прямой полярностью;
- в процессе сваривания требуется применять вольфрамовые электроды;
- иногда сваривание титановых сплавов при помощи аргонодуговой сварки может потребовать дополнительные приспособления, через которые будет поступать инертный газ, вытесняя воздух. Данные элементы могут иметь любую форму и размеры;
- сварка при помощи аргоном также выполняется с применением прокладок из меди или стали. В них можно вырезать отверстия для подачи газа;
- соединение труб производится специальными фартуками. Данные элементы могут иметь различные закругления;
- если соединение производится встык или внахлест, при показателе толщины металла не менее 3 мм, то присадочная проволока может не применяться. В этих случаях устанавливается сопло по наибольшему диаметру и увеличивается степень подачи аргонового газа;
- сварка титана со сталью должна выполняться на короткой дуге, при этом не должны быть колебательные движения. А подача присадочного прута должна быть в беспрерывном режиме;
- подача газа после гашения дуги должна продолжаться еще на протяжении 1 минуты. Выполнение данного действия предотвратит окисление шва.
Применять аргонодуговую сварку стоит осторожно
Важно не допускать взаимодействия вольфрамового электрода со сварочной ванной. Это позволит предотвратить проникновение вольфрамовых частиц в область сварного шва
Сварка титана полуавтоматом похожа на аргонодуговое сваривание, но она имеет повышенную экономичность и высокую степень производительности во время соединения заготовок с размером толщины более 1 см.

При полуавтоматической сварке применяется источник тока с обратной полярностью. Сварочная горелка должна быть оснащена дистанционным устройством для регулирования показателей силы тока. Это поможет предотвратить серьезные нарушения сварочного процесса.