Какой зуб выбрать
Режущая плоскость по металлу выполняется с разным размером зуба и с разным шагом.
Параметры взаимосвязаны: чем больше промежутков, тем меньше зубцов, а чем меньше зубцов, тем больше они в размерах.
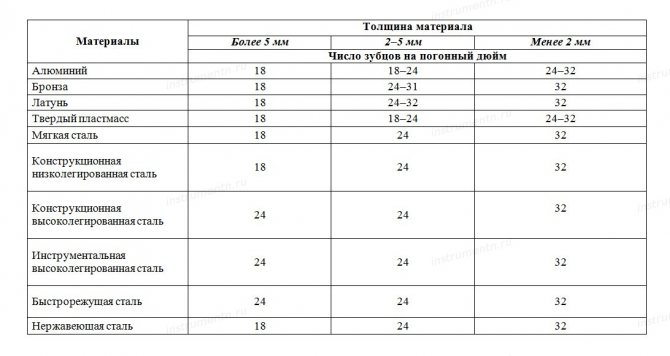
Определяющим параметром является количество зубцов на погонном дюйме (25 мм).
Выпускается изделия с 18, 24, 32 зубцами.
Чем больше зубцов, тем меньше они в размерах, тем более твердый металл может распиливать лезвие.
Для обработки материалов разной твердости рекомендуется использовать пилки с определенным числом зубцов.
Еще один нюанс – материал зубцов.
Каленые зубья намного прочнее, долговечнее, распиливают более твердые материалы.
Однако со временем они тоже теряют остроту.
Увы, заточить их уже нельзя.
Обычным зубцам возвращают остроту с помощью специального напильника для пилы, к полотнам по металлу это не относится.
Процесс резки
В процессе резки делается два хода:
- Рабочий — инструмент перемещается вперед от рабочего.
- Холостой — ножовка перемещается к рабочему.
При холостом ходе на инструмент не нажимают, в результате зубья лишь скользят. Во время рабочего хода двумя руками обеспечивается легкий нажим, а ножовка двигается прямолинейно.
Правила эксплуатации
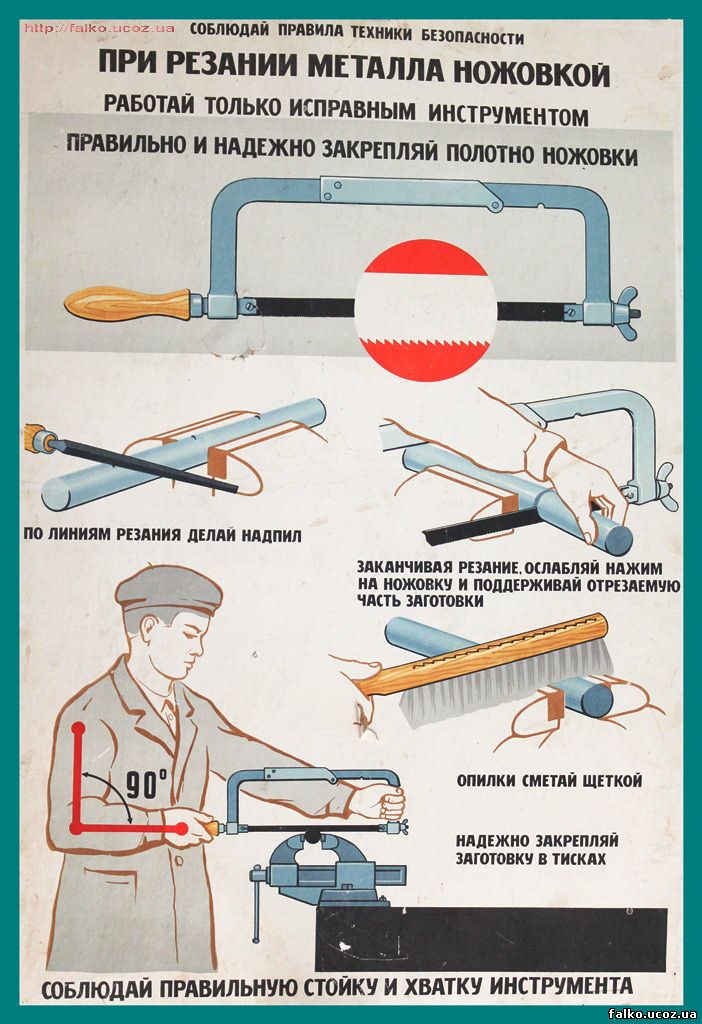
 Во время резки перед тисками нужно стоять твердо, прямо и свободно, вполоборота к оси обрабатываемой заготовки или к губкам тисков. Левая нога немного выставляется вперед примерно по линии заготовки, и на нее опирается корпус. Ступни нужно поставить так, чтобы они образовали 60−70° (с расстоянием между пятками).
Во время резки перед тисками нужно стоять твердо, прямо и свободно, вполоборота к оси обрабатываемой заготовки или к губкам тисков. Левая нога немного выставляется вперед примерно по линии заготовки, и на нее опирается корпус. Ступни нужно поставить так, чтобы они образовали 60−70° (с расстоянием между пятками).
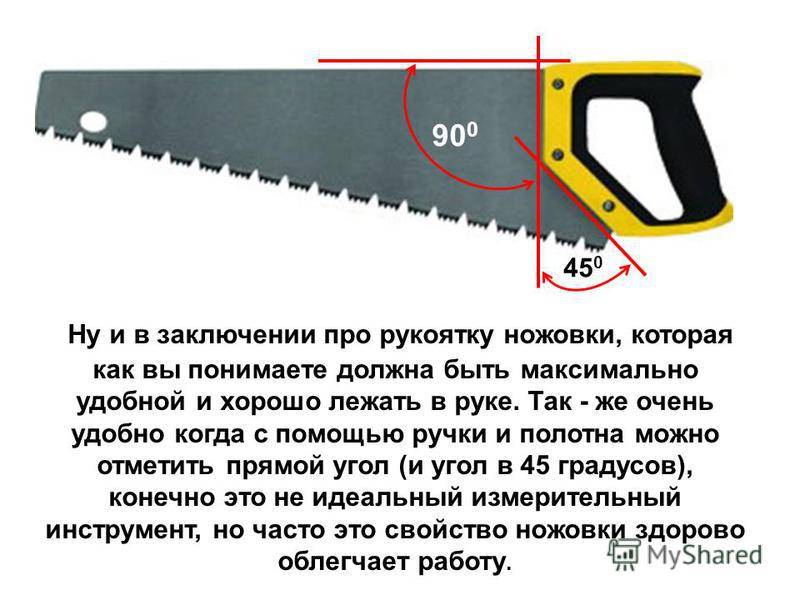
Правильной поза рабочего может считаться, когда правая рука с инструментом, установленная в начальное положение и согнутая в локте, образовывает прямой угол между локтем и плечом. Рукоятка захватывается правой рукой так, чтобы ручка упиралась в ладонь. Ее обхватают четырьмя пальцами, и большой палец накладывается сверху вдоль ручки.
Пальцами левой руки обхватывается подвижная головка ножовки и гайка. В процессе резки соблюдается строгая координация усилий, то есть правильное увеличение нажима. Движение инструмента должно быть горизонтальным. Нажимают на нее двумя руками, но левой рукой делается небольшое усилие, а правой осуществляют возвратно-поступательные движения главным образом.
- Короткие заготовки разрезаются по самой широкой стороне. При обработке углового, швеллерного и таврового профилей лучше менять положение заготовки, а не делать рез по узкой стороне.
- Резка должна осуществляться плавно и неспешно, в течение минуты делается не больше 40−60 двойных ходов.
- Должно быть задействовано все полотно.
Наибольшую сложность для новичков представляет виляние рабочего элемента. При возникновении этой неприятности следует проверить состояние крепежа — виляние может говорить о недостаточном затягивании «барашка». В отличие от столярного инструмента наш заточить по новой не удастся, нужно менять.
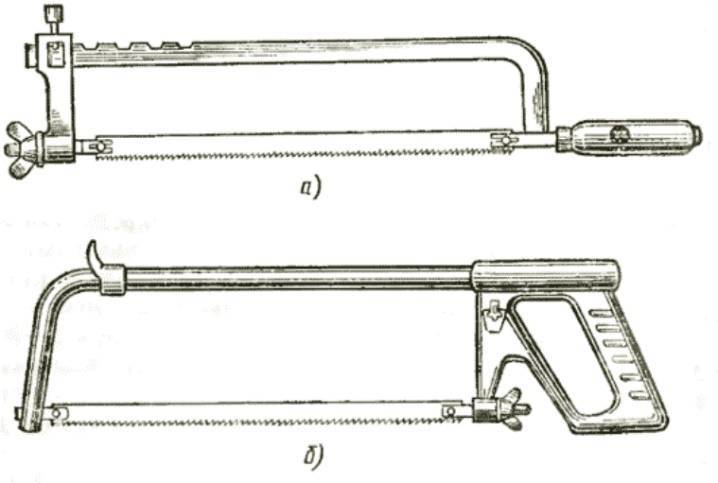
Когда требуется сделать распил в труднодоступном месте, лучше воспользоваться ручкой-ножовкой по металлу.
Полотно для ножовки по металлу. Как выбрать и как поставить?
Полотно для ножовки по металлу — один из самых недолговечных элементов из всего ассортимента расходников к инструментам. Конечно многое зависит от технологии работы с металлом и навыков использования ножовки, но в первую очередь нужно уметь сделать правильный выбор полотна. Сегодня, мы поговорим о выборе и видах, а также узнаем как с лёгкостью поменять ножовочное полотно.
Виды ножовочных полотен
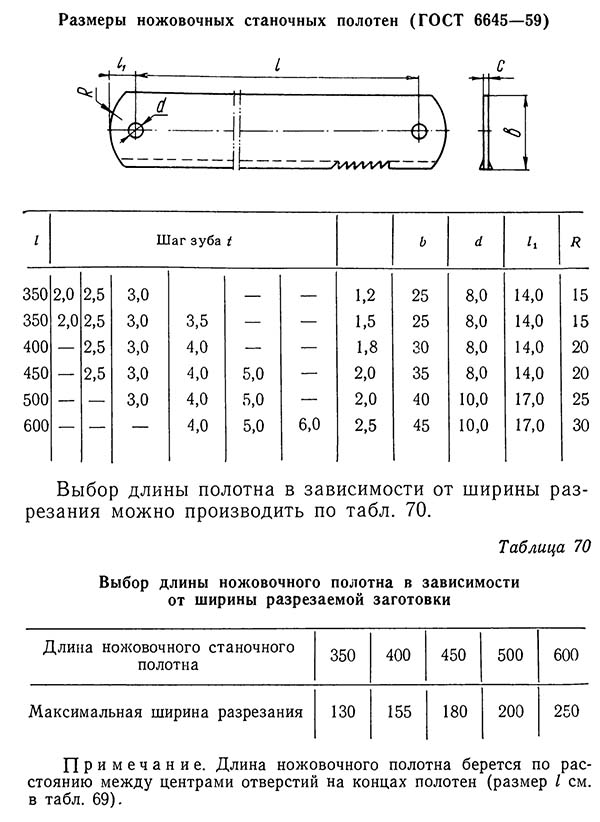
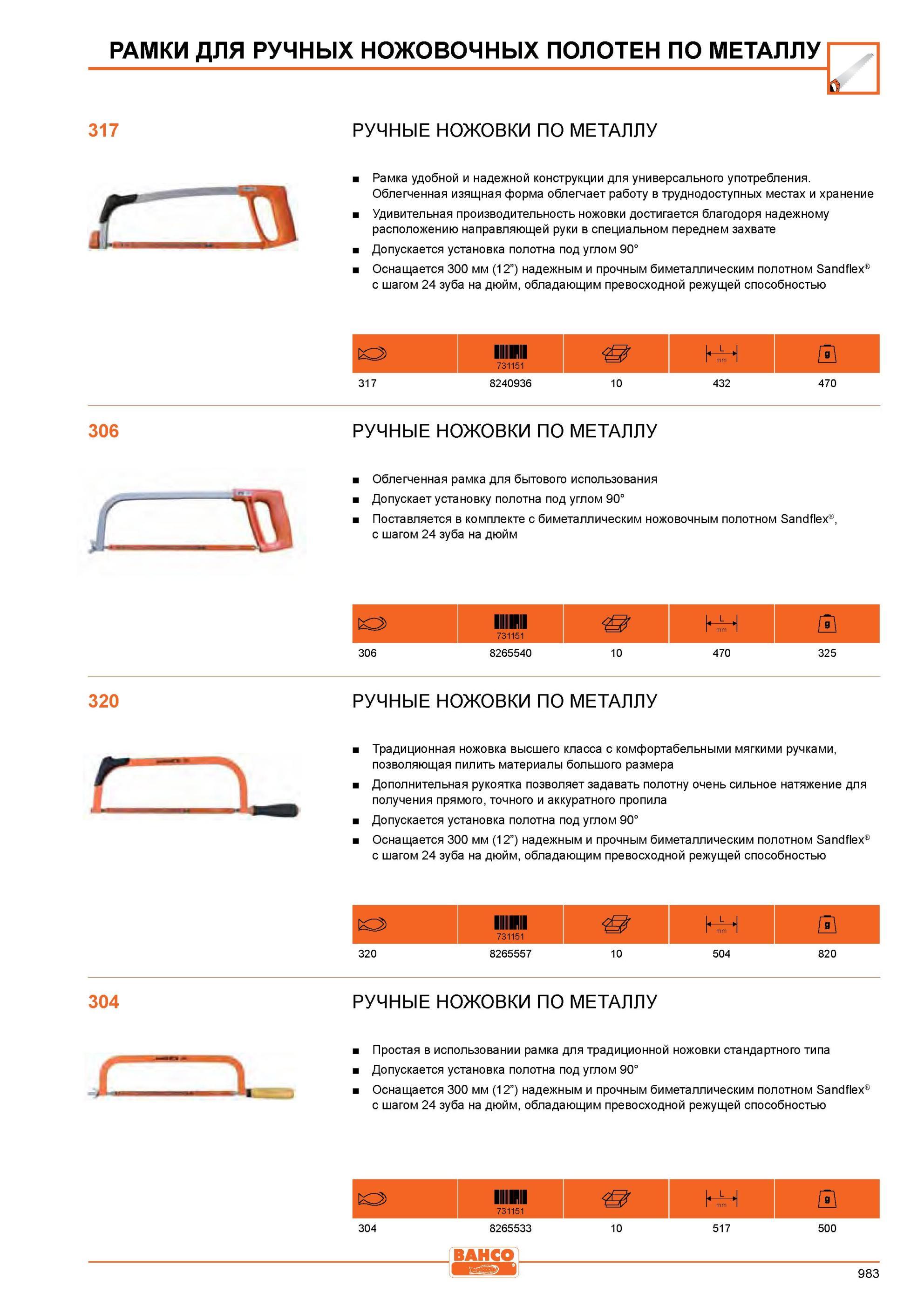
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
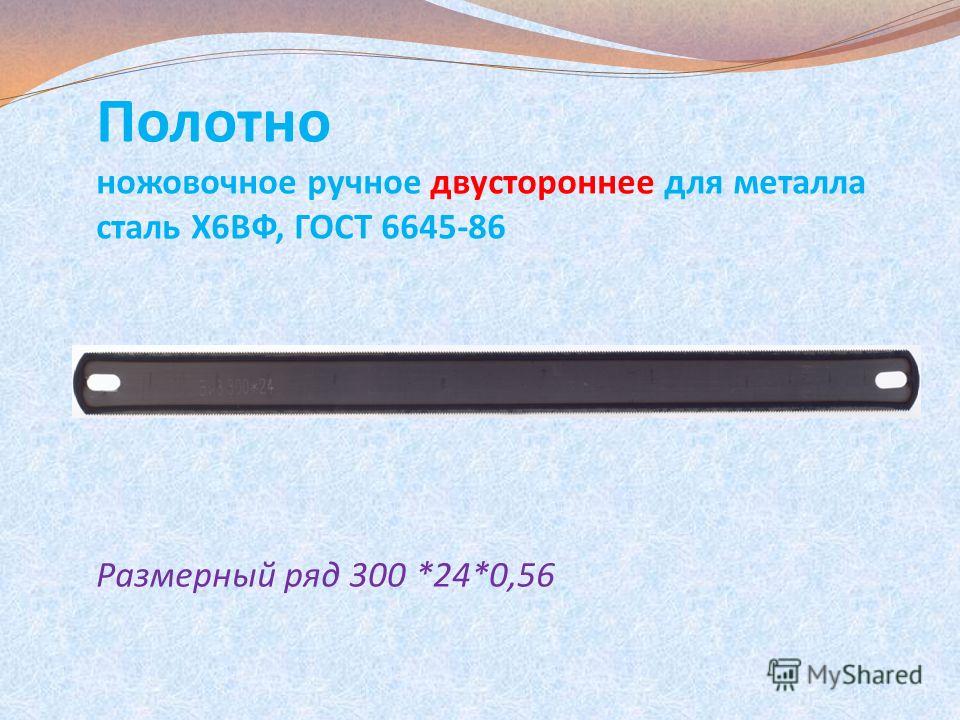
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.
По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46. Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.
Принципы выбора полотна
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
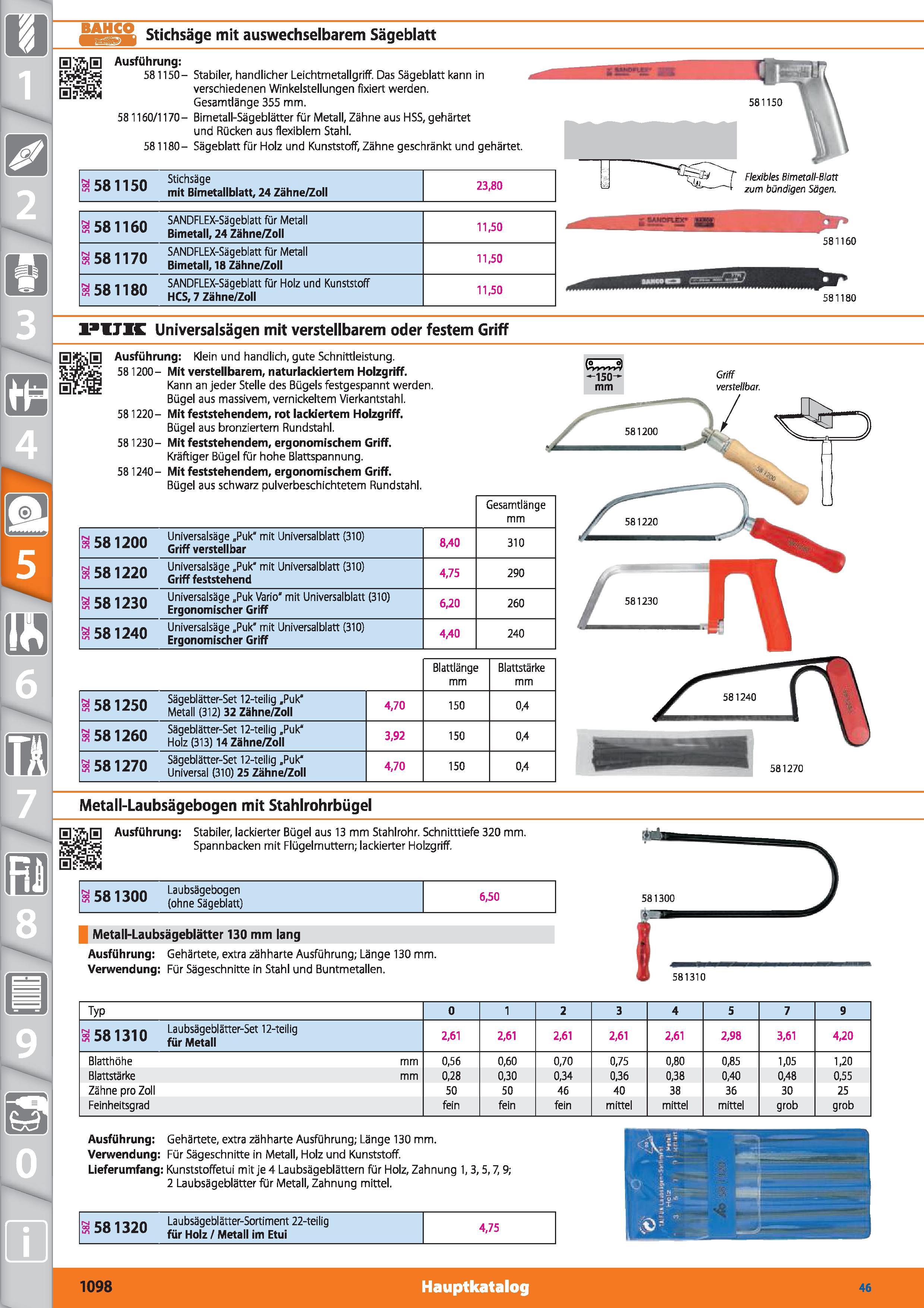
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI
Отрез по кривой косильной лески
Компактные и полноразмерные ножовки могут производить резку по косильной лески любого типа. При необходимости производства округлых разрезов пилу выравнивают так, чтобы она составляла с деталью прямой угол. Дугу медленно поворачивают, чтобы инструмент шел по выбранной косильной лески. Разметку можно сделать с помощью маркера или острого предмета. Выполнять резкие повороты нельзя, это способствует ухудшению качества среза и поломке инструмента.
Как правильно пилить ручной ножовкой по металлу
Ручная пилка по металлу требует от мастера соблюдения следующих правил эксплуатации:
- Принятие правильной стойки мастеру. Ногами следует хорошо упереться в пол, а работа прибором выполняется исключительно двумя руками, поэтому изначально побеспокойтесь о том, чтобы заготовка была надежно закреплена в губках тисков
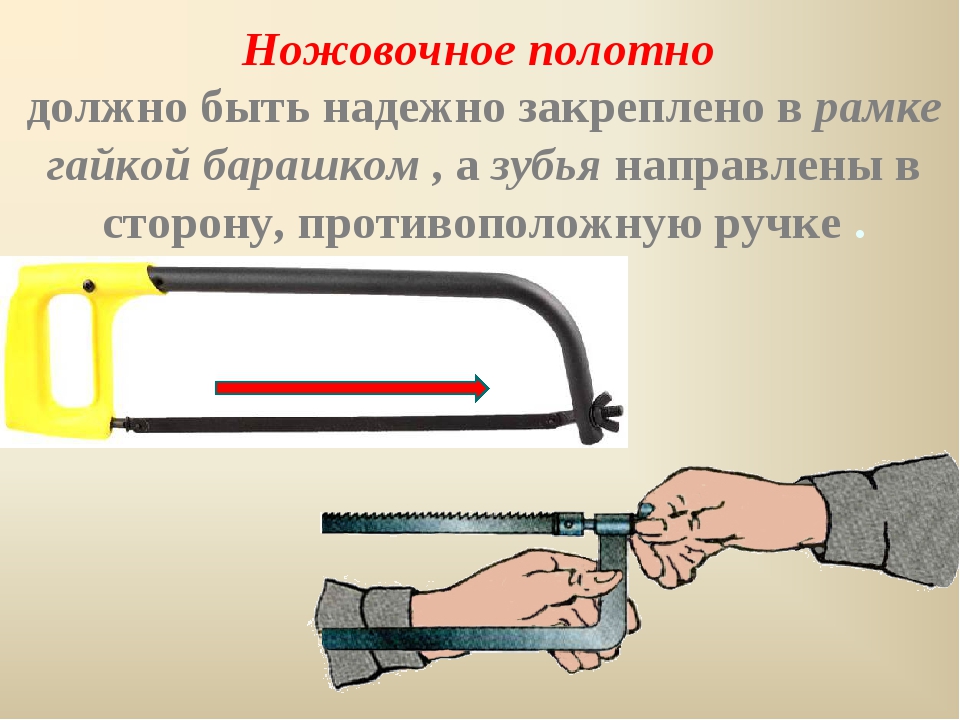
- Надежное фиксирование полотна. Ножовочные полотна очень хрупкие, поэтому если изделие будет «ерзать» из стороны в сторону при плохом его закреплении, то в один момент оно попросту сломается
- Правильные движения пилой. Чтобы распилить деталь, нужно не только правильно держать инструмент, но еще и работать ним. Прижим инструмента к распиливаемой детали выполняется при движении вперед, а при возврате в обратное положение давление прижима ослабляется. Если не снижать давление прижима при возвратном движении инструментом, то зубья полотна быстро затупятся
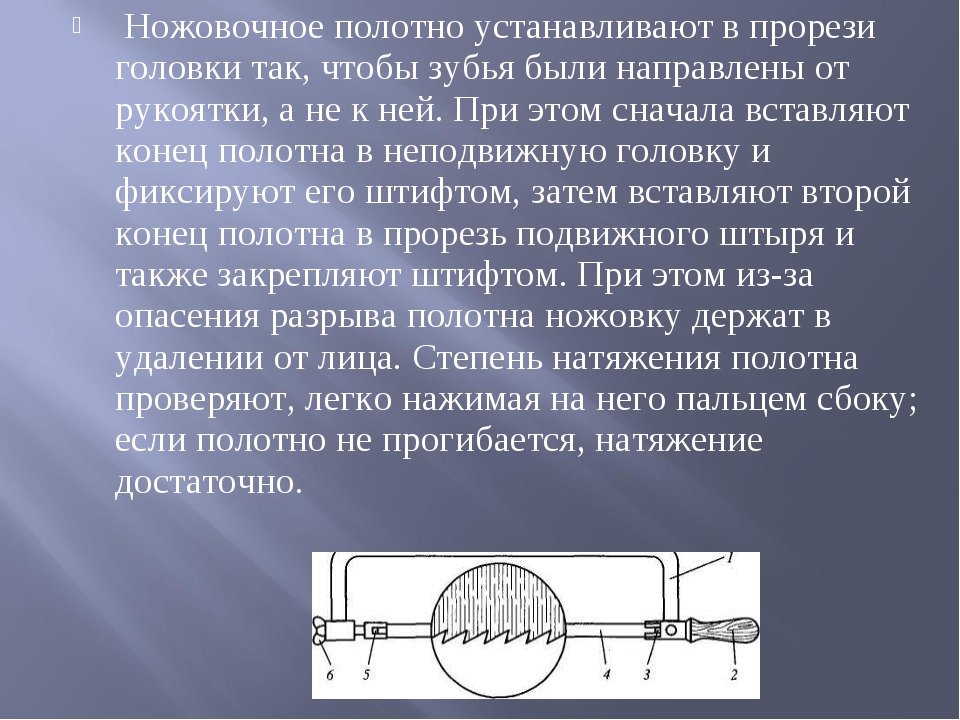
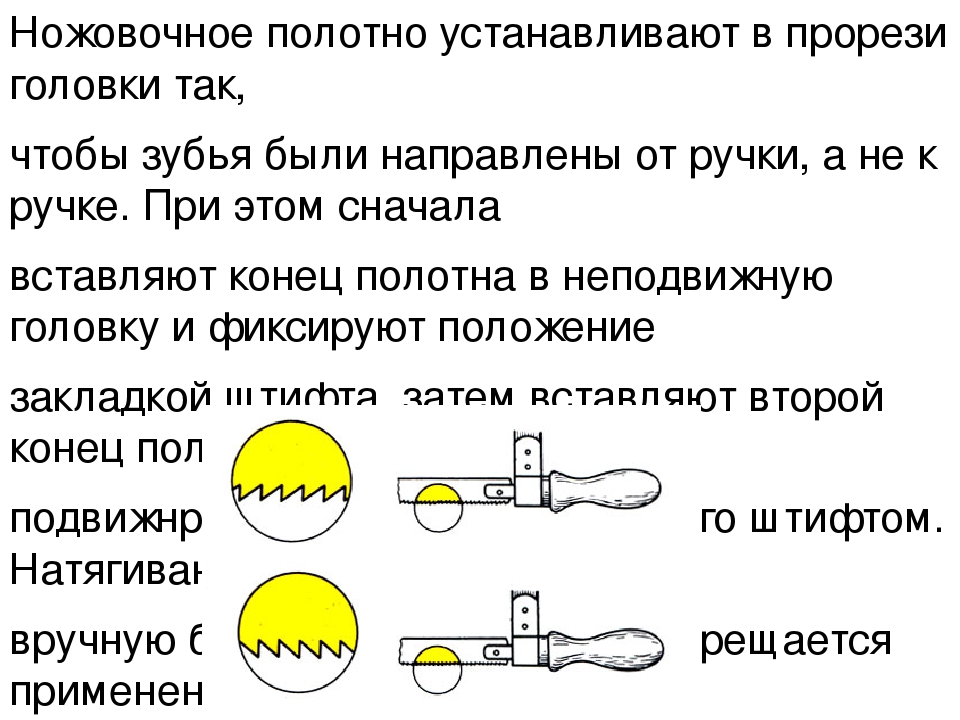
Важно обратить внимание! Полотно на раме ручной ножовки по металлу должно фиксироваться в положении направлением зубьев в противоположную сторону от рукоятки
Механическая резка металла
Механическое разделение основано на прямом контакте обрабатываемого металла с режущим инструментом. Материал инструмента, как правило, тоже металл, но более высокой твердости.




Выделяют механическую резку с применением ножниц, пилы, резцов. Частным случаем механической резки выступает ударная (рубка). Ударная резка или рубка с помощью гильотины используется на стадии заготовительных работ.
Виды оборудования, используемые для механического разделения материалов:
- ленточно-пильные станки (ЛПС);
- гильотины;
- дисковые станки;
- токарные станки с установленными на них резцами;
- агрегаты продольной резки.
Резка ленточной пилой
Разрезание материала ленточной пилой часто используется для разделения сортового, листового металла. Пила ленточная — основной узел на так называемом ленточно-пильном станке (ЛПС). Суть работы пилы ленточной такая же, как у обычной ножовки. Полотно пилы замкнуто в ленту большого диаметра, одна сторона которого имеет специальные зубья. Лента пилы движется непрерывно за счет вращения шкивов, подключенных к электромотору. Средняя скорость резки станка — 100 мм/мин. Материал для изготовления полотна пилы — углеродистая сталь или биметаллический сплав.
Достоинство метода: точность, доступность, невысокая цена оборудования, возможность выполнять не только прямой, но и угловой рез; малый процент отходов, так как ширина реза составляет всего 1,5 мм.
Современные модели ЛПС оснащаются электроникой и дополнительным оборудованием, с помощью которого можно включить станок в состав технологической линии.
Ударная резка металла на гильотине
Такой вид обычно именуют рубкой. Основная сфера применения рубки – разделение листового металла. Это может быть черный металл, различные виды стали – нержавеющая, оцинкованная или электротехническая сталь.
Метод основан на использовании механических приспособлений: ножниц, ножей для рубки металлического листа. Металлический лист размещают на рабочей поверхности гильотины. Закрепляют с помощью прижимной балки и выполняют операцию.
Уникальность метода состоит в том, что рубка (резка металла) происходит одномоментном ударом ножа по всей длине разрезаемой заготовки. В результате получается абсолютно ровный край без лишних кромок и заусенцев.
В промышленном производстве применяют три вида гильотин:
- электромеханические;
- гидравлические;
- пневматические.
На некоторых производствах сохранились ручные гильотинные ножницы, где режущий механизм включается нажимом на педаль.
К недостаткам можно отнести шум при работе механизма, ограничение по толщине заготовки, разность ширины у отрезанных частей.
Резка на дисковом станке
Основное достоинство данного оборудования простота эксплуатации, компактность, универсальность.
Роль режущего инструмента играет диск с зубьями, защищенный кожухом. Диск крепится на поверхности рабочего стола, приводится в действие электродвигателем.
Резка дисковой пилой характеризуется высоким качеством среза, возможностью раскроя под углом, высокой точностью обработки.
Агрегат продольной резки
— узкоспециализированное оборудование, которое эксплуатируется исключительно для продольного разделения металлической заготовки.
Процесс резания полностью автоматизирован. Оператор следит за процессом и управляет работой, находясь за специальным пультом.
Уникальность метода: возможность разделить листы на узкие элементы большой длины (ленты, полосы, штрипсы).
Общие недостатки, свойственные всем видам контактной резки можно сформулировать так:
- режется только по прямой линии или под углом;
- проблематично получить детали сложной конфигурации.
В современных технологиях находят применение новейшие способы разделения металла, в частности, криогенная (операция с использованием сверхзвукового потока жидкого азота).
Раскрой, резка металла — первичные заготовительные стадии обработки металлов и сплавов. Применение прямосторонних заготовок правильной формы, как конечного продукта металлообработки, ограничено. После раскроя механическими способами и газокислородной резкой детали передаются на механическую обработку. А вот используя термические операции лазерной и плазменной резки, можно получить детали, которые являются конечным продуктом. Это будут детали сложной конфигурации с прорезанными отверстиями, высечками и прочими элементами.
Критерии выбора инструмента
Не стоит забывать о том, что следует провести выбор ножовки по металлу в соответствии с рекомендациями, так как допущенные ошибки могут стать причиной приобретения низкокачественного изделия. Даже незначительные дефекты уменьшают эксплуатационный срок. Основные критерии выбора инструмента по металлу заключаются в нижеприведенных моментах:
Форма зуба выбирается в зависимости от наклона режущей кромочной детали. В большинстве случаев при производстве создается классическая форма, так как она является универсальным вариантом.
Довольно важным параметром назовем шаг расположения зубьев. Слишком большое количество приводит к уменьшению производительности и повышению качества среза. Многие производители указывают этот параметр как один из основных, показатель может варьировать в весьма широком диапазоне.
Длина полотна выбирается в зависимости от размеров заготовки, а также самого инструмента по металлу. Этот показатель варьирует в пределе от 300 до 700 мм
На момент выбора следует уделять внимание тому, чтобы на поверхности не было существенных дефектов. Даже после незначительного изгибания изделие должно восстанавливать свою форму.
Рукоятка выполняется в самых различных вариантах исполнения
Специалисты не рекомендуют отдавать предпочтение изделиям с полой рукояткой, так как она может быстро сломаться. На момент выбора рекомендуют взять изделие в руки, оно должно быть удобным. Рукоятка в последнее время изготавливается из двух материалов, за счет комбинирования обеспечивается длительный эксплуатационный срок. Рифление на поверхности снижает вероятность соскальзывания на момент эксплуатации.
Тип применяемого материала при изготовлении основной части. Чаще всего используется сплав, характеризующийся повышенной устойчивостью к воздействию влаги. За счет этого существенно увеличивается эксплуатационный срок.
Натяжение полотна может проводится самым различным образом. От особенностей применяемого механизма во многом зависит удобство применения устройства, а также срок службы используемого полотна.
При выборе также уделяется внимание функциональности. Как ранее было отмечено, некоторые механизмы позволяют проводить наклон полотна или изменение длины режущей части.
В заключение отметим, что ножовка по металлу является базовым инструментом. Даже после появления болгарки она пользуется большой популярностью, так как может прослужить в течение длительного периода и позволяет проводить обработку труднодоступных мест. Рекомендуется отдавать предпочтение продукции известных брендов, так как она прослужит в течение длительного периода.
Как правильно выбрать полотно для ножовки по металлу
Пильное оборудование в виде расходных материалов для ручных ножовок нужно выбирать, опираясь на такие показатели:
Тип инструмента. Ножовки по металлу бывают разными, поэтому перед тем, как купить ножовочное полотно, нужно измерить расстояние между фиксаторами корпуса инструмента. Если инструмент имеет опцию регулировки каркаса, тогда покупать можно любой длины гарнитуру
Прочность обрабатываемого материала — если планируется пиление мягких видов стали, как алюминий, медь, латунь и прочие, то нет необходимости покупать дорогие полотна, ведь с такими заготовками справятся углеродные устройства низкой твердости. В качестве основного материала, из которого изготавливается оснастка, является сталь типа Х6ВФ для отечественных и HCS для зарубежных. Если нужно разрезать более прочные материалы, как сталь, чугун и т.п., тогда применяется оснастка из быстрорежущих сталей
Толщина металла, который подлежит обработке, а также качество разрезаемого шва
Здесь внимание нужно обратить на TPI — количество зубьев на один дюйм. Здесь все просто — если необходимо получить качественный шов при распиливании тонких заготовок, то выбирать нужно оснастку, которая имеет величину TPI равную более 24
При этом продолжительность пиления материала увеличивается в несколько раз. Если качество реза не главное, а важней скорость достижения результата, тогда выбирать можно полотна с TPI менее 24 зубьев на дюйм. Чем больше зубьев на полотне, тем выше показатель TPI
Разводка зубьев — рассматриваемые устройства имеют соответствующее отклонение, которое влияет на скорость получения результата, а также толщину пропила. ГОСТ Р 53411-2009 регламентирует, что полотна выпускаются трех видов разводки: с отклонением по каждому зубу, через один зуб и по двум смежным через неразведенные звенья. Визуально выявить величину разводки звеньев практически невозможно. Для варианта разводки звеньев «по двум смежным через один» величина отклонения не превышает 0,15-0,25 мм. Для остальных случаев величина расхождения составляет от 0,6 до 0,9 мм. Измерить величину разводки можно при помощи электронного штангенциркуля, только при этом выявляемая величина будет в 2 раза больше, чем указано выше
Это основные параметры, которые нужно учитывать, чтобы выбрать грамотно механическое полотно под свой инструмент. Так как цена на устройство относительно невысокая, то можно купить набор устройств из разных материалов, и испытать их в действии. Поможет сделать правильный вывод при выборе полотен для ручной ножовки видео ниже.
Срок службы рассматриваемых устройств зависит от такого параметра, как тип покрытия. Наличие покрытие позволяет увеличить долговечность. Производители покрывают расходники для ручных пил химическими оскидными примесями, а также нитроэмалевым составом типа НЦ-25 и НЦ-132. Нитроэмалевое покрытие менее качественное, так как при увеличении нагрузки, возникают трещины.



Это интересно! Равномерность развода звеньев играет важную роль в процессе резки металла. Особенно это актуально для высококачественной продукции, равномерность разводки зубьев на которой должна быть не более 45% от параметров шага на длине 10 мм. Используя микрометр, можно произвести замер равновысокости зубцов, величина которых не должна быть более 0,1-0,15 мм.
Применение ножовки по металлу с высококачественным полотном актуально сегодня в следующих случаях:
- Когда предстоит распилить водопроводную трубу, которая находится под давлением, например, для врезки тройника. Пользоваться электроинструментом в таком случае опасно, поэтому в ход берется ручная пилка
- При резке пластиковых заготовок. Применение болгарки и прочих электроинструментов приведет к оплавлению материала, поэтому актуально использовать ручную ножовку
- Когда отсутствует электричество или работы выполняются вдали от электричества
Из этого перечня видно, что важно всегда иметь в арсенале не просто ножовку, но и сменные полотна для нее, что позволит воспользоваться соответствующей гарнитурой в зависимости от поставленной задачи
Описание полотна
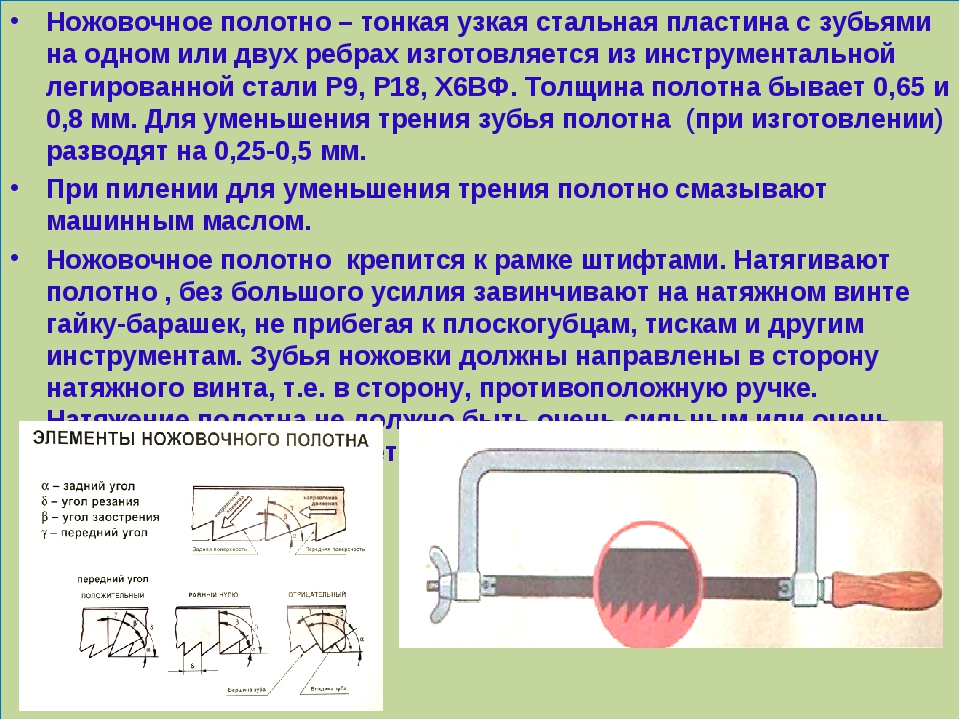
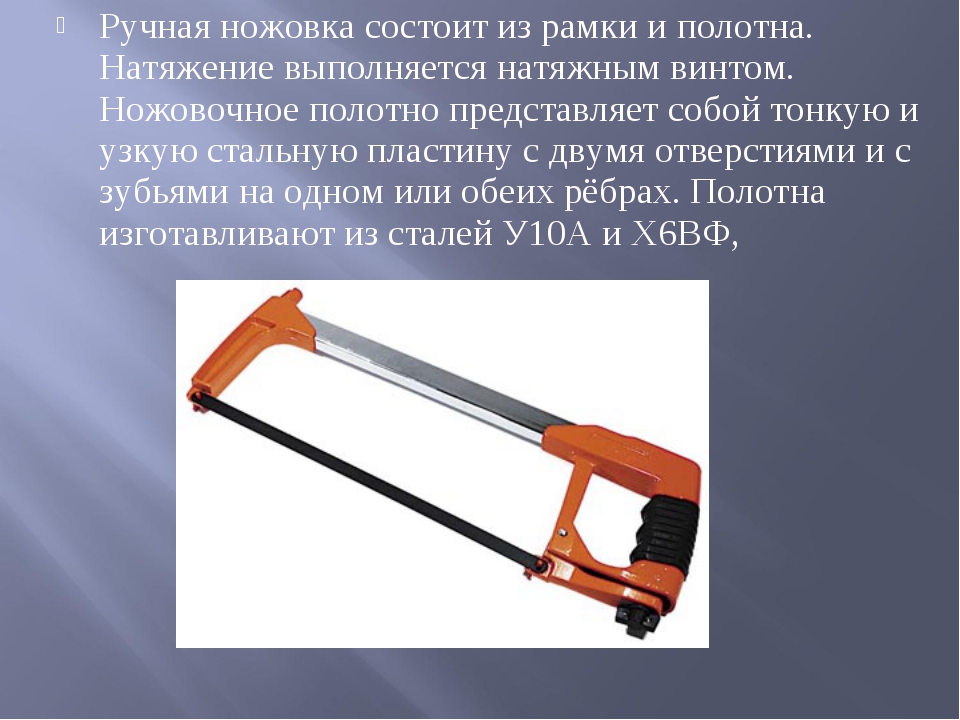
Стальная узкая тонкая пластина с двумя отверстия и зубцами на одном ребре. Бывает ручной и машинной в зависимости от назначения. Для изготовления данных элементов используются следующие стали:
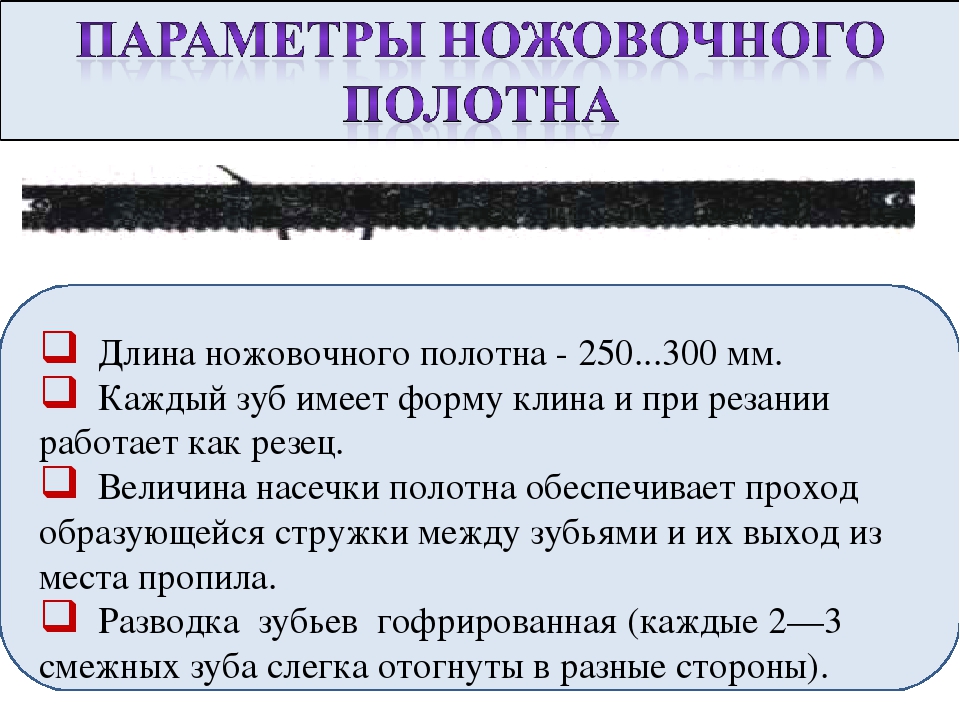
 Твердость материала должна составлять HRC 61−64. В рамку они вставляются зубьями вперед. Практически всегда используются для ручных ножовок длиной 250−300 мм, толщиной 0,65 и 0,8 мм, высотой 13 и 16 мм. Работа полотна различается в зависимости от условий работы резца, чем объясняется разность в значениях углов.
Твердость материала должна составлять HRC 61−64. В рамку они вставляются зубьями вперед. Практически всегда используются для ручных ножовок длиной 250−300 мм, толщиной 0,65 и 0,8 мм, высотой 13 и 16 мм. Работа полотна различается в зависимости от условий работы резца, чем объясняется разность в значениях углов.
При резке металлической заготовки большой ширины можно сделать длинные пропилы: каждый зубец снимает стружку, которая должна заполнить стружечное пространство, пока острие зубца не покинет пропил. Величина пространства зависит от шага S зуба, переднего (Y) и заднего (A) углов. В зависимости от твердости обрабатываемой заготовки передний угол полотна может быть нулевым, отрицательным или положительным. КПД резания ножовкой с полотном с нулевым углом ниже в сравнении с тем, чей угол больше 0°. Для разрезания материалов потверже используются элементы с большим углом заострения зубьев (они более износоустойчивые). Для разрезания мягких материалов данный показатель должен быть меньшим.
Количество зубьев
В большинстве случаев для резки металлов пользуются полотнами с шагом 1,3−1,6 мм, при длине 25 мм зубьев с таким будет 17−20. Чем толще обрабатываемый материал, тем зубья должны быть крупнее, и наоборот. Для разных металлов требуются полотна с таким числом зубов:
- Мягкие металлы — 16;
- Сталь закаленная средней твердости — 19;,
- Чугун, инстрyментальная cталь — 22;
- Полоcовая, угловая и твердая сталь — 22.
Ножовка 300 мм
 В процессе работы должны быть задействованы два-три зуба. Во избежание заедания полотна в металле зубцы разводят. Разводку выполняют так, чтобы ширина разреза, проделанного ножовкой, была чуть больше толщины полотна. Благодаря этому предотвращается заклинивание в разрезе полотна и облегчается работа.
В процессе работы должны быть задействованы два-три зуба. Во избежание заедания полотна в металле зубцы разводят. Разводку выполняют так, чтобы ширина разреза, проделанного ножовкой, была чуть больше толщины полотна. Благодаря этому предотвращается заклинивание в разрезе полотна и облегчается работа.
У полотен с шагом 0,8 мм (допустимо 1 мм) разводка зубьев должна быть волнистой, то есть каждые два смежных зуба отгибаются в противоположные стороны приблизительно на 0,25−0,6 мм. Рабочий элемент с шагом более 0,8 разводится по зубу (гофрированный развод), по два-три зуба при этом отводятся влево и вправо. При шаге среднем один зуб отводится влево, второй — не отводится, третий — отводится вправо. При крупном шаге один зуб отводится вправо, а другой — влево. Уместна разводка по зубу при шаге 1,6 и 1,25 мм. Разводка должна завершаться на расстоянии от торца не более 30 мм.
Как найти высококачественный инструмент
Для того, чтоб осознать, как высококачественный перед вами аппарат, нужно учесть такие параметры:
Длина рабочего полотна. Будет зависеть от величины заготовки.
Средняя длина рабочей части составляет от до мм.
Шаг зубчиков. Этот параметр отвечает за то, как жестким либо толстым должен быть требующий резки. К примеру, шаг 3,5 мм юзается для того, чтоб распиливать древесные мягенькие . Шаг в 5 мм юзается для работы с наиболее жесткими породами древесины.
При выборе ножовочного полотна непременно учитывайте качество покрытия. При плохом покрытии, эмаль может трескаться в процессе работы.
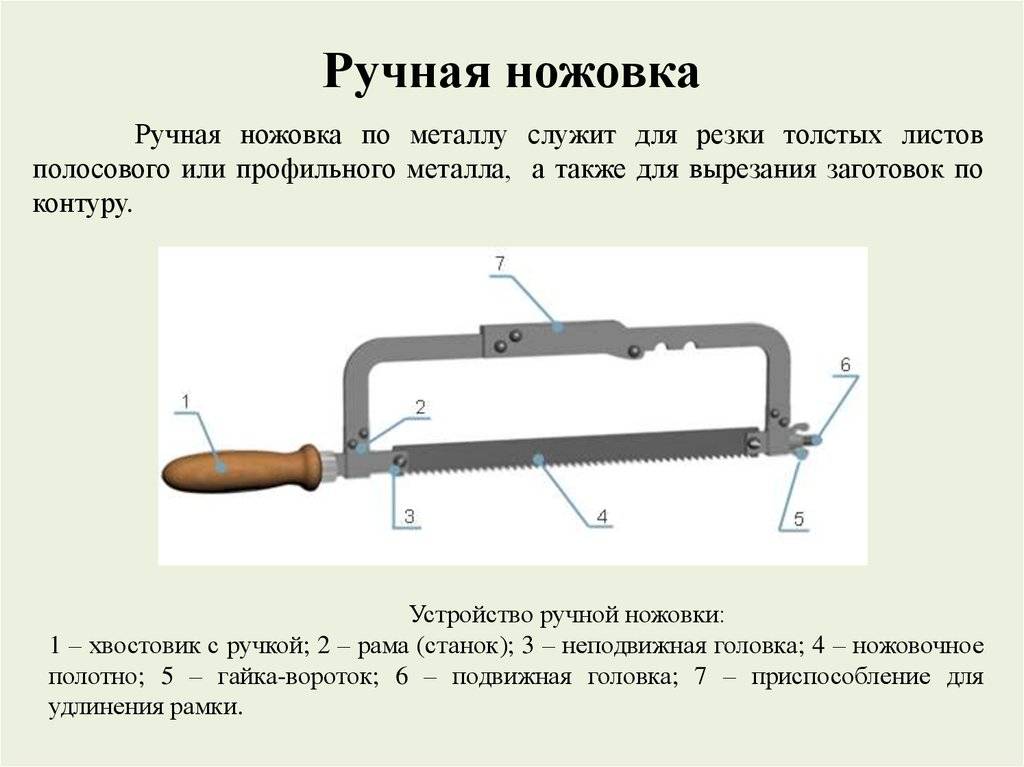
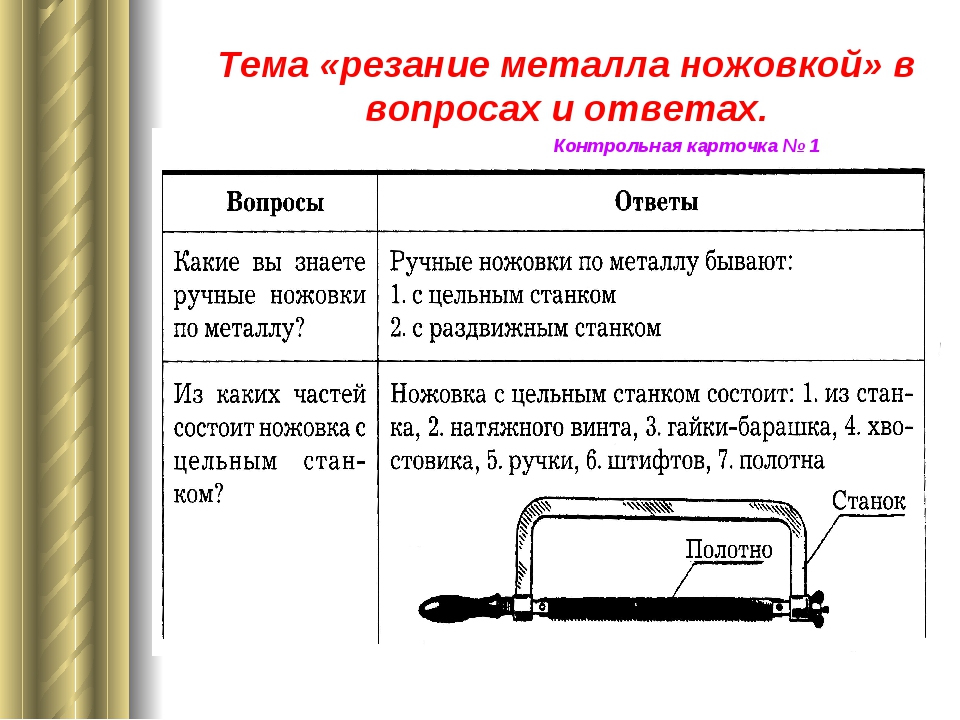
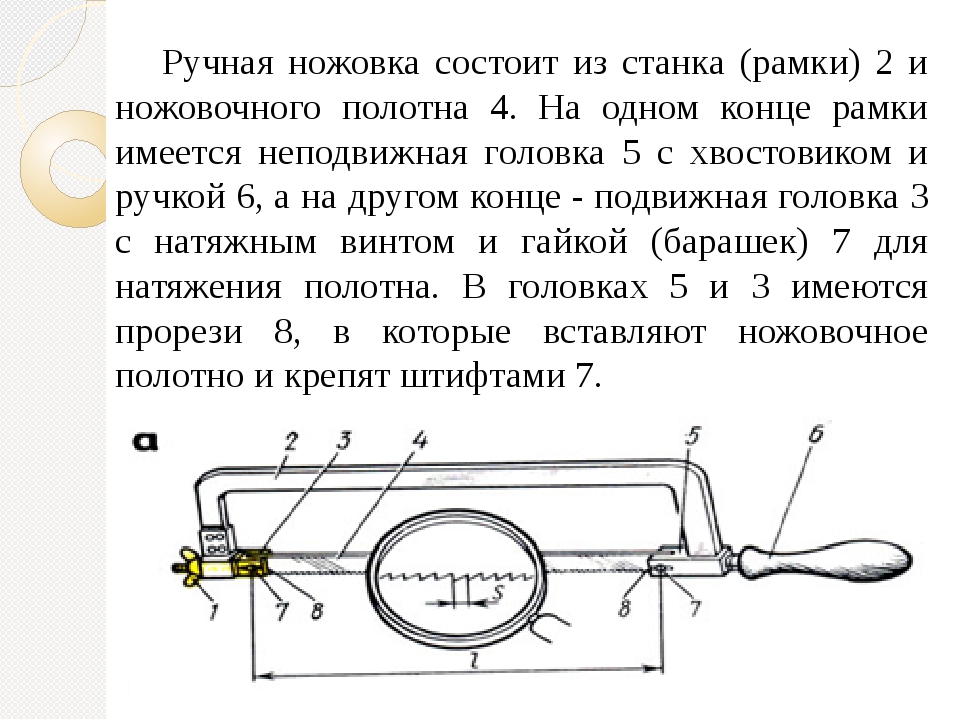
Конструкция изделия
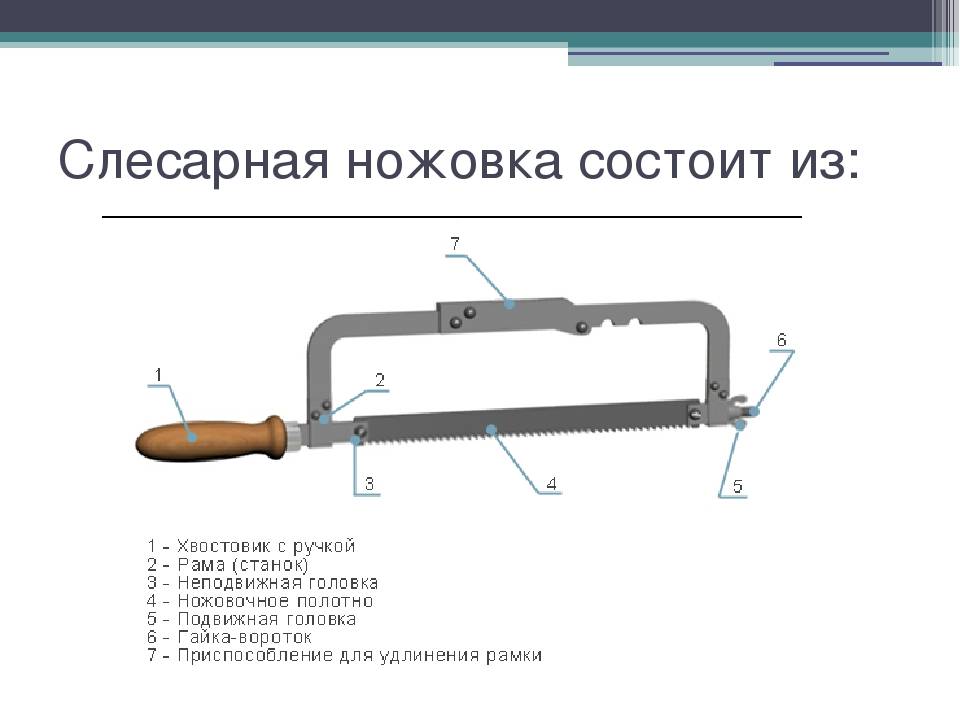
Конструктивное исполнение у данного инструмента практически одинаковое у всех моделей. Пила представляет собой С-образную дугу, между нижними краями которой закрепляется или натягивается полотно. Рабочей и основной частью этого инструмента выступает все то же ножовочное полотно по металлу, имеющее множество мелких зубьев.
Рукоятка — одна из трех основных деталей приспособления, играет значительную роль в плане удобства использования инструмента при длительной работе. Наиболее удачными в плане исполнения и комфорта применения считаются двухкомпонентные составные рукояти с резиновыми вставками.
Рама данного инструмента — это элемент, который предназначен для крепления полотна для ножовки по металлу. При производстве рамы могут использоваться разные материалы, однако от них зависит то, для какого типа работ будет использоваться пила. К примеру, если необходимо распиливать металлы высокой прочности, то лучше всего, чтобы рама была изготовлена из композитных материалов также высокой прочности.
Важно отметить, что конструкция рамы во многом определяет и условия работы. Если необходимо провести распиливание в труднодоступных местах, то лучше всего использовать раму с регулировкой угла наклона полотна или просто приобрести более короткий вариант приспособления. Полотно для ножовки по металлу представляет собой тонкую ленту, выполненную из твердого вида стали
Несмотря на то, что это единственная металлическая часть в конструкции пилы, она же является и самой уязвимой к поломке, так как толщина изделия очень мала
Полотно для ножовки по металлу представляет собой тонкую ленту, выполненную из твердого вида стали. Несмотря на то, что это единственная металлическая часть в конструкции пилы, она же является и самой уязвимой к поломке, так как толщина изделия очень мала
По этой причине при работе с данным инструментом очень важно следить за своими действиями
Неаккуратное и неосторожное обращение приведет к быстрой поломке хрупкого элемента конструкции
Само по себе стальное полотно по металлу, фото которого представлено ниже, не может распилить другие металлические детали.
Осуществление этого процесса становится возможным благодаря нанесению на кромку полотна мелких зубьев, имеющих клиновидную форму
Очень важно обращать свое внимание на закалку этих зубьев при выборе инструмента. Правильный подбор приведет к тому, что срок эксплуатации значительно повысится, как и эффективность распила нужных деталей. В настоящее время принято использовать полотна с мелкими зубьями для распила жестких металлических изделий, а крупные зубья предназначаются для работы с мягкими деталями
В настоящее время принято использовать полотна с мелкими зубьями для распила жестких металлических изделий, а крупные зубья предназначаются для работы с мягкими деталями
Сами же полотна могут быть выполнены из разных видов стали, однако лучше всего остановить свой выбор на биметаллических
Если таких найти не удалось, то можно обратить внимание на каленые полотна. Эти элементы пилы изготавливаются из никелированной нержавейки с зубьями
Стоит отметить, что крепиться полотно должно таким образом, чтобы зубья шли в противоположную сторону от рукояти
В настоящее время принято использовать полотна с мелкими зубьями для распила жестких металлических изделий, а крупные зубья предназначаются для работы с мягкими деталями. Сами же полотна могут быть выполнены из разных видов стали, однако лучше всего остановить свой выбор на биметаллических
Если таких найти не удалось, то можно обратить внимание на каленые полотна. Эти элементы пилы изготавливаются из никелированной нержавейки с зубьями
Стоит отметить, что крепиться полотно должно таким образом, чтобы зубья шли в противоположную сторону от рукояти.