
Экструдеры для полиэтилена
Все плёнки, изготовленные из полимерных материалов, производятся компаниями исключительно с использованием способа экструзии. Для производства подобной продукции применяется выдувной экструдер. У оборудования, используемого для производства стрейч-пленки, формовочный узел может иметь вид узкой щели. При применении такого оборудования на выходе получается однослойная пленка, которая имеет необходимые параметры толщины и ширины.
В отдельных моделях могут использоваться круглые щелевые фильеры большого диаметра. При использовании мини-экструдеров можно получить пленку с шириной рукава до 300 мм и с параметром толщины 600 мкм. Такие устройства обладают компактными размерами, что обеспечивает возможность их установки даже в небольшом по площади помещении.
Что делает машинист-оператор экструдера
Современные машины оснащены всеми датчиками, регулирующими оптимальные условия для производства высококачественной пленки. Задача оператора, с другой стороны, заключается в правильной установке всех параметров и их поддержании на протяжении всего процесса. Конкретные условия зависят от типа производимого материала, но есть несколько критериев, которые являются наиболее важными. Они будут описаны ниже.
Контроль температуры
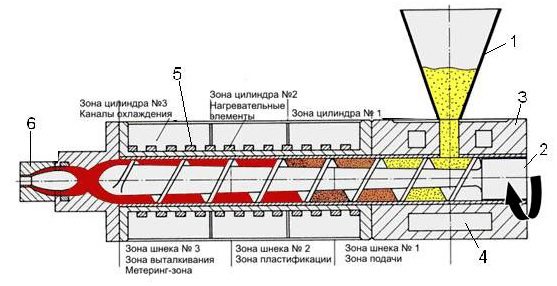
Оператор должен контролировать процесс преобразования гранул в готовый расплавленный материал. Сюда входит надзор за работой тепловой автоматики. Система должна обеспечить поддержание правильной температуры как в каждой из рабочих зон экструдера, так и в его компонентах, наиболее важными из которых являются головка экструдера и сопла. Каждая зона имеет свое собственное устройство для точной настройки работы машины и получения наилучшего качества с точки зрения однородности, формы и других характеристик материала. Для получения наилучших результатов необходим опыт и ответственность оператора, который может следить за показаниями приборов и корректировать их.
Регулировка вращения шнека
Шнек является важной частью функционирования экструдера. Она играет особенно важную роль, когда машина является частью экструзионной линии, предназначенной для производства труб или гибкой упаковки
Барьерные винты повышают производительность и улучшают качество конечного продукта. Их функция заключается в отделении исходного сырья от готового сплава.
Это достигается путем разделения шнека на две зоны с помощью дополнительного шнека, встроенного в шнек. В начале линии потока гранул больше места для гранул, ближе к концу канал, содержащий расплавленный полимер, увеличивается в объеме, а для нерасплавленного материала остается меньше места. Таким образом, две фракции не пересекаются, а плавно перетекают друг в друга.
В зависимости от производственного процесса винты могут иметь различный диаметр и скорость вращения. Оператор управляет последним посредством работы частотных преобразователей. Чем выше скорость, тем выше производительность экструдера. Однако этот параметр должен быть тщательно отрегулирован, чтобы не ухудшить качество продукта. В современном оборудовании преобразователи частоты позволяют быстро переключаться с низких скоростей на высокие и наоборот, без промежуточных этапов.
Изменение диаметра и формы
Однородный расплавленный материал, который является основой будущего изделия, проходит через специальные отверстия. Они придают ему желаемую форму, например, кольца. Оператор должен установить диаметр кольца, которое придает расплавленному материалу форму трубы нужных размеров. Форма может быть изменена путем подачи сжатого воздуха. Например, расплавленный материал можно раздувать дальше или направлять в зазор между подъемными валиками, которые расплющивают материал и укладывают его на дно машины в виде рукава.
Полученный материал может быть разрезан с одной или обеих сторон с помощью фальцевальных устройств. С помощью специальных ножей полученный продукт после сушки можно разрезать на мелкие кусочки.
Экструзионные линии
В промышленных условиях экструдер является одним из основных компонентов всей экструзионной линии, которая помимо него включает ряд других установок и механизмов:
- Система подготовки и подачи сырья — иногда полуфабрикаты необходимо предварительно высушить и откалибровать перед подачей в загрузочный бункер.
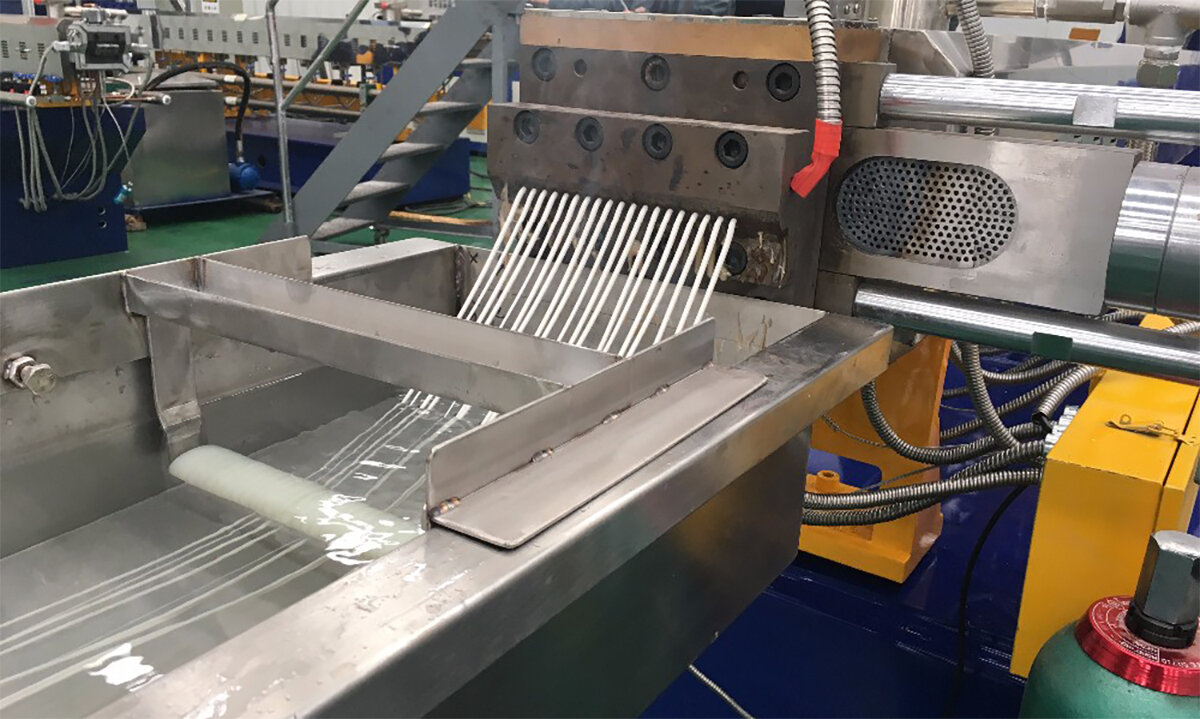
- Система охлаждения — устанавливается на выходе из экструдера для ускорения полимеризации продукта. Она может быть различных типов, например, в виде системы воздушного охлаждения или охлаждающей ванны.
- Механизмы, используемые для протягивания готового профиля через станок.
- Системы маркировки и ламинирования с различными принципами работы.
- Механизмы намотки и резки, придающие изделиям необходимую форму для хранения и транспортировки.
Для автоматизации процесса непрерывного производства могут использоваться и другие механизмы и технологическое оборудование.
Каким должно быть помещение для производства пластиковых изделий
Не нужно слишком много мудрить с постройкой данного помещения. Оно должно лишь отвечать всем стандартным нормам и содержать привычные для этого дела приборы.
Стоимость машин обычно небольшая, да и за территорию платить особо не нужно. Для того чтобы завод содержал все требуемые коммуникации в нужных количествах, можно построить здание размером в 50–200 квадратных метров, это не очень много. Но вот есть один нюанс: склад может занять очень большую территорию. Несмотря на то, что изделия из пластмассы имеют маленький вес, размеры их довольно большие.
Не стоит забывать о людях, которые могут пострадать от производства пластмасс. При поиске участка для постройки, лучше избегать спальных районов.
Любые гранулированные материалы лучше всего держать в помещениях с пониженной влажность воздуха и теплой температурой. Ведь именно этот фактор влияет на качество будущих изделий.
Чтобы не возникало проблем с законом, нужно обязательно получить разрешение у нескольких инстанций:
- санэпидемстанция;
- районное или местное правительство;
- госнадзор;
- пожарная инспекция;
- газовая инспекция;
- электрики.
Если у вас достаточно средств и знаний, сооружение и начало процесса производства пластмассовых изделий займет не более трех месяцев.
Оборудование для производства изделий из пластика
Для изготовления изделий из различных видов пластмасс используются готовые технологические линии или отдельные станки.
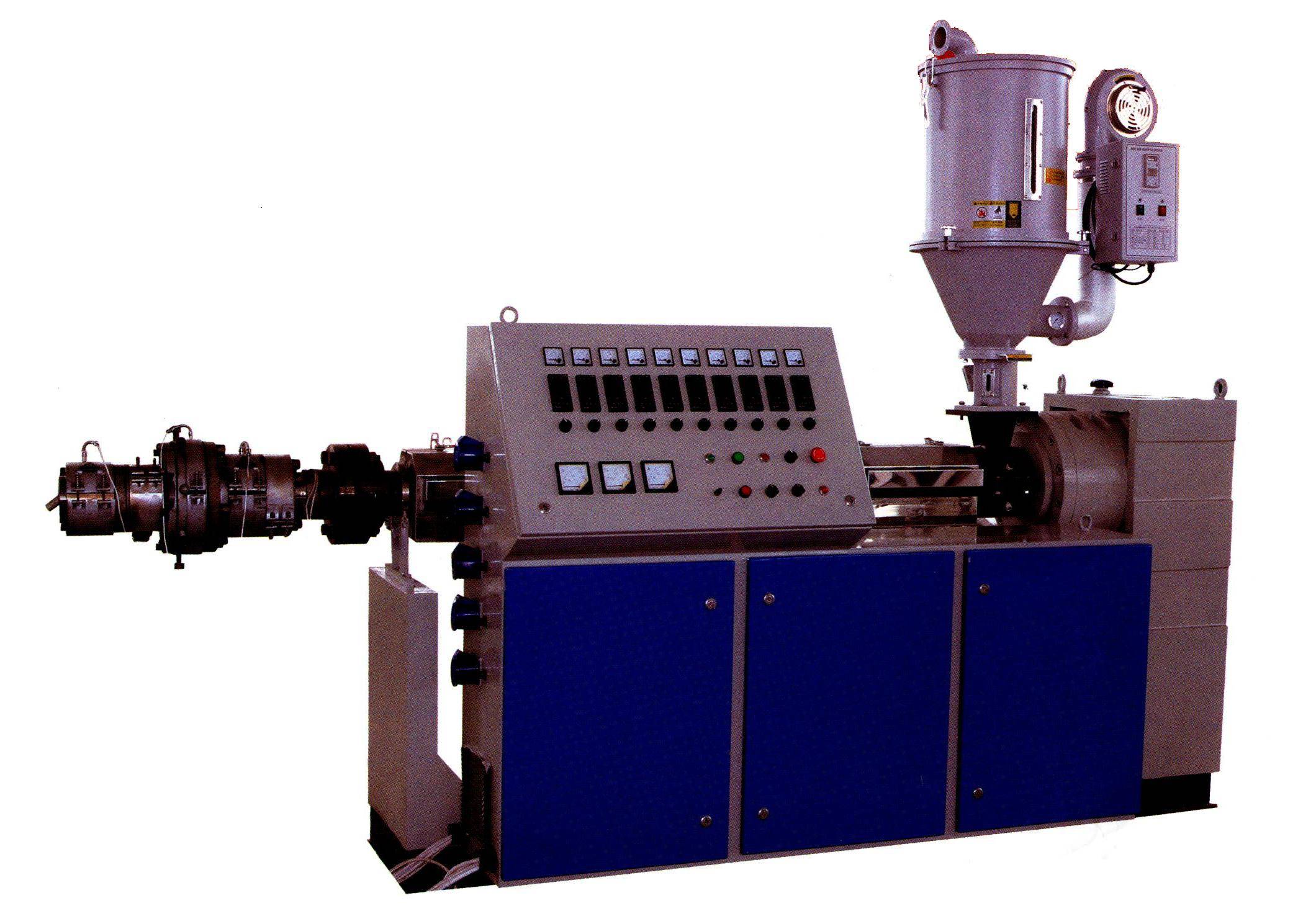
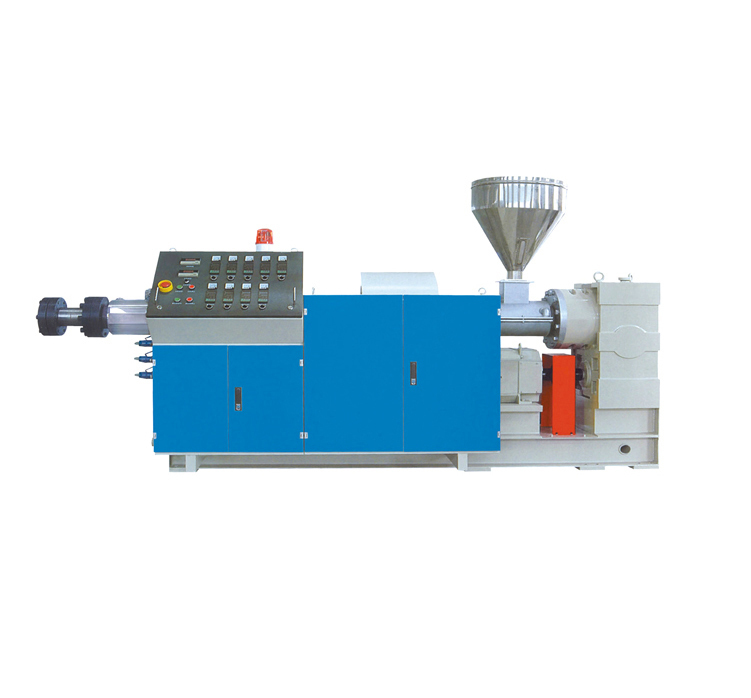
Экструдеры
Большая группа станков, на которых производят: рукавные и листовые пленки, оконные профили, трубы, полимерный лист, пластиковый шифер, вспененные профили.
Плоскощелевая установка включает следующий набор элементов:
- экструдер с системой фильтрации;
- пневмозагрузчики;
- головка раздувочная с охладителем;
- калибровочный механизм;
- тянущее устройство и поворотные горизонтальные штанги;
- модуль плоской укладки;
- намотчик.
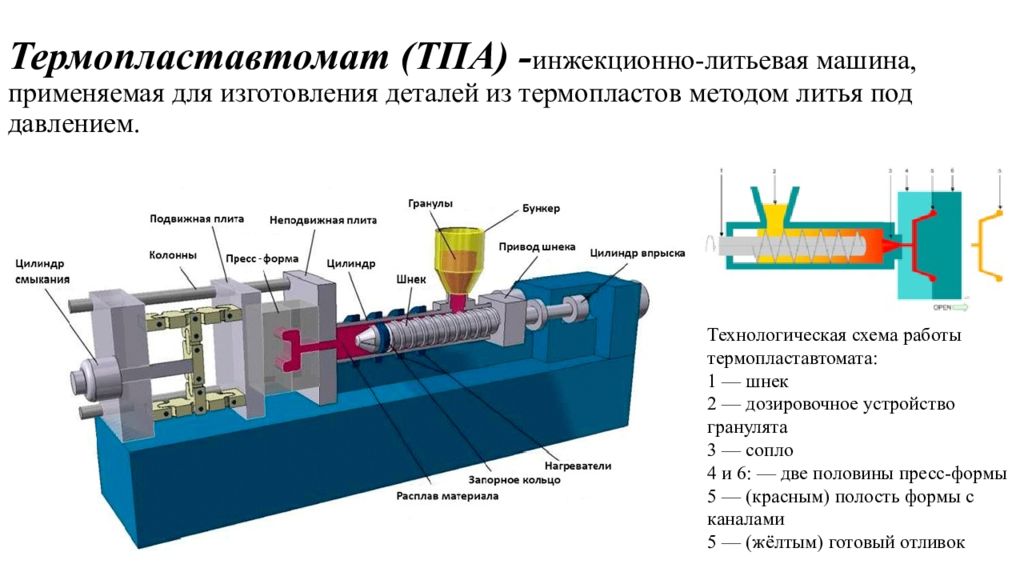
Термопластавтоматы
Станки для литья пластмасс под давлением. Подготовленная масса заливается в формы и охлаждается, получается готовое штучное изделие. 75% всех пластиковых изделий на планете выпущено на таких станках. Технология позволяет создавать продукцию сложных форм, точно соответствующую необходимым размерам, армированную, полую, изделия из нескольких цветов пластика, гибридные, из вспененного материала и другие. Литьевая машина может работать с любыми видами пластмасс.
Конструкция станка содержит:
- модуль подготовки материала;
- модуль закрывания и открывания форм;
- привод;
- блок автоматического управления.
Оборудование для литья пластмасс под давлением дорого и содержит множество инновационных решений. По конструкции литьевые аппараты делятся на:
- двух- и одночервячные, червячно-поршневые и поршневые;
- с одним или несколькими узлами пластикации;
- с раздельной или совмещенной пластикацией;
- по количеству узлов смыкания форм: однопозиционные или многопозиционные;
- электрические, гидромеханические, электромеханические.
Выдувные машины
Используются для производства полых емкостей с тонкими стенками, например, канистр, бочек, бутылок емкостью до 5 тысяч литров. Выдувной аппарат подогревает материал и формует его методом выдувания. Нередко выдувной метод комбинируется с литьем под давлением в едином инжекционно-выдувном станке. Таким способом производят ПЭТ-тару.
Экструзионно-выдувные станки
Объединяют технологии выдува и экструзии, поэтому могут производить более широкий ассортимент продукции, чем выдувные машины: баки топлива, бампера, поддоны, сиденья, ведра, бочки, игрушки, бутылки для кетчупа и молока, флаконы для косметических средств. Все процессы контролируются микропроцессором. Станки классифицируются:
- по типу головок;
- по количеству постов;
- по количеству ручьев.
Устройство машины включает:
- экструдер, в котором сырье превращается в мягкую однородную массу;
- экструзионная головка располагается на выходе из экструдера, через нее проходит масса. Головка может быть много- или одноручьевой, угловой или прямоточной. Проходящая через экструзионную головку масса формирует рукав или трубную заготовку;
- выдувная часть это основной узел машины, здесь подается сжатый воздух (через иглу, ниппель или дорн), форма подводится и смыкается, заготовка охлаждается, форма раскрывается и извлекается изделие. Здесь же прочищается сварной шов.
Экструзионно-выдувной станок комплектуется компрессором и охладителем.
Термоформовочные станки
Это оборудование для изготовления продукции из пленки, подаваемой непрерывно. Толщина и состав пленки может быть различным. Основная продукция — пластиковые и бумажные продуктовые одноразовые контейнеры, стаканы.
Принцип работы термоформовочного станка: материал нагревается до 140 градусов по Цельсию, из рулона выдувается изделие. Обычно на производстве используется пленка толщиной от 100 микрометров.



Термоформовочные станки могут быть ленточным, ротационным, револьверным, много- или однопозиционным. Кроме формования, на ленточном станке изделия вырубаются и укупориваются. Револьверные и ротационные более подходят для формовки. Управляется процесс автоматически, вручную или полуавтоматически.
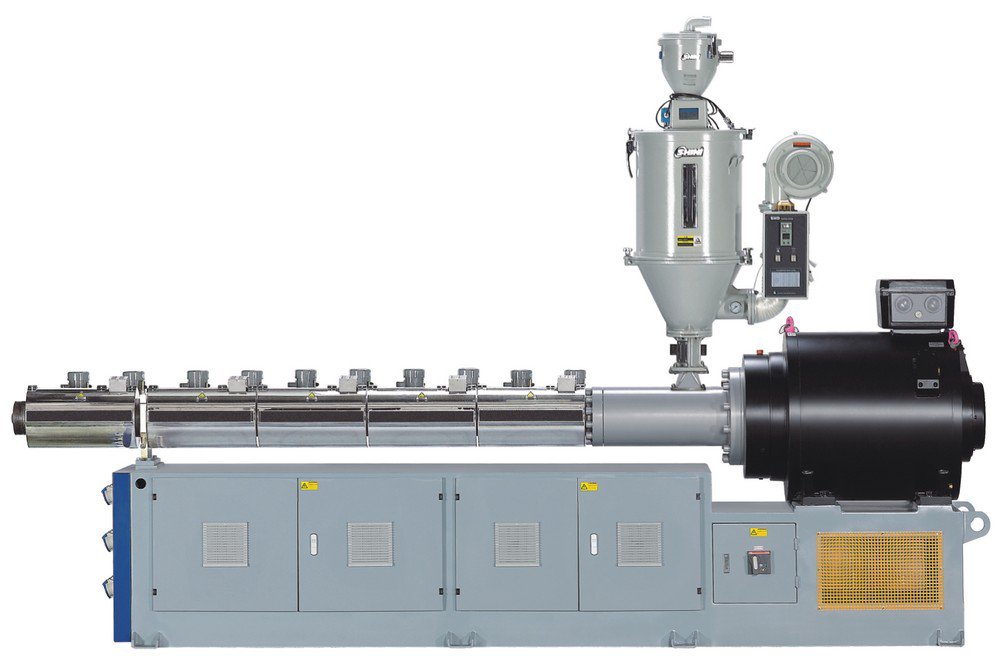
Экструдеры для полиэтилена
Все плёнки, изготовленные из полимерных материалов, производятся компаниями исключительно с использованием способа экструзии. Для производства подобной продукции применяется выдувной экструдер. У оборудования, используемого для производства стрейч-пленки, формовочный узел может иметь вид узкой щели. При применении такого оборудования на выходе получается однослойная пленка, которая имеет необходимые параметры толщины и ширины.
В отдельных моделях могут использоваться круглые щелевые фильеры большого диаметра. При использовании мини-экструдеров можно получить пленку с шириной рукава до 300 мм и с параметром толщины 600 мкм. Такие устройства обладают компактными размерами, что обеспечивает возможность их установки даже в небольшом по площади помещении.
Кронштейн для катушки
Если стоковый кронштейн для катушки с пластиком не используется, пропустите этот раздел. В стоковой установке кронштейн крепится винтами к балке рамы параллельно оси Y. После переделки на direct-экструдер кронштейн нужно развернуть так, чтобы он стал перпендикулярным оси Y, и пластик мог свободно разматываться. Для этого потребуется изготовить монтажную пластину следующего вида.
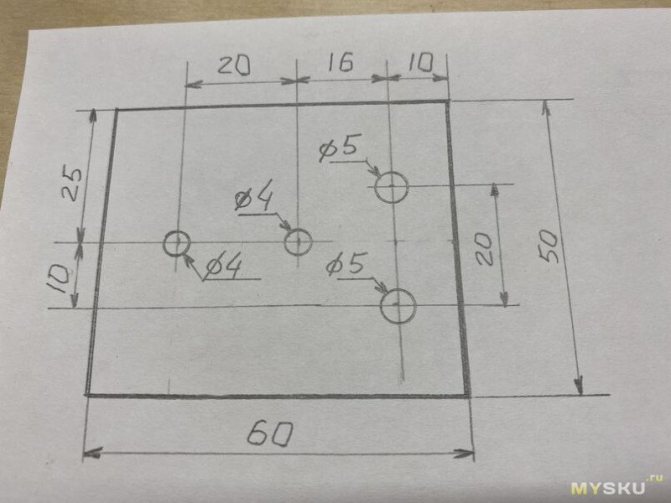
У меня она из алюминия толщиной 2 мм.

Откручиваем два винта крепления кронштейна и собираем его обратно через монтажную пластину. Для этого потребуется по паре винтов М4х10, шайб и гаек. Гайки лучше брать с пластиковой проставкой, предотвращающей откручивание от вибрации.

Принцип действия и конструкция
 Следует сказать, что экструзия является далеко не новой технологией. Ее история насчитывает более шести десятилетий. За это время было создано большое количество конструкций машин, с помощью которых обеспечивается ее реализация. Принцип действия этого прибора базируется на сути самого технологического процесса.
Следует сказать, что экструзия является далеко не новой технологией. Ее история насчитывает более шести десятилетий. За это время было создано большое количество конструкций машин, с помощью которых обеспечивается ее реализация. Принцип действия этого прибора базируется на сути самого технологического процесса.
Технологический процесс экструзии является сложным физико-химическим процессом, на который оказывают воздействие механические усилия в условиях высокой температуры и влаги. Нагрев продуктов переработки происходит благодаря тому, что возникающая при борьбе с внутренним трением, а также при пластических деформациях механическая энергия превращается в тепло.
В процессе экструзионной обработки существует несколько сменных параметров. К числу наиболее важных следует отнести:
- состав сырья;
- влажность;
- его природа.
При протекании экструзионного технологического процесса может происходить изменение:
- температуры материала;
- давления;
- интенсивности и длительности воздействия на исходное сырье.
Ручной сварочный экструдер: схема работы
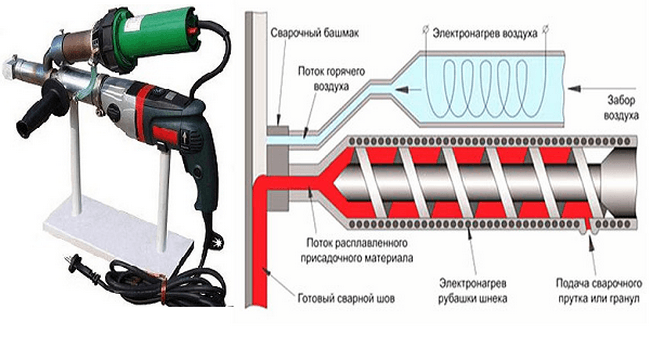
При осуществлении соединения обе детали должны быть нагреты. Ручной сварочный экструдер для целей нагревания поверхностей перед выдавливанием присадочного материала может содержать в своей конструкции специальный нагреватель потока воздуха или по-другому термофен. Также нагретый поток воздуха может идти от внешнего оборудования: компрессор или пневмосеть организации. Нагрев присадочного материала осуществляется с помощью специальных электрических нагревателей вокруг шнековой (экструзионной) камеры. Но в более старых экструдерах нагрев камеры происходит с помощью горячего воздуха, который используется для нагрева зоны сварки. Перед нагревом области сварки воздух проходит вокруг шнекового отделения и расплавляет присадочный материал. Присадочный материал в расплавленном виде выходит наружу в зону сварки через сварочный башмак.

Сварка экструдером чаще всего применяется для полиэтилена низкого давления, полипропилена и других видов термопластов первой группы. У этого вида термопластов разница температуры расплавленного состояния и состояния термодеструкции около 50 градусов. Это говорит о том, что даже большой перегрев материала (примерно на 30-40 градусов) не способен сильно повредить его.
К термопластам второй группы относятся ПВДФ и ПВХ. У них разница температур между термодеструкцией и текучим состоянием материала незначительная, поэтому при сварке жесткие требования к работе отдела нагрева. При работе с термопластами второй группы существуют особые требования к шнеку, он должен быть специальной формы, чтобы более тщательно перемешивать массу, не допуская перегрева.
Также в процессе работы с ПВХ и ПВДФ экструдер не должен выключаться и/или долго находится в режиме ожидания.
Принцип действия и конструкция
Следует сказать, что экструзия является далеко не новой технологией. Ее история насчитывает более шести десятилетий. За это время было создано большое количество конструкций машин, с помощью которых обеспечивается ее реализация. Принцип действия этого прибора базируется на сути самого технологического процесса.
Технологический процесс экструзии является сложным физико-химическим процессом, на который оказывают воздействие механические усилия в условиях высокой температуры и влаги. Нагрев продуктов переработки происходит благодаря тому, что возникающая при борьбе с внутренним трением, а также при пластических деформациях механическая энергия превращается в тепло.
В процессе экструзионной обработки существует несколько сменных параметров. К числу наиболее важных следует отнести:
- состав сырья;
- влажность;
- его природа.
При протекании экструзионного технологического процесса может происходить изменение:
- температуры материала;
- давления;
- интенсивности и длительности воздействия на исходное сырье.
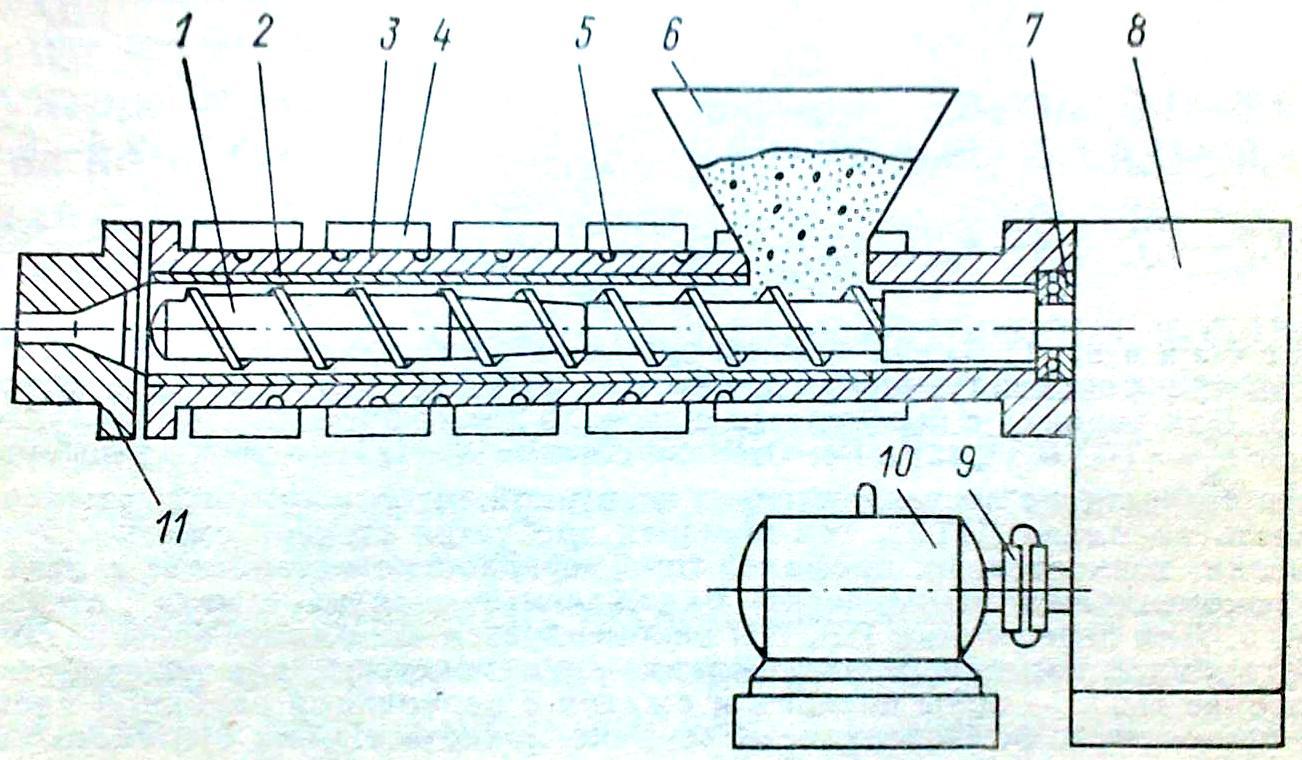
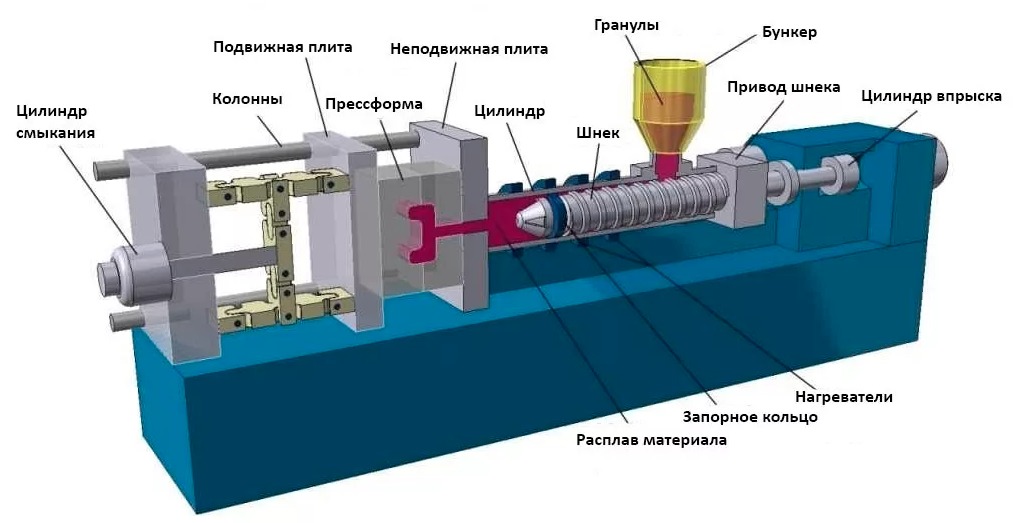
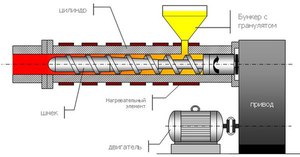
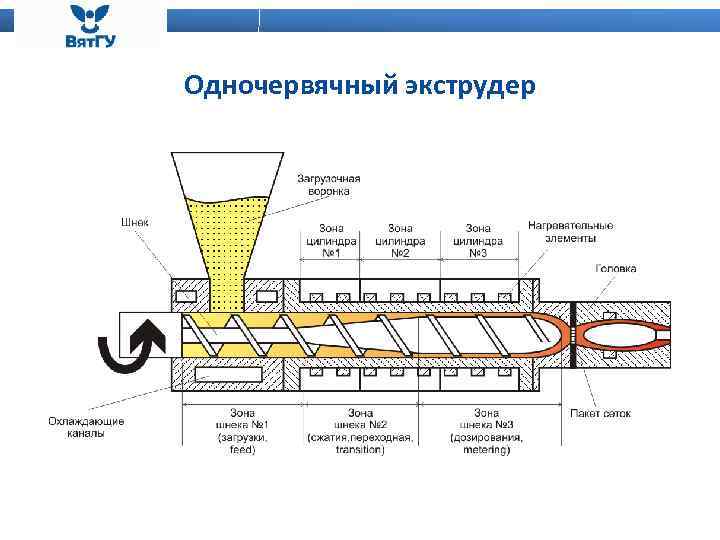
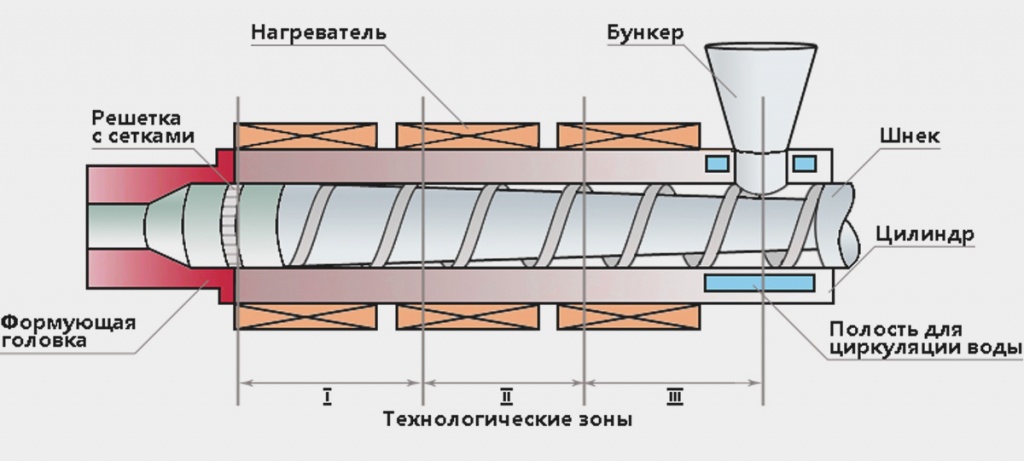
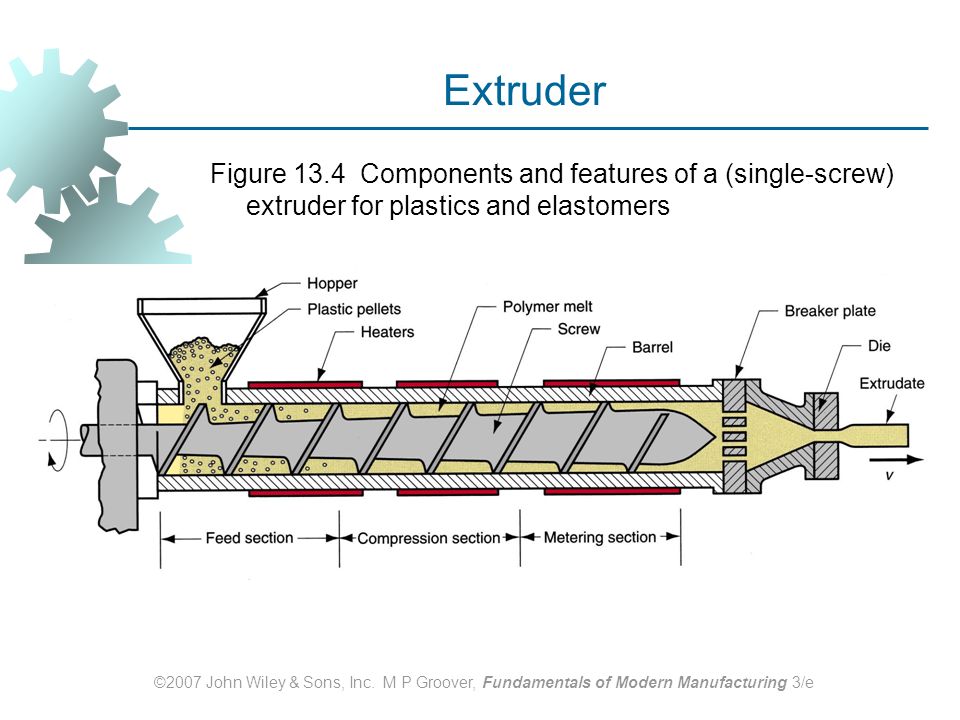
Принцип функционирования экструдера
Экструдер — это электромеханическое устройство, предназначенное для формирования деталей заданной конфигурации. С его помощью можно перерабатывать любое полимерное сырье, главное, чтобы смесь была термопластичной.

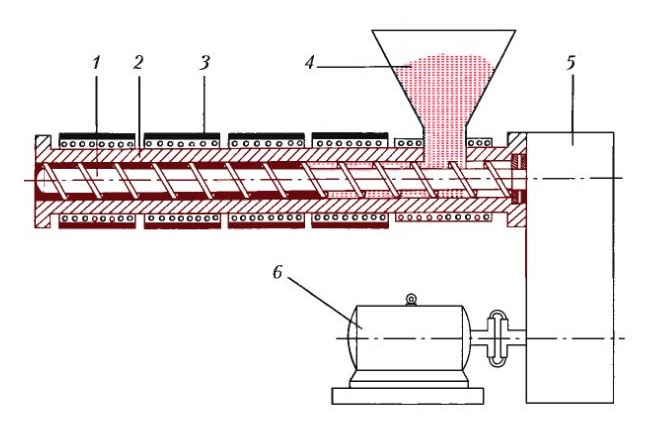
Стандартное оборудование состоит из следующих элементов:
- корпуса с системой нагрева;
- загрузочного отсека;
- рабочего органа;
- экструзионной насадки;
- механического привода;
- блока управления.
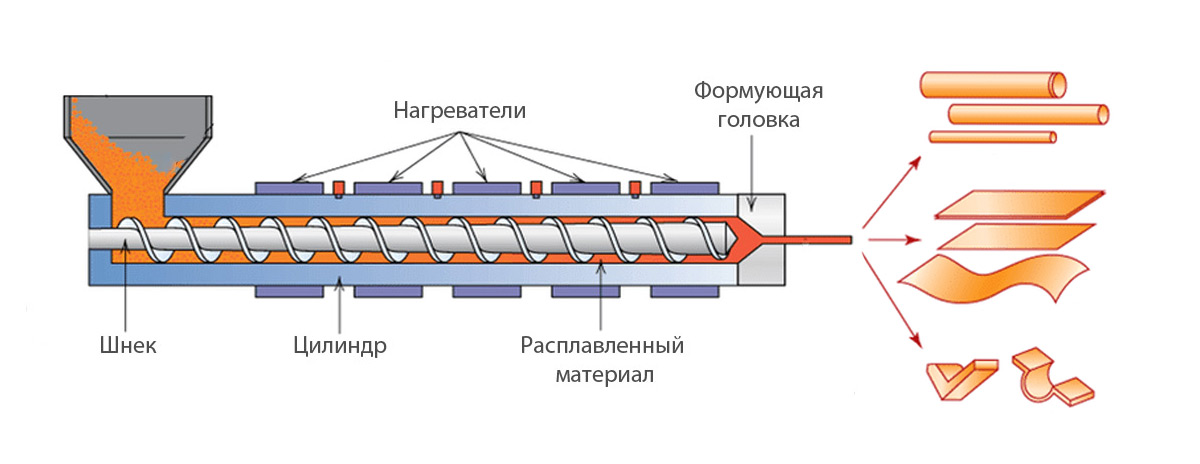
Рабочий процесс начинается с загрузки сырья в бункер. После этого оно перемещается в специальный отсек, где под действием давления, трения и высоких температур плавится до определенного состояния. В ходе движения масса перемешивается и поступает через систему насадок, которая придает необходимую форму. Затем продукт охлаждается и получается изделие с заданными физическо-механическими характеристиками.
Процесс производства пластиковых изделий
Главным в процессе создания пластиковых изделий – это организация процесса и четкость выполнения
Важно придумать собственную схему и последовательность работы. Стоит внимательно изучить то, как все происходит:
- самым первым этапом является запуск газа в ранее подготовленную среду из полимера;
- после этого проходит совмещение резины или пластика;
- смеси поддаются специальным техническим обработкам и подготавливаются к созданию готовых изделий.
Люди уже на протяжении столетия отдают предпочтения пластмассовым изделиям, в отличие от полиэтиленовых. Они устойчивы к резким перепадам температур и внутреннему давлению. Также есть отдельная классификация пластмассовых изделий, которые заполняются газом. Их обычно используют для утепления зданий. Это пенопласты и поропласты. Для примера, пенопласты имеют замкнутые поры, что позволяет им удерживать тепло. А вот поропласты, наоборот, открытые.





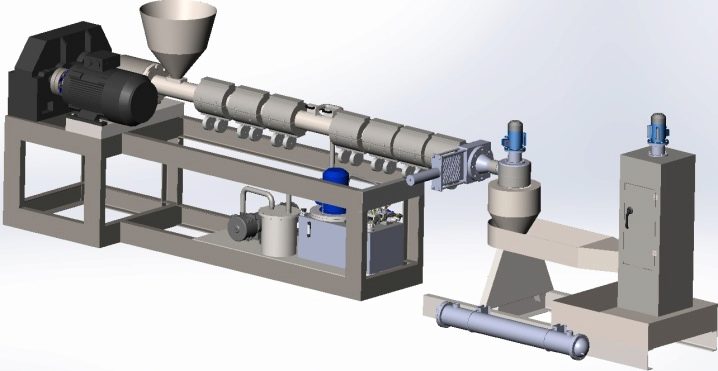
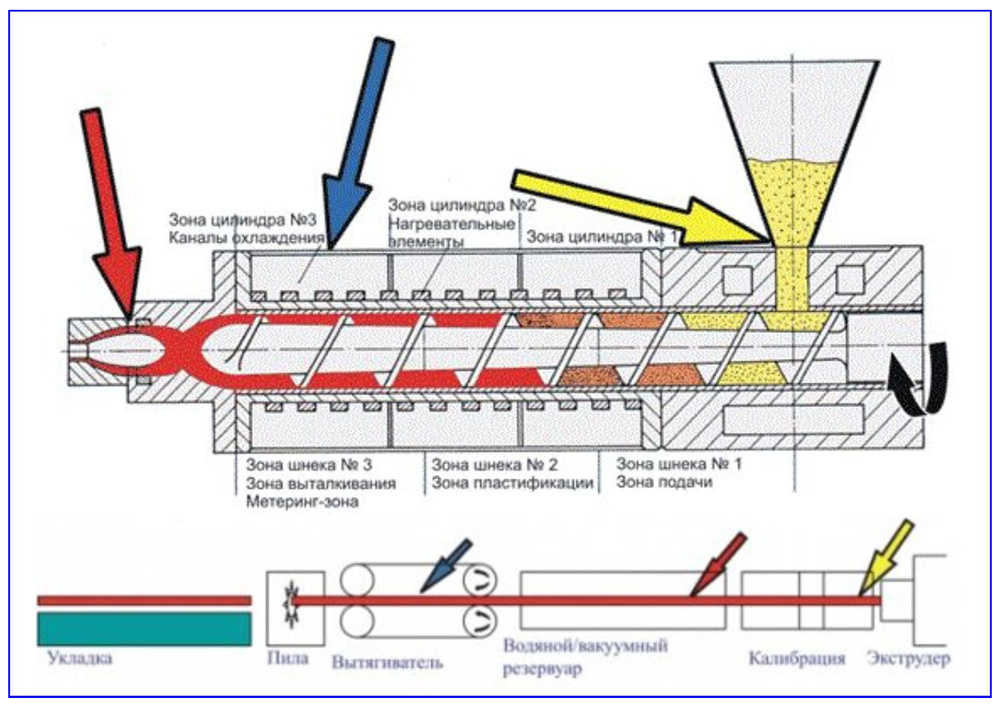
Экструзионные линии
В условиях промышленных предприятий экструзионное оборудование следует рассматривать в качестве главного компонента линии по осуществлению этого процесса. Помимо основного оборудования — экструдера она включает и целый набор других механизмов и устройств:
- намоточные и отрезочные механизмы. Они используются для приведения изделий в необходимый для складского хранения и транспортировки вид;
- маркирующие и ламинирующие системы различного принципа действия;
- механизмы протяжки готовых профилей;
- система охлаждения. Её установка выполняется на выходе экструдера, чтобы повысить скорость процесса полимеризации готовых изделий. Эти системы могут быть различного типа — воздушные или в виде охлаждающей ванны;
- система подготовки и загрузки сырья. В отдельных случаях полуфабрикат необходимо предварительно подвергнуть процедуре просушивания и последующей калибровке перед тем, как подавать его в загрузочный бункер.
В составе оборудования могут использоваться и другие механизмы, а также применяться технологические устройства для автоматизации непрерывного процесса производства.
Выдувные установки для пластмассовых изделий
Используется специальное выдувное оборудование для производства изделий с тонкими стенками (одноразовые стаканы, бутылки и прочее). Работает по такой схеме: пластик нагревается и тогда при помощи выдувания формируется изделие.
Экструзионно-выдувные станки используют для изготовления более широкого ассортимента товаров. Процесс производства контролируется микросистемой. Все машины такого типа разделяют по типу головок, количеству ручьев и постов.
Станки для термоформовки используют для производства непрерывной пленки (рукава). Толщина такого изделия разная. Наиболее часто применяется для выпуска одноразовой посуды.
Читать также: Отпуск ножа после закалки
Интересным фактом является то, что один прибор можно использовать для разных процессов. Не придется покупать множество машин, которые будут требовать дополнительной территории.
Ярким примером являются системы для вспенивания пластмассы. С их помощью можно совершать данное действие, но еще и дополнительно изготавливать:
- пленку;
- утеплительные конструкции;
- сетку и т. п.
На машине для производства труб можно создать изделие любого диаметра и толщины, которые будут использоваться в водном или газовом снабжении домов, функционировании канализационной системы, отоплении помещений.

С помощью выдувных или литьевых приборов можно сделать различные емкости с самой разнообразной глубиной, диаметром и толщиной. Их обычно используют в химических или пищевых индустриях. Также можно создавать непревзойденные изделия для отделочных работ из термопластика. Он имеет довольно эстетичный вид и высокую прочность.
Виды полипропилена
Уникальные свойства материала способствуют его широкому применению. Полипропилен бывает:
- экструдированным;
- кашированным;
- прессованным,
каждый вид имеет собственное назначение, виды монтажа, сварки, склейки.
Маркировка листового полипропилена РР зависит от дополнительных технических характеристик. Маркировка и свойства:
- H – химическая стойкость;
- R – химостойкость дополненная повышенной прочностью, устойчивостью к высоким температурам;
- S – химическая устойчивость, не горючий материал;
- S-el – инертность к химическим реагентам, не горючесть, электропроводность.
Такая маркировка используется на территории страны и за рубежом.
Листовой полипропилен делится на типы по способу производства:
- плотный;
- ячеистый;
- вспененный,
каждый, из них имеет свои технические и технологические особенности. Плотный имеет жесткость, ячеистый имеет структуру упаковочного материала, вспененный ценится как материал для эффективной изоляции.
Как происходит раздув рукава
Чтобы получить рукавную пленку, масса продавливается сквозь отверстие в форме кольца, в результате чего появляется узкая трубка определенного диаметра. В экструдере имеется функция расширения трубы: по шлангам от воздуходувки внутрь заготовки подается сжатый воздух под напором 0,13 Мпа. Полая труба вытягивается вверх, расширяется в объеме, становится похожей на огромный вертикальный пузырь нужного размера.
Схема процесса получения рукавных пленок методом раздува в вертикальном направлении:
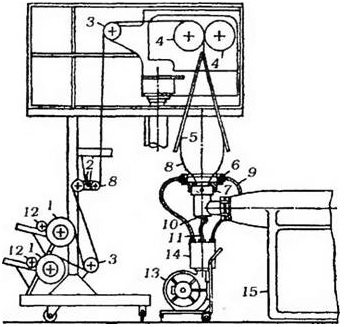
1. Рукавная пленка. 2. Режущее приспособление. 3. Направляющий вал. 4. Тянущие валки. 5. Направляющие щеки. 7. Экструзионная головка. 8. Цилиндрическая рукавная заготовка. 10. Регулировочный вентиль. 11. Шланг. 12. Приемные катушки. 13. Воздуходувка. 14. Ресивер. 15. Экструдер.
В верхней части рукав охлаждается воздушными потоками. Стенки рукава становятся плоскими, противоположные стороны соединяются с помощью направляющих щек, подаются на приемно-намоточное устройство, разглаживаются валкамии и наматываются на приемные катушки. Этот технологический процесс длится непрерывно.
Кольцевой зазор является одним из наиболее популярных способов экструзии полиэтилена. Эта технология чаще всего применяется при изготовлении полиэтиленовой продукции рукавного типа, которая широко используется в быту, строительстве, на производственных предприятиях и т. п.
Преимущества технологии получения раздувной пленки:
- механическая прочность полотна;
- минимальные потери при обрезании пленок;
- сравнительно невысокая стоимость производства;
- удобство использования (чтобы превратить рукав в мешок, достаточно заварить всего один край).
Экструзия пленки
Наиболее популярными формовочными изделиями, которые получают с применением экструзии, являются пленки. Их изготавливают из полистирола, полипропилена, полиамида, лавсана, поликарбоната, ПВХ, но самыми востребованными из них являются, конечно же, пленки из экструдированного полиэтилена высокого и низкого давления. Именно на их примере мы рассмотрим, какие этапы этот материал проходит на выходе из экструдера.
Существует два метода экструдирования пленок:
- Метод раздува рукава.
- Метод плоскощелевой экструзии.
какие дефекты могут возникнуть при экструзии пленки и как их устранить.
Метод раздува рукава
Полимер выдувается из экструдера для пленки через кольцевую щель в формующей головке. Визуально это выглядит, как из фильеры поднимается сплошной пленочный цилиндр, раздуваемый изнутри воздухом. Воздух подается под давлением через дорн — отверстие в центре головки.
Охлаждение при экструзии полиэтилена, в зависимости от ориентации рукава, может производиться по двум схемам:
- Если рукав направлен вертикально вверх или горизонтально, то пленка обдувается воздухом, поступающим через охлаждающие кольца по периметру рукава;
Раздувной экструдер
- При отводе рукава вниз используется водяное охлаждение — такая схема сокращает время кристаллизации.
После остывания пленка складывается с помощью специальных «щек» в полотно и протягивается через отжимающие воздух валки. Готовый материал отправляется на намотку.



Метод плоскощелевой экструзии
Отверстие в фильере плоскощелевого экструдера протачивают в виде тончайшей щели. Пленка из формовочной головки выходит в виде непрерывного полотна определенной толщины и ширины.

Плоскощелевой экструдер для производства стрейч-пленки
Существует два варианта охлаждения пленки полученной плоскощелевым методом:
- Первый, это когда экструзионный полиэтилен сразу же после формования подается на охлаждающий барабан, температура поверхности которого поддерживается на уровне 30…50 0С.
- Второй вариант — пленку пропускают через ванну с проточной водой. Такое шоковое охлаждение позволяет получать блестящий и прозрачный материал, но есть свои нюансы. Когда пленка заходит в воду, она вызывает рябь на ее поверхности, из-за которой на полиэтилене появляются пятна.
После охлаждения и сушки полиэтилен протягивается через натягивающие валы и идет на намотку.
Для каких материалов применим
Качественный сварочный экструдер должен иметь блок регулировки с механическим, сенсорным или кнопочным управлением, которое позволит менять температуру нагрева смеси.
Дело в том, что разные пластики плавятся при различной температуре. Наименьшая она у ПНД — 120-130 °C (в зависимости от марки), наивысшая — у поливинилхлорида — до 220 °C. Остальные популярные промышленные полимеры имеют температуру плавления в пределах 170-200 °C.
Экструзионной сварке можно подвергать только пластики из группы термопластов. Материалы из группы реактопластов расплавлению с последующим восстановлением не подвергаются, при высокой температуре они просто начинают гореть.
Основные преимущества и недостатки двух типов экструдеров
И те и другие имеют как свои недостатки так и достоинства.
В direct экструдерах к весу печатающей головки добавляется еще и вес шагового мотора с механизмом подачи пластика. Лишний вес будет увеличивать силы инерции при остановке и разгоне печатающие головки, что может негативно сказаться на качестве 3D печати, особенно на высоких скоростях, а также вызывает повышенный износ элементов кинематики валов и подшипников. Зато подача и откат пластика (так называемый retract) происходит точнее, что делает настройку проще.
Bowden лишён недостатков direct экструдеров относительно лишнего веса, так как по каретке бегает только печатающая головка, что дает возможность печатать на более высоких скоростях. Но взамен мы получаем проблемы с точной дозировкой пластика, что усложнит настройку и калибровку.
Итог

Приобретение экструдера, несомненно, является выгодным вложением средств. Помимо того, что количество скармливаемого животным корма уменьшается, а его пищевая ценность возрастает, экструдация позволяет изготовить высококачественные корма без химических примесей. Корма, изготовленные при помощи экструдеров, позволяют увеличить производительность хозяйств без добавления в пищу животных химических и гормональных препаратов.
То есть, экструдация позволяет увеличить стоимость конечного продукта без больших энергетических и трудозатрат. Процесс полностью автоматизирован и проходит буквально за несколько секунд!
При производстве кормов по данной технологии можно использовать пораженные плесенью или насекомыми зерна для получения годного конечного продукта. Это позволяет избежать потерь урожая, которые даже при правильном хранении зерна составляют не менее 20%. Это одна из немногих технологий, позволяющая получить высокую прибыль при минимальных затратах.
Как вам статья?
Мне нравитсяНе нравится