
Сверлильные аппараты для использования в производственных условиях
Достаточно взглянуть на чертежи или фото производственных сверлильных станков, чтобы понять, что они представляют собой значительно более сложные устройства, чем бытовые модели. Большая часть моделей таких станков – это универсальное оборудование, позволяющее выполнять не только сверление по металлу и прочим материалам, но и ряд других технологических операций.

Многошпиндельный сверлильный станок GILLARDON RF 25
К производственным сверлильным станкам относятся устройства следующих категорий.
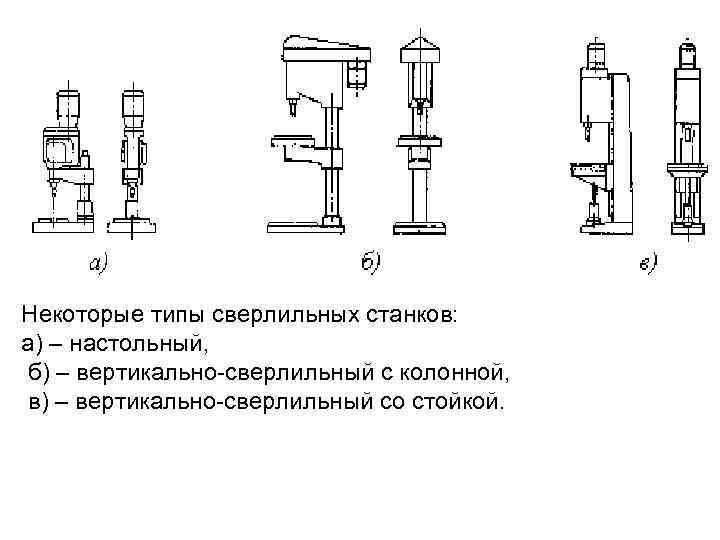
Станки настольного типа
Такие станки отличаются небольшими размерами и незначительным весом. Их применяют для сверления отверстий, имеющих небольшой диаметр.
Вертикально-сверлильные (колонные) станки
Эти станки используют для оснащения мелкосерийных и единичных производств. С их помощью можно получать в заготовках из металла отверстия, диаметр которых находится в интервале 18–75 мм.
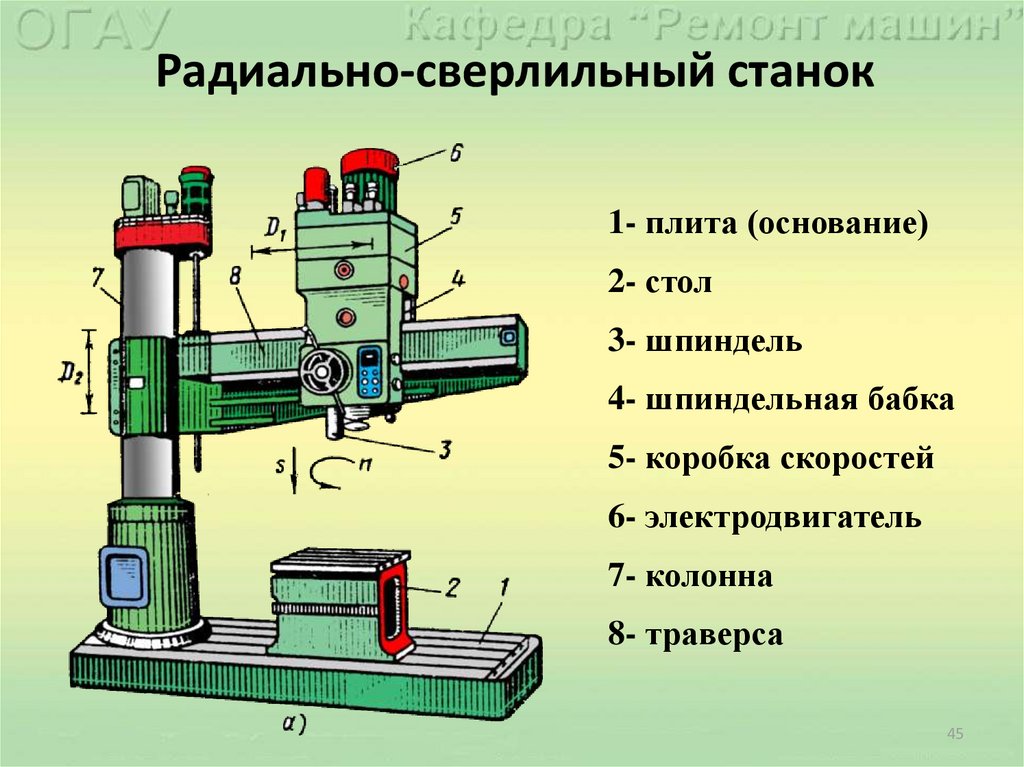
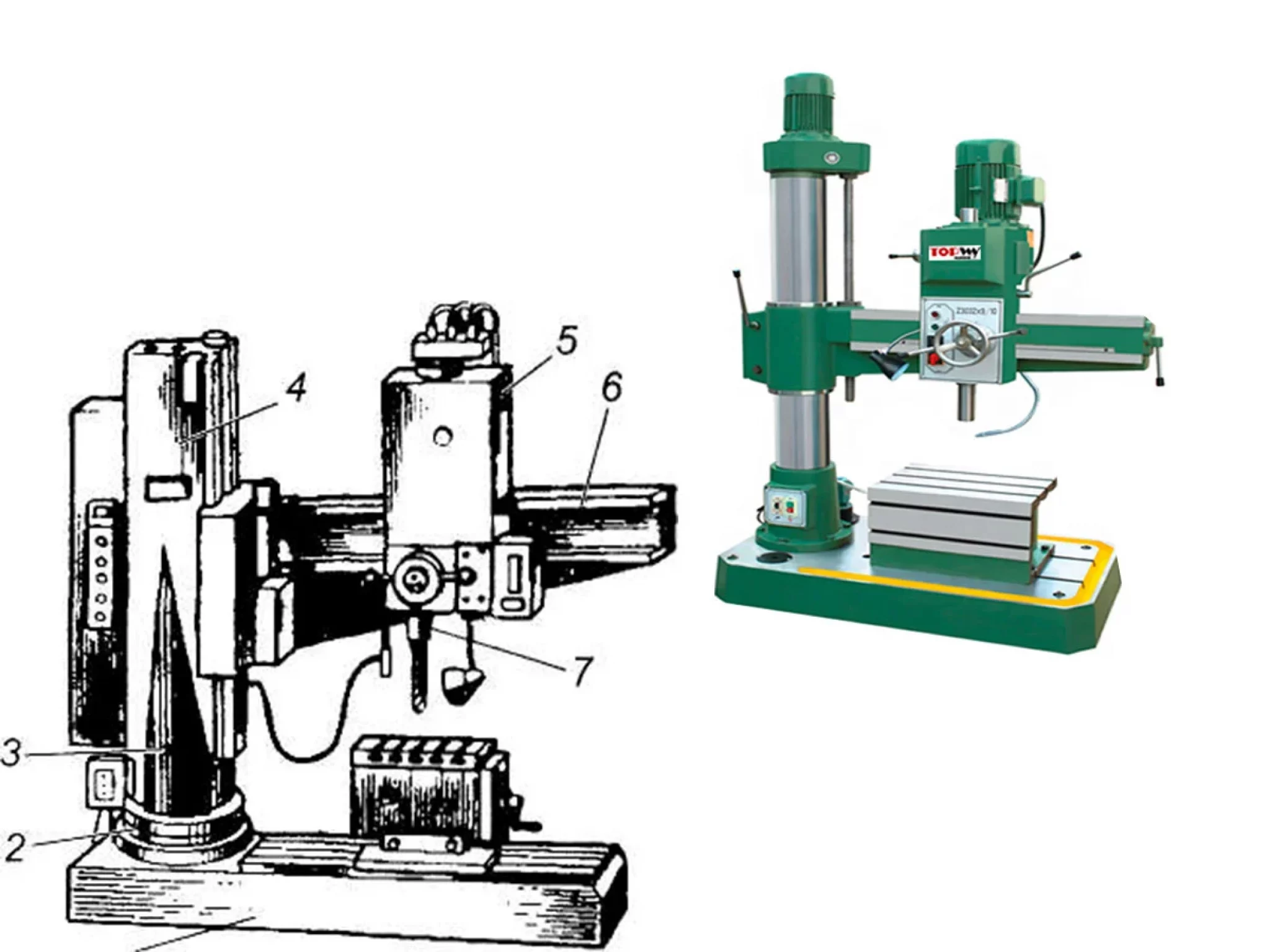
Радиально-сверлильные аппараты
Данное оборудование служит для обработки массивных деталей из металла или заготовок, в которых необходимо сформировать отверстия с центрами, расположенными по дуге окружности. Устройство сверлильного станка этой категории характеризует достаточно большой вылет шпиндельного узла, величина которого может доходить до 1300–2000 мм.
Координатно-сверлильные устройства
Использование таких станков актуально в тех случаях, когда предъявляются высокие требования к точности расположения нескольких отверстий в детали.
Горизонтально-сверлильные аппараты
На этих устройствах обрабатывают отверстия, отличающиеся значительной глубиной (валы, оси, штоки и др.).
Центровальные станки
Такое оборудование используется для формирования центровых отверстий, расположенных на торцах обрабатываемых деталей.
Многошпиндельные станки
На агрегатах, оснащенных несколькими шпиндельными головками, может одновременно выполняться обработка множества отверстий, расположенных в вертикальной, горизонтальной и наклонной плоскостях.
Комбинированные станки
На устройствах сверлильно-фрезерной, сверлильно-токарной, сверлильно-долбежной и ряда других категорий могут одновременно выполняться различные технологические операции.

Универсальный сверлильно-фрезерный станок Stalex-LM1450-2
Наиболее распространенными считаются станки вертикально- и горизонтально-сверлильной группы. Многие современные модели сверлильных станков оснащают системами числового программного управления, что позволяет серьезно повысить производительность такого оборудования и обеспечить высокую точность обработки. Станки с такой системой управления используют преимущественно для оснащения серийных и крупносерийных производственных предприятий.
Среди специального сверлильного оборудования следует упомянуть магнитные станки, которые применяются для получения отверстий в крупногабаритных деталях. Такие устройства, оснащенные специальным магнитным основанием, размещаются непосредственно на поверхности обрабатываемой детали и надежно удерживаются на ней за счет мощного магнитного поля. Большим преимуществом станков данной категории является то, что их можно располагать в любом пространственном положении.

Уникальная конструкция магнитных станков предоставляет возможность обрабатывать металл там, где это невозможно сделать обычным оборудованием
Несмотря на то, что любой станок сверлильной группы можно использовать для получения отверстий в заготовках из различных материалов, для деревообрабатывающих и мебельных фабрик создаются особые модели, которые могут оснащаться одним или несколькими шпинделями, в том числе и рабочими головками поворотного типа. При помощи такого оборудования можно не только делать отверстия в деталях из древесины, но и создавать гнезда, пазы, удалять сучки.
1 Классификация сверлильного оборудования
Сверлильные агрегаты в соответствии с принятой в нашей стране классификацией относят ко второй группе металлорежущего оборудования. По назначению установки для сверления подразделяют на следующие виды: специализированные; универсальные; специальные. Под специализированными понимают автоматизированные агрегаты, которые способны выполнять определенные технологические процедуры. Как правило, они настраиваются на одновременное сверление нескольких отверстий в каких-либо конкретных конструкциях.
К специализированным относятся почти все советские и российские агрегатные станки, которые собираются из стандартных механизмов и составных частей. Они обычно оснащаются множеством особых инструментов и приспособлений, что ориентирует их на применение в массово-поточном и крупносерийном производстве.
Универсальное оборудование позволяет осуществлять любые технологические процедуры, связанные с выполнением отверстий и их дополнительной обработкой – фрезерно-расточной, фрезерно-токарно-расточной, токарно-расточной и т.д. Оно больше всего распространено, универсальные агрегаты используются многими предприятиями, небольшими производственными компаниями и частными лицами (настольный станок для сверления нетрудно найти в домашних мастерских наших сограждан).
Всю номенклатуру универсального оборудования делят на:
- Радиально-сверлильные установки. Они могут быть передвижными, стационарными, снабженными головками поворотного типа, переносными и другими;
- Вертикально-сверлильные. Бывают с сечением сверления 75 миллиметров (тяжелые), с сечением от 18 до 50 миллиметров (средние), с сечением 3–12 миллиметров (легкие). Любой настольный агрегат по своим параметрам относится к группе легких.
- Горизонтально-центровальные и горизонтально-сверлильные.
Агрегаты специального вида изготавливают для производства ограниченного числа операций (иногда они дают возможность выполнить всего одну операцию) в конкретной детали. В большинстве случаев их невозможно перенастроить на работу с другими заготовками.







Добавим, что радиально-сверлильный станок либо сверлильный агрегат другого типа (например, сверлильно-присадочный станок или магнитный сверлильный станок) может располагать системой числового программного управления (ЧПУ). Сверлильный станок с ЧПУ в своей маркировке имеет специальные символы (одна или две литеры и одна цифра), которые описывают некоторые особые характеристики оборудования. Понятно, что бытовые сверлильные станки не оснащаются числовым программным управлением, в этом нет никакой необходимости.
Если перед нами агрегат с обозначением «Ф1» в конце маркировки, это означает, что он имеет возможность преднабора координат и оснащен цифровой индикацией, с обозначением «Ф2» – оборудование с прямоугольными и позиционными системами ЧПУ, с «Ф3» – числовой программный комплекс является контурным. А обозначение «Ф4» говорит нам о том, что на станке установлено ЧПУ универсального типа, позволяющее с одинаковой легкостью выполнять и контурную, и позиционную обработку.
Агрегаты без ЧПУ делятся на: полуавтоматические; с ручной и механической подачей; автоматизированные; автоматические. Кроме всего прочего, сверлильное оборудование в последние годы пополнилось большим количеством совершенно новых специальных и специализированных агрегатов, среди которых мы хотим выделить:
- деревообрабатывающий сверлильно-присадочный станок;
- инновационный магнитный сверлильный станок;
- многофункциональный токарно-фрезерно-расточной и комбинированный фрезерно-токарно-расточной центр.
О них обязательно будет рассказано в данной статье.
Эксплуатация
Станки для сверления, оснащённые ЧПУ, необходимо эксплуатировать в соответствии со следующими требованиями:
- разрешена установка только внутри отапливаемых помещений с оптимальным уровнем влажности;
- допустима обработка заготовок, которые отвечают требованиям производителя конкретной модели;
- все узлы, механизмы нужно поддерживать в чистоте, своевременно смазывать, обслуживать, следить за состоянием, выполнять замену, не допуская критических повреждений;
- перед выполнением работ следует убедиться в полной работоспособности всех агрегатов, проверить наличие защитных экранов, способность станка отключаться в случае аварийных ситуаций;
- в случае обнаружения неисправностей, недопустимо обрабатывать заготовки;
- недопустимо выполнять сверление деталей из материалов, не подходящих под параметры установленных свёрл;
- в случае прекращения подачи охлаждающей жидкости или масел для смазки механизмов нужно прекратить работу станка для устранения неисправностей;
- после начала выполнения программы ЧПУ запрещается прикасаться к вращающимся или движимым узлам.
Преимущества и недостатки
К преимуществам сверлильных станков относятся:
- точное позиционирование сверла над поверхностью детали;
- многоступенчатая обработка;
- регулировка крутящего момента, скорости оборотов, хода сверла вдоль осевой линии;
- сверление под различными углами;
- простота программирования ЧПУ, смены программ для выполнения различных производственных задач;
- автоматический контроль текущего состояния станка;
- высокая надёжность механических частей;
- защита от перегрева сверла;
- высокий ресурс узлов и механизмов;
- много различных моделей, позволяющих перемещать шпиндель со сверлом над рабочим столом либо наоборот;
- простота в эксплуатации, обслуживании, ремонте;
- высокая производительность труда;
- безопасность в работе по причине отсутствия контактов с опасными механическими узлами.
Недостатки станков с ЧПУ для сверления:
- высокая стоимость оборудования;
- большие габариты и масса;
- для работы требуется обученный персонал — операторы, наладчики.

Качественное изготовление деталей
Производители и стоимость
Модели сверлильных станков с ЧПУ выпускаются на следующих предприятиях:
- ОАО «Астраханский станкостроительный завод»;
- ЗАО «КомТех-Плюс»;
- ОАО «Стерлитакамский станкостроительный завод»;
- Завод «ПромСтройМаш»;
- ОАО «Рязанский станкостроительный завод»;
- ОАО «Кировский станкостроительный завод».
Стоимость станков в зависимости от их типов следующая:
- профессиональные радиально-сверлильные настольные — от 120 тыс. руб.;
- радиально-сверлильные для ответственных работ — от 150 тыс. руб.;
- тяжёлые промышленные — от 400 тыс. руб.;
- радиально-сверлильные промышленные с вращаемой на 360 опорой — от 1 млн. 100 тыс. руб.
Станки в зависимости от моделей могут отличаться спецификой работы, взаимодействия с оператором, а также иметь другие особенности. Однако основной принцип обработки заготовок сохраняется.
Электрическая защита
Чтобы предотвратить нежелательные перегрузки производителем предусмотрена защита – автоматический выключатель АСТ – 3. Заземление станка обеспечивается катушкой магнитных пускателей. Сверлилка, равно как и контактная плата, должны быть подключены в соответствии с требованиями и нормами, которые относятся к производственному оборудованию.
Составные электрической части: электрический силовой агрегат, электрический насос для подачи жидкости в систему охлаждения, механизмы пуска и автоматического отключения, выпрямители, локальный осветительный прибор для улучшения рабочего процесса.
В обязательном порядке каждый сотрудник, особенно который работает за станком, должен строго соблюдать нормы и требования инструкции по охране труда. В противном случае рабочий не допускается на рабочее место.
Примеры настольных сверлильных станков на выставке
Московский ЦВК «Экспоцентр» откроет свои двери для участников и гостей специализированная выставка «Металлообработка».
В рамках международного мероприятия будут представлены станки для малого бизнеса, инструменты и машины, которые подойдут для оборудования частных цехов.
Владельцы крупных производств также смогут подобрать подходящие агрегаты для заводов с высокой производительностью, экспоненты из разных стран представят свои последние наработки на мероприятии.
Хотите ознакомиться с различными видами настольных станков для сверления, которые представлены сегодня на рынке?
Получить максимальное количество полезной информации об этом оборудовании, а также при необходимости наладить сотрудничество с его производителями поможет международная выставка под названием «Металлообработка», которая пройдет в Москве.
Посетив эту выставку, вы узнаете все не только о современных металлообрабатывающих инструментах и оборудовании, но также об оснастке к ним. Сможете наладить полезные связи или подписать выгодные договора.
Сверлильные радиальные станкиСверлильные станки для печатных плат
Конструкция сверлильного станка 2118
По своей конструкции сверлильный станок весьма прост в управлении. Для того, чтобы установить выбранную скорость сверления, необходимо переставить клиновидный ремень на соответствующую ступень шкива.
Для того чтобы перебросить ремень с одной ступени шкива на другую необходимо отвернуть специальную рукоятку на кронштейне и путем поворота винта влево подать кронштейн совместно с электромотором на себя. После этого необходимо переставить ремень, а затем (для натяжения ремня) поворотом винта вправо передвинуть кронштейн с электромотором от себя.
Автоматическая подача осуществляется через коробку подач, валик последней приводится во вращение от шпиндельного флашкива через небольшой редуктор, который соединен с флашкивом ремнем.
Величина автоматической подачи составляет 0,2 мм за один оборот шпинделя. Подачу более 0,2 мм. можно осуществить только вручную, для чего в коробке подач устроен специальный обгонный механизм.
Для того, чтобы работать с подачей менее 0,2 мм (при сверлении по стали до Ø 6 мм), автоматическую подачу необходимо выключить путем отвода рукоятки против часовой стрелки до отказа и сбоку на диске завернуть упорный винт.
Для того чтобы при автоматической подаче сверлить на заданную глубину, на диске втулки переключения имеется передвижная упорная планка, а на нониусном кольце по окружности нанесена специальная шкала в миллиметрах, по которой отсчитывают заданную глубину. Установка планки производится в соответствии с требуемой глубиной сверления.
Пуск и остановка станка производятся при помощи электродвигателя, причем включение и выключение последнего производятся от барабанного переключателя.
Автоматическая подача 0,2 мм. может быть применена для углеродистой стали, для диаметров сверления от Ø 6 мм до 18 мм. Для чугуна, для диаметров сверления от 3 мм. до 18 мм.
При работе автоматической подачей рукоятку необходимо установить в среднее положение.
Легкость выключения автоматической подачи осуществляется путем подбора роликов в коробке подач: Ø 12,3..12,7.









Охлаждение сверлильного станка 2118
Для охлаждения инструмента при сверлении на станке смонтирован специальный электронасос типа П22-А, который может включаться при помощи отдельного пакетного выключателя.
Для охлаждающей жидкости в тумбе станка предусмотрен специальный резервуар.
Смазка сверлильного станка 2118
Смазка станка производится ежедневно перед началом работы в следующих местах:
Ось шестерни подачи — через две масленки на корпусе коробки подач.
При автоматической подаче необходимо обильно смазывать шейку подающего валика коробки подач — через круговую фаску во втулке коробки подач.
Все остальные механизмы смазываются периодически путем набивки тавота через специально предусмотренные для этой цели отверстия.
Смазка подшипника леникса производится периодически путем отвинчивания ролика от планки (левая резьба). Смазка подшипников валика подачи осуществляется через отверстие в шестерне Z63, для чего выворачивается стопорный винт.
Необходимо ежедневно смазывать шестерни привода коробки подач.
Смазка реечного зацепления коробки подач производится путем подачи масла на зубья пиноли.
Ось червячной шестерни в механизме подъема стола смазывается через масленку на торце оси.
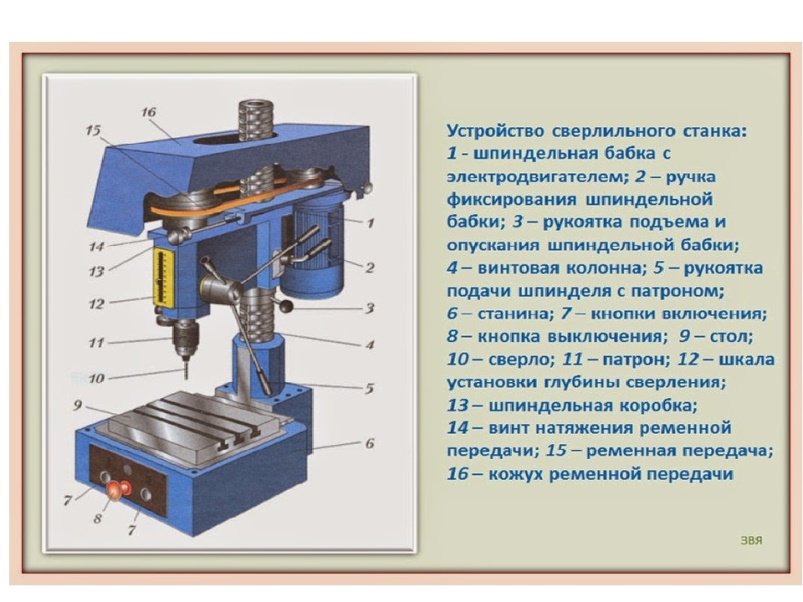
Элементы конструкции бытового сверлильного оборудования и их взаимодействие
Шпиндельный узел как производственного, так и бытового сверлильного станка приводится в действие посредством электродвигателя, сообщающего крутящий момент валу ременной передачи. Сверлильные станки, предназначенные для бытового использования, оснащаются электродвигателями, мощность которых составляет 250–1000 Вт.

Асинхронный двигатель настольного сверлильного станка Sturm BD7037 мощностью 370 Вт
На многих моделях бытовых станков сверлильной группы скорость вращения режущего инструмента можно регулировать, что обеспечивается за счет использования в их конструкции валов ременной передачи разного диаметра. Принцип регулирования скорости вращения шпинделя на таких станках достаточно прост: при выключенном приводном электродвигателе ремень просто перекидывается в канавку той части шкива, которая имеет другой диаметр. По такому принципу скорость вращения шпинделя можно регулировать в диапазоне 450–3000 об/мин.

Узел ременной передачи станка Proma PTB-16B230
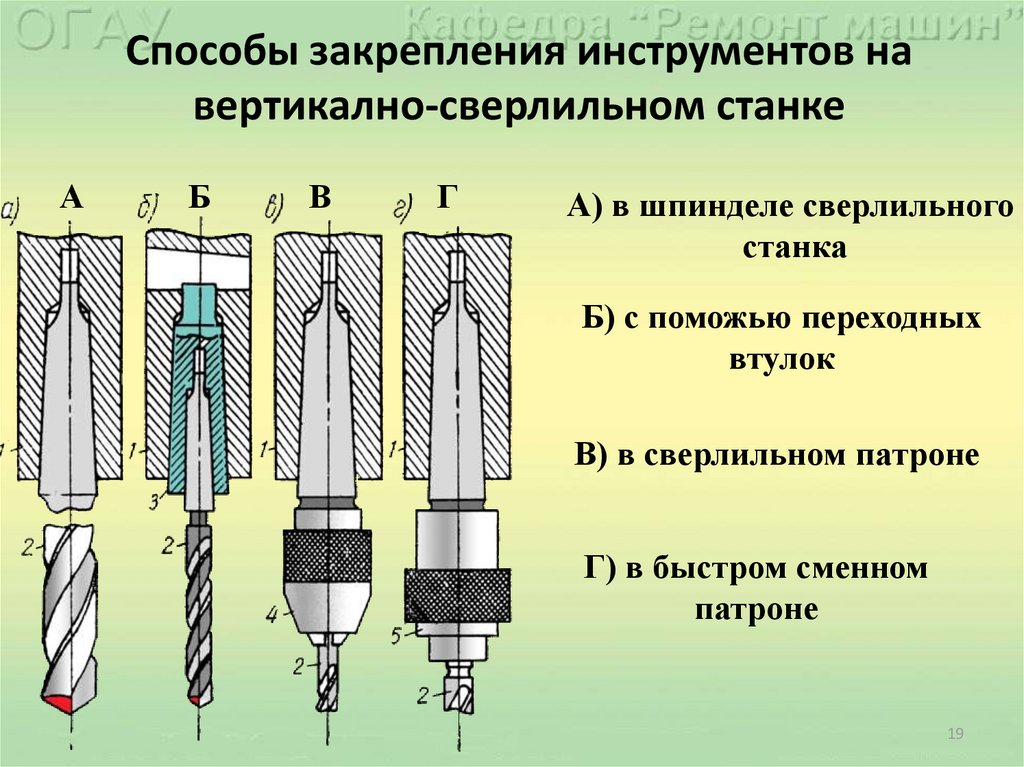
На станках для бытового использования обычно устанавливаются сверлильные патроны, идентичные зажимным устройствам ручных электродрелей. Такие патроны с 3 самоцентрирующимися кулачками рассчитаны на фиксацию сверл, диаметр которых доходит до 12 мм. Для работы с этим патроном необходим специальный ключ, при помощи которого осуществляется зажим или ослабление фиксирующих кулачков.

При выборе станка обратите внимание на минимальный диаметр зажимаемого в патроне сверла – кулачки некоторых моделей не могут фиксировать сверла калибром менее 3 мм
Технические возможности сверлильных станков бытового назначения позволяют обрабатывать детали, высота которых находится в интервале 200–900 мм. Данный параметр зависит от того, на какую высоту сверлильная головка может подниматься на стойке оборудования. Принцип перемещения сверлильной головки по колонне станка у различных моделей может варьироваться. На самых простых и легких устройствах рабочая головка перемещается на требуемую высоту вручную, а на более крупном и тяжелом оборудовании для этого предусмотрена специальная рукоятка-штурвал, которая соединена с приводным механизмом.
Для фиксации сверлильной головки в требуемом положении и для ее установки на необходимой высоте перед началом обработки используется специальная рукоятка. Регулировать и фиксировать положение рабочей головки перед началом сверления необходимо потому, что величина вылета патрона из шпиндельного узла достаточно невелика и составляет в зависимости от модели агрегата 50–400 мм.
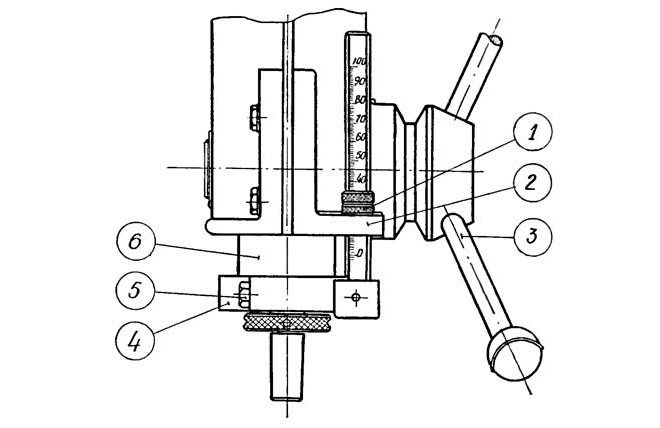
Органы настройки глубины сверления станка НС12А: 1 – гайка указателя; 2 – выступ указателя; 3 – штурвал; 4 – хомут; 5 – фиксирующий винт; 6 – гильза шпинделя
Важным параметром, по которому оценивают любой сверлильный станок, является вылет сверла. Этот параметр, который у разных моделей бытовых станков может находиться в интервале 100–200 мм, характеризует расстояние от оси вращения режущего инструмента до оси стойки-колонны (от него зависит то, на каком расстоянии от края детали можно просверлить отверстие).
Основным требованием к плите-основанию сверлильного станка, которая должна обеспечивать его устойчивое положение на любой горизонтальной поверхности, является ее массивность и габариты, достаточные для того, чтобы уравновешивать массу остальных конструктивных элементов оборудования.
Назначение верхней части такой плиты – служить рабочим столом, поэтому ее делают максимально ровной с несколькими пазами. Центральный из этих пазов используется при сверлении сквозных отверстий и необходим для того, чтобы в процессе выполнения такой технологической операции избежать повреждений сверла и поверхности рабочего стола. Остальные пазы на поверхности рабочего стола нужны для закрепления различных зажимных приспособлений.

Основание станка PROHHON-TBM-220 имеет прорези для закрепления тисков
Вертикальное перемещение сверла, закрепленного в патроне, осуществляется за счет рычажного механизма, приводимого в действие специальной рукояткой. Такая рукоятка, расположенная на боковой поверхности корпуса станка, специально подпружинивается, что обеспечивает ее автоматический возврат в исходное состояние после того, как воздействие на нее прекращается.
Электродвигатель на бытовых моделях питается преимущественно от электрической сети с напряжением 220 В. Он запускается и останавливается при помощи кнопочной станции. На отдельных моделях бытовых сверлильных станков, технические возможности которых позволяют нарезать внутреннюю резьбу, предусмотрен реверсивный запуск электродвигателя.




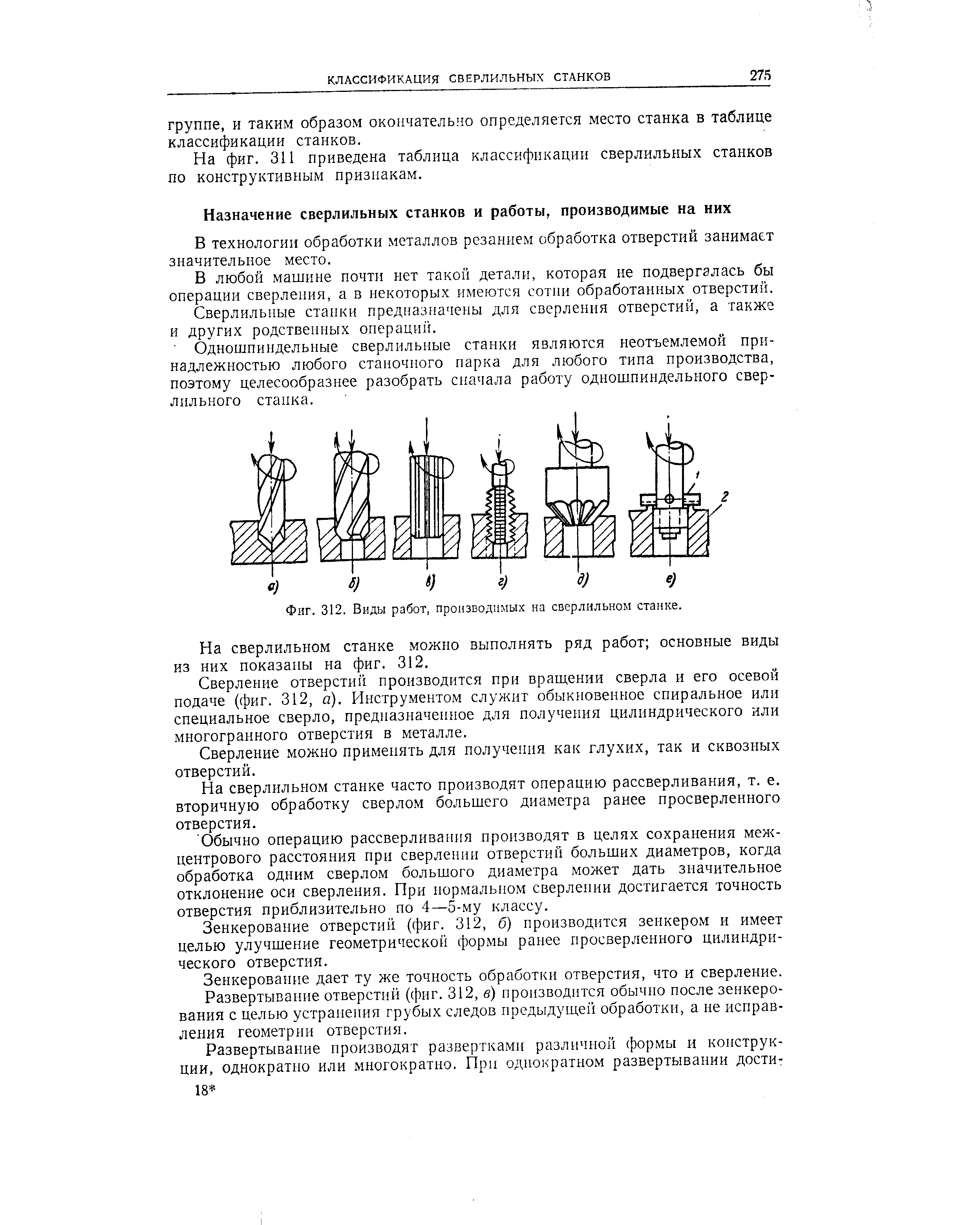
Назначение и классификация сверлильно-расточных станков
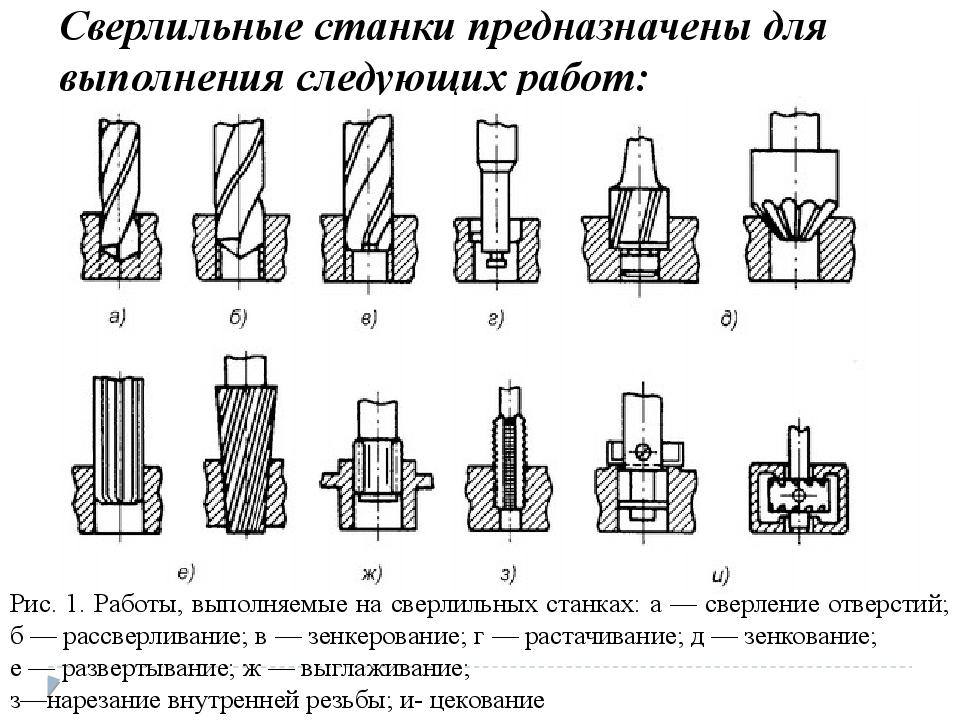
Сверлильные станки предназначены для выполнения следующих работ:
- сверление сквозных и глухих отверстий (рис. 1, а), при этом обеспечивается возможность получения параметра шероховатости поверхности не ниже 12—13-го квалитета и Ra = 6,3…15 мкм;
- рассверливание отверстий — увеличение диаметра спиральным сверлом (см. рис. 1, б);
- зенкерование, позволяющее получить более высокий квалитет и меньшее значение параметра шероховатости поверхности отверстий по сравнению со сверлением (см. рис. 1, в) — точность 11— 13-й квалитет, Ra = 10…15 мкм;
- растачивание отверстий, осуществляемое резцом на сверлильном станке (см. рис. 1, г);
- зенкование, выполняемое для получения у отверстий цилиндрических и конических углублений и фасок для головки болтов и винтов (см. рис. 1, д); развертывание отверстий, применяемое для получения необходимых параметров точности (7—11-й квалитет) и шероховатости, Ra = 1,25…15 мкм (см. рис. 1, е);
- выглаживание, производимое специальными роликовыми оправками, или развальцовывание, имеющее назначение уплотнения — сглаживания гребешков на поверхности отверстия после развертывания деталей из дюралюминия, магниевых сплавов и др. (см. рис. 1, ж);
- нарезание внутренней резьбы метчиком (см. рис. 1, з); при использовании комбинированного инструмента получают сложные поверхности;
- цекование — подрезание торцов наружных и внутренних приливов и бобышек (см. рис. 1, и).
![]()
Рис. 1. Работы, выполняемые на сверлильных станках: а — сверление отверстий; б — рассверливание; в — зенкерование; г — растачивание; д — зенкование; е — развертывание; ж — выглаживание; з — нарезание внутренней резьбы; и — цекование
Кроме перечисленных видов работ на данных станках выполняют и другие операции.
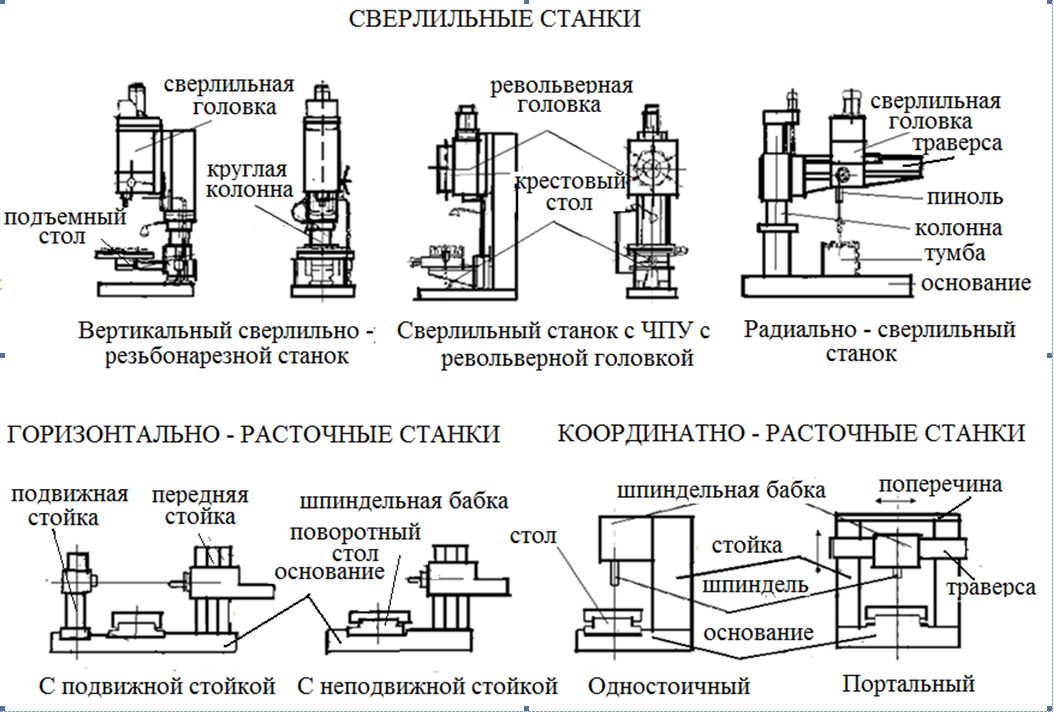
Основные типы сверлильно-расточных станков: вертикально-сверлильные одно- и многошпиндельные; радиально-сверлильные; горизонтально-сверлильные для глубокого сверления и горизонтально-центровальные.
Сверлильно-расточные станки по классификатору отнесены к второй группе, внутри которой их делят на следующие типы (см. табл. 1.5): 1 — вертикально-сверлильные; 2 — одношпиндельные полуавтоматы; 3 — многошпиндельные полуавтоматы; 4 — координатно-расточные; 5 — радиально-сверлильные; 6 — горизонтально-расточные; 7 — алмазно-расточные; 8 — горизонтально-сверлильные; 9 — разные сверлильные.
Технические характеристики горизонтальных сверлильных станков
Лучше всего технические характеристики этих устройств описать на пример наиболее распространенных видов данных устройств. Станок с ручной подачей СвГД может обрабатывать детали с максимальным диаметром отверстия 4,5 см и сверлить отверстия длиной до 120 мм. Сверло может оборачиваться со скоростью около 2000 оборотов в минуту.

Стоит описать технические характеристики другого популярного сверлильного станка СвГ-3:
- Предельный диаметр сверления – 2,5 см.
- Максимальная глубина сверления – 10 см.
- Длина продольных пазов – 20 см.
- Предельное количество оборотов сверла в минуту – 3000.
Станок СвГ-3
- Основа.
- Суппорт.
- Электрический мотор.
- Рычаг управления узлом суппорта.
- Кронштейн.
- Рабочая поверхность.
- Рычаг для вертикального перемещения рабочей поверхности.
- Рычаг для горизонтального перемещения рабочей поверхности.
- Линейка упорная.
- Зажим.
- Сверлильный узел.
Существуют и другие модификации сверлильных станков. Например, относительной популярностью пользуется установка СвПА, оснащенная гидронасосом и механической подачей. Гидронасос используют для крепления деталей на рабочей поверхности станка.
Кроме сверлильной функции, этот станок способен выполнять работы по пазованию заготовок. Стоит отметить, что для выполнения подобных работ требуется определенная квалификация. Для корректного применения установки необходимо учитывать параметры сверла и его местонахождение в обрабатываемой заготовке.
Где лучше всего покупать мини-станки для малого бизнеса
Большинство начинающих предпринимателей не хотят вкладывать большие деньги в собственный бизнес, потому они строят его в условиях жесткой экономии, в частности, закупается менее качественное, но более дешевое оборудование. Такой подход может быть малопродуктивным, поскольку агрегаты от малоизвестных производителей часто выходят из строя раньше заявленных в документации сроков, а деталей для их починки в нашей стране просто нет.
Лучше всего приобретать мини-станки для малого бизнеса у проверенных компаний, или же отдавать предпочтение машинам б/у, которые пребывают в отличном состоянии.
Следует обращать внимание на производительность оборудования, простоту его эксплуатации и обслуживания, класс энергосбережения. При выборе рабочих машин экономия должна быть только оправданной