
Особенности использования и ремонта
Перед началом работы необходимо, чтобы фрезерный станок 6р12 был проверен на возможные дефекты его основных элементов. Дополнительно необходимо следующее:
- удаление защитного слоя с агрегата после распаковки при помощи специального раствора,
- смазка элементов аппарата в соответствии с требованиями паспорта,
- установка защитного ограждения после фиксации фрезы,
- обязательная проверка работы устройства на холостом ходу.
Часто встречающимися формами неполадок в работе аппарата являются:
- наличие стуков в подшипнике, при обнаружении которых необходима его замена,
- гудение электрического двигателя по причине его перегрева, при обнаружении которого требуется ремонт обмотки.
Мотор может не вращаться и издавать сильный гул. Причина кроется в том, что в его фазе пропало напряжение. Проблема может быть решена путем замены плавких вставок.
Технические характеристики фрезерного станка ВМ-130В
| Наименование параметра | ВМ-130в | |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | |
| Размеры рабочей поверхности горизонтального стола, мм | 250 х 630 | |
| Размеры рабочей поверхности вертикального стола, мм | 160 х 500 | |
| Расстояние от оси горизонтального шпинделя до стола при ручном перемещении, мм | 60..360 | |
| Рабочий стол | ||
| Максимальная нагрузка на стол (по центру), кг | 140 | |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | |
| Наибольшее продольное перемещение стола (по си X), мм | 250 | |
| Наибольшее поперечное перемещение вертикальной головки механическое (по си Y), мм | 300 | |
| Наибольшее вертикальное перемещение стола (по си Z), мм | 200 | |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0.02 | |
| Скорость быстрого продольного хода стола (по си X), мм/мин | 800 | |
| Скорость быстрого поперечного хода головки (по си Y), мм/мин | 800 | |
| Скорость быстрого вертикального хода стола (по си Z), мм/мин | 800 | |
| Число ступеней рабочих подач стола | 9 | |
| Число ступеней рабочих подач шпиндельной бабки | 9 | |
| Пределы продольных рабочих подач стола (по си X), мм/мин | 10..400 | |
| Пределы поперечных рабочих подач шпиндельной бабки (по си Y), мм/мин | 10..400 | |
| Пределы вертикальных рабочих подач стола (по си Z), мм/мин | 10..400 | |
| Наибольшее усилие, допускаемое для продольной подачи (по оси X), (кгс) | 316 | |
| Наибольшее усилие, допускаемое для поперечной подачи (по оси Y), (кгс) | 572 | |
| Наибольшее усилие, допускаемое для вертикальной подачи (по оси Z), (кгс) | 498 | |
| Горизонтальный шпиндель | ||
| Частота вращения горизонтального шпинделя, об/мин | 45..2000 | |
| Количество скоростей горизонтального шпинделя | 12 | |
| Внутренний конус горизонтального шпинделя. | Морзе 4 | |
| Диаметр оправок, мм | ||
| Диаметр отверстия горизонтального шпинделя, мм | ||
| Диаметр переднего подшипника горизонтального шпинделя, мм | ||
| Торможение шпинделя | есть | |
| Предохранение шпинделя от перегрузки (муфта) | есть | |
| Сверлильно-фрезерная поворотная головка | ||
| Частота вращения шпинделя сверлильно-фрезерной поворотной головки, об/мин | 90..4000 | |
| Количество скоростей шпинделя сверлильно-фрезерной поворотной головки | 12 | |
| Наибольшее перемещение гильзы (пиноли) вертикального шпинделя, мм | 60 | |
| Механическая подача шпинделя сверлильно-фрезерной поворотной головки, мм/об | 0,05 | |
| Расстояние от торца шпинделя сверлильно-фрезерной головки до стола, мм | 335 | |
| Расстояние от оси шпинделя сверлильно-фрезерной головки до направляющих станины (вылет), мм | ||
| Внутренний конус шпинделя сверлильно-фрезерной головки. | Морзе 2 | |
| Фрезерно-расточная поворотная головка | ||
| Частота вращения шпинделя фрезерно-расточной поворотной головки, об/мин | 45..2000 | |
| Количество скоростей шпинделя фрезерно-расточной поворотной головки | 12 | |
| Расстояние от торца шпинделя фрезерно-расточной головки до стола, мм | 330 | |
| Расстояние от оси шпинделя фрезерно-расточной головки до направляющих станины (вылет), мм | ||
| Угол поворота фрезерно-расточной головки в вертикальной плоскости, мм | ±90 | |
| Внутренний конус шпинделя фрезерно-расточной поворотной головки. | Морзе 4 | |
| Привод | ||
| Количество электродвигателей на станке | 2 | |
| Электродвигатель привода главного движения, кВт | 2,2 | |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1400 х 1000 х 1720 | |
| Масса станка, кг | 930 |
Список литературы:
Станок фрезерный специализированный высокой точности ВМ130В. Руководство по эксплуатации ВМ130В 61.00.000, 1977
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973, с.141
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Работа составных частей электрооборудования
Следует рассмотреть работу составных частей с вышеозначенным электрооборудованием в различных режимах.
Зажим инструмента
Чтобы эффективно зажать необходимый инструмент используется переключатель, который расположен на боковом пульте. Его переводят в положение «Зажим», при этом начинает функционировать пускатель, который подает питание на двигатель с функцией зажима.
Включение шпинделя
Для запуска необходимо нажать соответствующую кнопку, вслед за которой включается пускатель. Затем начинает работать и реле. Через контакторы пускателя напряжение трех фаз приходится на движок.
Выключение и торможение шпинделя
Для начала нажимается соответствующая кнопка, после чего снимается с элементов напряжение. Через некоторое время срабатывает пускатель, который включает процесс торможения шпиндельной головки. В результате через несколько секунд происходит ее полная остановка.
Включение насоса охлаждения
Для этого в конструкции имеется переключатель. Через контакты этого элемента органов управления напряжение попадает на двигатель.
Аварийное выключение
В аварийных ситуациях существует кнопка, которая отключает цепь питания в 110 Вт. Затем эта кнопка при помощи пружины возвращается на место и станок можно снова включить.
Электропривод подач
Для этой операции есть рукоятка с тремя установленными позициями. В управляющие комбинации входят и переключатели, которые используются для контроля над движением вдоль.
Регулировка цепи торможения шпинделя
Чтобы отрегулировать цепь торможения шпиндельной головки, следует:
- Включить работу шпиндельного узла.
- Затем остановить его спустя время.
- Параллельно включить секундомер и затормозить его в момент, когда щелкнет пускатель.
- Если задержка больше 1 сек., необходимо повернуть регулирующий элемент по часовой стрелке.
https://youtube.com/watch?v=IBMdWWtP4do
Затем заново проверяются параметры задержки торможения. Фрезерный станок ВМ127 успешно используется на мелкосерийном производстве. Это надежное и простое в обращении оборудование с уникальными свойствами, которые позволяют обрабатывать детали из нескольких видов материала, выполняя стандартные фрезеровочные работы.
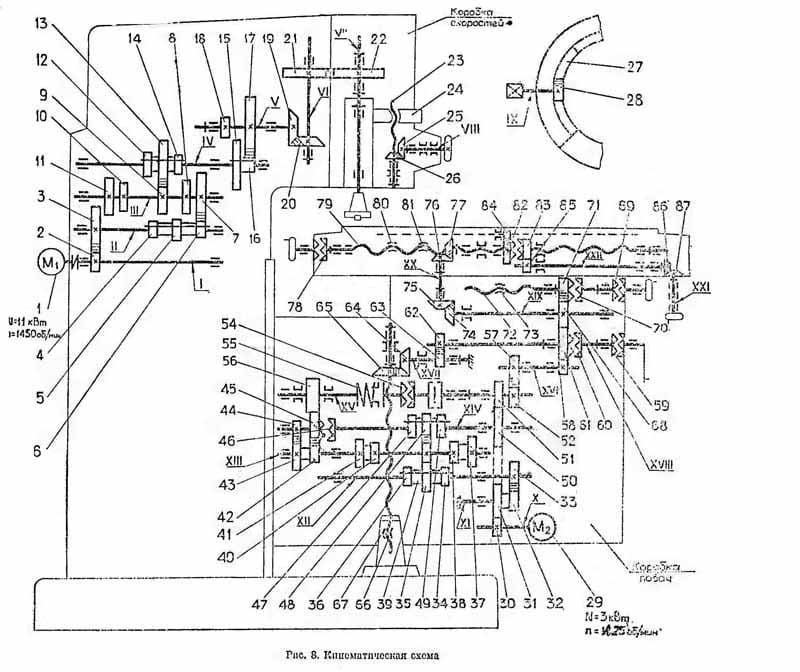
3 Кинематика и электрическое оборудование консольно-фрезерного агрегата
Фланцевый электрический двигатель выполняет привод главного перемещения, используя для этих целей соединительную упругую муфту. 18 разных скоростей шпинделю сообщает коробка скоростей. А изменить количество его оборотов можно посредством зубчатых блоков (их в станке предусмотрено три), которые требуется передвигать по шлицевым валам.
Фланцевый двигатель также производит привод подач. Зубчатое передвижное колесо и трехвенцовые блоки (в конструкции установки их смонтировано два) передают 18 подач в консоль через предохранительную шариковую муфту. После этого они могут направляться к винтам вертикального, поперечного и продольного передвижения путем включения муфты кулачкового типа.

Если оператор инициируют фрикцион быстрого хода, появляется возможность задать станку ускоренные перемещения. Муфта подач сблокирована с этим фрикционом, поэтому одновременно начать работать они не могут. Вращение фрикциона выполняется напрямую от двигателя подач через зубчатые промежуточные колеса. Отметим, что продольные подачи всегда в три раза больше, чем вертикальные.

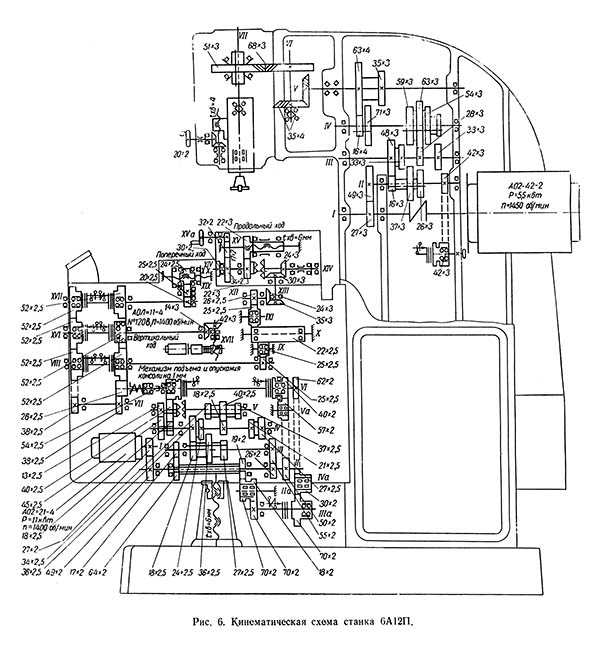
Шпиндель установки размещен в выдвижной гильзе, выполнен он в виде вала с двумя опорами. В процессе эксплуатации может возникнуть необходимость корректировки люфта (осевого) в шпинделе. Сделать это несложно посредством подшлифовки колец, имеющихся в конструкции агрегата. Если же требуется корректировка переднего подшипника (в нем также нередко отмечается повышенный люфт), можно подтянуть гайку данного узла либо осуществить подшлифовку полуколец.
Базовым компонентом станка является станина. Она крепится на основании по жесткой схеме и при помощи штифтов надежно фиксируется. Станина служит площадкой для размещения всех остальных элементов и узлов фрезерной установки.
Не меньшее значение для адекватного функционирования агрегата имеет и его поворотная головка. Ее соединяют четырьмя болтами с горловиной станины, в кольцевой выточке которой она центрируется. Болты входят в фланцевый паз, характеризуемый Т-образной конфигурацией.

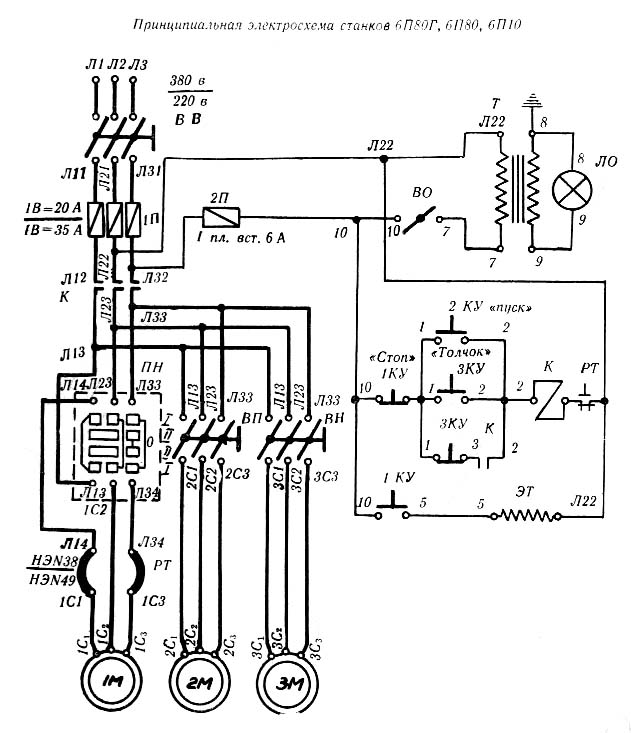
Отдельно скажем об электрическом оснащении описываемого станка. Оно имеет следующие характеристики:
- 24-вольтное локальное освещение;
- 63-амперный ток (номинальное значение) автоматического выключателя и предохранителей, выполняющих защитную функцию;
- 20-амперный суммарный ток, работающих одновременно электрических двигателей, коих на станке установлено три;
- 65-вольтное напряжение постоянного и 110-вольтное переменного тока в цепях управления.
Электрооборудование работает при стандартной частоте тока (50Гц) под напряжением 380 В.
Российский вертикально-фрезерный консольный ВМ127М является аналогом станков 6Р13, 6Т13, FSS450R и предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов и сплавов торцевыми, концевыми, цилиндрическими, радиусными и другими фрезами.
На станке ВМ127М можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки и т.д.
Принципиальные изменения произошедшие с конструкцией станка ВМ127М в 2012г.
- Изменена конструкция вертикальных направляющих станины с профиля «Ласточкин хвост» на П-образный профиль, что позволило увеличить массу обрабатываемой детали до 800 кг
- Заменена механическая коробка подач на бесступенчатое регулирование (Серводигатель), для более точной и быстрой настройки режимов резания, и повышению производительности обработки.
- При изготовлении станка с устройством цифровой индикации заменены комплектующие на импортного производителя с использованием магнитных линеек вместо оптических.
Техническая характеристика и жесткость станка позволяет полностью использовать возможности быстрорежущего и твердосплавного инструмента.
По отдельному заказу за дополнительную плату станок ВМ127М может быть оснащен комплектом дополнительных принадлежностей 127-13 .
Простота обслуживания и быстрая переналадка приспособлений и инструмента представляют значительные удобства при использовании станка в мелкосерийном производстве.
Прямоугольные направляющие консоли, пришедшие на смену направляющим типа “ласточкин хвост”, увеличили жесткость конструкции станка и позволили увеличить масса обрабатываемых деталей до 800 кг.
Автоматическая система смазки узлов обеспечивает неприхотливость и надежность станка в самых жестких условиях эксплуатации.
Станок ВМ127М за доп. плату комплектуется устройством цифровой индикации перемещения стола.
Станок ВМ127М сертифицирован на соответствие требованиям ГОСТ 12.2.009, ГОСТ Р МЭК 60204-1-99. ТУ3-178М-89
Климатические условия УХЛ4 ГОСТ 15150-69.
Система охлаждения
Охлаждение рекомендуется применять при работе быстрорежущими фрезами по стали. Оно не только уменьшает нагрев режущих лезвий инструмента, но и улучшает условия резания металла.
Количество подаваемой эмульсии регулируется краном, которым можно пользоваться и как краном-выключателем эмульсии. В качестве охлаждающей жидкости применяются также эмульсии.
По боковой канавке стола (рис. 18, В — В) эмульсия стекает под уклон через фильтр 28, проходит сетки 29 и 30 и через трубку 31 поступает в канавку салазок, выполненную с уклоном. Далее через ниппель и шланг жидкость поступает, в консоль. По мере накопления стружки в фильтре 28 его следует очищать.
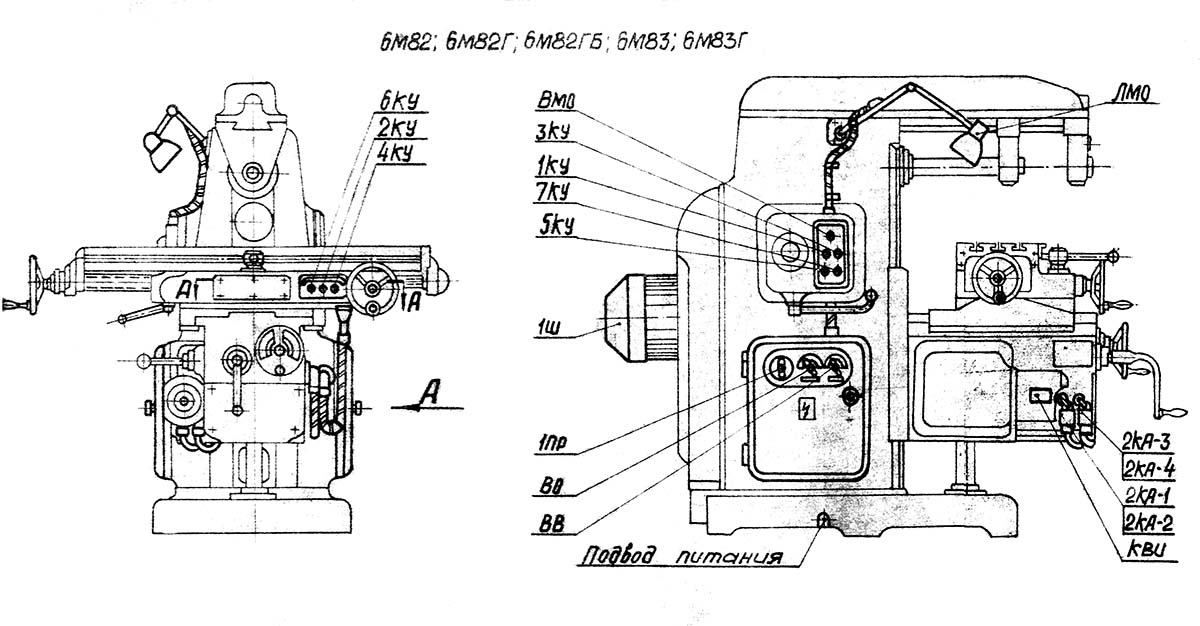
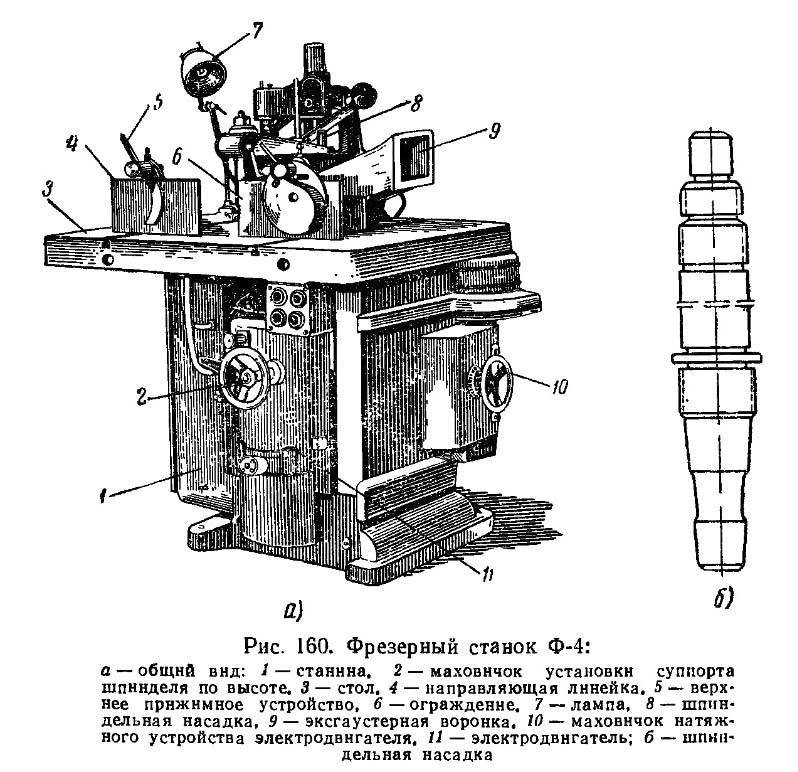
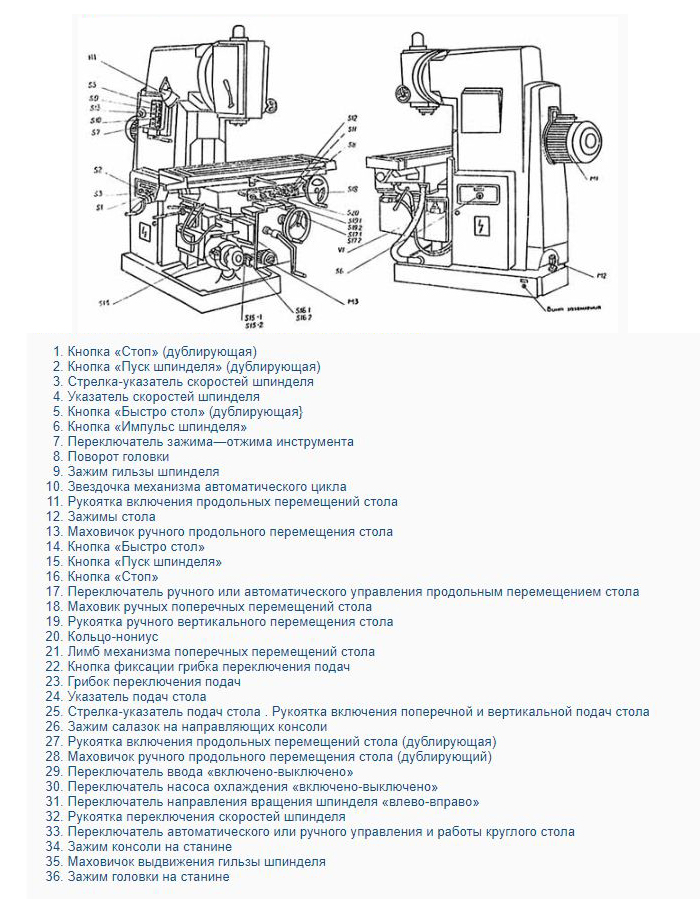
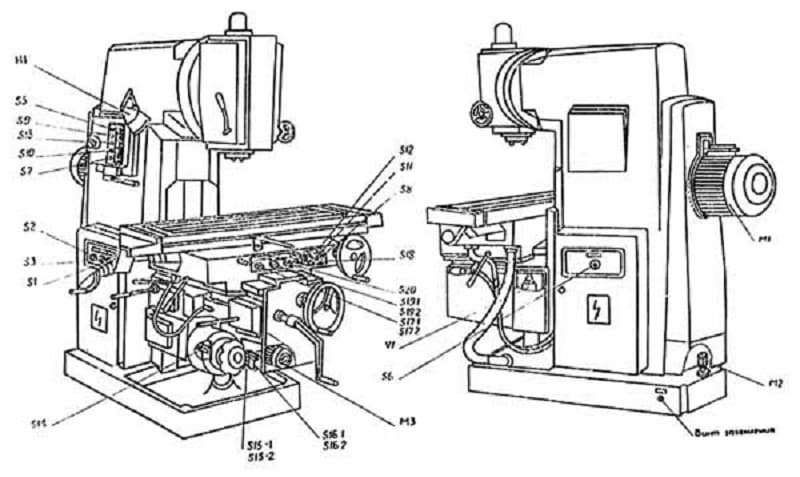
Перечень органов управления фрезерным станком ВМ127
Для того чтобы представить, как расположены основные органы управления – достаточно ознакомиться с фото ниже.
Расположение органов управления
Из приведенного фото видно, что основные органы управления расположились в удобных для этого зонах, а именно:
- на передней части стола;
- сбоку от поворотной головки;
- на боковинах станины.
Ручки управления подачей находятся прямо перед оператором чуть ниже уровня стола. К ним относятся:
- Маховики перемещений инструментального стола.
- Рукоятка его движения по вертикали.
- Рычаг включения продольного смещения.
- Переключатель режима управления.
На боковинах станины и сбоку от поворотной головки имеются следующие управляющие элементы:
- Кнопки включения и выключения станка и его основных рабочих узлов.
- Ручки поворота головки и зажимы гильзы.
- Грибок переключения подач и другие.
Помимо этого на передней панели рабочего стола и консоли располагаются и другие органы, включая различные зажимы и переключатели.
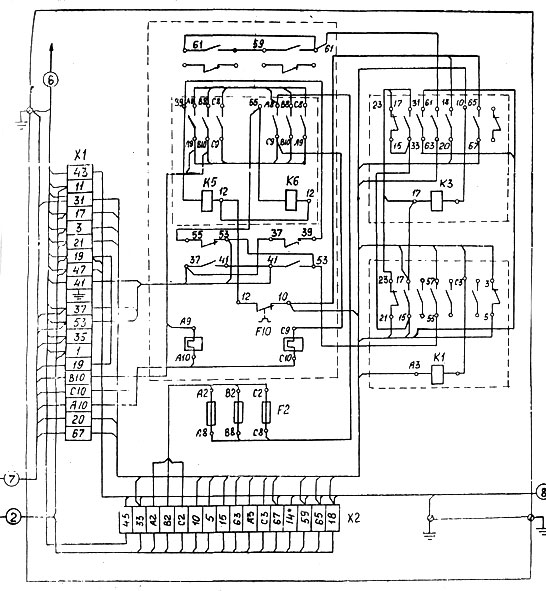
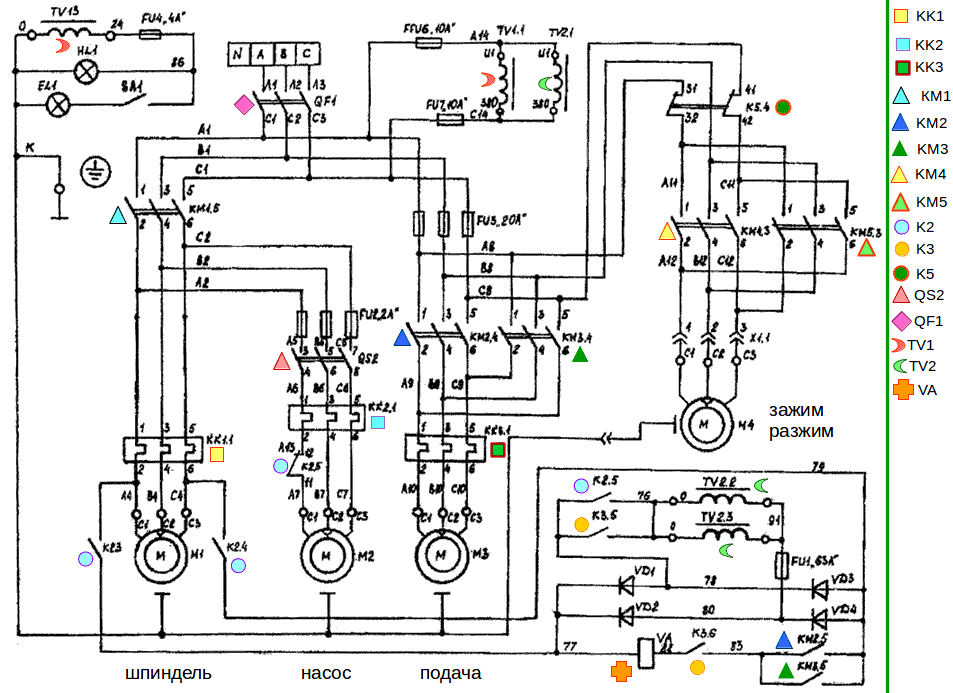
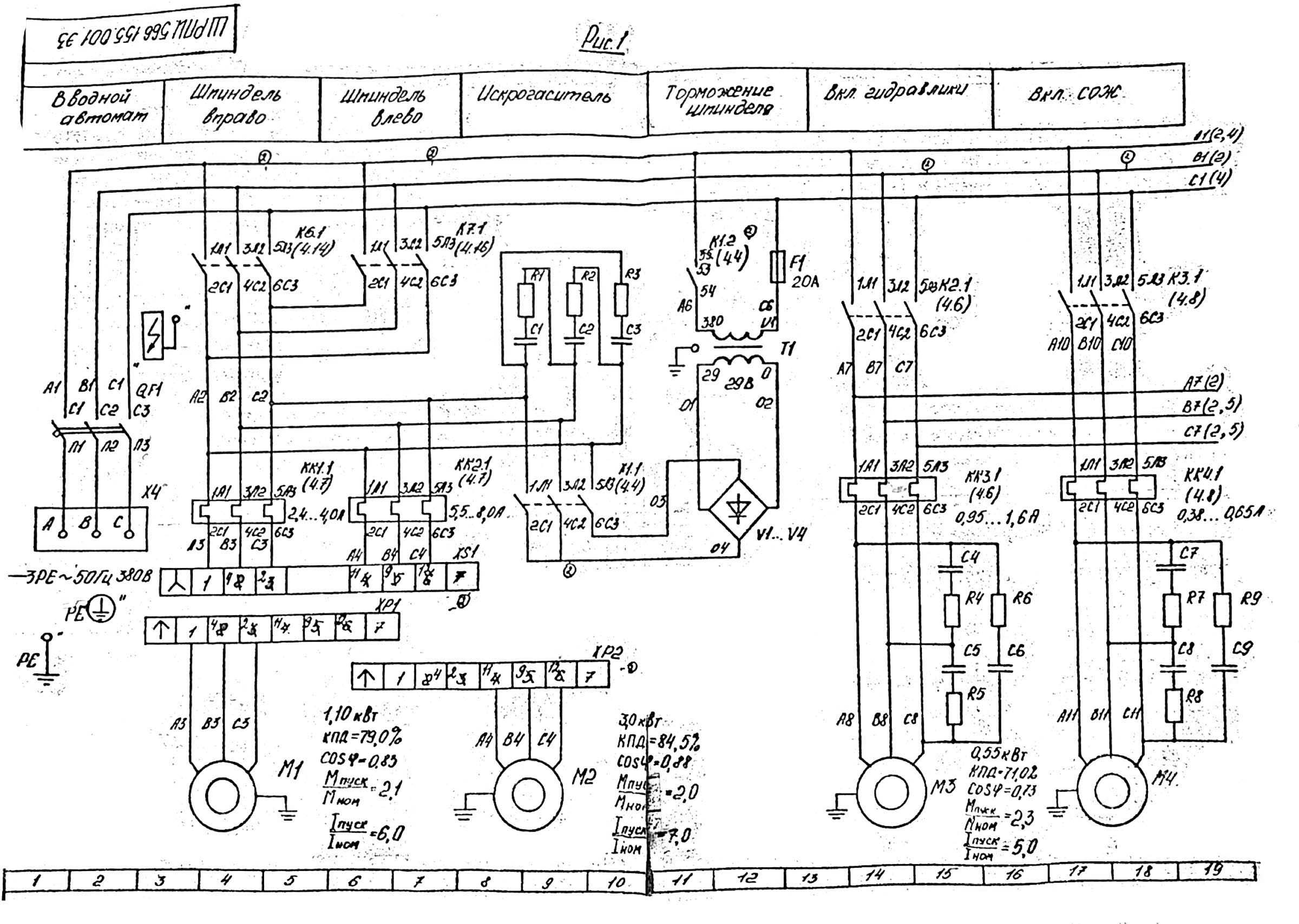
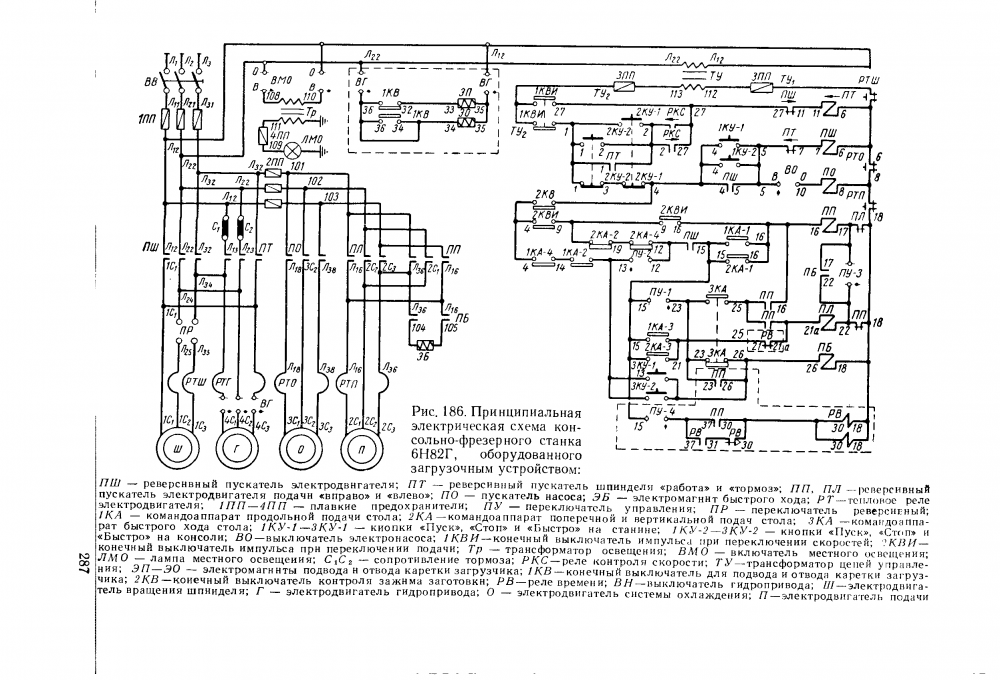
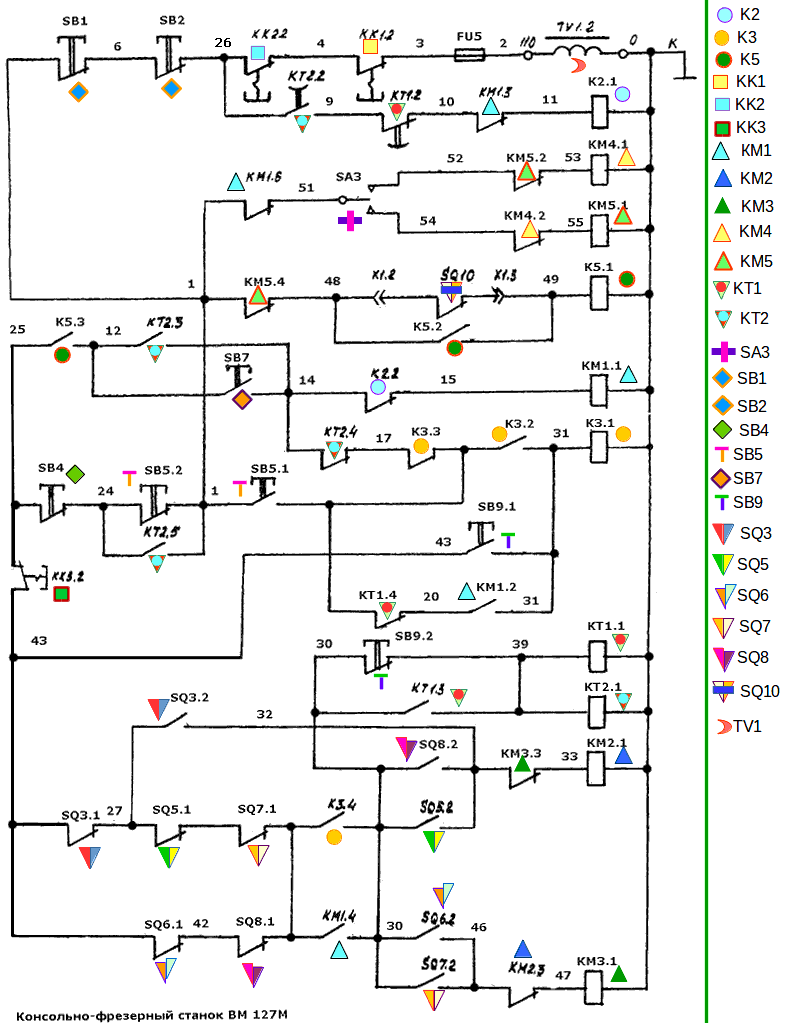
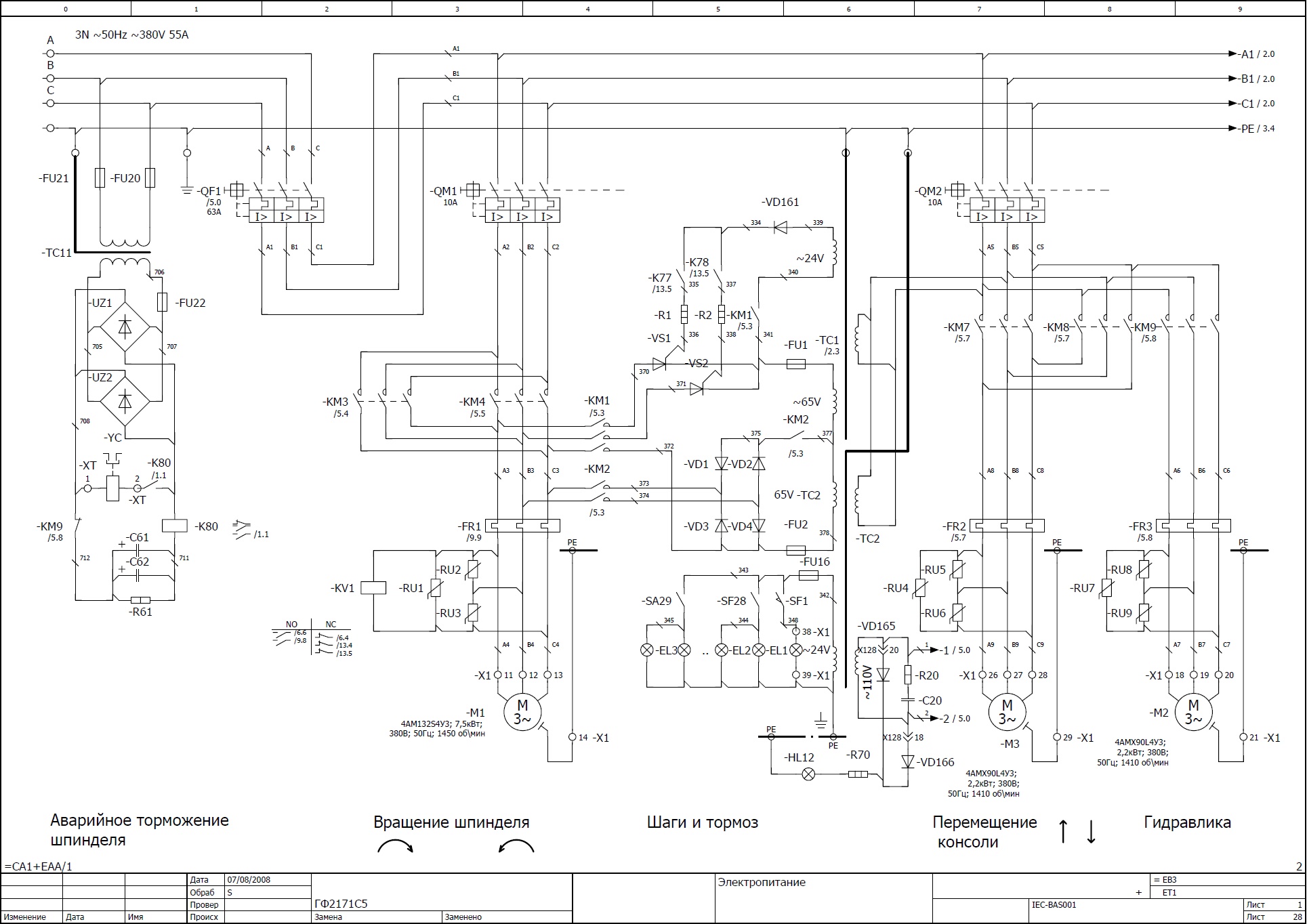
Электрическое оборудование
В электрооборудовании станка ВМ127 можно выделить следующие три части: силовая, управляющая и модуль питания.
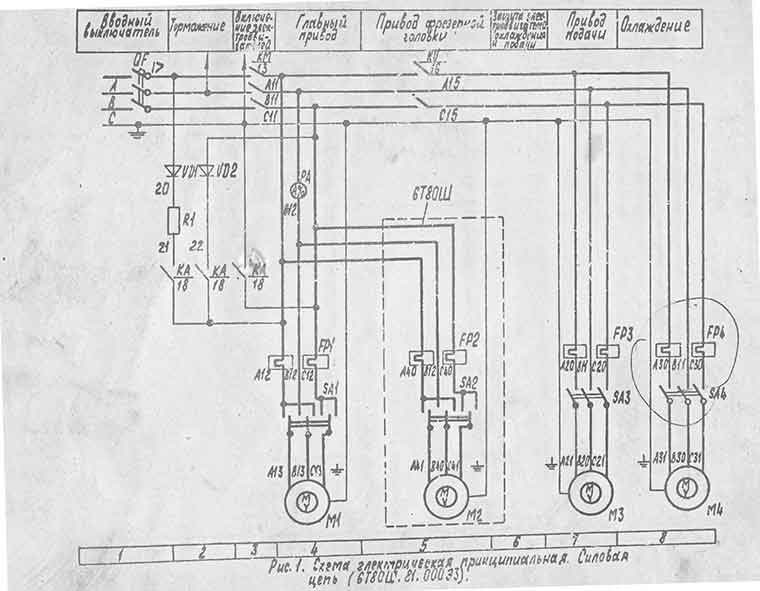
Силовая часть
Эта составляющая электрической схемы представлена цепями питания основного и вспомогательных электродвигателей (М1, М2 и М3) и включает в себя следующие элементы:
- Контакторы пускателей.
- Предохранительные вставки.
- Тепловые реле.
- Элементы реверса.
Благодаря этим деталям обеспечивается работоспособность всех приводных систем и требуемая функциональность оборудования.

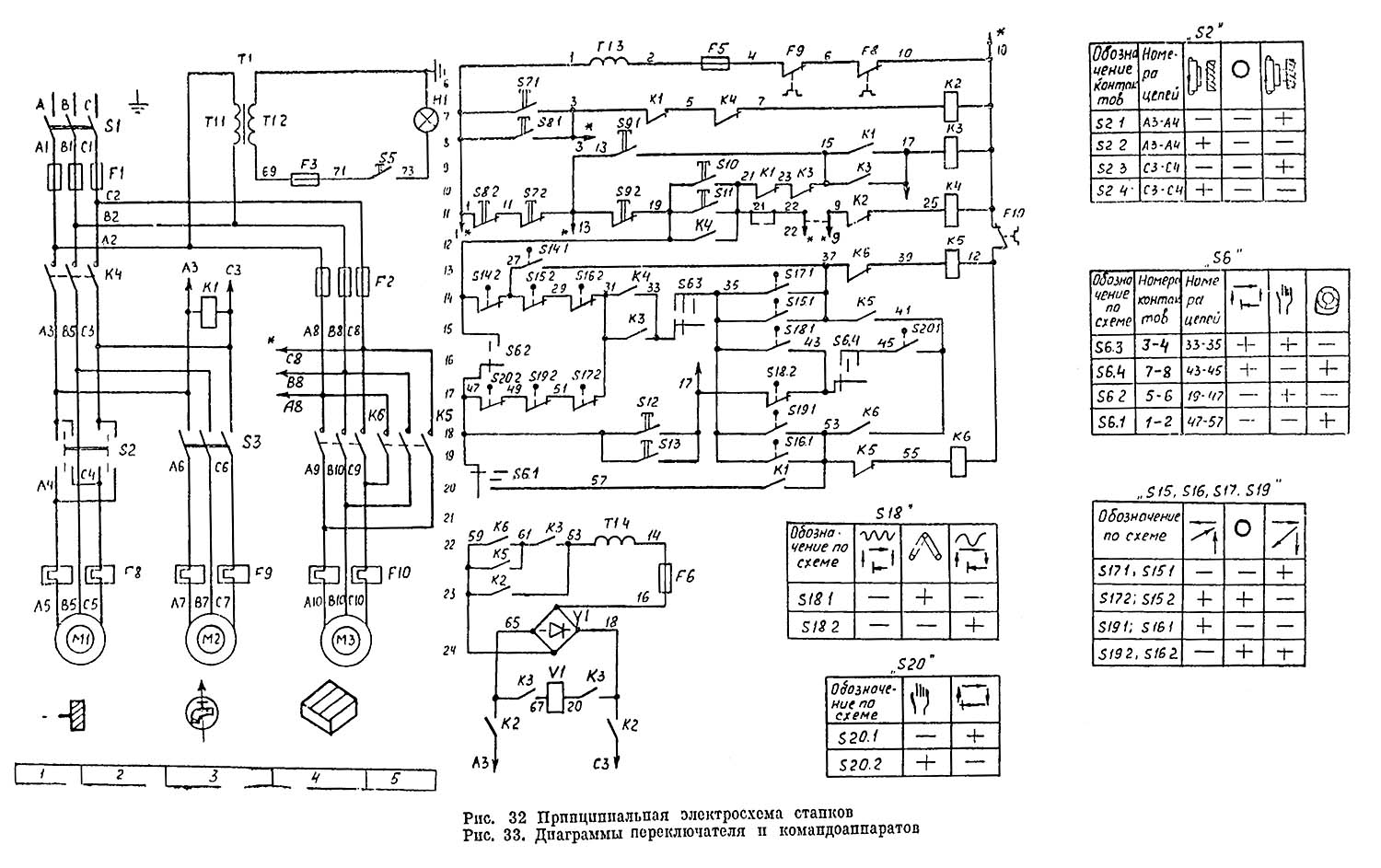
Управляющая часть
К управляющей части электрики относятся коммутирующие элементы (реле времени) с группой слаботочных контактов, переключающих режимы работы различных узлов. Сюда же входят защитные компоненты (предохранители и катушки индуктивности).
Обратите внимание! Схемы коммутации узлов станочного оборудования приводятся в таблицах. Руководствуясь ими, можно будет выбрать требуемый режим работы. Руководствуясь ими, можно будет выбрать требуемый режим работы
Руководствуясь ими, можно будет выбрать требуемый режим работы.
Система питания
Питающие цепи электрооборудования обеспечивают:
- Преобразование переменного напряжения в постоянный потенциал, необходимый для питания реле.
- Трансформацию напряжения 220 Вольт до уровня, требуемого для осветительного прибора (лампочки).
Они включают в себя диодный мост, выключатели, а также предохранители и понижающий трансформатор.
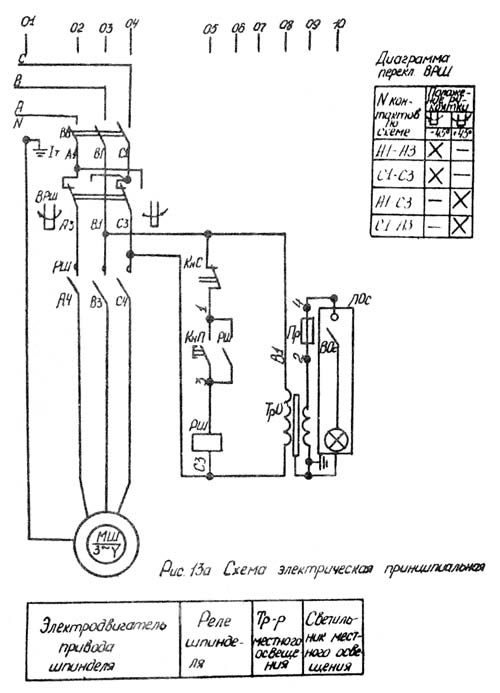
Характеристики станка
Для станка установлены технические характеристики:
- тип конуса шпинделя — 50АТ5;
- максимальное значение перемещения пиноли по оси — 80 мм;
- количество скоростей — 18;
- единичный оборот лимба равен перемещению пиноли на 4 мм;
- частота вращения шпинделя — до 1999 оборотов в минуту;
- шпиндельная головка способна поворачиваться на 450 в обе стороны;
- количество ступеней подач — 18;
- количество пазов — 3;
- вес станка — 4249 кг;
- параметры рабочей станочной поверхности — 1600 на 401 мм;
- максимальное продольное перемещение стола — 1010 мм;
- вертикальное перемещение (максимально возможное) — 401 мм;
- поперечное перемещение (максимальное) — 300 мм;
- скорость подачи в поперечном и продольном направлениях — 25-1249 мм/мин;
- скорость вертикальной подачи — до 416,5 мм/мин;
- габариты ВМ127 по длине, ширине и высоте соответственно — 256*226*250 см.
 Шпиндель станка
Шпиндель станка
Указанный фрезерный аппарат оснащен двумя электрическими двигателями. Первый двигатель главного движения, имеющий мощность 11 кВт. Второй двигатель привода подач обладает мощностью 2,1 кВт.




Электрическая схема ВМ 127 дополнена электронасосом, предназначенным для подачи охлаждающей жидкости к рабочим узлам агрегата. Мощность электрического насоса составляет 0,12 кВт. Насос способен производить до 22 литров охлаждающей жидкости в течение минуты.
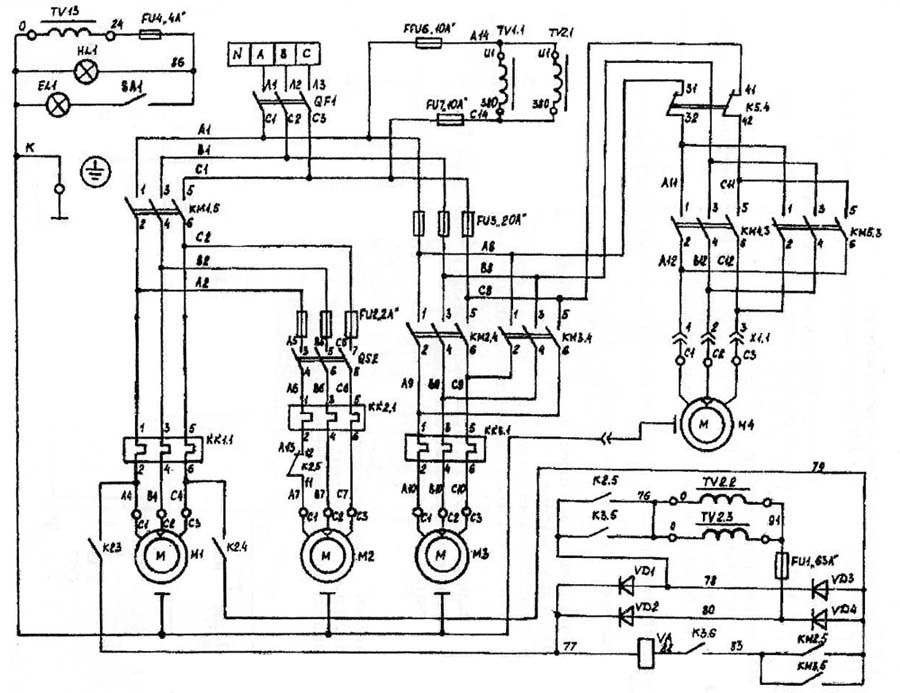
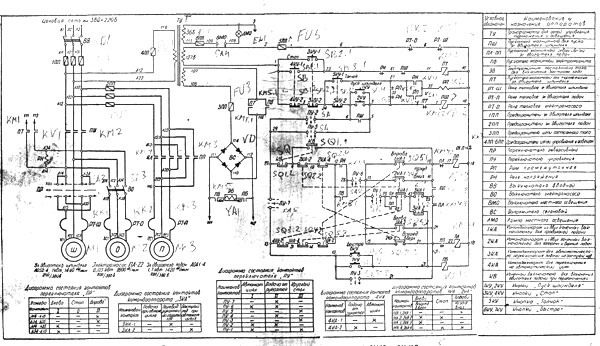
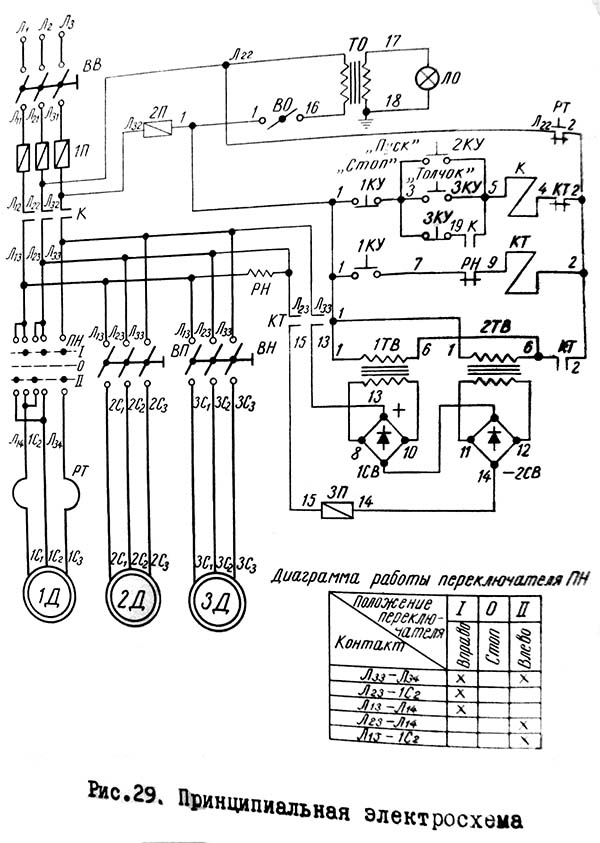
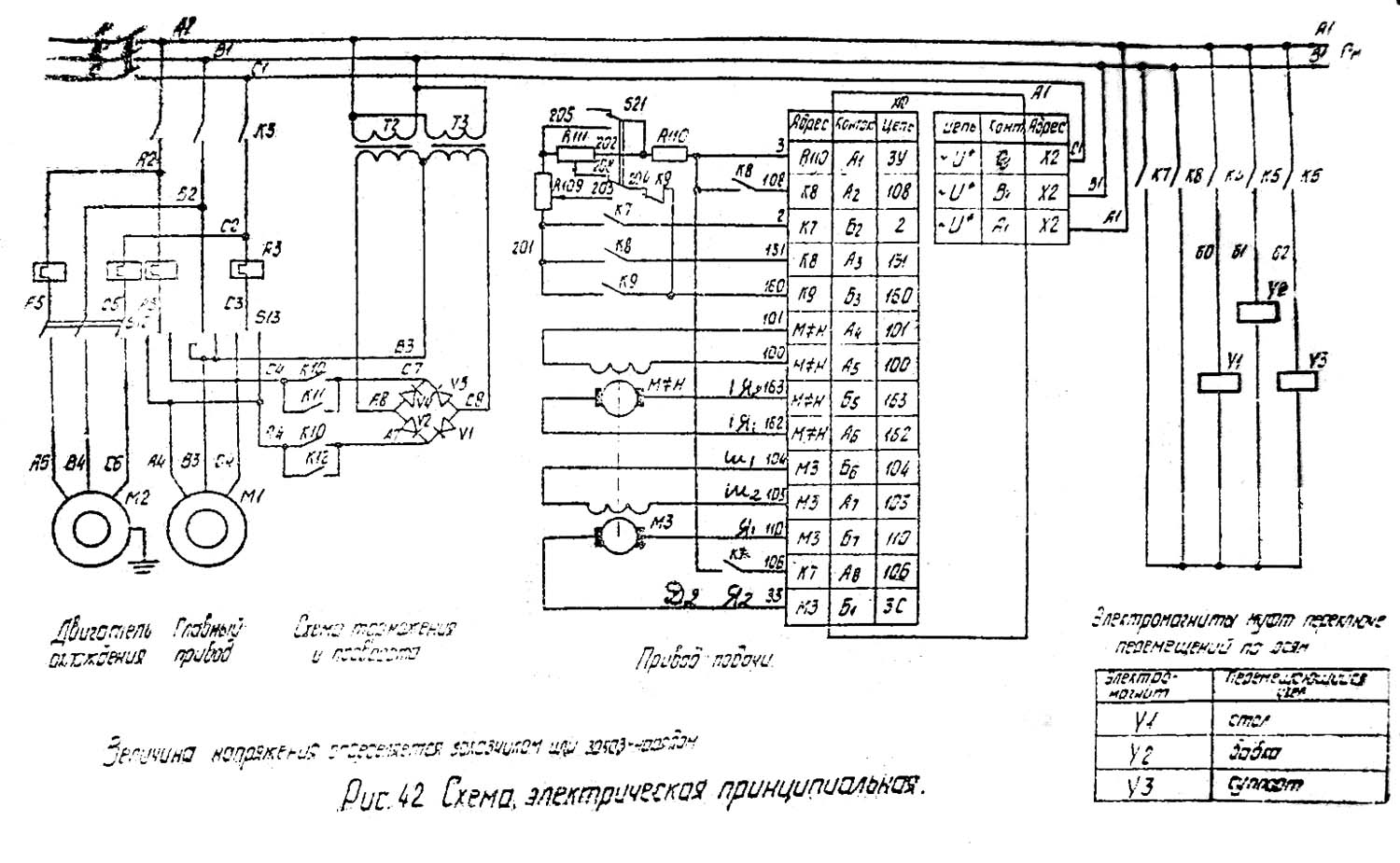
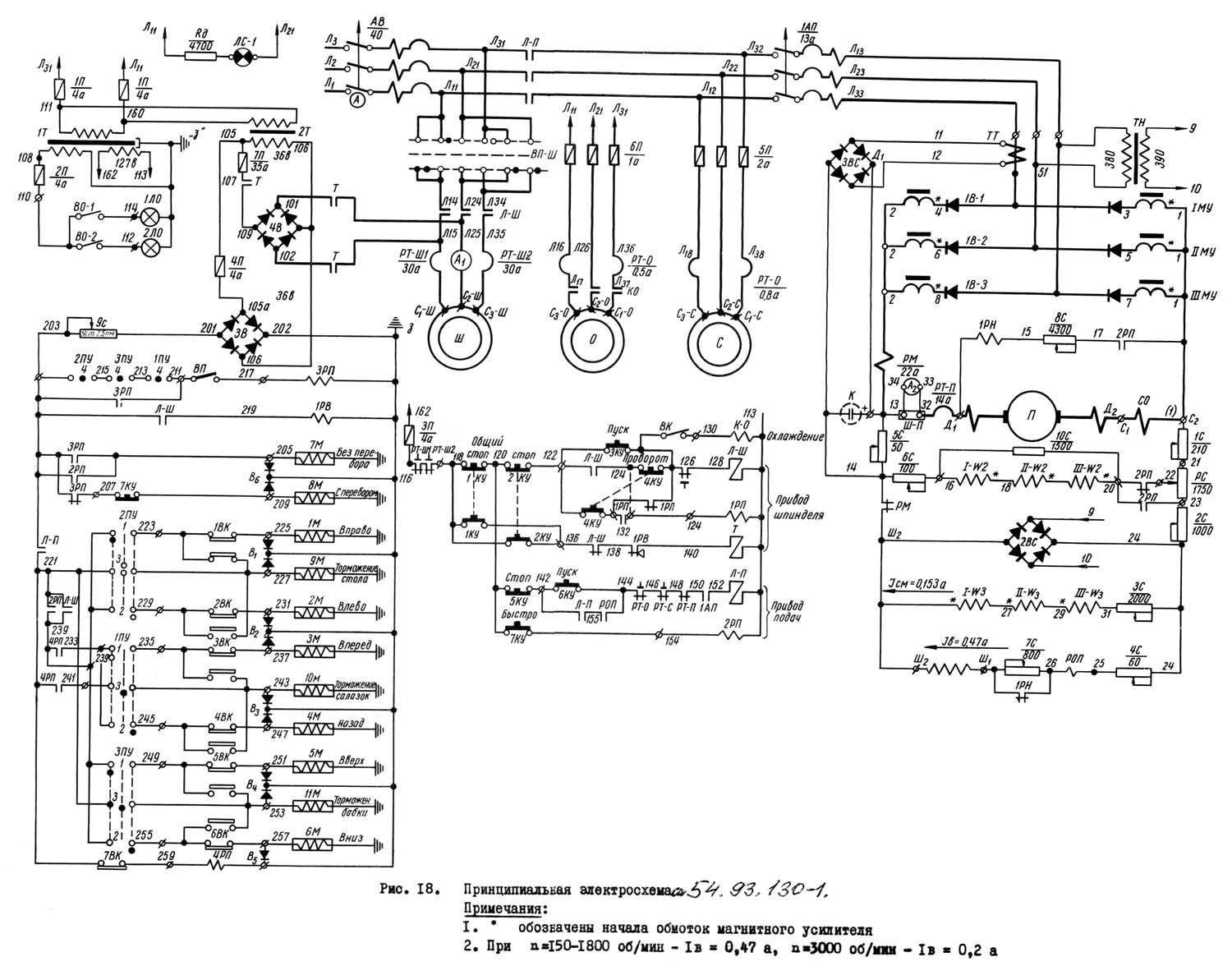
Описание схемы электрической принципиальной.
Источник питания — трехфазная сеть переменного тока, напряжением 380* 10%, частотой 50 Гц. Напряжение вторичных источников:
- а) переменного тока — 24В, 110В;
- б) постоянного тока — 56В.
Работа составных частей электрооборудования.
Работа станка в наладочном режиме.
Для зажима инструмента необходимо тумблер SA3 (на боковом пульте) ycтановить в положение «Зажим» и удерживать рукой. При этом срабатывает пускатель КМ4 который подает напряжение на двигатель механизма зажима инструментаМ4. Идет зажим инструмента. Прощелкивание муфты в механизме зажима свидетельствует об окончание зажима инструмента. Микровыключатель SQ10 своими контактами включает пускатель К5.1 который становится на самопитание, отключает двигатель М4 и подготовит цепь пуска двигателя шпинделя.
Разжим инструмента: тумблер SA3 установить в положение «Разжим»
удерживать рукой. При этом срабатывают пускатели КМ5Л. Пускатель КМ5.3 подает напряжение на двигатель М4. Идет отжим инструмента. Окончание отжим
инструмента контролируется визуально. ^ч
Во избежание получения травм при разжиме инструмента пуск шпинделя блокируется замыкающими контактами К5;
При вращающемся шпинделе разжим инструмента заблокирован размыкающими контактами К5 в цепи включения двигателя М4;
При зажиме и разжиме инструмента, с целью исключения проворачивания шпинделя, необходимо установить низкую скорость оборотов шпинделя (не выше 400 об/мин);
Для включения шпинделя необходимо нажать кнопку SB7, включаются пускатель КМ1и реле времени КТ1 и КТ2 Пускатель КМ1 подает напряжение 380В на двигатель М1, a КТ2 своими замыкающими контактами блокирует выключатель SB7.
Выключение и торможение шпинделя.
Дея выключения шпинделя необходимо нажать кнопку SB4. отключаются пускателем КМ1 и реле времени КТ1, КТ2. Через 1,2 с включится пускатель К2 который своими замыкающими контактами включит динамическое торможение шпинделя. Через 5.6 с замыкающие контакты реле времени КТ2 выключают пускатель КТ2 а К2 соответственно отключит динамическое торможение шпинделя.
Включение насоса охлаждения.
Насос охлаждения включается переключателем Q§2. 380В подается на двигатель
М2 при включенном шпинделе.
Аварийное выключение станка.
При аварии на станке нажать кнопку SB1 (SB2), которая отключает 110В в цепях управления станка.
Примечание. Для повторного включения станка необходимо:
- 1. кнопку SB1 (SB2) установить в исходное положение;
- 2. произвести зажим инструмента.
Для облегчения переключения скоростей шпинделя и подачи предусмотрено импульсное включение двигателя шпинделя Мl кнопкой SB5, двигателя подачи МЗ выключает SQ3.
Электропривод подач представляет собой электромеханическую систему. Включения и отключение подачи осуществляется рукоятками, которые имеют три фиксированных положения, а также выключателями SQ6, SQ8 для продольной; SQS,
SQ7 для вертикальной или поперечной подачи.
Регулировка пели торможения шпинделя.
Регулировка цепи торможения производится после замены или ремонта реле времени КТ1иКТ2, а также в случае, когда временные характеристики цепи торможения не соответствуют указанным.
Для проведения регулировки необходимо:
подать питание на станок;
Одновременно с выключателем шпинделя включить секундомер и остановить его при срабатывании К2. Если зафиксированное время превышает 1 сек., повернуть регулятор реле времени KT1 по часовой стрелке. Повторить включение и выключение шпинделя, добиваясь включения пускателя К2 через 1 сек. Если пускатель К2срабатывает менее , чем 1 сек. после отключения шпинделя тогда регулятор КТ1 повернуть против часовой стрелки. Регулировку реле КТ2 проводить аналогично КТ1. выключить шпиндель станка одновременно с нажатием кнопки SB4 запустить секундомер и остановить его после остановки шпинделя. Зафиксированное время не должно быть более 6 секунд.
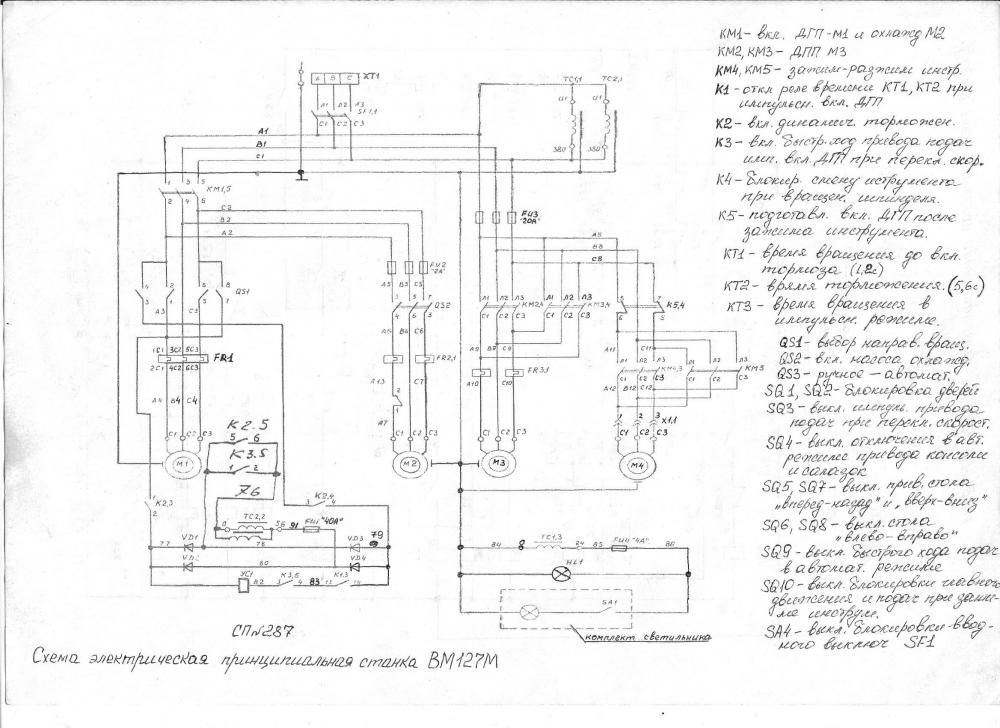
Электрическая схема
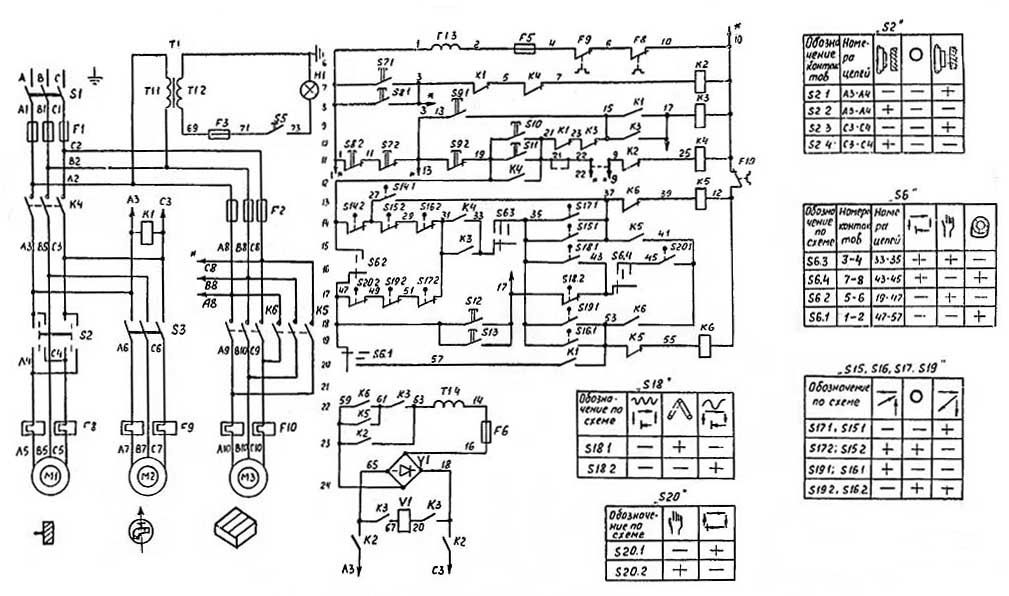
Силовая часть
Это питающие цепи как главного, так и дополнительного движков, которые установлены на оборудовании. Силовая часть состоит из:
- предохраняющих вставок;
- контакторных пускателей;
- тепловых реле;
- компонентов реверса.
Силовая часть обеспечивает нормальную работу всех приводов, а также в целом функционирование станка.
Управляющая часть
Эту часть представляют коммутирующие элементы со слаботочными контактами. В область управления дополнительно входят и элементы защиты.
Система питания
Питающие цепи агрегата выполняют определенные функции:
- преобразуют напряжение переменного тока в постоянный потенциал, который нужен для подпитки реле;
- трансформирует исходное напряжение в 220 Вт в необходимо для питания осветительных конструкций.
В модуль питания входит диодный мост, выключатели, предохраняющие компоненты и трансформатор понижения.
Описание электрооборудования фрезерных станков. Видеоролик.
Список литературы:
Консольно-фрезерные станки 6Т82Г-1, 6Т82-1, 6Т12-1, 6Т82Ш-1, 6Т83Г-1, 6Т83-1, 6Т13-1, 6Т83Ш-1. Руководство по эксплуатации электрооборудования 6Т82Г.00.000 РЭ1
Игнатов В.А. Электрооборудование современных металлорежущих станков и обрабатывающих комплексов, 1991
Комаров А.Ф. Наладка и эксплуатация электрооборудования металлорежущих станков, 1975
Розман Устройство, наладка и эксплуатация электроприводов металлорежущих станков, 1985
Чернов Е.А. Комплектные электроприводы станков с ЧПУ, 1989
Харизоменов И.В. Электрическое оборудование металлорежущих станков, 1958

Связанные ссылки. Дополнительная информация
Фрезерные станки: общие сведения, классификация, обозначение Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш Технология ремонта фрезерных станков Регулировка фрезерных станковФрикционная муфта. Фрикционный вал. Муфты фрикционные в металлорежущих станках Автоматические циклы фрезерных станков (6Р12) Испытания и проверка металлорежущих станков на точность Справочник универсальных фрезерных станков Заводы производители металлорежущих станков в России Производители фрезерных станков в России
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш
Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Модели и технические характеристики вертикально-фрезерных станков
При выборе оборудования в первую очередь необходимо обращать внимание на конструкцию, мощность, габариты и дополнительные рабочие опции станка. На современном рынке можно найти вертикально-фрезерные устройства различного типа, в том числе в малом и среднем ценовом сегменте
Вертикально-фрезерные станки выпускаются как отечественными, так и иностранными компаниями.
Станок 6р10
Станок 6р10 представляет собой фрезеровочный станок универсального типа, который оснащается поворотной головкой и подходит для мелкосерийного и единичного выпуска деталей. Модель отличается невысоким уровнем шума в работе, хорошей износоустойчивостью трущихся элементов, оптимальными показателями точности. Готовая поверхность заготовки после обработки соответствует показателю шероховатости V6.
Станок 6р11
По виду станок 6р11Э относится к консольным конструкциям. Его используют для обработки стальных заготовок, чугуна, металлов различного типа, а также твердых пластмасс. Оборудование позволяет придать заготовке поверхность с шероховатостью до V5, может производить работу с разной скоростью под нужным углом. Хорошая мощность и грамотная система приводов обеспечивает высокие результаты производительности.
Станок 6р12
Модель 6р12 применяется для обработки металлических и чугунных заготовок преимущественно с помощью концевых и торцовых фрез, создания пазов, плоских граней, рамок и углов. Станок подходит для создания криволинейных деталей, обработки поверхностей нестандартной формы. Устройство отличается большой мощностью и жесткостью, за счет чего можно использовать и быстрорежущие стальные фрезы.
Станок 6р13
Устройство 6р13 тоже имеет консольную структуру, оснащается копировальным приспособлением для работы с нестандартными заготовками и поворотной головкой шпинделя. Модель подходит для производства штучных экземпляров и мелкосерийного выпуска изделий. Готовые детали соответствуют классу точности H.
Станок 6т12
Модель 6т12 имеет мощный электродвигатель, большую площадь рабочей поверхности, может работать в ручном, толчковом и автоматическом режиме. На таком оборудовании можно обрабатывать практически любые виды материалов и заготовок.
Станок ВМ 127
Станок ВМ 127 используется для работы с металлическими и стальными деталями, а также чугунными элементами. Оборудование находит применение как в среде частных мастеров, так и профессиональных цехах, позволяет обрабатывать плоскости, пазы, зубчатые, шлицевые изделия. Цикл работы может быть автоматическим или полуавтоматическим.
Станок 6м13п
Станок 6м13п относится к категории электроустройств повышенной точности, может работать с быстрорежущей фрезой большой жесткости. Оборудование применяется для мелко- и крупносерийного производства, позволяет обрабатывать детали посредством сверления и фрезеровки, создавать зубчатые кольца и колеса.
Станок 6н11
Оборудование 6н11 имеет рабочую поверхность 25 на 100 см, оснащается мотором основного привода 4,5 кВт, применяется для обработки цветных и черных металлов.
Отличительные черты станка 6н11:
- высокая точность;
- производительность;
- легкость в техобслуживании.
Станок FSS 400
Станки FSS 400 подходят для единичного и серийного использования. С их помощью можно проводить попутную и встречную фрезеровку, автоматически опускать деталь и обеспечивать высокое качество результата. Управление таким станком возможно со специального подвесного пульта.
Станок FSS 450 mr
Устройства FSS 450 mr, производящиеся в Беларуси, подходят для работы с различными по форме и назначению фрезами. С их помощью можно обрабатывать сталь, сплавы и чистые металлы, чугун. Чаще всего такие станки применяют на мелкосерийном и среднем по масштабам производстве.