
Изготовление изделий из пластика: 7 видов изделий
Пластик, или пластмасса, — это соединение полимера с дополнительными компонентами, влияющими на конечные свойства материала. Вид пластика и область его использования определяет полимер, лежащий в основе соединения.
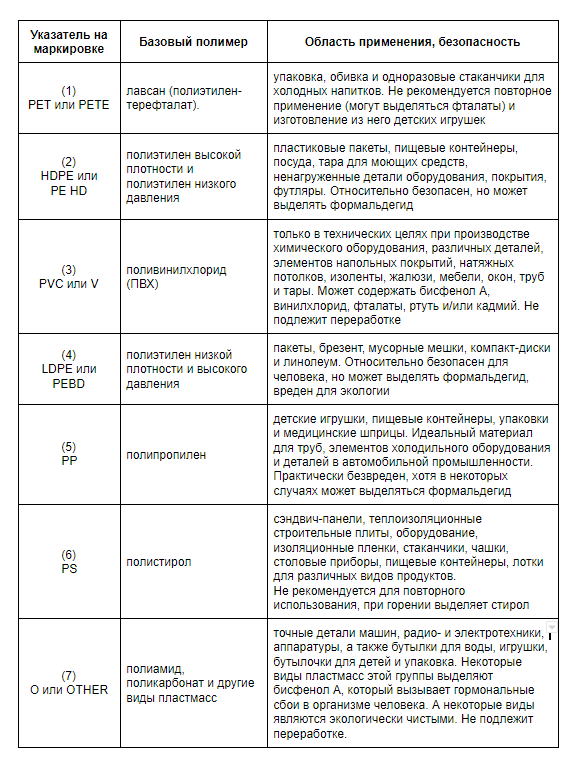
Не все виды пластика безопасны. Опасность таится как раз в тех компонентах, которые добавляются к базовому полимеру. Поэтому обязательное требование для изделий из пластмасс — нанесение маркировки с указанием типа использованного пластика. Для этого применяется специальное оборудование. Маркировка состоит из цифры и аббревиатуры базового полимера. Расшифровка маркировок представлена в таблице.
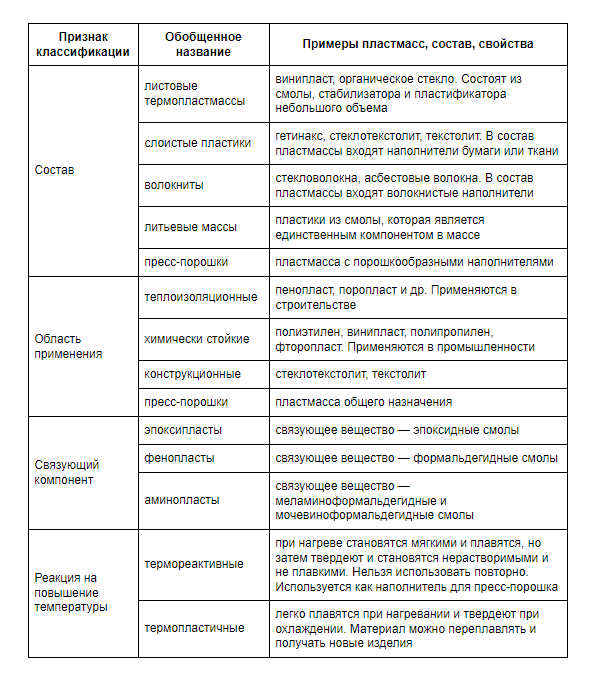
Пластмассы можно классифицировать по различным признакам.
Пластик превращается в конечное изделие с использованием следующих технологий:
- Выдувание
- Формовка посредством вакуума
- Литье
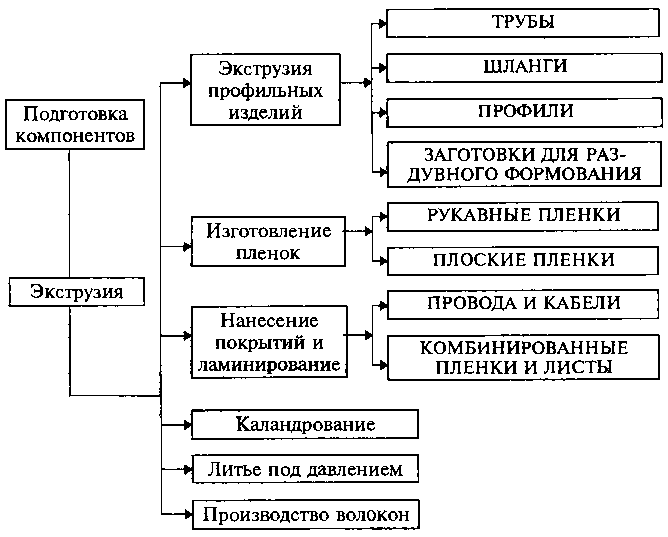
- Экструзия
- Прессование

Литье пластмасс под давлением в домашних условиях
Этот видео урок канала очумелецТВ о том, как осуществлять литье пластмассы в домашних условиях. Расплавленная пластмасса не бывает полностью в жидком состоянии. Это густая масса, поэтому её льют под давлением. Чтобы создать давление, мастер сделал металлический шприц. Использовал сантехнический сгон. Поршень. Направляющая.
Твердая пресс-форма. Из эпоксидной смолы. Изготавливать винтовой барашек. В качестве сырья использовал полипропилен. От старого ящика. В домашних условиях лучше лить полипропилен и полиэтилен. Так как эти пластмассы нетоксичные.

При нагревании они не выделяют токсичных продуктов. Мелкие кусочки заполняем в шприц. Ставим в духовку она 220-240 градусов. Деталь простая, поэтому пластик не стоит сильно перегревать. Пока греется пластик будем собирать пресс-форму.
Сначала закрепим болт на нужное расстояние. Достаточно потянуть руками, здесь не нужен гаечный ключ. Давление не столь высоко. Чтобы болты не ходил туда сюда, используем крышечку. Материал дсп. Устанавливаем крышку и стягиваем гайками. В отверстие будем заливать пластик.
Прошло 30 минут. Одеваем специальные перчатки, достаем шприц. Быстренько накручиваем. Надавим, чтобы выдавить пластмассу. Устанавливаемых поверх пресс-формы. Давим. Выдерживаем определенное время. Необходимо держать под давлением, чтобы усадка была минимальная. Разберем форму и посмотрим, какое получилось изделие.


Видно, что всё пролилось. Извлекаем. Деталь получилась. Болт хорошо залился, сидит прочно. Выступы можно обрезать. Так можно делать литье полипропилена и др. в домашних условиях. Это самый примитивный кустарный способ. Чтобы можно было быстро и легко отлить изделие.
Далее смотрите видео о том, как сделать пресс-форму, чтобы лить пластмассу.
Станок для литья полипропилена
Автор канала ОумелецТВ показал изготовлен своими руками станок для домашнего литья пластмассы. Он электрический. Поршень ручной. Термостат для точного контроля температуры. На видео показана его испытания. Для этих целей он будет лить нейлон или полиамид. Есть еще одно название — капрон. Из нейлона обычно делают крестовины для стульев. Как раз такая нашлась у мастера, он её раскрошил. Перед применением кружку нужно просушить при температуре до 100 градусов. Это нужно делать в течение 2-4 часов.

Загрузим гранулы в станок. Установим 250 градусов. Это оптимальная температура для литья полиамида. Подождем, когда наберется необходимое градусы. Потом установим поршень. Станок вышел на оптимальный режим, индикаторная лампочка горит. Теперь нужно подождать 5 минут, чтобы пластик полностью прогрелся изнутри.
Полиамид нагрелся. Ставим его на пресс-форму. Вдавливаем. Делаем выдержку под давлением. Видно, что он залился. Дадим ему немного остыть. Теперь разбираем пресс-форму. Училась пластмассовое изделие. Как видите, усадки нет.
Автор канала очумелецТВ подготовил видеоматериал, объясняющий, как изготовить станок для литья пластмассы. Что для этого потребуется в домашних кустарных условиях? Шток с поршнем. Труба на три четверти в качестве цилиндра. Полдюймовой переходник на 3/4 трубу. Штуцер, срезанный для удобства. Металлическая прокладка со слюдой для изоляции. Термостат. Он регулирует температуру до 350 градусов. Тен на 600 ватт. Две гайки и коробка для крепления термостата. Одеваем переходник. Закручиваем шайбу. Для того, чтобы нихром не сползал вниз.
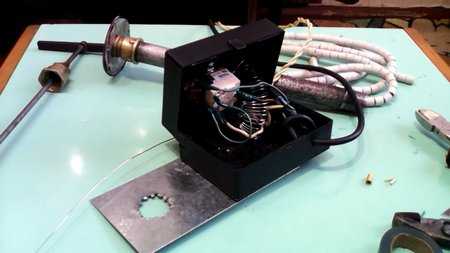 Начинаем собирать блок управления. Потом прикрепим термопару от термостата к корпусу цилиндра. Автор не стал показывать, как он будет все это собирать, но представил схему. На фото устройства показано в сборе.
Начинаем собирать блок управления. Потом прикрепим термопару от термостата к корпусу цилиндра. Автор не стал показывать, как он будет все это собирать, но представил схему. На фото устройства показано в сборе.

Крепим блок управления к шприцу. Затягиваем гайками. Термопары по длине достаточно. Теперь нужно закрепить. Слюда для предотвращения проскакивания термопары через керамические изоляторы. Для перематывания используется не просто нить, а кремнеземная. Она используется в электронных сигаретах. Она жаростойкая, то есть не горит, не плавится. Можно использовать асбестовый шнур. Но поскольку его не было в наличии у мастера, пришлось покупать кремнеземную.
Обматываем ТЭНом. Далее можно использовать минеральную вату или асбестовую ткань. Необходимо для избежания теплопотерь. Мастер использовал минвату от старой духовки. Алюминиевым проводом зафиксировал. Сборка закончена. Можно проводить испытания под давлением.
Выставляем термостат на 100 градусов. Посмотрим, как в этом режиме дома будет работать станок.
Обращаем внимание на вязкость материала
Следует обратить внимание на показатель вязкости материала. Чем она ниже, тем точнее получается форма
Этот момент особенно важен, если вы работаете с таким материалом, как заливочный силикон. Также берите в учет продолжительность полимеризации. Если вы пользуетесь заливочным силиконом, то мастер-модель следует поместить в опоку (ее основу может составлять сталь или же бронза), а затем залить силиконом.

Обмазочный материал с осторожностью наносится кисточкой. При этом учитываются все неровности
Силикону нужно дать остыть, после чего извлекается мастер-модель.
Опока – это емкость из металла. Она должна быть немногим больше мастер-модели.
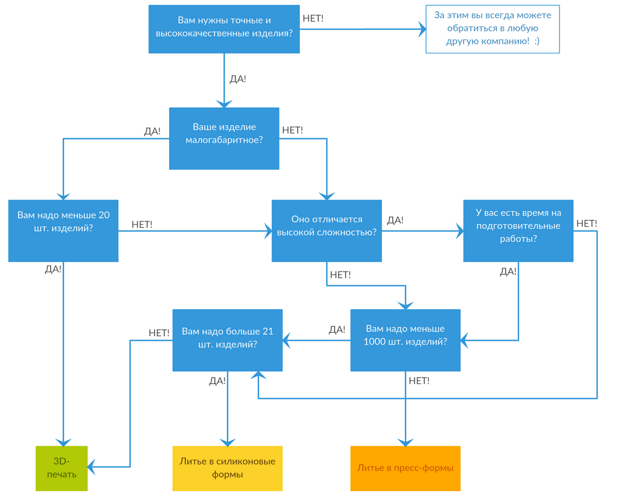
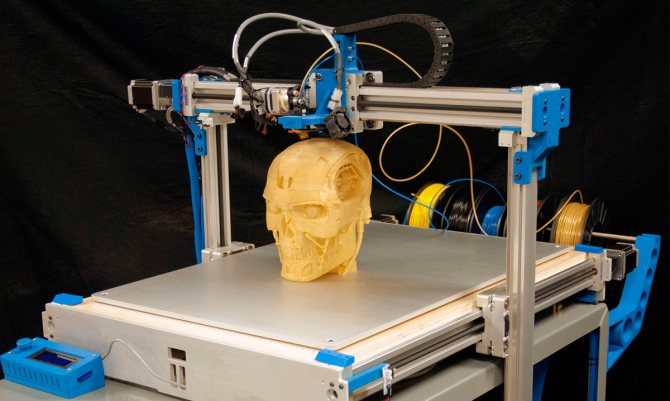
Технология производства пластмассовых изделий при помощи 3D-печати
Сегодня технология 3D-печати приобрела невероятную популярность не только в мире, но и в Украине. При помощи 3D-принтера можно сравнительно быстро получить готовое изделие и использовать его в качестве прототипа, для выставки или презентации, в научной деятельности при моделировании разных процессов. Распечатанные изделия позволяют полностью оценить функциональность будущего пластикового корпуса без существенных затрат на запуск многосерийного производства. С этой точки зрения технология производства пластмассовых изделий при помощи 3D-печати является незаменимым средством для оценки рентабельности продукта. К тому же, на этом этапе можно легко заметить изъяны или недостатки функционала предмета и переделать 3D-модель.

Наиболее распространенным методом 3D-печати является FDM технология. Этот метод используется практически во всех сферах производства. Печать осуществляется послойно путем поступления материала (полимерной нити) в сопло-дозатор. FDM технология ограничивается размерами принтера, но возможно создание нескольких деталей изделия с их последующим склеиванием. При использовании этой технологии необходимо создавать специальные подпорки, если в изделии есть большие углы наклона. После печати эти подпорки убираются. Кроме того, широко применяются технологии SLS (лазерное спекание порошка) и SLA (лазерное спекание жидкого фотополимера). В зависимости от используемых материалов, есть возможность получения корпуса из разных видов пластика любого цвета.




Обращайтесь в компанию KLONA за услугой 3D-печати. Мы поможет вам подобрать самый подходящий способ 3D-печати, выберем материал, который подойдет для вашего изделия, и оборудование для реализации вашего проекта.
3D-печать относится к штучному производству пластиковых изделий, так как является идеальным вариантом производства корпусов или деталей в маленьком тираже (до 20 шт.).
Преимущества производства изделий путем 3D-печати
- Нет подготовительных этапов: сразу после получения 3D-модели, ее можно отправлять на печать в принтер.
- Очень простой метод, который не требует дополнительного оборудования.
- Позволяет добиться довольно высокой точности изделия, которая зависит от применяемого принтера.
- Большой выбор материалов и методов печати позволяет реализовать любой проект.
Недостатки технологии 3D-печати
- низкая производительность: печать одного изделия может занять несколько часов, когда в других методах изготовления пластиковых корпусов – от нескольких секунд;
- ограниченность по габаритам получаемых изделий: если корпус очень большой и должен быть цельным, то 3D-печать может не подойти для такого запроса в связи с ограниченными размерами принтера.
При создании пластиковых корпусов очень важна разработка промышленного дизайна изделия. Промышленные дизайнеры компании KLONAсоздают максимально удобные и функциональные корпуса с точки зрения технологии производства и удобства использования. Рекомендации по дизайну корпусов вы можете узнать здесь.
Мини-заводы
Заводом или мини-заводом в сфере переработки полимеров называют комплекс станков и линий. Для примера можно рассмотреть линию по переработке твердого пластика производительностью 800 кг/ч от компании СтанкоПолимер.

Так как данная линия содержит в своем составе не только станки, но и другие линии, ее по праву можно называть мини-заводом.
Состоит она из:
- моющей дробилки;
- горячей мойки для пластика;
- водоотделителя;
- универсальной мойки;
- сушки каскадной;
- циклона;
- дозатора шнекового;
- линии грануляции;
- транспортеров для загрузки и выгрузки.
Чтобы узнать, сколько стоит этот завод, нужно связаться с поставщиком на сайте.
Оборудование
При изготовлении изделий из пластика применяют различные технологические линии полного цикла, отличающиеся методами производства, требованиями к сырью и стоимостью.
Экструдеры
Это линии широкого применения, способные производить оснащение для пластиковых окон, ПВХ-трубы, полиэтиленовую пленку.
Стоимость самого простого экструдера начинается от 800 000 рублей и зависит от производственной мощности (от 60 до 1200 кг готовых изделий в час).
Термопластавтоматы
Самое распространенное оборудование для производства изделий из пластика – порядка 70% мировых предприятий используют именно его. Это обусловлено большой вариативностью. На термопластавтоматах изготовление изделий достигается путем прессования с использованием матриц, благодаря чему получают продукцию любых форм и размеров, в том числе полую (бутылки, емкости, канистры).
Стоимость термопластавтоматов в среднем 1 700 000 рублей. Большинство из них предназначены для производства цветочных горшков, шприцев, труб ПВХ, игрушек, бутылок и пр.
Выдувные машины
Работают по принципу, аналогичному при изготовлении стеклянных изделий. Предназначены для производства банок, бутылок, канистр, бочек. В технологическом процессе сырье нагревают, а затем придают ему форму путем выдувания.
В зависимости от задач и производительности выдувная машина стоит от 700 000 до 3 000 000 рублей. Например, самая дешевая производит ПЭТ-тару емкостью до 5 л в количестве 5 000 изделий в час.
Экструзионно-выдувные станки
Объединяют две основных технологии, поэтому обладают более широким спектром применения. Предназначены, главным образом, для производства ПЭТ-упаковки, а также для изготовления игрушек.
Такое оборудование обойдется минимум в 3 000 000 рублей. Стоимость зависит от назначения станка и его производительности.
Термоформовочные станки
Сырьем для производства на таких станках служит полиэтиленовая пленка. Из нее изготавливают одноразовую посуду, пищевые контейнеры.
Новое оборудование с доставкой обойдется не менее чем в 8 000 000 рублей. Приобрести в лизинг или бывшие в употреблении станки можно значительно дешевле, однако они требуют постоянного технического обслуживания.
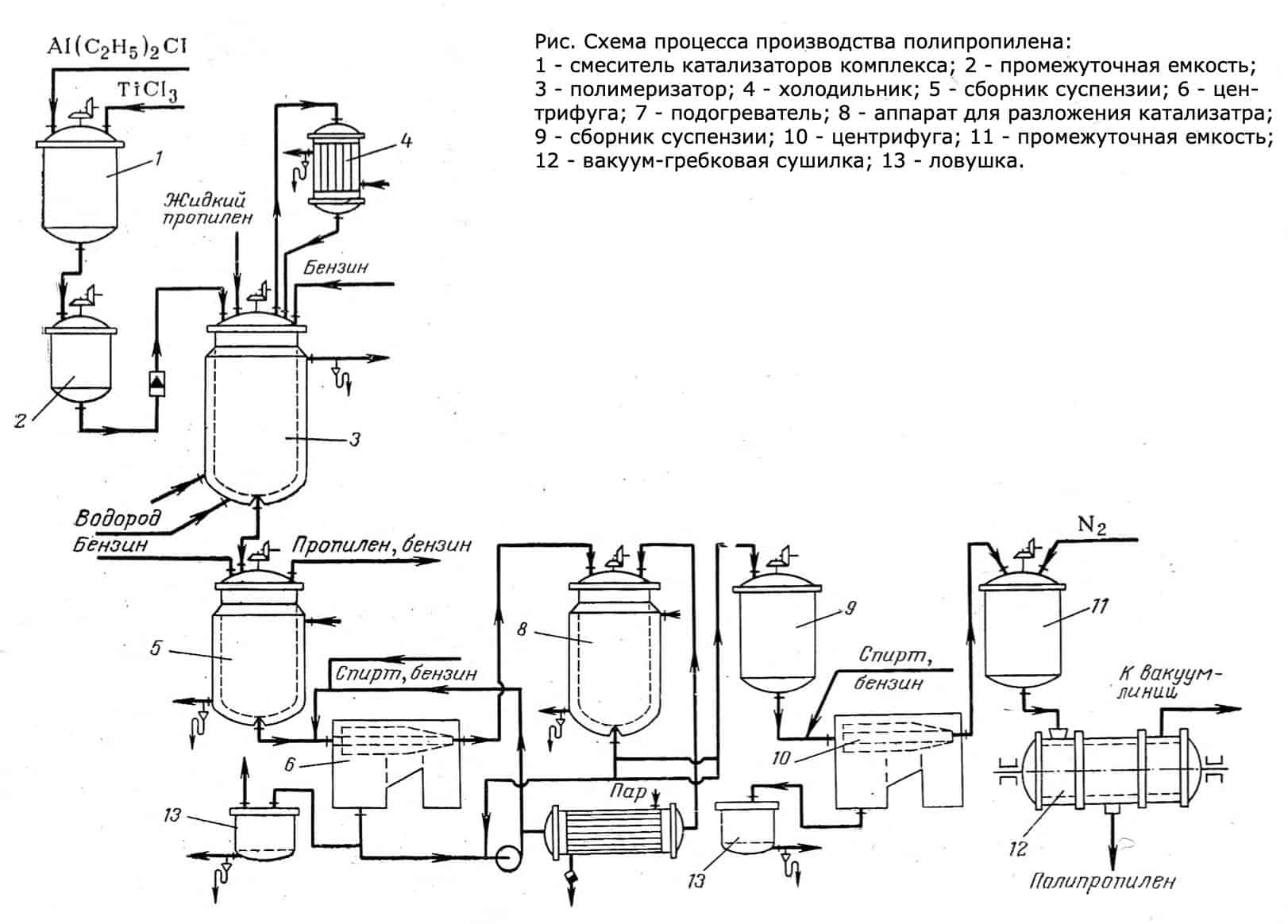
Производство изделий из пластмасс
Оборудование для производства изделий из пластика
Для изготовления изделий из различных видов пластмасс используются готовые технологические линии или отдельные станки.
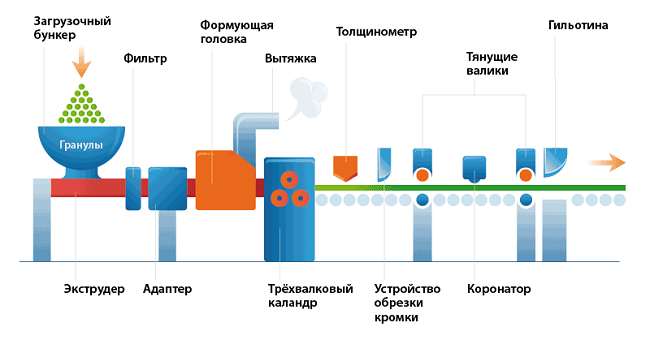
Экструдеры
Большая группа станков, на которых производят: рукавные и листовые пленки, оконные профили, трубы, полимерный лист, пластиковый шифер, вспененные профили.
Плоскощелевая установка включает следующий набор элементов:
- экструдер с системой фильтрации;
- пневмозагрузчики;
- головка раздувочная с охладителем;
- калибровочный механизм;
- тянущее устройство и поворотные горизонтальные штанги;
- модуль плоской укладки;
- намотчик.
Термопластавтоматы
Станки для литья пластмасс под давлением. Подготовленная масса заливается в формы и охлаждается, получается готовое штучное изделие. 75% всех пластиковых изделий на планете выпущено на таких станках. Технология позволяет создавать продукцию сложных форм, точно соответствующую необходимым размерам, армированную, полую, изделия из нескольких цветов пластика, гибридные, из вспененного материала и другие. Литьевая машина может работать с любыми видами пластмасс.
Конструкция станка содержит:
- модуль подготовки материала;
- модуль закрывания и открывания форм;
- привод;
- блок автоматического управления.
Оборудование для литья пластмасс под давлением дорого и содержит множество инновационных решений. По конструкции литьевые аппараты делятся на:
- двух- и одночервячные, червячно-поршневые и поршневые;
- с одним или несколькими узлами пластикации;
- с раздельной или совмещенной пластикацией;
- по количеству узлов смыкания форм: однопозиционные или многопозиционные;
- электрические, гидромеханические, электромеханические.
Выдувные машины
Используются для производства полых емкостей с тонкими стенками, например, канистр, бочек, бутылок емкостью до 5 тысяч литров. Выдувной аппарат подогревает материал и формует его методом выдувания. Нередко выдувной метод комбинируется с литьем под давлением в едином инжекционно-выдувном станке. Таким способом производят ПЭТ-тару.
Экструзионно-выдувные станки
Объединяют технологии выдува и экструзии, поэтому могут производить более широкий ассортимент продукции, чем выдувные машины: баки топлива, бампера, поддоны, сиденья, ведра, бочки, игрушки, бутылки для кетчупа и молока, флаконы для косметических средств. Все процессы контролируются микропроцессором. Станки классифицируются:
- по типу головок;
- по количеству постов;
- по количеству ручьев.
Устройство машины включает:
- экструдер, в котором сырье превращается в мягкую однородную массу;
- экструзионная головка располагается на выходе из экструдера, через нее проходит масса. Головка может быть много- или одноручьевой, угловой или прямоточной. Проходящая через экструзионную головку масса формирует рукав или трубную заготовку;
- выдувная часть это основной узел машины, здесь подается сжатый воздух (через иглу, ниппель или дорн), форма подводится и смыкается, заготовка охлаждается, форма раскрывается и извлекается изделие. Здесь же прочищается сварной шов.
Экструзионно-выдувной станок комплектуется компрессором и охладителем.
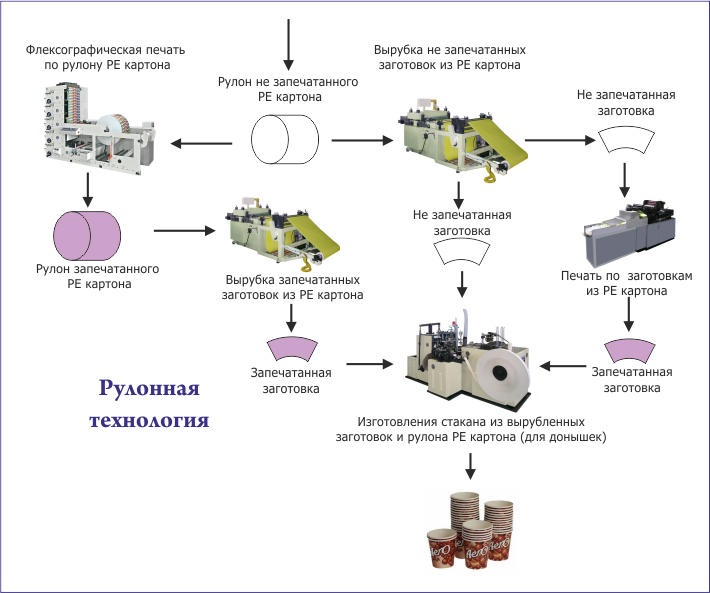
Термоформовочные станки
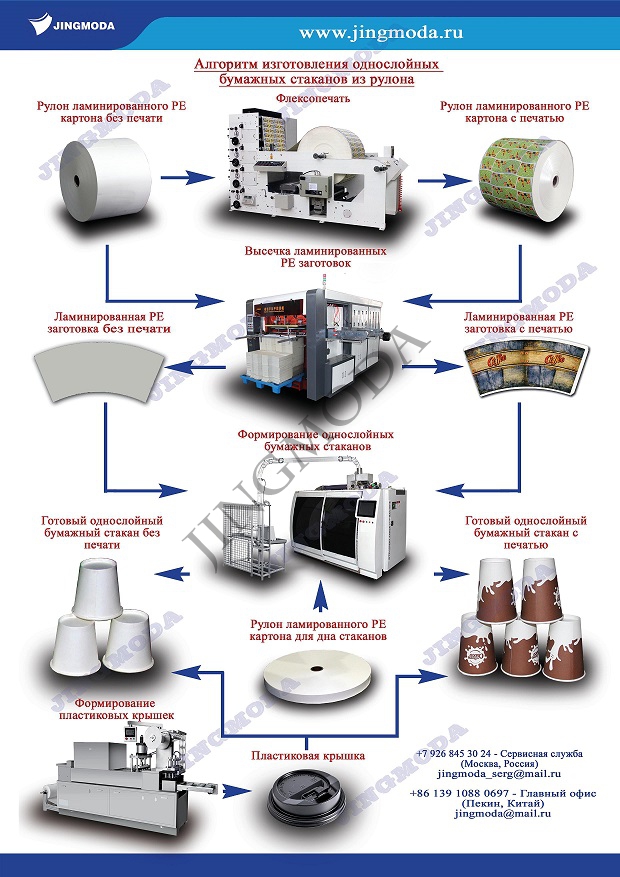
Это оборудование для изготовления продукции из пленки, подаваемой непрерывно. Толщина и состав пленки может быть различным. Основная продукция — пластиковые и бумажные продуктовые одноразовые контейнеры, стаканы.
Принцип работы термоформовочного станка: материал нагревается до 140 градусов по Цельсию, из рулона выдувается изделие. Обычно на производстве используется пленка толщиной от 100 микрометров.
Термоформовочные станки могут быть ленточным, ротационным, револьверным, много- или однопозиционным. Кроме формования, на ленточном станке изделия вырубаются и укупориваются. Револьверные и ротационные более подходят для формовки. Управляется процесс автоматически, вручную или полуавтоматически.
Виды литья пластмасс
Изготовление пластмассовых изделий литьем под давлением может осуществляться несколькими способами:
- Инжекционным. Один из самых распространенных способов литья. Характеризуется он кратковременным впрыском расплавленного полимера. Во время него в рабочей камере литейной машины создается определенное давление, после чего осуществляется впрыскивание пластифицированного полимера.
- Инжекционно-прессовым. Этот метод используется при производстве изделий с большой поверхностью. Для него требуются специальные пресс-формы с подвижными составляющими.
- Инжекционно-газовым. Во время такого литья дополнительно используется сила сжатого газа, которая осуществляет дожатие пластика в пресс-форме.
- Интрузионным. Самый простой вариант литья. Используются для отлива самых простых товаров с минимальным количеством поверхностей.
Кроме вышеперечисленных способов существуют и более сложные виды литья:
- Сэндвич. Во время него используется два вида пластиков. Этот метод позволяет изготавливать товары с наружным покрытием.
- Соинжекционное. Используется для изготовления многослойных изделий. Для него на термопластавтомат потребуется установить сопло сложной конструкции. Этот метод делает возможным изготовление изделий со смешанными цветами.
- Литье в многокомпонентные формы. Этот метод позволяет изготавливать товары с четким цветовым разграничением. Из его особенностей следует отметить возможность выпуска изделий с соседними деталями разной плотности.
- Литье в поворотные формы. При помощи этого метода можно изготавливать двухкомпонентные изделия. Во время него сначала отливается основная заготовка, которая затем перемещается в другую форму, где осуществляется нанесение второго слоя полимера. Этот способ наименее продуктивный из все вышеперечисленных.
Виды стали при металлическом литье металлов
Существует 5 видов стали:
- низкоуглеродистая;
- среднеуглеродистая;
- высокоуглеродистая;
- низколегированная;
- высоколегированная.
В промышленности в основном используется среднеуглеродистая сталь. Легированные элементы применяются для увеличения стойкости стали к коррозии, прочности, пластичности и других физических характеристик.



Чугун может быть использован в видах промышленности, считается хрупким сплавом. Распространен ввиду низкой себестоимости производства.
Существует 3 основных вида чугуна:
- литейный, обладает высокой жесткостью, лучше всего подходит для станкостроения;
- ковкий, содержание углерода от 2 до 4%, используется повсеместно, легко обрабатывается;
- с шаровидным графитом, наиболее пластичный вид чугуна, главный недостаток – низкая ударная прочность.
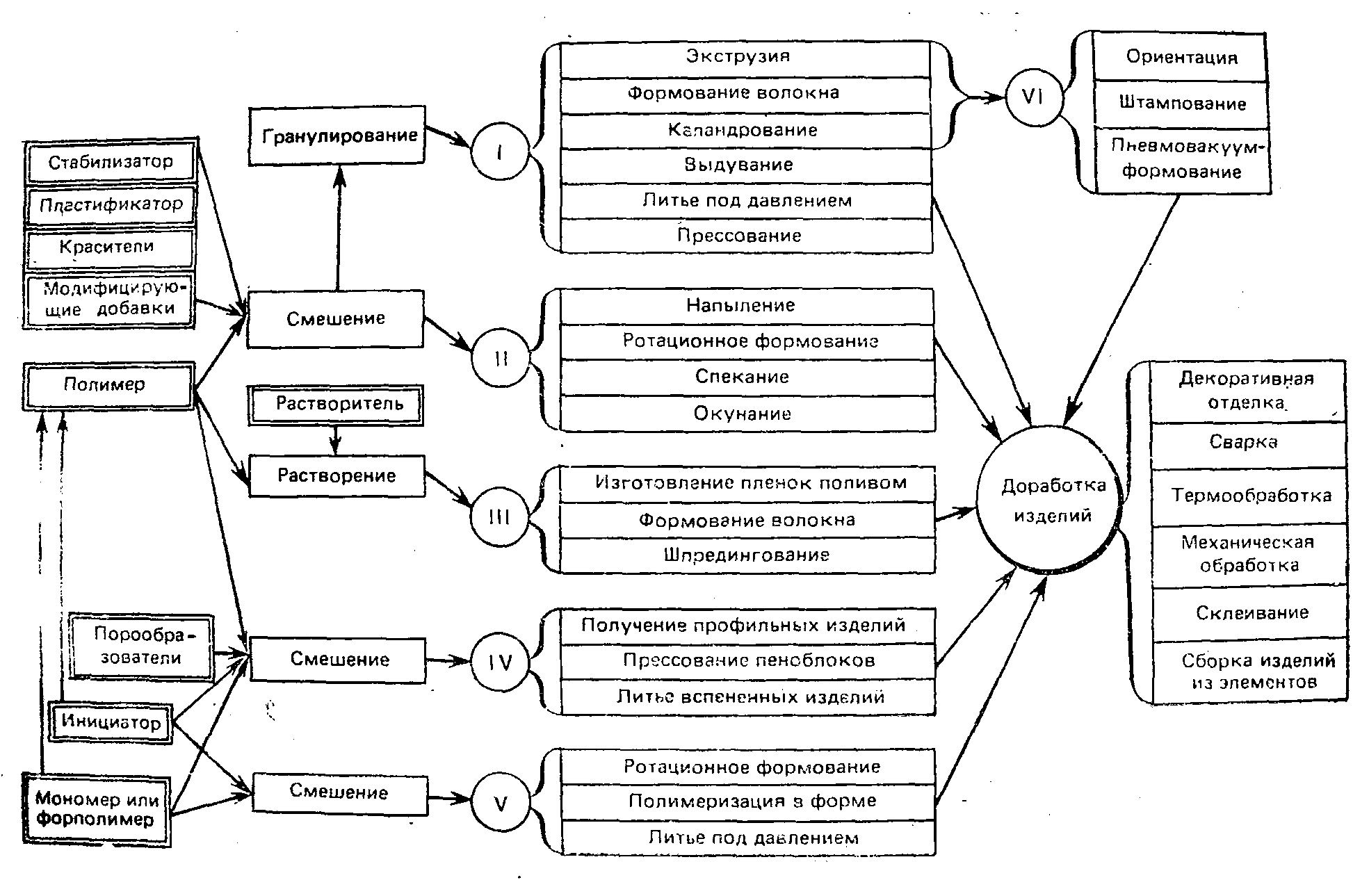
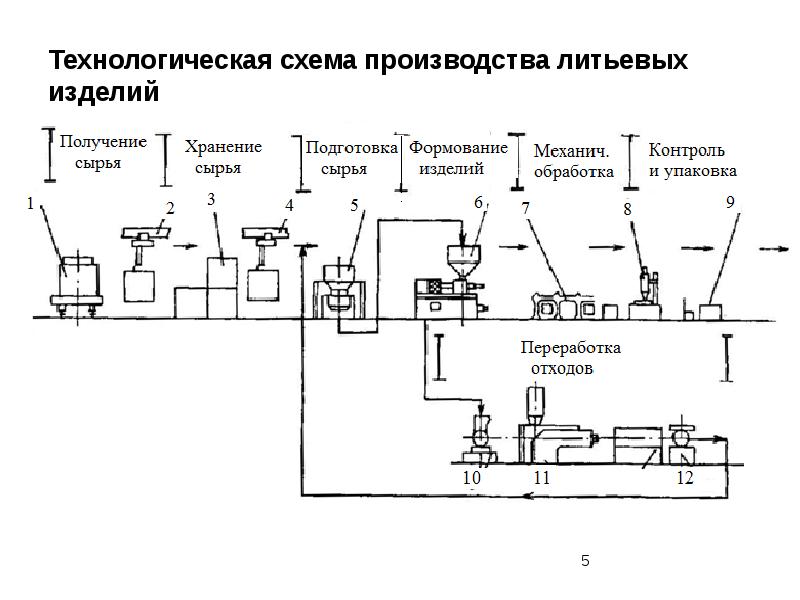
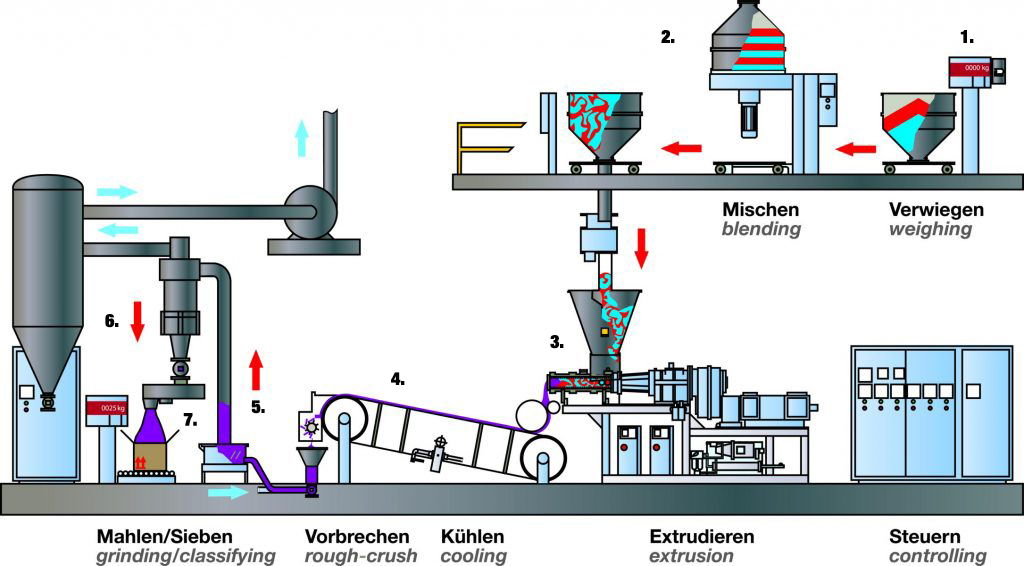
Технология производства
Получение любых видов пластмассовых изделий осуществляется по единому алгоритму:
- создание определенного химического состава;
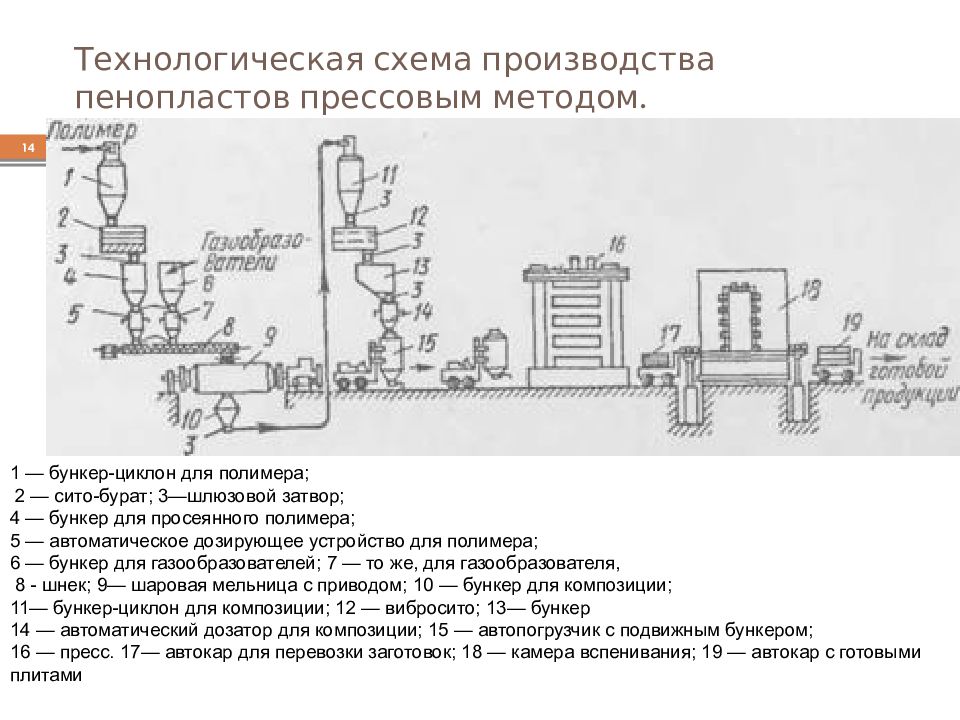
- в среду полимеров вводится газ (при изготовлении пенопластов и поропластов);
- придание полученной массе необходимой конфигурации (отливка);
- фиксация окончательной формы.
На первом этапе различные ингредиенты перемешивают до получения пластической субстанции. Далее в полимер вводят газовую фазу, используя один из методов: механическое вспенивание, введение быстрозакипающих веществ, испаряющихся при нагреве или ввод под давлением непосредственно газа. Метод производства зависит от вида продукции и типа полимера.
Существует несколько методов производства пластмассовых изделий:
- вакуумное формование — из листов пластика под различным давлением получают необходимые формы;
- прессионное формование — внутри формы заготовка сжимается, излишки материала выдавливаются через щели;
- компрессионное формование — необходимое при производстве количество материала вливается в форму, половинки формы сближаются и выдавливается изделие;
- литье (отливка) — пластиковая масса переводится в жидкое состояние и заливается в формы, соответствующие будущим изделиям. Таким способом производится большинство предметов: посуда, канцтовары, другое;
- выдув — нагретая масса подается в форму, которая закупоривается и заполняется воздухом. Полимер распределяют равномерно по внутренним поверхностям формы;
- экструзия — масса размягчается и продавливается через матрицу, создающую необходимую форму;
- термоформование;
- инкапсуляция;
- формование наслаиванием.
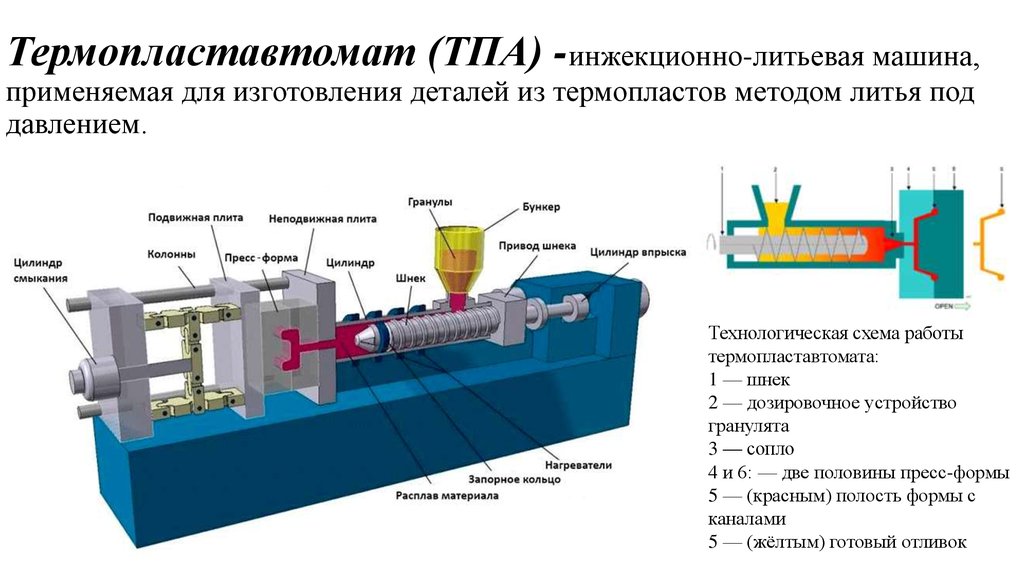
Принцип работы термопластавтомата
Литьевая машина осуществляют загрузку гранулированного (гораздо реже порошкобразного) полимера из загрузочного бункера сырья в зону загрузки материального цилиндра. Затем путем нагрева и пластикации (перемешивания) расплавленной массы шнеком осуществляется его переход в вязкотекучее (близкое к жидкому) состояние. После набора необходимой дозы полимера термопластавтомат при помощи создаваемого гидроцилиндром усилия производит инжекцию (впрыск) расплавленного пластика в прессформу. Затем в ее полости происходит выдержка отливки под давлением и стадия охлаждения (для реактопластов – отверждения).
В ходе последнего этапа производственного цикла машина размыкает форму и выталкивает готовый продукт, реже изделия вынимаются оператором (полуавтоматический режим). Современные производственные единицы включают кроме термопластавтомата так же различные средства автоматации, обычно называемые «роботами». Современные роботы участвуют в съеме отливки из области прессформы, также они могут закладывать в полость оснастки этикетки, закладные детали, а, кроме того, участвовать в «дальнейшей судьбе» отформованной детали, например в ее постобработке, укладке и упаковке.
Перечень, состав и свойства сырьевых материалов
Большое разнообразие видов пластмасс обусловлено различными свойствами высокомолекулярных соединений-полимеров, входящих в состав пластмасс. Они могу быть как органическими, так и неорганическими, их молекулярная структура может быть представлена как аморфным, так и кристаллическим типом.
Пластмассы имеют определенную классификацию, которая разделяет их по таким признакам:
— По композиционному составу различают два вида пластмасс: ненаполненные (однородные) и наполненные(неоднородные). Наполненные, в свою очередь делятся по типу наполнителя на: пресс-порошковые, слоистые, волокнистые, газонаполненные.
— По природе связующего вещества: пластмассы на базе синтетических полимеров и пластмассы на базе природных полимеров.
— По способу получения полимера: пластмассы на базе синтетических полимеров могут быть полимеризационными и поликонденсационными; пластмассы на базе природных полимеров могут получать полимеры из белковых веществ и эфиров целлюлозы.
— По отношению к нагреванию: пластмассы на базе полимеров из белковых веществ, эфиров целлюлозы и полимеризационные являются термопластичными, и лишь поликонденсационные пластмассы являются термореактивными.
— По физико-химическим свойствам пластмассы делятся на три группы: жесткие, полужесткие и мягкие.
Одним из важнейших классификационных признаков является состав пластмасс. По этому признаку пластмассы подразделяются на ненацолненные и наполненные системы.
Однородные пластмассы состоят, как правило, только из высокомолекулярного вещества — полимерной смолы.
Неоднородные (композиционные) пластические массы помимо основного вещества — высокомолекулярного соединения— содержат различные добавки, позволяющие повысить уровень потребительских свойств материалов, их перерабатываемость, устойчивость к действию внешних факторов при эксплуатации их ранении улучшить эстетические и другие свойства. В качестве добавок, выполняющих такие функции, используются наполнители, пластификаторы, стабилизаторы, антиоксиданты (антиокислители), красители и другие компоненты.
Оборудование для производства пластиковых изделий
Состав оборудования зависит от ассортимента производимой продукции, масштабов бизнеса, используемых технологий. Предприниматель может приобрести как отдельные станки, так и целые автоматические линии.
Основное оборудование, используемое для изготовления пластмассовых изделий:
- экструдеры;
- термопластавтоматы;
- выдувные машины — аппараты для выпуска полых емкостей;
- экструзионно-выдувные машины — устройства, которые позволяют выпускать ПЭТ-тару и пластиковые изделия;
- термоформовочные станки.
Дополнительное оборудование:
- погрузчики и транспортеры;
- сушилки и смесители;
- дробилки и конвейеры;
- пресс-формы;
- холодильники.
Расходы на оборудование могут составить 2-5 млн. руб.
Выбор необходимого оборудования
После решения организационных моментов и выбора помещения можно приступать к выбору и приобретению оборудования. Оно представлено моделями как отечественного, так и импортного производства. Достоинством первых чаще всего является только цена. Импортное оборудование хоть и стоит значительно дороже, но зато оно значительно более качественное и надежное.
При организации производства понадобится следующее оборудование для литья пластмасс:
Термопластавтомат
Представляет собой инжекционно-литьевую машину, предназначенную для изготовления штучных изделий. Термопластавтоматы или экструдеры – это наиболее используемый вид оборудования, с помощью них производится более 2/3 всех пластиковых изделий в мире. В независимости от модели каждая машина для литья пластмасс обязательно состоит из следующих конструктивных узлов:
- Инжекционного. В нем происходит расплав и подача пластика.
- Смыкания. Он отвечает за смыкание и разведение формы в процессе литья.
- Привода, отвечающего за работу всех подвижных узлов.

Все существующие на данный момент экструдеры по типу механизма, создающего давление можно классифицировать на следующие типы:
- Одночервячные. Их основным достоинством является простота конструкции и небольшой размер материальной камеры.
- Двухчервячные. Отличаются более качественным перемешиванием полимером и улучшенными производственными характеристиками.
- Червячно-поршневые.
- Поршневые.
Также в зависимости от расположения прессовой части различают следующие типы литьевых машин:
- горизонтальные;
- угловые с вертикальным прессом;
- вертикальные;
- угловые с горизонтальным прессом.
Цена на такие агрегаты колеблется от 200 тысяч рублей за бывшие в употреблении, до 1-2 млн. руб. за новые.
Пресс-формы
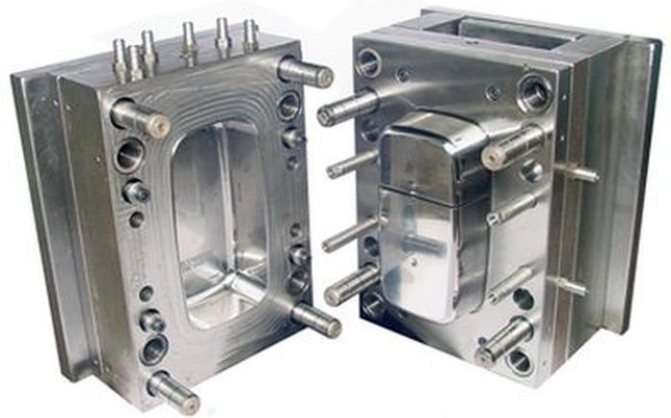
Пресс-формы для литья пластмасс – это основной вид оснастки термопластавтоматов. Для производства каждого изделия изготавливается своя индивидуальная форма. Принцип ее работы очень прост. Литьевая машина осуществляет впрыск расплавленного пластика в форму. После его охлаждения она размыкает форму и выталкивает из нее уже готовое изделие. Формы для литья пластмасс могут изготавливаться из различных марок стали. Это сказывается на количестве их производственных циклов. Оно может колебаться от 100000 до 1 млн.
Вакуумный загрузчик сырья
Вакуумные автозагрузчики полимерного сырья – вид периферийного оборудования, позволяющий значительно ускорить и облегчить процесс подачи полимерных материалов в загрузочные бункеры термопластавтоматов. По своим конструктивным особенностям могут разделяться на вертикальные и раздельные модели. Первые – выполняют стандартные функции, вторые – используются при транспортировке полимеров на дальние расстояния.
Холодильный агрегат
Холодильные агрегаты или по-другому чиллеры используются для охлаждения воды при производстве пластмасс под давлением. Они позволяют существенно снизить продолжительность производственного цикла.
Все вышеперечисленное оборудование используется для литья в условиях массового производства. Но что делать, если вам не нужны тысячи идентичных изделий? Выход из этого положения – это мелкосерийное литье пластмасс в домашних условиях.
Под давлением
Технология литья под давлением предполагает быструю подачу расплава в форму путем использования компрессорных или поршневых механизмов. Благодаря автоматизации процесса литье под давлением считается высокопроизводительным.
Таким способом можно получать детали:
- сложной геометрической формы;
- с достаточно тонкими стенками;
- высокой точности;
- с повышенной шероховатостью.
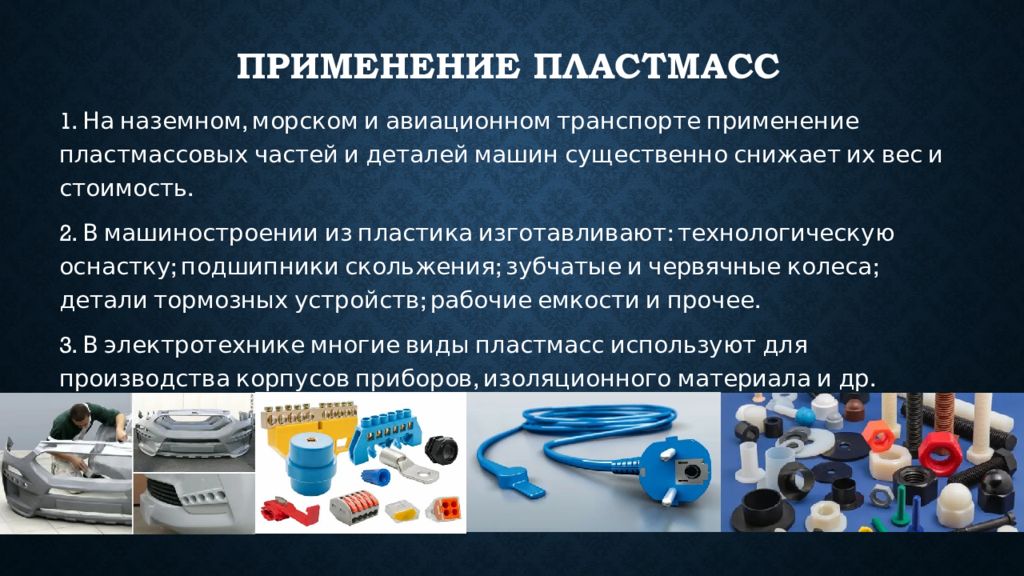
Способ литья под давлением применяется для получения деталей в автомобилестроении. Они получаются небольшого веса, достаточной прочности, что позволяет снизить общую массу агрегата.
Стоит отметить, что метод литья под высоким давлением имеет следующие достоинства:
- возможность получения размеров 9 класса и грубее;
- достигаемая шероховатость поверхности — 1,25 мкм;
- минимальная размер стенок — 0,6 мм;
- минимальным диаметром отверстий — 1 мм;
- формирование наружной резьбы;
- накатки, надписей на внешней стороне.
К недостаткам относят следующее:
- высока цена на сами формы;
- разлив металлов с низкой температурой плавления;
- повышенная вероятность образования внутренних дефектов в виде трещин и напряжений.

Схема литья под давлением
Широкое использование литья алюминия под давлением обусловлено:
- малым значениями температуры в период кристаллизации;
- пластичностью сплава;
- хорошей жидкотекучестью;
- инертностью к химическим реакциям;
- невысоким объемом усадки.
Рассматривая способы технологию поделить следующим образом:
- камера прессования:
- горячая;
- холодная;
- способ разливки:
- горизонтальный;
- вертикальный;
- механизм подачи сплава:
- поршневой;
- компрессорный.
Протекание процесса
Расплав подается в специальную полость. Поршневым пальцем жидкий металл на большой скорости вгоняется во внутреннюю полость пресс-формы. После чего происходит охлаждение без снятия давления. После затвердевания пресс-форма разъединяется, и отливка извлекается. Для облегчения извлечения конструкция оборудуется толкателями.



С чего следует начинать?
 Первое, что нужно сделать до организации производства – это выбрать какие именно группы товаров вы будете производить. Здесь многое зависит от ваших конкретных возможностей. Например, если есть возможность договориться о поставках тары для упаковки полуфабрикатов, начинать следует именно с нее. Это даст хороший старт производственному процессу. Позднее при необходимости можно будет расшириться и заняться производством других товарных групп.
Первое, что нужно сделать до организации производства – это выбрать какие именно группы товаров вы будете производить. Здесь многое зависит от ваших конкретных возможностей. Например, если есть возможность договориться о поставках тары для упаковки полуфабрикатов, начинать следует именно с нее. Это даст хороший старт производственному процессу. Позднее при необходимости можно будет расшириться и заняться производством других товарных групп.
Если же наработок никаких нет, то начинать следует с изделий массового потребления:
- ведер;
- цветочных горшков;
- емкостей по рассаду;
- упаковки.
Пошаговый план открытия производства изделий из пластика
Ориентировка идет на малого частного бизнеса:
Официальное открытие бизнеса. Регистрация бизнеса, выбор налогообложения в зависимости от налогов необходимо будет сдавать декларации и авансовые отчеты с помощью приложений (так проще), естественно открыть нужные виды деятельности;
Изучение рынка сбыта. Наиважнейший этап, даже перед составлением бизнес-плана. В мегаполисах вопрос более сложный из-за большой конкуренции. Здесь имеет смысл работать по-крупному, ориентируясь на поставки в другие города. В городах небольших и местностях сельского типа можно изготавливать самые обычные бытовые вещи повседневного использования, и это уже принесет прибыль;
Наличие производственных мощностей. Это производственные площади и оборудование. В качестве площадей могут выступать и обыкновенный гараж, и нежилая комната в большом доме. С оборудованием сложнее. Необходим начальный капитал для его приобретения. Но есть вариант изготовить вакуумную установку собственноручно (описания есть в интернете). Немного поработав на ней, можно скопить средства и на более серьезный агрегат;
Постоянное усовершенствование техпроцесса и возможное расширение ассортимента
Необходимо постоянно изучать передовые технологии в данной области и направить внимание на разработку типовых процессов изготовления продукции. Это поможет быстро переориентировать производство под условия рынка спроса и всегда быть на плаву.
В настоящее время процесс изготовления изделий методом вакуумной формовки является перспективным для капиталовложения.
Поэтому стоит попробовать построить бизнес именно в этой области.
Оборудование для производства пластиковых изделий
Поскольку существуют разнообразные пути создания пластиковых изделий, для этого необходимо определенное оборудование.
Классификация машин для изготовления деталей из пластика включает в себя такие станки и аппараты, как:
- Экструдеры, оснащенные мощной фильтровальной системой;
- Литьевые машины, или иначе называемые термопластавтоматы – представляют собой самый распространенный вид оборудования. Большинство пластиковых изделий, используемых сегодня, сделаны при помощи литьевых машин. На этом оборудовании можно использовать самые распространенные полимерные материалы, из которых возможно изготовить полые, армированные изделия, разноцветные детали, а также продукцию сложного дизайна.
- Выдувные машины – основное их предназначение заключается в производстве продукции с тонкими внешними стенками, например, всевозможных канистр и подобного им оснащения.
- Термоформовочное оборудование – предназначается для производства пленочных заготовок, например, используемых в быту пластиковых контейнеров, одноразовой посуды и т. д.
В процессе изготовления деталей из пластмасс задействуют также и другое оборудование, например, сушилки, дробилки, смесители – все эти машины призваны облегчить процесс производства из поливинилхлоридных пластиков.
В создании изделий из пластика от произволителя «Автоп» используется лучшее литьевое оборудование — гидравлический термопластавтомат (ТПА) Babyplast, при помощи которого мы можем изготовить любую интересующую Вас деталь по Вашему образцу!
Каким должно быть помещение для производства пластиковых изделий
Не нужно слишком много мудрить с постройкой данного помещения. Оно должно лишь отвечать всем стандартным нормам и содержать привычные для этого дела приборы.
Стоимость машин обычно небольшая, да и за территорию платить особо не нужно. Для того чтобы завод содержал все требуемые коммуникации в нужных количествах, можно построить здание размером в 50–200 квадратных метров, это не очень много. Но вот есть один нюанс: склад может занять очень большую территорию. Несмотря на то, что изделия из пластмассы имеют маленький вес, размеры их довольно большие.
Не стоит забывать о людях, которые могут пострадать от производства пластмасс. При поиске участка для постройки, лучше избегать спальных районов.
Любые гранулированные материалы лучше всего держать в помещениях с пониженной влажность воздуха и теплой температурой. Ведь именно этот фактор влияет на качество будущих изделий.
Чтобы не возникало проблем с законом, нужно обязательно получить разрешение у нескольких инстанций:
- санэпидемстанция;
- районное или местное правительство;
- госнадзор;
- пожарная инспекция;
- газовая инспекция;
- электрики.
Если у вас достаточно средств и знаний, сооружение и начало процесса производства пластмассовых изделий займет не более трех месяцев.