
Свойства нержавейки
Нержавейка имеет низкий коэффициент проводимости тепла. Поэтому во время сварных работ требуется прогрев локальной области для формирования равномерного шва. Чтобы добиться требуемых технических характеристик, нужно на сварочном аппарате устанавливать токи большой величины.
Чтобы не допустить перегрева или окалин, требуется при стыковке деталей делать увеличенный зазор, чем в случае сваривания стальных заготовок. Шов воспринимает значительные деформационные нагрузки в процессе остывания, за счёт чего основные конструктивные элементы сохраняют геометрию.
Электрод для сварки со специально подобранным составом под конкретные сплавы позволяет избегать перегрева основного стержня. То есть сопротивление металлов примерно совпадает, за счёт чего процесс перегрева отсутствует.
Физико-химический состав
Как правило, такие типы электродов обладают достаточно богатым химическим составом, который включает в себя множество химических элементов, служащих для создания антикоррозионного эффекта, а также прочих полезных вещей. Естественно, что при выборе какими электродами варить нержавейку, следует учитывать, чтобы эти элементы обеспечивали нужные для эксплуатации свойства. На примере одной из марок видно, что может содержаться в высоколегированной стали:
|
Химический элемент |
Относительное содержание,% |
|
Углерод |
0,09 |
|
Марганец |
1,9 |
|
Кремний |
0,38 |
|
Никель |
12,8 |
|
Хром |
24,9 |
|
Сера |
0,011 |
|
Фосфор |
0,022 |
Технические характеристики
Механические свойства зависят от того, что именно входит в металл. Специалисты подбирают конкретную марку согласно тому, какими характеристиками будет обладать наплавленный металл. Марки электродов по нержавейки дают достаточно высокие параметры крепости, пластичности и температурной стойкости. Несмотря на то, что в каждом случае они будут отличаться, на примере одной из марок можно понять общую картину:
|
Технические характеристики |
Значение |
| Сопротивление временное, МПа |
610 |
| Удлинение относительное, % |
33 |
| Вязкость ударная, Дж/см2 |
150 |
| Предел текучести, МПа |
410 |
Обозначение и маркировка
На примере марке ОЗЛ 6 можно понять расшифровку. Это сварочные электроды, разработанные компанией «СпецЭлектрод». Они имеют основное покрытие и предназначенные для нержавеющих сталей.
Выбор
Подборка электродов для нержавеющей стали является очень ответственным процессом, так как здесь следует учитывать множество нюансов, чтобы добиться максимально качественного результата. Ведь здесь даже при стандартных условиях возникают сложности, но если сделать неправильный выбор, то все будет еще хуже. При выборе основной упор делается на состав. В марке должны содержаться такие же элементы, как и в основном металле. Тогда соединение будет иметь более высокое качество. На многих марках имеется обозначение, для каких именно сталей они предназначаются, что облегчает подбор.
Размер диаметра стержня также относится к важным параметрам. Чем толще основной метал, тем толще должны быть электроды. Величина их должна быть, примерно, одинаковой. Допускается разница в 0,5-1 мм, но это возможно только если толщина от 3 мм, так как тонкие листы нержавейки нужно сваривать очень аккуратно и превышение величины диаметра, а соответственно и сварочного тока, может привести к образованию дыр в месте соединения.
Электроды также должны быть достаточно длинными, чтобы вести шов без прерываний. В различных марках длина может варьироваться от 5 до 10 см, так что для создания длинных швов могут понадобиться изделия длиной 45 см. Но в большинстве случаев швы делаются короткими, так что тут не имеет большого значения длина. Не стоит забывать о покрытии. Его зачастую подбирают под стержень, но если предстоят нестандартные условия применения, то именно покрытие может повлиять на надежность проведения процесса.
Основные режимы и нюансы применения
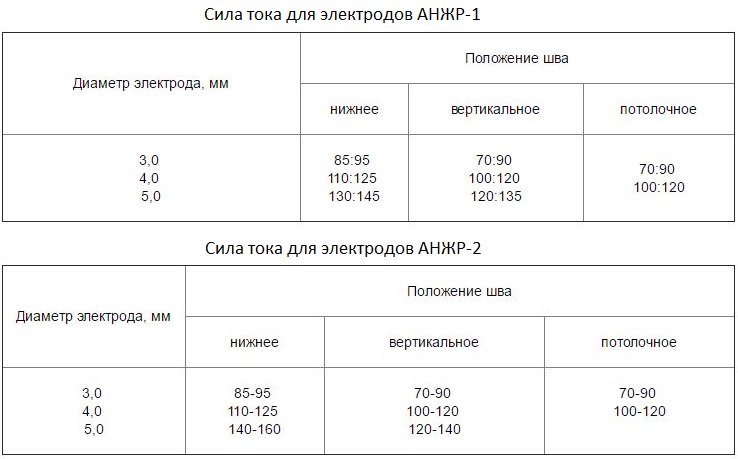
Одним из главных нюансов использования является высокая скорость плавления, которая превышает показатели стандартных стальных электродов. Это требует более быстрых и аккуратных движений. Также здесь низкая вязкость расплавленного металла, так что нужно выработать особую технику формирования валика шва, иначе получится бесформенная масса наплавленного металла. После окончания процесса шов нужно подогревать, чтобы у него не возникли холодные трещины. Для этого можно использовать газовую горелку или другие подогревающие инструменты с регулировкой температуры.
|
Диаметр, мм |
Нижнее, А |
Верхнее, А |
Потолочное, А |
|
2 |
30…50 |
||
|
2,5 |
40…60 |
||
|
3 |
50…100 |
50…60 |
50…60 |
|
4 |
90…150 |
100…120 |
100…120 |
|
5 |
120…180 |
120…150 |
Классификация сварочных электродов плавящегося типа
Перед началом работы электроды для сварки инвертором подбираются в соответствии с материалом свариваемых элементов. Поскольку металл, составляющий их основу, в процессе формирования шва заполняет пространство между деталями, для лучшего контакта с ними он должен иметь схожий компонентный состав и внутреннюю структуру. Поэтому существуют расходные материалы для сварки алюминия, меди, чугуна и прочих черных и цветных металлов.








Самое большое распространение в строительстве и промышленном производстве получили стальные электроды, разделяемые ГОСТ на несколько групп:
- для углеродистых и низколегированных сталей;
- для легированных сплавов;
- для термостойких легированных сталей;
- для высоколегированных сплавов;
- для наплавления добавочных наружных слоев со специальными свойствами.
Каждое изделие имеет в своей основе длинный цилиндрический сердечник, окруженный с боков наружной обмазкой. Она нужна для защиты зоны сварки от вредного контакта с кислородом воздуха. По соотношению диаметров наружной оболочки и металлической сердцевины различают изделия с тонким, средним, толстым и особо толстым покрытием. Выделяют покрытия четырех главных типов:
- основное;
- целлюлозное;
- рутиловое;
- кислое.
Иногда применяются обмазки смешанного состава. Рассмотрим подробнее каждый тип.
Что такое сварочный инвертор?
Сварка — процесс непростой и ответственный. Освоить это ремесло может при желании каждый, но если раньше для работы приходилось использовать сложное и громоздкое оборудование, то сейчас достаточно приобрести сварочный инвертор, намного упрощающий задачу. Это сравнительно небольшой прибор, имеющий намного меньший вес, чем любой другой сварочный аппарат. Таким образом удалось упростить и облегчить процесс сварки. Сейчас сварочный инвертор практически вытеснил с рынка стандартные сварочные аппараты.
Как же работает сварочный инвертор? Напряжение, поступающее от электросети, подается на так называемый выпрямитель, далее происходит преобразование постоянного тока в переменный за счет особого силового модуля. Но переменный ток имеет повышенную частоту. Он, в свою очередь, подается на сварочный трансформатор, и напряжение от него после выпрямления подается на очень устойчивую сварочную дугу.
Сварочный инвертор КАЛИБР СВИ-250 4600 Вт
Главные достоинства сварочного инвертора:
- сравнительно небольшой вес прибора;
- улучшение характеристик дуги;
- повышение КПД;
- возможность снизить количество брызг во время работ;
- можно использовать различные электроды;
- широкий диапазон регулировки тока;
- упрощенный поджиг электрода;
- можно получить более прочный и качественный шов;
- легче освоить ремесло сварщика;
- электроды почти не залипают при соприкосновении с деталью.
Минусы, конечно, тоже есть. Как минимум, это высокая стоимость оборудования (раза в три больше, чем у обычных трансформаторов)
Также инверторы важно регулярно чистить от пыли — не реже раза в год. Да и на морозе работать с ними не получится — приборы не любят холод
Также сетевой провод, необходимый для подключения устройства к электросети, не может превышать длину 2,5 м.
Полезные советы
Чтобы сварка деталей из нержавейки прошла без каких-либо трудностей, во время работы следует учитывать рекомендации от профессионалов:
- Если во время сварочных работ температура поднялась до отметки +500 градусов Цельсия и выше, то вполне возможно, что на месте будущего сварного шва появятся трещины кристаллизационного типа. Этого допускать нельзя, иначе соединение получится менее прочным и надежным.
- Во время сваривания деталей из нержавейки при температуре от +350 до +500 градусов Цельсия сплав становится менее пластичным, а это может сделать металл более хрупким.
- Для создания качественного сварного шва подготовленные к соединению детали из нержавейки обязательно нужно нагреть до температуры +1200 градусов, а затем охладить естественным путем. Остужать их нужно не менее 3 часов.
- Сварочный шов получается максимально прочным и надежным, когда сварка проходит за минимальный срок. Следует избегать длительного нагрева изделий из нержавейки. При использовании послойного способа сварки новый слой наносят, только когда предыдущий охладится до +100 градусов.
- Иногда перед нанесением основного слоя приходится прихватывать две заготовки. В этом случае нужно по возможности сделать так, чтобы зазор между ними был как можно меньше. Следует стремиться к тому, чтобы прихватки получились максимально длинными.
https://youtube.com/watch?v=Zngv3j_zH4g
Электроды для нержавейки – марки и виды
Электроды для сварки нержавейки – это огромный список марок. Наибольшее распространение среди сварщиков получили три марки это ЦЛ-11, ОЗЛ-6 и НЖ-13
ЦЛ-11

Эта марка электродов используется для соединения сталей, в которых большое содержание хрома и никеля. К примеру, стали марки 08Х18Н12Т или последняя буква «Б». Именно содержание этих двух металлов создают такое свойство стали, как высокая антикоррозийная стойкость. Поэтому к сварочному шву стальных заготовок этой марки предъявляются достаточно жесткие требования.
Для этого используется ручная сварка при температуре +450С с применением постоянного тока. Обмазка электрода состоит из фтористых компонентов и карбоната. Сварку можно проводить в любом положении кроме вертикального. Преимуществ у шва, сделанного этим электродом по нержавеющей стали много.
- Прочность шва.
- Его пластичность.
- Немалая ударная вязкость.
- Внутри шва не образуются процессы по кристаллизации коррозии.
- Шов получается аккуратным и ровным.
- В процессе проведения сварочных работ не присутствует разбрызгивание металла сварочного стержня.
ОЗЛ-6

Этот электрод для сварки нержавеющей стали используется в тех случаях, если соединяемая конструкция будет эксплуатироваться в условиях с высокой температурой – до 1000С. При этом все достоинства этой марки в точности совпадают с предыдущим видом. Сварку проводят только постоянным током.
НЖ-13
Электроды по нержавейке этой марки используются для соединения деталей из пищевой стали. Практика так же показала, что расходники данного типа прекрасно варят заготовки не только сплавов, где присутствуют хром и никель, но и с участием в сплаве молибдена.
И еще несколько популярных марок.
ЗИО-8 используется для соединения жаростойких нержавеющих сталей. Обмазка – основная, варить можно постоянным током, полярность – обратная. Способ сварки – любой (нижний, верхний, вертикальный).
ЭФ400/10У используется, когда надо сварить заготовки из нержавейки аустенитного класса. Обычно детали из такого металла используют в агрессивных средах жидкого типа, в которых температура поднимается до +350С.
НИИ-48Г. Это универсальный электрод, который применяется для сваривания ответственных конструкций из специальных и низколегированных сталей. Имеет основной вид покрытия. Режим сварки: ток – постоянный, полярность – обратная. Положение электрода – любое.
ОЛЗ-17У. Применяются для ручной электродуговой сварки нержавеющих сталей, которые работают в средах, где используется фосфорная или серная кислота. Варить можно в любых положениях, кроме вертикального сверху вниз. Ток – постоянный, полярность – обратная. Сварочный процесс этим электродом требователен к чистоте сварных кромок
Особое внимание свариванию деталей большой толщины, где необходимо проводить двустороннюю разделку сварных кромок.
ЭА. У этой марки достаточно широкий модельный ряд
Но практически все они рекомендованы для проведения сварки ответственных конструкций, которые собираются из легированных сталей высокой прочности. После использования электродов по нержавейке этой маркировки обработка шва не требуется. Сваривание необходимо проводить короткой дугой.
Большой популярностью среди профессионалов пользуются электроды для сварки нержавеющей стали от шведской компании ESAB.
- ОК 61.30 – универсальная модель, в которой углерод содержится в небольших количествах. Легкий поджиг (даже повторный), шов получается ровным, шлак отделяется от металла легко. Обмазка – рудно-кислая. Можно варить переменным током или постоянным (полярность – прямая). Пространственное положение электрода – любое, кроме сверху вниз.
- ОК 61.35 используется для сваривания ответственных конструкций, которые будут эксплуатироваться при перепаде температур от -196С до +400С. Часто его применяют для сварки трубопроводов разного назначения. Обмазка – основная. Ток – постоянный, полярность – прямая.
- ОК 67.45. Электрод двойного назначения. То есть, может использоваться для соединения нержавеющих сталей и применяться в процессе наплавки металлов с ограниченной свариваемостью. Проходит в качестве первого слоя, далее на полученный шов наплавляются металлы износостойкого типа. Шов из такого электрода прекрасно переносит трение и высокие температуры, легко поддается обработке.
- ОК 63.30 – это электрод общетехнического назначения, то есть универсальный. Используется для сварки почти всех марок нержавеющих сталей.
Особенности нержавеющей стали
В отличие от ряда других популярных металлов, нержавейка обладает рядом особенностей, которые могут проявиться при соединении элементов из этого металла
Всё это нужно обязательно принимать во внимание, приступая к изготовлению различных конструкций и изделий из этого материала. По сравнению со многими другими видами сталей, нержавейка обладает меньшей теплопроводностью
Из-за этого приходится тратить больше времени на прогрев зоны сварки или использовать для работы ток большей величины.
Во время сварки элементов достаточно большой толщины из нержавейки зазор между ними должен быть немного больше, чем при соединении элементов из других видов стали. Это единственный способ, позволяющий свести к минимуму количество микротрещин, которые могут появиться после проведения сварочных работ.
Во время соединения элементов из нержавейки путем их сваривания сварочные стержни нагреваются до очень высоких температур. Происходит это из-за того, что металл обладает высоким сопротивлением к сварочным процессам. Для уменьшения подобного проявления специалисты рекомендуют применять для сварки специальные электроды, предназначенные для нержавеющей стали.
Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.
Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.
В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока.
Электроды постоянного тока по нержавейке
Приступая к работе мастер должен решить какими электродами можно варить нержавейку. Сварочные материалы с обмазкой без особых проблем обеспечивают оптимальное качество соединения. Ручное сваривание осуществляется, как правило, постоянным напряжением обратной полярности. Поэтому используются нержавеющие электроды следующих марок:









Электроды ОЗЛ-8 предназначены для сварки конструкций, которые будут эксплуатироваться в условиях высоких температур – до 1000°С. При это достоинства данной марки во многом схожи с ЦЛ-11.
НЖ-13 успешно используются для сваривания деталей из пищевой стали. Расходники данной марки отлично сваривают сплавы, где присутствуют хром, никель и молибден. Главная отличительная особенность таких электродов – образование тонкого слоя шлаковой корки, которая отделяется самопроизвольно.
Электроды НИИ-48Г.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие.
Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
Классификация электродов специального назначения
Критериев для классификации расходников много, и в данном обзоре нет задачи излагать все возможные виды и классы. Нас с вами интересуют электроды по нержавейке для высоколегированных специальных сплавов. Вот где их место:
Электроды по назначению
- для низколегированных углеродистых сплавов, названия начинаются с буквы «У»;
- для легированных сталей с начальной буквой «Л»;
- для легированных теплоустойчивых сталей с буквой «Т»;
- для высоколегированных стальных сплавов с особыми свойствами с буквой «В»;
- для наплавки поверхностей с особыми свойствами, буква «Н».
Типы покрытия и стандарты маркировки.
Также для нас может быть интересна классификация электродов по типу покрытия (подробно о покрытиях см. ниже):
- А – кислые покрытия;
- Б – основные покрытия;
- Ц – целлюлозные;
- Р – рутиловые;
- смешанные и прочие виды покрытий.
Принципы маркировки у электродов по нержавейке довольно громоздкая. В данном обзоре нет задачи перечислять их полностью.
Важность применения специализированных электродов
Использовать электроды для нержавейки важно по следующим причинам:
- при повышенных температурах теряются антикоррозионные свойства, а состав обмазки позволяет их сохранить;
- в результате малого коэффициента расширения могут возникать внутренние напряжения или деформации внутри швов либо в соединяемых конструкциях;
- из-за низкой теплопроводности сложно равномерно прогревать металл.
От правильности выбора температурного режима полностью зависит, насколько сварной шов будет соответствовать необходимым техническим характеристикам. При прогреве сталь деформируется и велика вероятность появления межкристаллической коррозии. Специальные составы покрытий позволяют предотвратить такие негативные последствия.
Самые распространенные марки электродов и сфера их применения
Составить объективный рейтинг электродов для сварки инвертором невозможно, поскольку все они разрабатываются для различных металлов и условий применения
При этом принимается во внимание рекомендуемое рабочее положение стержня, характер покрытия, какой полярности постоянка или переменка нужна при выставлении настроек сварочного аппарата. Сильно влияют на выбор и индивидуальные предпочтения сварщика, складывающиеся в процессе многолетней работы
Мы представим наиболее распространенные в среде сварщиков марки, пользующиеся заслуженной популярностью не один год.
МП-3
Рутиловые электроды этой марки являются одними из самых распространенных и востребованных. Они разработаны для сварки углеродистых и низколегированных сталей с предельным усилием разрыва до 490 МПа. С их помощью можно варить инвертором детали размером до 2 см. Для этого используется источник переменного или постоянного тока обратной полярности с напряжением холостого хода не менее 50В.

- легкость розжига и исключительная устойчивость дуги;
- незначительное разбрызгивание стали;
- легкость создания сплошного и ровного шва, доступная даже новичку;
- простое отделение шлаковой корки;
- высокая производительность работы;
- минимальные требования к качеству подготовки кромок;
- возможность сварки при любом положении электрода.
- большое количество производителей изделий данной марки, среди которых встречаются и недобросовестные;
- строгий подход к условиям хранения, объясняемый резким ухудшением эксплуатационных параметров шва при намокании обмазки стержней.
ОЗС-12
Еще один представитель семейства рутиловых электродов, который хорошо подходит для сварки сталей с низким содержанием углерода. Отменная прочность шва с отсутствием посторонних включений и склонности к растрескиванию в широком диапазоне термических условий и внешних нагрузок востребована при изготовлении сложных конструкций на потенциально опасных объектах. Варить ими можно постоянным и переменным током, при этом потребляется минимально возможная мощность.

- превосходное качество шва;
- любое направление стержня в процессе сварки;
- моментальный розжиг и устойчивая дуга;
- возможность сварки минимальными токами;
- легкость очистки шва от шлаков;
- низкая стоимость.
- повышенная восприимчивость к влаге, что требует обязательной прокалки электродов перед работой при 150оС в течение часа;
- необходимость тщательной зачистки области сварного соединения перед началом работы.
ОЗЧ-2
Электроды с кислой обмазкой, рассчитанные на сварку заготовок из серого и ковкого чугуна и устранения дефектов литья. На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.
- сложная технология производства работ;
- приходится выдерживать расходную партию в муфельной печи течение часа при температуре 190-210оС.
УОНИ 13/55
Лучшие электроды для сварки инвертором самых сложных и качественных изделий из углеродистой и низколегированной стали имеют основной тип покрытия.
Неразъемное соединение превосходно выдерживает значительные нагрузки и может использоваться в широком интервале температур.

- однородность шва, обеспечивающая применение изделий этой марки при изготовлении ответственных трубопроводов и нагружаемых строительных конструкций;
- простое удаление шлака;
- высокая производительность работы;
- экономичный расход электродов;
- широкий диапазон возможных пространственных положений стержня;
- приемлемая стоимость.
- сложность повторного розжига;
- необходимость привыкания к достаточно сложному режиму поддержания дуги.
ОЗЛ-8
Эти электроды с обмазкой основного типа применяются для работы по нержавейке. При этом материал шва превосходно переносит влияние химически активных сред и не боится высоких механических нагрузок. Сварку ведут в произвольном положении постоянным током обратной полярности.








Совет! Для исключения растрескивания материала его охлаждение должно производиться в плавном режиме.
Такие электроды используются при изготовлении, монтаже и ремонте аппаратов и трубопроводов в пищевой, химической и нефтехимической промышленности. Полученные с их помощью швы выдерживают экстремальные температуры и повышенное давление.
- высокое качество шва;
- широкий диапазон применения;
- устойчивая дуга;
- простой режим сварки в любых положениях;
- минимальное количество шлака и легкость его удаления;
- доступная цена для изделий своего класса.
- необходимость предварительной прокалки электродов при 300оС;
- повышенный расход материала.
Заключение
Грамотный подбор расходных материалов позволит выполнить работы с высоким качеством, не опасаясь нарушений целостности шва.
Сварщик 6-го разряда Федоренко Александр Александрович Опыт работы 20 лет: «Работаю с нержавеющей сталью около 15 лет. Из них 10 лет пользовался только продукцией отечественного производства, типа ЦЛ и ОЗЛ. Но когда нам привезли шведские электроды ЕСАБ, я понял, как много потерял. При выполнении некоторых работ наша продукция может составить конкуренцию, однако в подавляющем большинстве случае шведы выигрывают, по причине длинной линейки продукции на все случаи жизни».