
Related Posts via Categories
- Трубогиб как незаменимый инструмент в строительстве и производстве
- Трубогиб ручной ТР и другие марки – рассматриваем типы этого приспособления
- Самодельный трубогиб – собирается без проблем!
- Как сделать трубогиб своими руками – простое решение проблемы!
- Трубогиб на электричестве – можно ли сделать самому?
- Трубогиб для металлопластиковых труб – любые изгибы своими руками!
- Профилегибы ПГ-1 и ПГ-3 – почему так популярны эти ручные трубогибы?
- Гидравлический трубогиб – все премудрости использования и ухода
- Электрический профилегиб – что о нем нужно знать?
- Самодельный профилегиб – как сделать полезное приспособление своими руками?
Дорновый трубогиб своими руками — Металлы, оборудование, инструкции

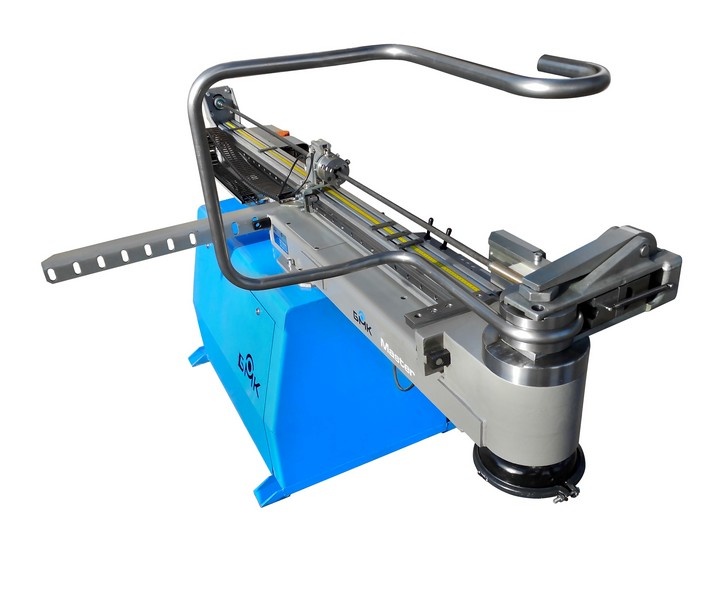
В практике выполнения монтажных работ по сборке сантехнических коммуникаций, а также в процессе прокладки трубопроводов сложной пространственной формы требуется двух-, а то и трёхмерная гибка труб. Лучше всего с поставленными задачами справится дорновый трубогиб.
Дорновой трубогиб
Как использовать дорновый трубогиб правильно – правила эксплуатации
Наличие специального оборудования для быстрого и качественного сгибания труб под нужную конфигурацию делает процесс монтажа водопроводных, канализационных, отопительных и прочих систем намного проще и удобнее. В данной статье мы расскажем о таком современном станке, как дорновый трубогиб, о его особенностях, преимуществах и способе обслуживания.
Конструкция такого трубогиба предполагает наличие дорна – детали, размещенной в месте осуществления изгиба трубы, которая исключает заломы, трещины и деформацию изделия.
В этом и состоит основное отличие трубогиба с дорном от прочих типов станков – работы выполняются быстро, с минимальным процентом брака и с высоким качеством. На промышленных предприятиях трубогибы данного типа пользуются спросом, ведь изгиб получается очень ровным.
Тонкости изгибания труб станком с дорном
Сфера применения труб весьма разнообразна – это и оборудование спортивных площадок, и прокладка коммуникаций с водой или жидким топливом, и создание деталей для автомобилестроительного процесса, и множество других направлений.
При этом минимальное количество швов и соединений делает всю конструкцию более монолитной, герметичной и надежной. Нередки случаи, когда в местах швов трубопроводы или иные металлоконструкции лопались, что приводило к утечкам, представляющим опасность для жизни и здоровья людей.
Чтобы этого избежать производится дорновая гибка труб, которая позволяет придать цельному изделию нужную форму и задать определенный угол наклона. Примечательно, что изгиб трубы на станке с дорном получается практически идеальным, чего нельзя сказать о более простых моделях инструмента.
Стоит отметить, что чертежи дорна для трубогиба, а также материалы его исполнения могут быть абсолютно разными – все зависит от конкретного предназначения оборудования. В частности, дорны могут быть как стальными, так и из латуни или пластика.
Разновидности дорновых станков для гибки труб
По способу управления дорновый трубогибочный станок может быть полуавтоматическим или автоматическим. Если это полуавтомат, то оперировать им придется частично вручную, то есть потребуются физические трудозатраты.
А вот работа автоматического оборудования регулируется машиной ЧПУ со встроенным компьютером (подробнее: «Разновидности трубогибов с ЧПУ, преимущества и правила использования»). Туда вносят данные о схеме изгиба, его числовых показателях, поэтому для контроля функционирования аппарата достаточного одного работника.
Хотя конфигурация трубы может быть самой различной, все же радиус загиба трубы не должен быть больше двойного радиуса трубы. В то же время, надежность и герметичность конструкции, в которой вместо изгибания труб использованы фитинговые соединения, будет существенно ниже.
Разновидности конструкции трубогибочного станка с дорном:
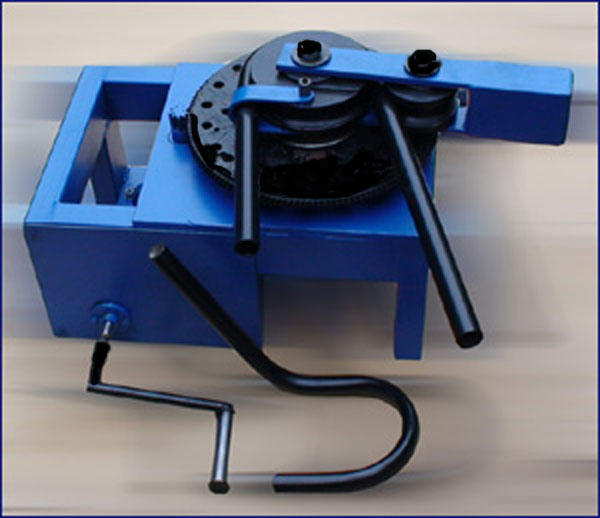
- Арбалетный – оснащен Т-образной рамой. Он состоит из держателя для труб и подвижного рычага, установленного перпендикулярно. Ручной инструмент такого типа способен выполнять изгиб трубы на угол до 180º. А применяется он, как правило, для сборки систем отопления и водопровода.
- Гидравлического типа – встречаются ручные и стационарные модели. Используя ручной дорновый трубогиб, можно придать форму трубам с маленьким сечением, а вот для работы с изделиями с диаметром до 100 мм в условиях промышленного производства используют стационарные модели. Согнуть заготовку на таком станке можно до значения в 90º.
- Оборудование с электропитанием. Трубогибы данного типа имеют самое широкое применение в различных сферах жизнедеятельности, поскольку они имеют полностью автоматическое управление и могут придавать трубам самую различную конфигурацию с высоким качеством и точностью.
Как собрать трубогиб с дорном своими руками
Вопреки заблуждению, собрать агрегат из подручных материалов несложно. Только их понадобится много. Среди них:
- массивная опорная рама;
- роликовая матрица с набором рабочих размеров;
- направляющая дорна, служащая опорой для заготовки;
- передний прижим, профиль которого повторяет гибочную матрицу;
- оправку для дорна и другие детали и узлы.
Желательно, чтобы данное устройство имело рычажный привод, однако с задачей вполне справится обычный гидроцилиндр. На строительных форумах имеются советы, как лучше собрать устройство для гибки трубы с дорном, и даже чертежи с подробными спецификациями.
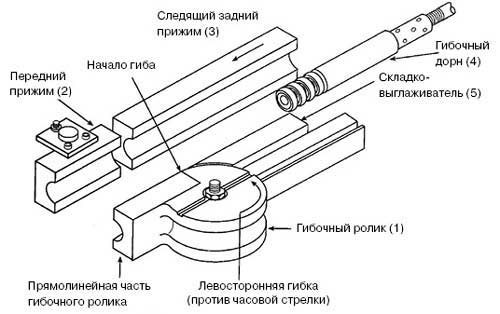
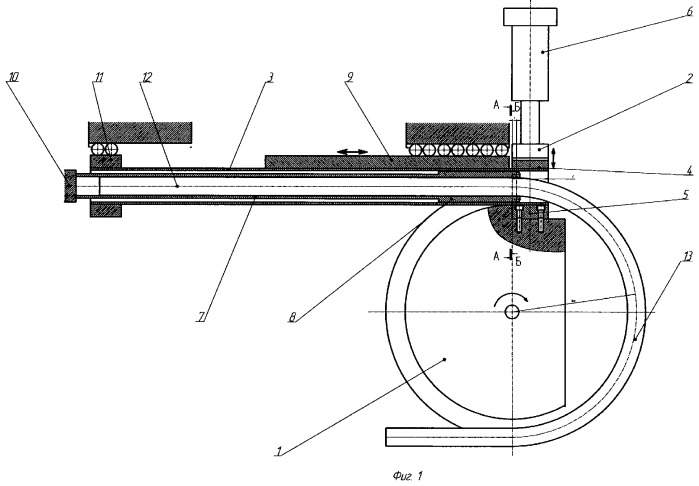
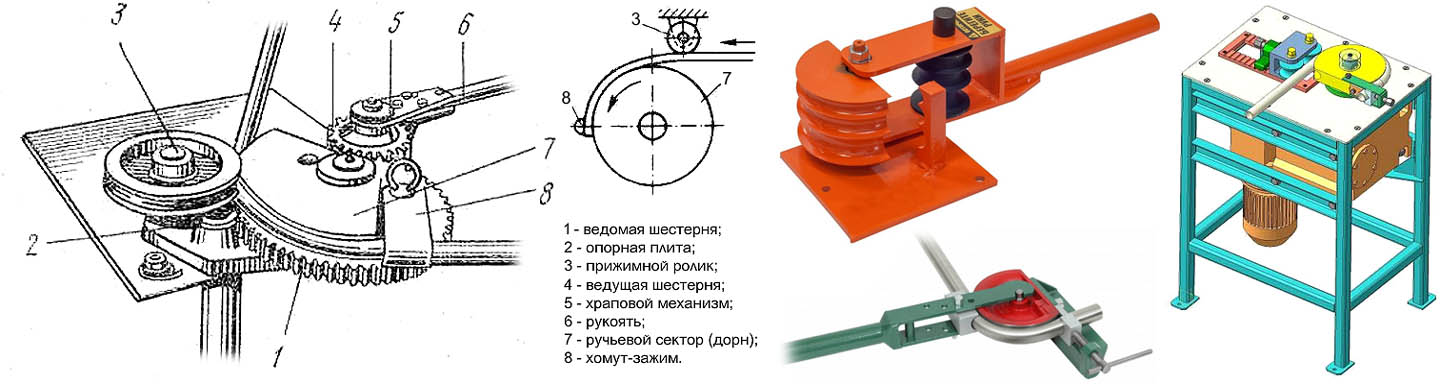
Схема станка для сгибания труб с дорном
Виды и отличия
В основном трубогибы делятся на дорновые и бездорновые. Дорновый трубогиб дороже, это всегда мощный стационарный станок. Бездорновый трубогиб может быть как мобильным, так и стационарным.
Этих моделей намного больше. Бездорновый трубогиб стоит дешевле дорнового, но только если речь идет о сравнении моделей из одной категории. Это надо четко понимать.
Дорн – всего лишь полезная надстройка над гибочным станком. Она отнюдь не играют решающей роли, хоть и действительно помогает людям справляться с задачами эффективнее и быстрее. Как дорновый так и бездорновый трубогиб стационарного типа работает на электричестве.
В этом плане их делят на:
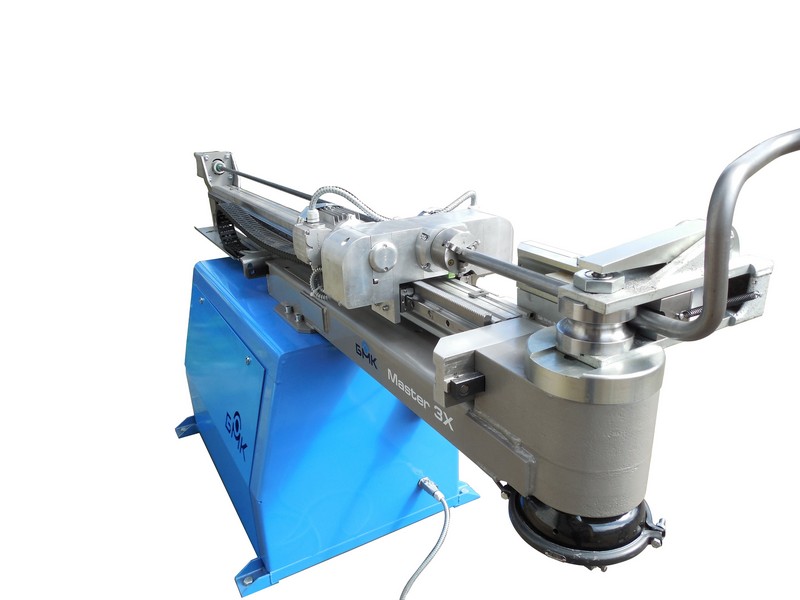
Дорновый и бездорновый трубогиб автоматического образца – самый дорогой и продвинутый вариант. Работает такая техника за счет специально встроенного процессора или ЧПУ. Она нуждается в минимуме рабочего персонала и максимально эффективна.
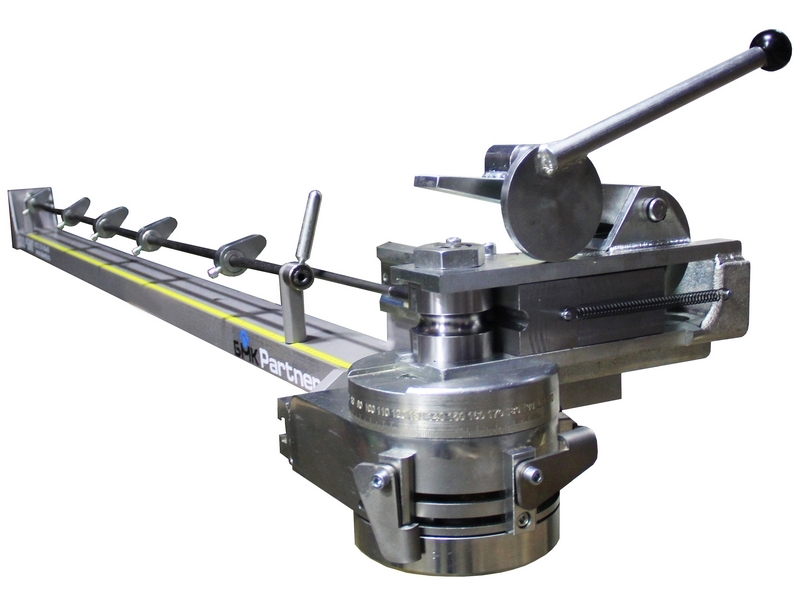
Насадка с фиксатором дорнового трубогиба
Вам нужно всего лишь задать несколько рабочих параметров, таких как: класс трубы, тип материала, угол и радиус загиба, а затем запустить систему. Остальные операции станок проделает сам.







Полуавтоматические модели нуждаются в большем контроле. Здесь уже разброс по степени управления может быть очень большим.
От моделей, полностью зависящих от внешнего управления, до образцов с примитивным ЧПУ, успешно выполняющих деформирование простейших изделий, но все еще нуждающихся в контроле.
Автоматические трубогибы намного дороже полуавтоматических. Впрочем, это не значит, что они явно лучше. Хороший мастер, использующий полуавтоматический бездорновый трубогиб со своей работой может справиться и быстрее.
Не говоря уже о качестве работ. Автоматика, конечно, может идеально отработать по заданным параметрам, но что делать, если в параметрах ошибка, или же они не соответствуют действительности?
Например, производитель указал не тот класс качества материала, был использован более мягкий металл и т.д. Робот такие вещи не заметит, а вот человек – вполне.
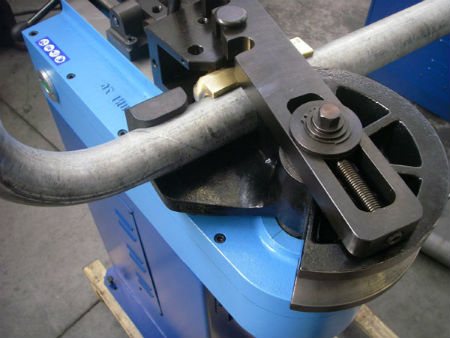
Использование дорновых станков
Рассмотрим процесс взаимодействия с полуавтоматическими дорновыми станками на примере стандартного оборудования, наматывающего трубу на круглый вал.
- Устанавливаем трубу в заготовку.
- Фиксируем ее зажимами.
- Просовываем внутрь дорн.
- Фиксируем дорн.
- Устанавливаем круглую насадку в рабочее положение.
- Крепим насадку к загибочному валу.
- Затягиваем фиксаторы до упора.
- Плавно загибаем трубу до нужного угла. Если пережали – ничего страшного, можете дать обратный ход. За счет действия дорна заготовка не разрушается, поэтому такие действия допустимы.
Вот и весь процесс. Ничего сложного, не так ли? Всего-то нужно правильно зафиксировать трубу (это делается сразу в нескольких местах, с помощью винтовых зажимов), просунуть внутрь дорн, установить насадку и выполнить работу.
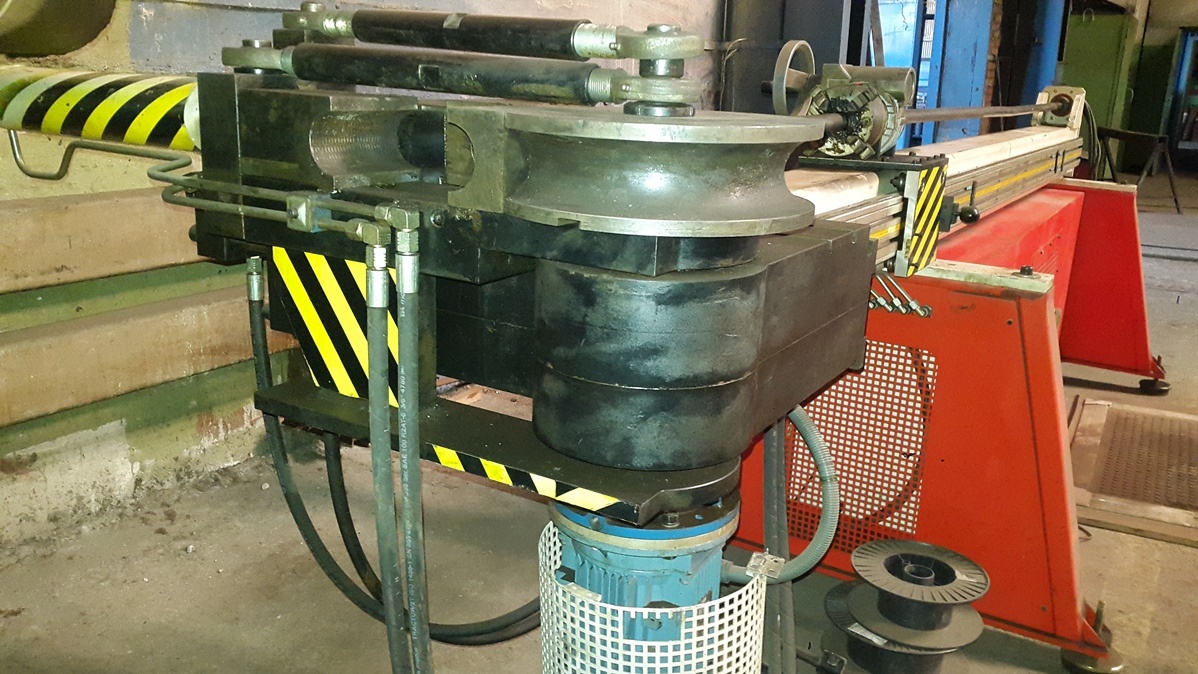
Трубогиб дорновый является устройством, в состав которого входит рабочая деталь — дорн, она располагается в точке сгиба и предотвращает ненужную деформацию трубы, сечения и заломы. Отличия станка, имеющего дорн, от других типов оборудования такой же направленности состоит в том, что он имеет специфическую конструкцию, которая позволяет выполнять работу по сгибанию труб на высоком уровне, с небольшим процентом брака. Такое оборудование позволяет получить ровный сгиб и пользуется огромным спросом на производственных предприятиях.
Дорновый трубогиб позволяет получать точные сгибы и полностью исключить деформацию труб во время операции
Устройство. Принцип действия
Вид трубогиба во многом определяет его конструкцию. Однако в каждое устройство входит стандартный набор элементов. Ключевым рабочим компонентом является нажимная насадка (нажим), на который производится давление. В результате его воздействия угол изгиба трубы меняется.
Ручной трубогиб характеризуется конструкцией, включающей пружину с фиксатором, в то время как электрические устройства оснащаются электродвигателями. Нажим приводится в действие именно этими элементами.
Независимо от типа трубогиба, в состав агрегата входят несколько валов (шаблонов/роликов). Они выполняют функцию стабилизации и регулирования радиуса изгиба заготовки. Воздействие на трубу предполагает её предварительную фиксацию между нажимной пластиной и валами. Реализуемая величина изгиба регулируется положением валов. Например, если требуется сформировать острый угол, валы размещают близко к нажиму и один к другому.
Вид оборудования определяет и способ его воздействия на трубу. Методы бывают такими:
- вальцовка (прокатка). Здесь используются 3 подвижных вала. Радиус изгиба – величина производная от расположения опорных роликов по отношению к центральному валу, который тоже оказывает давление на трубу;
- воздействие на трубную заготовку штоком (арбалетный способ). В этом случае в качестве опоры служат два стационарных ролика, а трубу между ними гнёт шаблон на штоке;
- намотка. При намотке труба специальным зажимом прижимается к вращающемуся ролику. При этом ролик наматывает заготовку, протягивая её между собой и упором;
- обкатка. В этом методе трубогиб зажимает концы трубы, шаблон остаётся неподвижным, в то время как прижимной ролик, перемещаясь, сгибает заготовку.

Регулировать радиус изгиба трубы можно при помощи шаблонов разного диаметра
Следует отметить универсальность данного инструмента: с его помощью можно изгибать различные типы трубных изделий:
- водопроводные;
- газовые;
- котельные и др.
Сами же трубы могут быть изготовлены из:
- металлопластика;
- алюминия;
- меди;
- стали.
Единственное ограничение касается диаметра труб: значение этого параметра не должно превышать два дюйма.
Работа с трубогибами – методики
Гибку труб на станке с ЧПУ можно проводить несколькими способами. Довольно часто можно встретить станки, гибка труб в которых осуществляется методом наматывания. Зачастую – это дорновые трубогибы. Гибка таким методом довольно проста: труба вплотную прижимается к ролику для гибки, который в процессе вращения наматывает ее вокруг своей оси. Наматывание продолжают до того момента, пока изгибу трубы не будет придан нужный угол.
Бездорновый трубогиб зачастую работает по принципу обкатки трубы. Трубу укладывают посреди двух роликов, один из которых закреплен неподвижно, а второй является обкаточным. После подачи питания на трубогиб обкаточный ролик начинает двигаться вокруг неподвижного, что заставляет прижимать к нему трубу вплотную. В итоге получается нужная форма, которая задается радиусом закрепленного ролика. Бездорновые установки, как правило, используются для гибки дюймовых труб для подачи воды и газа, а также строительных толстостенных профилей.

Существует еще один метод, которым можно проводить гибку труб – это вальцевание или выдавливание. В случае вальцевания конструкция представляет собой форму арбалета. В случае применения метода выдавливания, имеются в виду трубогибы, у которых присутствуют три валика, два из которых установлены на одной прямой.

Оборудования для гибки труб в настоящее время на рынке представлено большое множество. То, какой трубогиб выбрать в конкретном случае, автоматический или полуавтоматический, будет зависеть от потребностей определенного предприятия. Данный фактор определяет, и каким будет трубогиб, дорновым или бездорновым. В любом случае, оснащение такого оборудования системой программного контроля, сделало его использование максимально комфортным, при этом на весь процесс затрачивается значительно меньше времени.
Ручной трубогиб
|
Приспособление для уплотнения песка в трубах с помощью малых пневматических молотков. |
Ручной трубогиб ( рис. 56) применяют для гнутья набитых песком и нагретых труб. Трубогиб по принципу действия и конструкции аналогичен ручному трубогибочному станку Вольнова. Ручные трубогибы серийно не выпускают, их можно изготовить в мастерских, оснащенных простейшим оборудованием. Обычно к трубогибу изготовляют комплект сменных роликов, позволяющий производить гнутье труб условным диаметром от 40 до 80 мм.








Ручной Трубогиб для изгибания сифонных трубок к манометрам: 1 — стакан; 2 — съемная втулка; 3 — плита; 4 — ось; 5 — ролик; 6 — ребро.
Ручной трубогиб ТРТ-24 ( рис. 2 — 37) для гибки тонкостенных стальных труб.
|
Ножовочный станок с раз — И движной рамкой. |
Гибка трубы одноручьевым ручным трубогибом происходит при вращении скобы с подвижным роликом вокруг неподвижного. При гибке трубогибом с ручным гидроприводом ( рис. 9) изгибаемую трубу вставляют между гибочным сектором с ручьем, соответствующим диаметру трубы, и опорными роликами. При качании рукоятки шток цилиндра выдвигается вместе с гибочным сектором и изгибает трубу. По окончании гнутья открывают перепускной клапан для возврата штока в исходное положение.
При гибке труб ручными трубогибами с обкатывающим роликом рычаг необходимо двигать вперед от себя, а не к себе.
Гибку медных труб производят ручными трубогибами. Изгибаемую трубу заводят между двумя роликами, при этом конец ее должен проходить сквозь хомут ( крючок) неподвижного ролика. Затем вручную изгибают трубу путем вращения рукоятки с подвижным роликом вокруг неподвижного. Радиус внутренней кривой изгиба труб выбирается из следующего расчета: для стальных труб, изгибаемых в холодном состоянии — 4 наружных диаметра, для труб, изгибаемых в горячем состоянии — 3 наружных диаметра; для медных труб, изгибаемых в холодном состоянии — 2 наружных диаметра.
Изгибают трубы на трубогибочных станках и ручных трубогибах. На изогнутой трубе не должно быть складок, трещин или иных дефектов.
|
Соединения медных фреоновых трубопроводов. ( 7 — ниппельное с отбортовкой. 6 — на пайке с муфтой. |
Трубы диаметром более 18 мм гнут на ручных трубогибах. Перед гнутьем ролики трубогиба и наружную поверхность труб смазывают техническим вазелином.
Гибка труб производится на трубогибочных станках и ручных трубогибах.
Гибка труб производится на трубогибочных станках и ручных трубогибах. Гибка стальных труб на трубогибочных стан-как производится с помощью подвижных и неподвижнных роликов, при этом станок настраивается на заданный угол гиба. При гибке ручным гидравлическим трубогибом трубы устанавливают между нажимной и опорными колодками. Затем ручным гидравлическим насосом перемещают нажимную колодку, которая радиусным ручьем изгибает трубу под заданным радиусом и углом.
|
Трубогибы ручной гидравлический ( о и ручные ( б и в. 1 — поршневой масляный насос, 2 — траверса, 3 — упорный ролик, 4 -сменные. |
Принципы работы гидравлического трубогиба с электрическим приводом и ручного трубогиба аналогичны, только давление в маслонасосе у последнего создается электрическим приводом.
Технология трубогибов
Трубогиб аналогичен листогибу. В случае чистого изгиба, если внешний диаметр равен D, толщина стенки равна T, когда труба изгибается под действием внешнего крутящего момента M, внешняя боковая стенка трубы нейтрального слоя находится под растягивающим напряжением σ1, и стенка трубы становится равной тоньше. Внутренняя стенка нейтрального слоя испытывает растягивающее напряжение σ1, и стенка становится толстой.
А форма поперечного сечения превращается в приблизительный эллипс из-за результирующей силы F1 и F2, когда деформация слишком велика, внешняя сторона стены будет давать трещины, внутренняя стенка трубы будет казаться морщинистой.
Степень деформации трубы зависит от относительного радиуса изгиба R / D и значения относительной толщины T / D, чем меньше значение R / D и T / D, тем больше степень деформации.
Чтобы обеспечить качество формовки трубопроводной арматуры, степень деформации должна контролироваться в допустимом диапазоне, а предел изгиба трубы зависит не только от механических свойств и методов изгиба материала, но также и от требований трубы. арматура.
Трубогиб из автомобильных ступиц
Найти достаточное количество роликов разного диаметра или сделать их самостоятельно достаточно сложно. Поэтому мастера часто используют ступицы от автомобиля.
Недостаток заключается в массивности инструмента, но он получается более универсальным, надёжным и устойчивым. Может использоваться для гибки профиля с толстыми стенками.
Конструкция состоит из:
- 3 ступиц. 2 должны перемещаться, последняя фиксируется жёстко вдоль оси приспособления.
- 2 оси приваренные оси небольшой длины.
- Поворотный механизм для регулирования расстояния между ступицами.
- Направляющая по оси. Можно применить швеллер.
- Ограничительные элементы.
- Внутренний швеллер, использующийся как направляющий. Должен иметь ограничители.
- Поворотная рукоять.
Гибка труб в холодном состоянии
Трубы небольших диаметров (до 40 мм) с большими радиусами кривизны можно гнуть в холодном состоянии, применяя простые ручные приспособления с неподвижной оправкой (рис. 156). Гибочная оправка 4 крепится к верстаку 1 с двух сторон скобами 2. Трубу для гибки вставляют между гибочной оправкой и хомутиком 3, нажимают руками и гнут ее по желобообразному углублению гибочной оправки.
Рис. 156. Гибка трубы в холодном состоянии на ручном приспособлении с неподвижной оправкой
Приспособление для гибки труб диаметром до 20 мм в холодном состоянии (рис. 157) состоит из плиты 4, гибочного ролика 3, нажимного ролика 7, рукоятки 6. упора 2, зажимного устройства 5. Приспособление крепится в слесарных тисках 1. При повороте рукоятки подвижной ролик давит на трубу и огибает ее по гибочному ролику до тех пор, пока ее конец не упрется в упор, после чего труба изгибается на участке, находящемся между гибочным роликом и упором, в результате получается труба с двумя изгибами.
Гибкие материалы: Производство гибкого камня: оборудование, состав, процесс, технология изготовления гибкого камня своими руками в домашних условиях
Рис. 157. Ручное приспособление для гибки труб диаметром до 20 мм в холодном состоянии
Основную гибочную оправку 9 и гибочные прижимные оправки 7 и 8 изготовляют с профилем, соответствующим профилю изгибаемой трубы, или с корректированным профилем в целях получения наименьшей деформации поперечного сечения трубы. В трубу вставляют оправку с пальцем (дорном), после чего закладывают ее между основной гибочной оправкой и гибочными прижимными оправками.
Вращением рукояток 4 и 5 трубу закрепляют перед гибкой. При гибке трубы рукоятку основной гибочной оправки вращают плавно, без рывков. Наружный диаметр дорна должен быть равным внутреннему диаметру трубы; перед работой дорн смазывают машинным маслом; находясь все время в месте изгиба, он предохраняет трубу от овальности и складок.
Рис. 158. Ручной трубогибочный станок для гибки труб диаметром от 10 до 24 мм





На трубогибочном ручном станке (рис. 159, а) гнут трубы диаметром до 50 мм с толщиной стенок 1 — 1,5 мм. На станине 1 укреплены упор 2 цилиндрической оправки, цилиндрическая оправка с пальцем 3, прижимная оправка 4, гибочный ролик. 5. Вращение гибочного ролика осуществляется рукояткой 6. Перед гибкой трубу надевают на цилиндрическую оправку с пальцем (дорном) и помещают ее между прижимом и гибочным роликом.
В процессе гибки трубы рукоятку вращают плавно и без рывков. В механических трубогибочных станках вместо цилиндрического дорна часто применяют цилиндрические оправки с одним или тремя шариками (рис. 159, б, б). При изгибе шарик все время остается в месте изгиба (рис. 159, г), препятствуя образованию складок на трубе.
Рис. 159. Работа на трубогибочном станке, позволяющем гнуть трубы диаметром до 50 мм при использовании оправок: а — момент гибки, б — оправка с одним шариком, в — оправка с тремя шариками, г — положение шарика в момент гибки
Гибку труб в кольцо осуществляют на трехроликовых гибочных станках. На рис. 160 изображен момент гибки на трехроликовом станке в кольцо труб диаметром до 25 мм без наполнителя. Для гибки предварительно производят наладку станка. Наладка верхнего ролика 5 относительно двух нижних роликов 1 и 2 осуществляется вращением рукоятки 4.
Рис. 160. Гибка трубы в кольцо на трехроликовом гибочном станке
Трубу в кольцо изгибают на трехроликовом станке в несколько переходов. После каждого перехода трубе придается форма, все более приближающаяся к форме кольца.
1 В чем особенность дорнового трубогиба?
В жизни человека встречается множество конструкций из труб. Из этих полых заготовок делают турники, различные элементы декора, но они имеют и куда более серьезное значение. Именно трубы являются основной составляющей водо-, газо- и нефтепроводов. А что говорить об автомобилестроении, где множество деталей сделаны именно из подобных элементов, например, выхлопная система.
В ответственных конструкциях желательно, чтобы изделие было монолитным, без лишних стыков, швов и т. д. Ведь места соединений очень ненадежные, в них образуются течи, что иногда может быть жизненно опасным. Чтобы не создавать швы на углах, берут монолитные трубы большой длины и сгибают. Для этого как раз и используется инструмент с вполне бесхитростным названием – трубогиб. Его особенность в том, что закругление получается почти ровным.
 Инструмент трубогиб
Инструмент трубогиб
Сегодня разнообразие трубогибов весьма велико. Можно найти роликовые, обкатные и арбалетные конструкции. Интересующие нас дорновые трубогибы используются для работы только с тонкостенными изделиями. Массивные трубы деформировать с его помощью не удастся. Они нашли свое предназначение в авиа- и кораблестроении, с их помощью сгибают различные декоративные элементы, части мебели. Также они являются незаменимыми инструментами при производстве транспортных средств, начиная от велосипедов и заканчивая автомобилями.
В чем особенность приспособления со столь странным названием? Для начала следует определиться с понятием «дорн». Это просто направляющая, ее вставляют внутрь трубы и место изгиба получается ровным без складок и иных дефектов. Так могут работать как ручные, так и полуавтоматические или автоматизированные трубогибы. В металлобработке есть процесс дорнования, созвучность обусловлена схожим принципом обращения с подопытными изделиями.
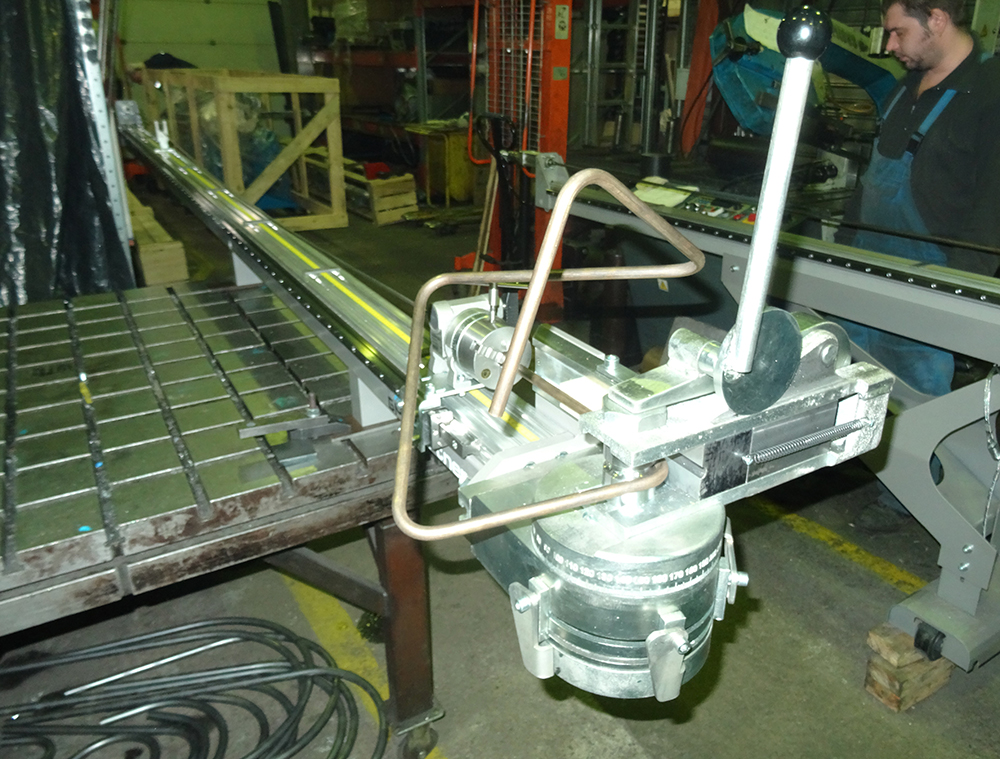
 Автоматизированный дорновой трубогиб
Автоматизированный дорновой трубогиб
Естественно, автомат пользуется большим спросом, ведь в этом случае свести человеческие трудозатраты получается к минимуму, а производительность, наоборот, максимальная. Полуавтоматы могут выполнять те же задачи, только не с такой скоростью, но и их стоимость гораздо ниже автоматических машин. Конструкция и материал дорна для трубогиба определяется сферой использования инструмента и обрабатываемыми деталями. Например, гибка медных труб осуществляется посредством стальной, латунной либо пластиковой направляющей.