
Преимущества и недостатки
К основным преимуществам электродов ЦЧ-4 относят:
- возможность сварки чугуна, что не удается многим другим маркам;
- доступность на рынке;
- правильно подобранный состав, который подходит для многих видов чугуна;
- стабильное горение дуги и возможность использования не только в нижнем, но и в угловом положении.
Явных недостатков у данной марки нет. Электроды ЦЧ-4 не убирают все проблемы, которые имеются при сварке чугуна, и требуют точного соблюдения технических характеристик, чтобы достичь требуемого результата. Ими не рекомендуется проводить потолочную и вертикальную сварку, что также можно считать недостатком.
Технические характеристики
Характеристики электродов ЦЧ-4 нужно всегда учитывать при выборе подходящих параметров для сварки, так как они применяются для сложных соединений. Основные выглядят следующим образом:
- наличие защиты от перегрева – отсутствует;
- диаметр электрода – 3-5 мм;
- длина – 35 см;
- покрытие – основное;
- вес пачки – 0,8-1 кг;
- количество электродов – около 30 шт.
| Диаметр, мм | Нижнее положение |
| 3 | 65…80 А |
| 4 | 90…120 А |
| 5 | 130…150 А |
Соотношение химических элементов в составе наплавленного шва, %
| Углерод | Сера | Марганец | Ванадий | Сера | Фосфор |
| не выше | |||||
| 0,5–0,9 | 0,8–1,2 | 0,4–1 | 2,3–3,2 | 0,03 | 0,035 |
Свойства созданного шва (типичные)
| Временное сопротивление на разрыв | Твердость |
| 480–510 Н/мм2 | НВ 160–190 |
| Производительность наплавления (при использовании 4 мм электродов), грамм в минуту | Выход шва, % | Расход материалов на 1 кг полученного шва, кг |
| 18 | 115,0 | 1,8 |
| Режим предварительного прогрева электродов перед началом работ | 350 °С | 1 час |
Если сравнивать с другими марками электродов, которые не предназначены для работы с чугуном, выделяется повышенный расход материала для наплавки нужного количества металла. Если сравнивать с электродами для чугуна других марок, разница становится не столь существенной.

Рекомендуемая сила тока при плавке электродами ЦЧ-4
Технологические особенности и правила применения
Новички могут столкнуться с тем, что качество полученных соединений далекое от желаемого. Это связано с тем, что они не знают, как варить электродами ЦЧ-4. Здесь есть ряд особенностей, которые требуется учитывать при работе. Несмотря на то, что чугунные изделия обладают высоким качеством и надежностью при низкой стоимости, соединять их оказывается достаточно сложно. У металла низкий коэффициент пластичности, что влечет за собой существенную разницу в подходе при сварке.
Все это определяется слабым коэффициентом пластичности металла и присутствием свободного графита в матрице кристаллов. Для работы с электродами ЦЧ-4 требуется постоянный ток обратной полярности. С их помощью можно проводить многослойную сварку, если соблюдать ограничения по положениям. Во время сварки валики нужно создавать диаметром не более 3,5 см. Перед началом работы над следующим слоем не нужно давать шву остыть полностью. Достаточно только охлаждения до 60 градусов Цельсия. Для высокопрочного чугуна требуется увеличить это значение до 110 градусов Цельсия.
Чтобы улучшить качество соединения, необходимо предварительно прогреть необработанные кромки основного металла до температуры 650 градусов. Желательно это делать около 1 часа, особенно для толстых видов металла. После этого можно провести дополнительные процедуры по разделке кромок. При соединении поверхность должна остывать не сразу, а в течение определенного времени. Лучшим решением являются специальные печи, которые применяются для остывания. Если в наличии нет таких печей и прочих установок, можно обойтись обыкновенным теплоизоляционным материалом, которым требуется обернуть место соединения.
Электроды марки ЦЧ-4 не рекомендуется просушивать более двух раз, так как это грозит осыпанием покрытия. Лучше просто брать необходимое количество изделий с минимальным запасом. В то же время не стоит пренебрегать тем, что расходные материалы нужно прогревать. В особенности это касается случаев, когда кромки основного металла хорошо прогреты. Если будет большая разница между температурой электрода и свариваемых деталей, возникнет риск повышенного разбрызгивания металла, что при большом расходе данной марки становится серьезным экономическим недостатком.
Заключение
Не так много электродов, которые могут обеспечить соединение чугуна. Несмотря на все ограничения по пространственному положению и наличию высокого расхода материала для создания шва, при соблюдении всех правил работы эта марка отлично подходит для своих целей. Она является относительно недорогой и ее можно встретить во многих местах продаж. Электроды подходят для промышленного и домашнего использования, хотя в частной сфере применяются редко.
Типы чугунных электродов
Все существующие электроды для сварки чугуна делятся в зависимости от:
- Вида сварки: горячая или холодная.
- От марки чугуна: серого, ковкого или высокопрочного.
- Толщины свариваемых деталей.
- Технологического процесса.
- Требований к качественным показателям сварного шва.
Сварка холодным способом
Для сваривания чугуна холодной технологией необходимо использовать электроды, в состав которых входят такие металлы, как медь и никель. Медь не растворяется в чугуне, поэтому шов получается однородным. Никель, наоборот, хорошо растворяется в железе, но при этом не взаимодействует с углеродом. Следствие – ровный шов без трещин и пор, хорошо поддающийся обработке.
Эта разновидность электродов для чугуна делится на три подвида, в каждом из которых свои марки.
- МНЧ-2. Состоит из железа, никеля и меди. Может использоваться дополнительно для плавки и заварки литья. Варит все виды чугунов при обратной полярности. Шов из такого электрода легко поддается механической обработке, после которой стык обеспечивается высокой чистотой поверхности и прекрасной плотностью заполненного пространства. Рекомендуется использовать эти электроды, когда соединяются заготовки, работающие в агрессивных средах.
- ОЗЧ-6 и ОЗЧ-2. Это железо и медь. ОЗЧ-6 используется, когда надо сварить тонкие детали из серого или ковкого чугуна. В них используется основная обмазка, сварка производится постоянным током, полярность обратная. ОЗЧ-2 – все то же самое, что и у предыдущей марки, только обмазка у них кислая.
- ОЗЧ-3 и 4, ОЗЖН-1 и 2. Это железо и никель или только никель. ОЗЧ-3 используется, если предъявляются повышенные требования к обрабатываемой чугунной заготовке. Варить такими электродами можно серый или высокопрочный чугун. ОЗЧ-4 используют для соединения или ремонта деталей, которые подвергаются большим ударным нагрузкам или работают в зонах истирания. У них основная обмазка, как и у ОЗЧ-3. ОЗЖН-1 или 2 – это стандартная марка, подходящая под сварку серого и высокопрочного чугуна. Рекомендуется сварку этими электродами проводить в нижнем или вертикальном положении.
Есть еще несколько марок сварочных электродов по чугуну. Это электрод ОК92.18. Применяют его при сварке не очень толстых заготовок (максимум три слоя) с предварительным нагревом металла. Чаще всего используют при ремонтных работах, когда необходимо заварить трещины. Варит ковкий и высокопрочный чугун, как на переменном, так и на постоянном токе. Стержень на никелевой основе. Обмазка – основная с большим содержанием углерода, поэтому варить чугуны, в которых в большом процентном содержании находятся сера или фосфор запрещается.
ЦЧ-4 используют для сварки деталей из чугуна и стали. Одна из самых распространенных марок. Чугун в этом случае может быть и ковким, и высокопрочным, и серым. Можно сварку проводить и с предварительным нагревом, можно без такового. Ток сварки постоянный, при высоких токах можно использовать переменный. Положение сварки – нижнее.
Ficast NiFe K – это марка относится к третьей подгруппе, используется, когда появляется необходимость приварить стальную заготовку к чугунной (серый или ковкий). С его помощью можно варит швы в любых положениях. Получается достаточно прочный стык без трещин, который легко поддается обработке.
ZELLER 855 обладает всеми характеристиками, что и предыдущий электрод. Правда, им можно варить загрязненные детали, кромки с ржавчиной, с масляными пятнами и так далее.
Виды стержней
Электроды по чугуну маркировка в первую очередь зависит от материала изготовления стержня. Это может быть:
- Сварочная проволока из углеродистой стали;
- Проволока из легированных сталей;
- Прутки из чугуна;
- Медная проволока (или из сплавов меди).
Стержни из стали покрываются особым составом, обязательно содержащим ферросилиций. Использование этой присадки для обмазки электрода позволяет получить сварочный шов из серого чугуна. Обычно с помощью таких электродов сваривают несложные детали, не испытывающие при эксплуатации серьезные нагрузки. Такие электроды нередко используются для сварки чугуна в домашних условиях. Перед выполнением такой сварки лучше ознакомиться с обучающим видео, дающим представление о нюансах процесса. Опытный специалист получит плотный надежный и с такими электродами.
Электроды из стальной проволоки маркируются как Св-08 и Св08А. Также используются электроды марок:
- ЭМЧС — стержни с сердечником из низкоуглеродистой стали, чье многослойное покрытие одновременно выполняет несколько функций: образует газ, защищает зону сварки, легирует металл, формирует шлак. С применением таких электродов отпадает необходимость предварительного нагрева чугунных деталей. Между тем эти электроды могут использоваться только для соединения деталей толщиной не более 10 мм.
- ЦЧ-4 — самые распространенные электроды для соединения чугунных деталей. Покрытие их содержит в составе компоненты, активно вступающие в химическую реакцию с углеродом, что ведет к образованию карбидных соединений, которые не растворяются в железе.
- МНЧ-1 — электроды со стержнем из монель-металла, который представляет сплав меди (25−30%) и никеля (60−70%). Сварочный шов из такого металла имеет повышенную устойчивость к образованию трещин и хорошую обрабатываемость. Эти электроды способствуют графитизации металла шва и сокращают количество в нем растворенного углерода, благодаря чему минимизируется риск формирования отбеливания, то есть цементитной структуры.
- Электроды с чугунными стержнями выпускаются с покрытием двух типов. Первый представляет смесь карборунда (55%) и углекислого бария (24%), соединяющиеся с жидким стеклом. Второй тип изготовлен из компонентов графитообразующей группы.
https://youtube.com/watch?v=AoRkP_DqEKs








Еще электроды делают из стержней комбинированного типа. Это могут быть:
- Стержни из меди и сплава железа, в качестве покрытия для них используют специальную смесь УОНИ-13, которая соединена с железным порошком;
- Стержни из одного-двух медных прутков, которые соединены в пучок со стальной проволокой;
- Медные, имеющие жестяную оплетку.
Выбирая стержни, учитывайте характеристики металла деталей, геометрические их характеристики и требования, предъявляемые к готовым соединениям. В процессе электросварки соблюдайте положенные требования и выполняйте положенные для выполнения сварочных работ правила безопасности.
Сварочные электроды МОНОЛИТ ЦЧ-4
ВИД ПОКРЫТИЯ– основное
| ТУ У 28.7-34142621-006:2012 | Гост 9466 | ЦЧ-4 |
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
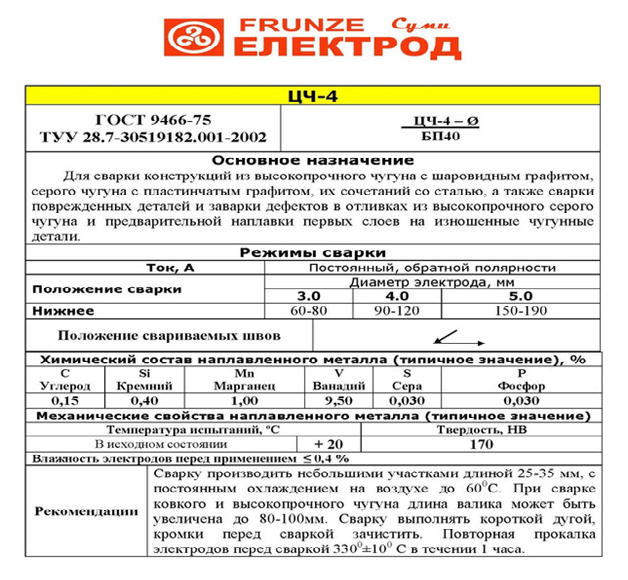
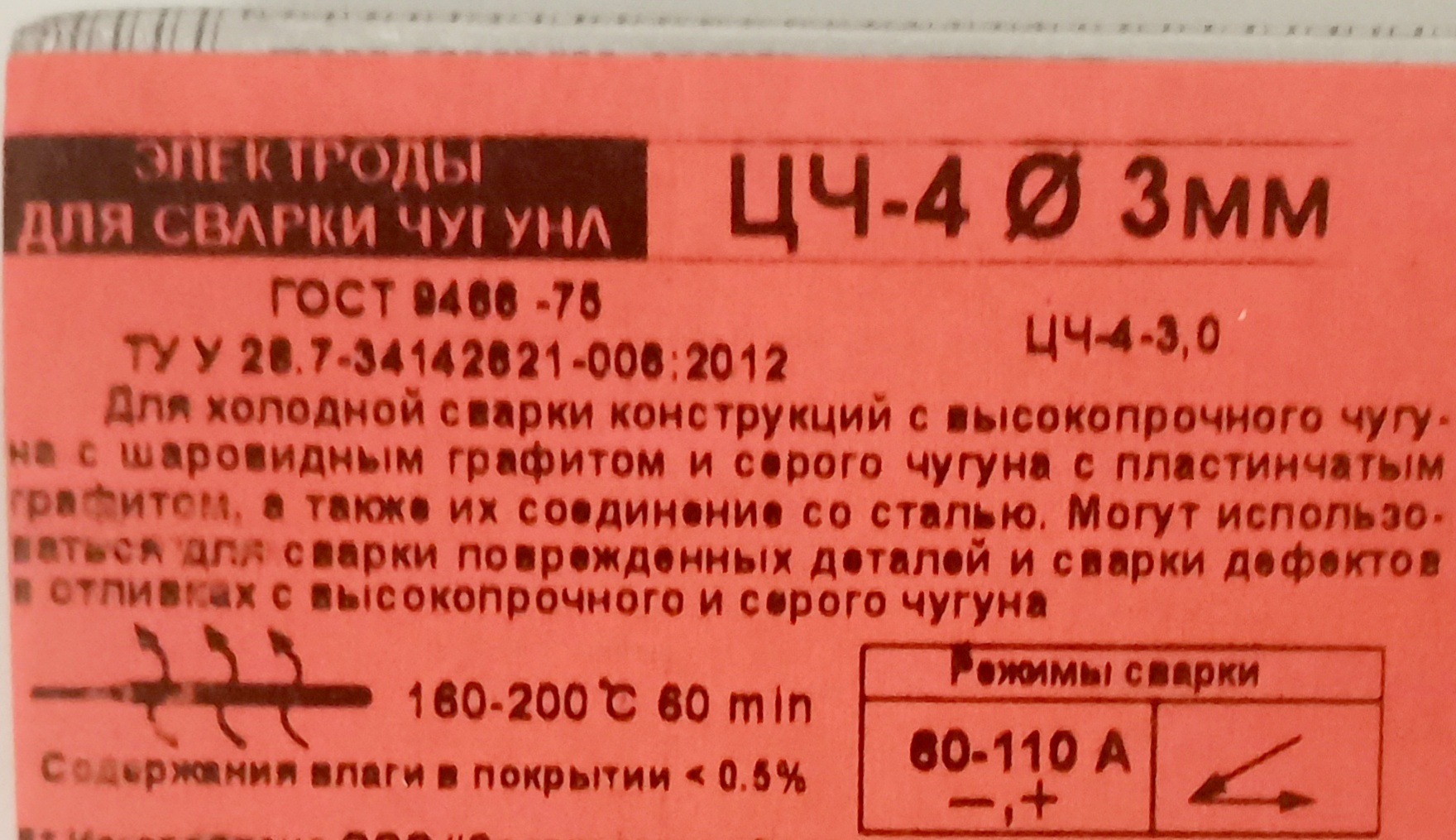
Электроды покрытые металлические марки ЦЧ-4 для ручной дуговой сварки и наплавки чугуна с основным покрытием, что предназначены для холодной сварки конструкций с высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также их соединение со сталью. Электроды ЦЧ-4 могут использоваться для сварки поврежденных деталей и сварки дефектов в отливках с высокопрочного и серого чугуна и предварительной наплавки первых одного-двух слоев на изношенных чугунных деталях под последующую наплавку специальными электродами.
Условия применения
Коэффициент наплавки 10,0 г/Ач. Расход электродов на 1 кг наплавленного металла — 1,8 кг.
При высоком напряжении (более 60 В) холостого хода трансформатора и короткой длинесварочных кабелей возможно сварки переменным током. Варить только на чистых, обезжиренных и не ржавых поверхностях (перед сваркой шлифовать место соединения). Сварку проводять короткими валиками длиной (25-30) мм с охлаждением каждого валика на воздухе до 60°С и проковкой каждого участка шва легкими ударами молотка. При сваривании ковкого и высокопрочного чугуна длина валика может быть увеличена до (80-100) мм.
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА, %
| Si | Mn | V | C | P | S |
| 0,10-0,80 | 0,5-2,5 | 8,5-10,5 | не более | ||
| 0,25 | 0,04 | 0,07 |
ОСОБЫЕ СВОЙСТВА
Электроды ЦЧ-4 обладают хорошими сварочно-технологическими свойствами: легким зажиганием дуги и стабильным горением, малыми потерями металла от разбрызгивания, хорошим формированием металла шва при сварке в нижнем положении. В металл шва сваренный электродами ЦЧ-4 вводится сильный карбидообразователь — ванадий. Образующиеся карбиды данного элемента, не растворяются в железе и имеют форму мелкодисперсных нетвердых включений. Металлическая основа при этом оказывается обезуглероженной и достаточно пластичной. После сварки возможна обработка режущим инструментом.
РЕЖИМЫ СВАРКИ
| Положение шва в пространстве | Сила сварочного тока, А, для электрода диаметром, мм | ||
| 3,0 | 4,0 | 5,0 | |
| Нижнее | 70-85 | 100-130 | 140-16 |
Сварку проводить постоянным током обратной полярности «+» на электроде.
УПАКОВОЧНЫЕ ДАННЫЕ
| Диаметр, мм | Длина, мм | Количество электродов в пачке, шт. | Вес пачки, кг |
| 3,0 | 350 | 30-31 | 0,8 |
| 4,0 | 450 | 11 | 1 |
АНАЛОГИ
| Производитель | Марка электродов |
| ESAB | ОК 91.00 |
ПРОКАЛКА ПЕРЕД СВАРКОЙ
В случае увлажнения прокалка (160-200)°С — 60 мин.
ПОЛОЖЕНИЕ ШВОВ ПРИ СВАРКЕ
СЕРТИФИКАЦИЯ
- Сертификат соответствия системе сертификации УкрСЕПРО
- Сертификат соответствия государственным стандартам Республики Беларусь (СтБ)
- Государственный стандарт Российской Федерации (ГОСТ Р)
- Система менеджмента качества
Электроды по чугуну ЦЧ-4, 3 мм уп. 1кг. МОНОЛИТ
8(4742)70-38-858(4742)70-38-378(4742)40-00-20
- Главная
- Каталог
- О нас
- Контакты
Электроды покрытые металлические марки ЦЧ-4 для ручной дуговой сварки и наплавки чугуна с основным покрытием, что предназначены для холодной сварки конструкций с высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также их соединение со сталью. Электроды ЦЧ-4 могут использоваться для сварки поврежденных деталей и сварки дефектов в отливках с высокопрочного и серого чугуна и предварительной наплавки первых одного-двух слоев на изношенных чугунных деталях под последующую наплавку специальными электродами.
Электроды ЦЧ-4 обладают хорошими сварочно-технологическими свойствами: легким возбуждением и стабильным горением дуги, малыми потерями металла от разбрызгивания, хорошим формированием металла шва при сварке в нижнем положении. В металл шва сваренный электродами ЦЧ-4 вводится сильный карбидообразователь — ванадий. Образующиеся карбиды данного элемента, не растворяются в железе и имеют форму мелкодисперсных нетвердых включений. Металлическая основа при этом оказывается обезуглероженной и достаточно пластичной. После сварки возможна обработка режущим инструментом.
Параметры сварки электродами МОНОЛИТ ЦЧ-4
- Коэффициент наплавки 10,0 г/А ч.
- Расход электродов на 1 кг наплавленного металла 1,8 кг.
Прокалка перед сваркой: При нормальных условиях хранения не требуют прокалки перед сваркой. В случае увлажнения прокалка перед сваркой: 160−200°С 60 мин.










Положение электродов МОНОЛИТ ЦЧ-4 при сварке
При высоком напряжении (более 60 В) холостого хода трансформатора и короткой длине сварочных кабелей возможно сварки переменным током. Варить только на чистых, не масленых и не ржавых поверхностях (перед сваркой шлифовать место соединения).Сварку проводять короткими валиками длиной (25−35) мм с охлаждением каждого валика на воздухе до 60 °C и проковкой каждого участка шва легкими ударами молотка. При сваривании ковкого и высокопрочного чугуна длина валика может быть увеличена до (80−100) мм.
Варить только на чистых, не масленых и не ржавых поверхностях (перед сваркой шлифовать место соединения).Сварку проводять короткими валиками длиной (25−35) мм с охлаждением каждого валика на воздухе до 60 °C и проковкой каждого участка шва легкими ударами молотка. При сваривании ковкого и высокопрочного чугуна длина валика может быть увеличена до (80−100) мм.
Есть вопрос? Оставьте телефон.Мы вам поможем.
ООО «Спец-Эль» (далее ООО «Спец-Эль» или Администрация) обязуется сохранять Вашу конфиденциальность в сети Интернет. Настоящая Политика Конфиденциальности, рассказывает о том, как собираются, обрабатываются и хранятся Ваши личные данные
Администрация уделяет большое внимание защите личной информации пользователей
Пользуясь сайтом ООО «Спец-Эль», пользователь тем самым дает согласие на применение правил сбора и использования данных, изложенных в настоящем документе.
Если Вы не согласны с условиями нашей политики конфиденциальности, не используйте сайт ООО «Спец-Эль»!
Собираемая информация
Администрация сайта может собирать следующую информацию о пользователях сайта:
- Фамилия, Имя, Отчество
- Адрес электронной почты
- Номер телефона
- Прочая информация
Раскрытие информации
Администрация не продает личные данные пользователя и не передает их третьим лицам без согласия на то пользователя.
Передача данных третьим лицам возможна, если это требуется органам спецслужб или если это требует законодательство.
Прочая информация
Дети любых возрастов могут беспрепятственно пользоваться данным сайтом.
Как сварить чугун в домашних условиях
Проведение ремонта чугунных деталей в условиях домашней мастерской возможно при соблюдении следующего порядка действия. Получения качественного результата возможно при наличии определённых навыков проведения сварочных работ. Порядок действий заключается в следующем:
- подготовительный этап (выбор сварочного аппарата, необходимых электродов, подготовка рабочего места);
- аккуратная разделка дефектного места, на котором будет производиться сварка;
- установка требуемого режима сварочного аппарата;
- соблюдение техники безопасности в процессе проведения работ.
Каждый из этих этапов требует тщательного подхода, и соблюдения существующих правил. Всё в этой операции можно сделать своими руками. В различной литературе и на специализированных площадках Интернет предлагается большое количество схем и вариантов самостоятельной сборки сварочных аппаратов. Даже электроды можно приобрести готовые, а можно изготовить своими руками. Например, предлагается вариант изготовления электродов, в котором за основу (стержень) изготавливают из медной проволоки и наносят на его поверхность соответствующую обмазку.
Преимущества элементов
Электроды марки ЦЧ-4 обладают рядом функциональных достоинств, среди которых можно выделить следующие:
- Позволяют сваривать предметы/конструкции из чугуна, а также воедино — из чугуна и стали, что невозможно с помощью многих других марок электродов.
- Для них характерны упрощенное зажигание и стабильное горение сварочной дуги, результатом чего является равномерное прочное соединение свариваемых деталей.
- Химический состав подобран таким образом, чтобы можно было работать с чугунами разных видов.
- Универсальны. Их в равной степени эффективно применяют как в нижнем, так и в угловом положении, как при холодной сварке (без нагревания), так и для горячего вида сварки (при температурах выше 250°C).
- Прекрасно устраняют дефекты и отлично справляются с подготовительным наплавлением на деталях от 1-го до 2-го слоя.
- В процессе сваривания металл формируется в шве практически без разбрызгивания металла.
- Доступны для покупки.
При правильной эксплуатации эти электроды гарантируют прочное сварное соединение с ровным и долговечным швом. Причем они подходят как для промышленного использования, так и для применения в домашних условиях.
Характерные черты и свойства чугуна
Этот металлический сплав обладает такими свойствами:
- Физические свойства: удельный вес, действительная усадка, коэффициент линейного расширения. Например, содержание углерода в чугуне напрямую влияет на его удельный вес.
- Тепловые свойства. Теплопроводность обычно рассчитывают по правилу смещения. Для твердого состояния металла объемная теплоемкость составляет 1 кал/см3*оС. Если металл находится в жидком состоянии, то она примерно равна 1,5 кал/см3*оС.
- Механические свойства. Примечательно, что на эти свойства влияет как сама основа, так и форма и размеры графита. Серый чугун с перлитной основой является наиболее прочным, а с ферритной — самым пластичным. Пластинчатая форма графита характеризуется максимальным снижением прочности, в то время как у шаровидной формы это снижение минимально.
- Гидродинамические свойства. Наличие в составе марганца и серы влияет на вязкость материала. Также она имеет свойство увеличиваться, когда температура сплава переходит точку начала затвердевания.
- Технологические свойства. Этому металлу характерны отличные литейные качества, а также стойкость к износу и вибрации.
- Химические свойства. По мере убывания электродного потенциала структурные составляющие сплава располагаются в следующем порядке: цементит — фосфидная эвтектика — феррит.
На свойства сплава также оказывают влияние специальные примеси:
- Добавление серы значительно уменьшает текучесть и снижает тугоплавкость.
- Фосфор позволяет изготовить изделия разнообразной формы, но при этом уменьшает его прочность.
- Добавление кремния уменьшает температуру плавления материала, а также заметно улучшает литейные свойства. Содержание кремния в различном процентном соотношении дает возможность получить сплавы разного цвета: от ферритного до чисто белого.
- Присутствие в сплаве марганца значительно повышает твердость и прочность материала, но при этом ухудшаются его литейные и технологические качества.
- Кроме этих примесей в состав сплава могут также входить иные компоненты. В таком случае материалы называют легированными. Чаще всего к чугуну примешиваются титан, алюминий, хром, медь и никель.
Чугун — электроды и сварка со сталью

Мне предстоит ремонт коробки УАЗика и в перспективе — блока тракторного двигателя. В связи с чем вопрос: каковы особенности сварки чугуна?
Пример шва по чугуну
Указанный Вами сплав — довольно непростой материал, т.к. содержит от 2.14 до 6% углерода (все что ниже 2,14% именуется сталью). Высокое содержание углерода отрицательно влияет на его свариваемость. Как способ плавления, лучше всего подходит ручная дуговая (ММА), либо полуавтоматическая сварка (MIG-MAG). Консультируйтесь при выборе инвертора со специалистами магазина, они помогут выбрать правильный вариант.
Теперь, собственно, про особенности чугуна:
• он обладает высокой теплопроводностью – соответственно, очень быстро отдает переданное ему тепло. Быстрое охлаждение приводит к возникновению закалочных участков в зоне шва и образованию белого чугуна склонного к охрупчиванию.• Отсутствие пластичности создает внутреннюю сверхнапряженнность в структуре• Углерод интенсивно сгорает при нагреве и плавлении с выделением монооксида углерода, способствующего развитию пор и раковин.
• Окисел чугуна очень тугоплавкий
Электроды по чугуну
Для РДС (ММА) используют следующие:
• чугунные сейчас редко встречаются. Могут быть очень большого диаметра от 6 до 15 мм. Рекомендуется применять электроды с минимальным диаметром и на малых токах.• на медной основе,• на никелевой основе



• стальные.
Применение стальных электродов
Для чугуна – хуже не придумаешь. Целесообразно, если ремонтируются небольшие дефекты и не планируется дальнейшая мех.обработка. Из-за процесса отбеливания шов становится податливым и хрупким. Применяют электроды ЦЧ-4 стержень которых составлен из чистого Fe или УОНИИ-13/45 , которые используются для заварки «черных » и малолегированных сталей
Наилучшие же характеристики показывают электроды на основе никеля (электроды ESAB ОК 92.18, ОК 92.58 ). Ими осуществляют холодную сварку чугуна (см. ниже), но рекомендуется незначительный подогрев до 40 градусов. Полученный шов обладает хорошими прочностными характеристиками и обрабатывается резцом или фрезой без ограничений
Электродами на медной основе варится чугун хорошо, но прочностные свойства шва и околошовной зоны вы не получите, связано это с тем, что Cu и Fe не взаимодействуют друг с другом до растворения Cu.
Для полуавтоматической сварки
применяют стальную, никелевую и кремний-бронзовые проволоки в сочетании с защитным газом или его смесями.
Различают горячую и холодную сварку
• При горячая сварке чугун подогревают до температуры от 250 до 650 градусов с последующей плавлением на малых токах. Перегрев и большие токи могут привести к растрескиванию. После сварочной операции чугун медленно охлаждают. Для этого его можно поместить в песок или накрыть теплоизоляционным материалом.
• Холодная сварка для чугуна производится без подогрева, но нужно делать швы как можно короче, необходимо, чтобы они остывали постепенно.
Читайте Ремонт чугунных изделий сваркой. Из опыта Уралмашзавода.
Шлифмашинка Макита от брызг
Сварщик может столкнуться с «обилием» брызг. В таком случае должна помощь зачистка на глубину более 0,5мм. Дело в том, что при изготовлении песчано-глинистой формы, в которую отливают чугун, используются не только песок и глина, а еще и связующие компоненты, среди которых и канифоль. При нагреве возможно попадание этих примесей в поверхностный слой, и они «газят» при нагреве. Используйте шлифмашинку Макита с зачистным или обдирочным кругом для удаления поверхностного слоя.
Сварка чугуна и стали
Здравствуйте, делаю забор с фундаментом в виде ленты. Через каждые 2,5 метра – металлические решетки, которые будут между каменными столбиками. Для армирования каменных столбиков нашлись чугунные канализационные трубы. Решетки в столбиках будут крепиться с помощью стальных полосок. Вопрос: как приварить сталь к чугуну?
Обычно, перед сваркой стальную и чугунную заготовку подогревают до температуры 600 градусов. Предварительный подогрев позволяет получать сплошные герметичные сварные соединения в один проход.Но если, как в вашем случае, предварительный подогрев в печи невозможен, то технология меняется. Сварку забора осуществляйте валиками длиной не более 25 мм.