
Сталь у12 для ножей плюсы и минусы. Сталь Х12МФ для ножей: плюсы и минусы
Сразу скажем, идеальной стали, которая отвечала бы всем желаниям, не существует. Всегда приходится искать некую «золотую середину», чтобы подобрать состав металла, который бы идеально подходил для конкретных целей. Простой пример – если нож сделан из «мягкой» стали, то его легко наточить. Но с другой стороны и тупиться такие клинки будут гораздо быстрее. Из подобной стали часто делают бытовые ножи, которые мы ежедневно используем на кухне.
Другой пример – изделия из «твердой» стали служат гораздо дольше. Но и у них есть свои минусы – при ударе о твердый предмет могут образовываться сколы. И вообще, есть золотое правило изготовления ножей: чем сложнее состав стали, чем больше различных примесей используется при производстве, тем дороже будет конечная цена. Ярки пример – клинки из дамасской стали. Именно они близки по своим свойствам к эталону, но и стоимость их на порядок выше. И такие ножи точно не будешь использовать на кухне.
Помимо самой марки стали, огромное значение имеет процесс термообработки. Именно на этом этапе производства может быть допущена ошибка, которая впоследствии негативно скажется на самом изделии. Оно может быстро ржаветь, быть слишком мягким, быстро тупиться или вообще ломаться. Но это все не про «Златоустовские ножи». Наш товар отличается высоким качеством. И любой клинок, на котором будет стоять наше клеймо, соответствует самым передовым мировым стандартам.
А теперь более подробно расскажем, из каких марок стали изготавливаются наши ножи. А также подробно расскажем, чем отличается тот или иной химический состав, и каковы его основные достоинства.
65Г-Х12МФ1
Один из лучших образцов стали из всех существующих. Главное ее достоинство – она отлично режет, долго не тупится и может даже выдерживать серьезные ударные нагрузки. За этой сталью легко ухаживать – просто полировать, натачивать, не требует каких-то особых условий для хранения. Но надо внимательно следить за средой, в которой будет содержаться клинок. Рекомендуется избегать щелочную и кислую среды. Иначе, нож очень быстро начнет терять свои свойства и внешний вид. Например, при недолгом воздействие негативных факторов начнут появляться темные пятна на металле. А постоянное содержание в щелочной среде приведет к ржавчине.
У10А-7ХНМ
Эта сталь и подобные ей (имеющие маркировку «У7» и «У8») – относятся к металлам высокой твердости. Подобные материалы часто используются для изготовления различных инструментов, например, напильников. Именно их чаще всего потом и перековывают в клинки. При этом получаются оригинальные ножи, на которых сохраняются специфические насечки, они превращаются в оригинальный элемент декора. Ножи из подобной стали отлично режут, долго сохраняются острыми. Но есть свой минус и у них – слишком слабая стойкость к коррозии. Без постоянной обработки такие клинки быстро начинают терять первозданный вид – сталь темнеет, а после может появиться и ржавчина.
40Х13-Х12Ф1
Это одна из самых популярных марок стали. Используется почти во всех областях. Такие ножи можно найти на кухне у хорошей хозяйки, они продаются в сувенирных магазинах. А еще их используют рыбаки, дайверы и водолазы. И вот тут-то и выясняется их главное достоинство – высокая устойчивость к коррозии. Они не портятся даже при длительном воздействии влаги. И служат весьма долго. Сталь также хорошо режет, не требует какого-то особого ухода. Но есть и определенные минусы. Например, этот металл практически не поддается закалке. И к тому же это «мягкая» сталь, то есть ее легко затачивать, но ножи при этом быстро тупятся. Так что придется постоянно следить за качеством лезвия.
Механические свойства
| HRCэ | HB | KCU | y | d5 | sT | sв |
| МПа | кДж / м2 | % | % | МПа | МПа | |
| Твердость по Роквеллу | Твердость по Бринеллю | Ударная вязкость | Относительное сужение | Относительное удлинение при разрыве | Предел текучести | Предел кратковременной прочности |
| Ku | s0,2 | t-1 | s-1 |
| Коэффициент относительной обрабатываемости | Условный предел текучести с 0,2% допуском при нагружении на значение пластической деформации | Предел выносливости при кручении (симметричный цикл) | Предел выносливости при сжатии-растяжении (симметричный цикл) |
| N | число циклов деформаций/ напряжений, выдержанных объектом под нагрузкой до появления усталостного разрушения/ трещины |
Закалка
Если технология закалки соблюдена, то конечная твёрдость изделий после термообработки должна находиться в пределах 59…62 HRC. Для выполнения такого условия, и сохранения необходимой структуры (мартенсит+аустенит) необходимо придерживаться следующих рекомендаций:
Закалочные процессы протекают в полном объёме, если они начинаются при 800…820 °С.
Соотношение времени предварительного и окончательного подогрева инструмента под закалку должно быть одинаковым, и находиться в температурном диапазоне значений 400…500 °С.
Точное время нагрева обычно рассчитывается в зависимости от площади поверхности инструмента и его объёма
Особенно это важно при нагреве заготовок в расплавах солей: для расплавов это должно быть 8…14 мин, для водных растворов – 15…30 мин (увеличенные нормативы применяются для инструмента с резко отличающимися продольными и поперечными размерами).
Охлаждение инструмента после закалки проводят в воде, температура которой (независимо от времени года и температуры в термическом отделении) должна находиться в пределах 18…25 °С. При более низких температурах возрастает риск растрескивания изделий, а при более высоких твёрдость инструмента получается неравномерной
Тот же дефект возможен в том случае, когда закалочная среда загрязнена минеральными и органическими остатками.
Закалка стали У8 на воздухе невозможна.
После закалки производится отпуск изделий. При этом мартенситное превращение происходит в полной мере, внутренне напряжения снижаются, а вязкость сердцевины возрастает. Температура отпуска стали У8 после закалки составляет 140…200 °С: именно после таких температур конечная продукция сохранит достаточную твёрдость, и будет обладать достаточно вязкой сердцевиной. Время выдержки принимают в пределах 120…200 с, для измерительного инструмента температура может быть дополнительно снижена на 20…50 °С.
Иногда после заточки и шлифования инструмента из стали У8 (в основном, мерительного) проводят дополнительный отпуск. При этом температура составляет 300…350 °С, а время выдержки — 1,5…2 часа, с последующим охлаждением детали на воздухе.
Сталь У7А расшифровка — характеристики и применение
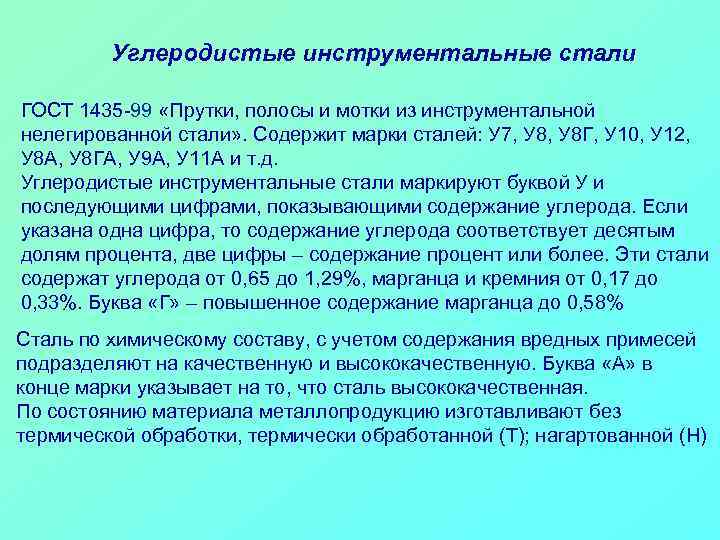
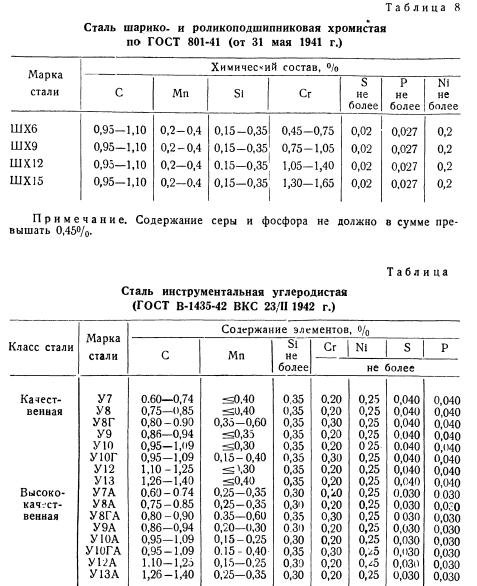
Самым твёрдым из всех видов стали является инструментальная сталь. Исходя из её названия, нетрудно догадаться, что её применяют при изготовлении инструментов, причём различных типов. У определённой категории орудий труда существует и «своя собственная» марка стали. Находится среди них и нелегированная (состоящая без дополнительных примесей) инструментальная сталь У7А.
Спрос на сталь У7А обусловлен её отличительной твёрдостью, стойкостью к истиранию и деформации. Помимо этого, она обладает способностью удерживать режущий край при повышенных температурах.
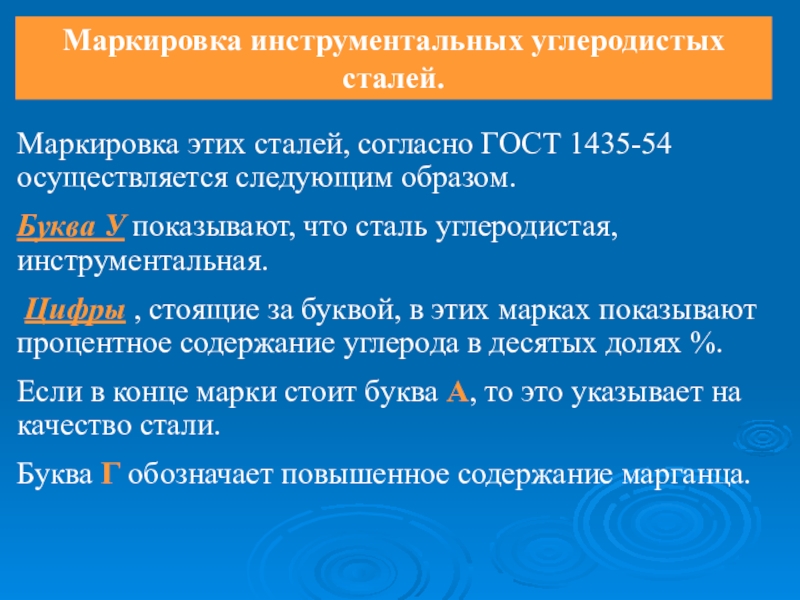
Расшифровка У7А
Маркировку У7А расшифровать довольно просто.
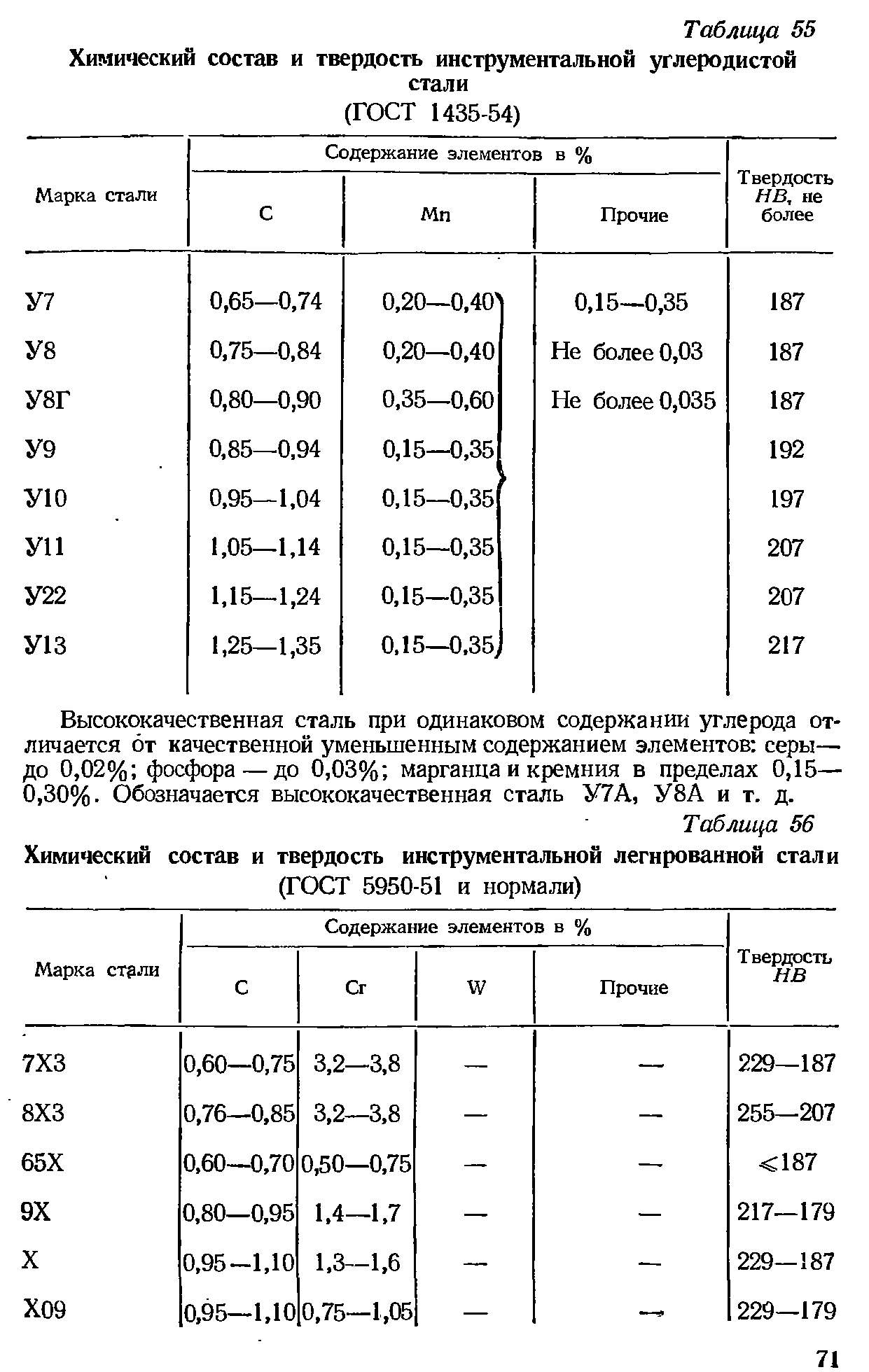
Литера «У» означает, что эта сталь углеродистая, и углерода в ней содержится порядка 0,7%. Буква «А» говорит о том, что данная сталь относится к категории высококачественных (есть ещё просто качественные).
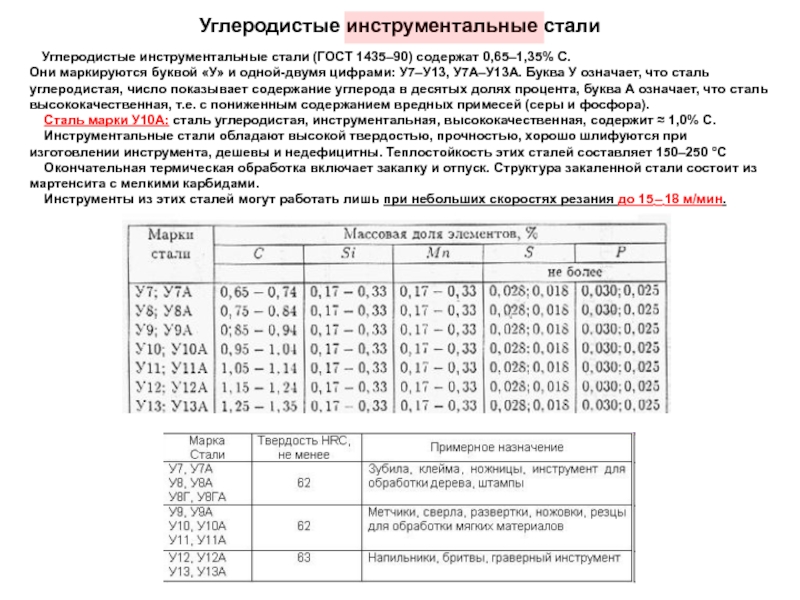
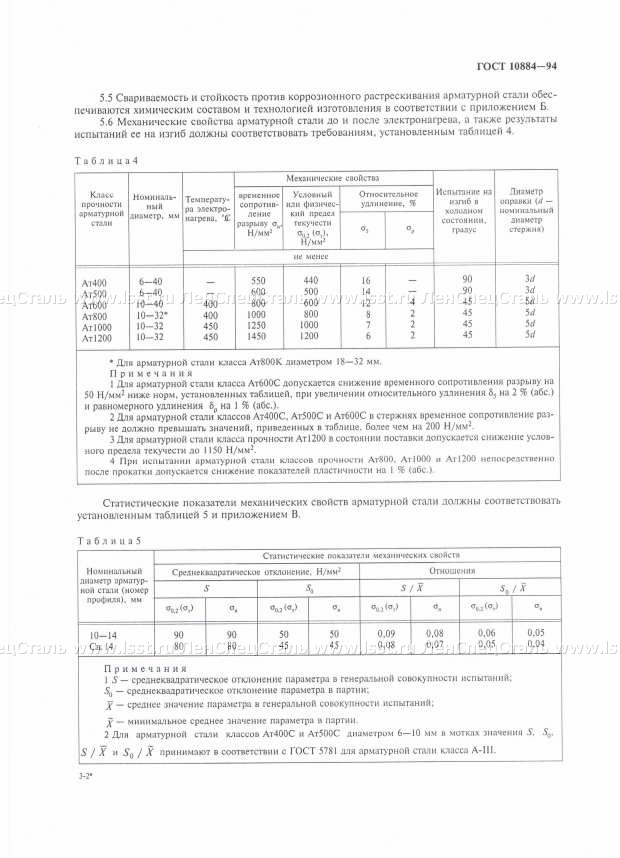
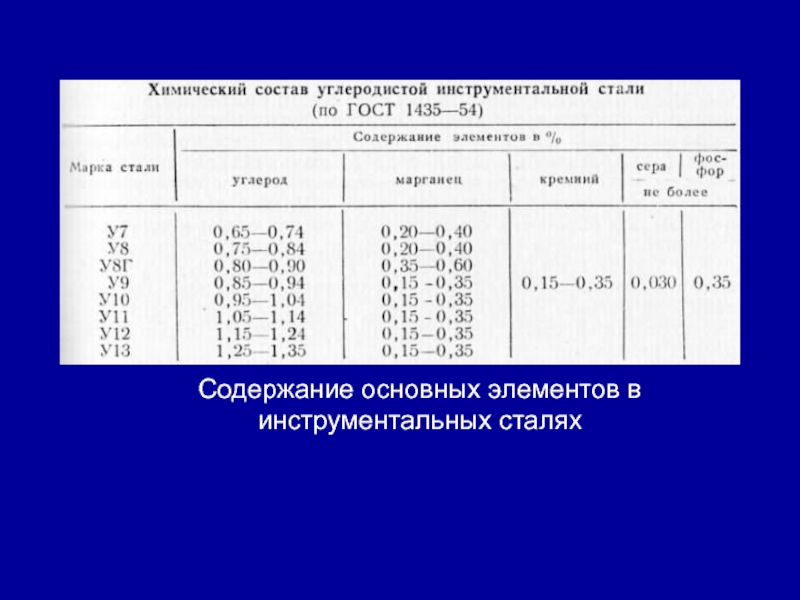
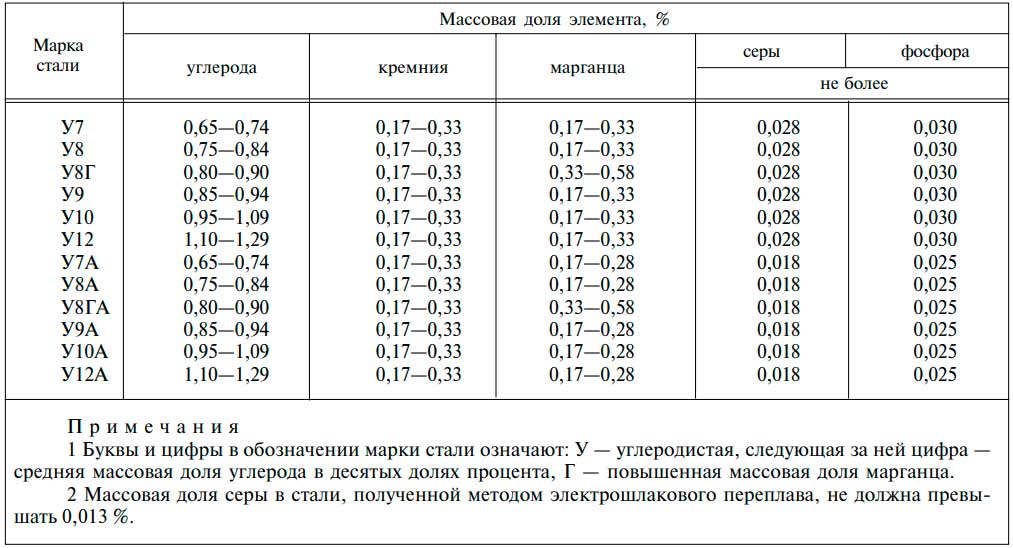
Регламентирующий производство стали ГОСТ 1435
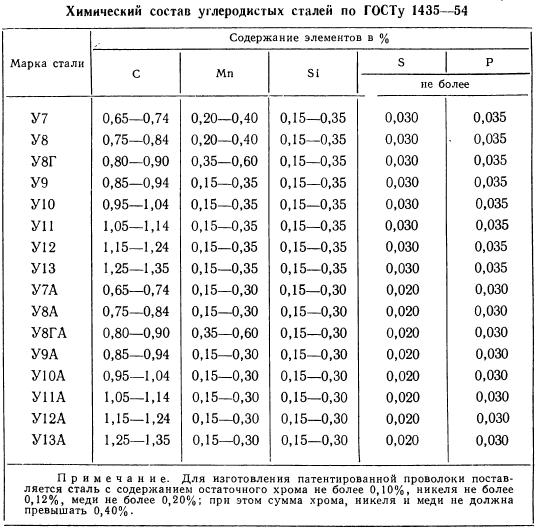
Состав
В состав данной марки стали входят следующие химические элементы (перечислены основные):
- углерод (массовая доля в пределах от 0,65% до 0,74%;
- кремний от 0,17% до 0,33%;
- марганец от 0,17% до 0,28%;
- никель — до 0,25%;
- сера — до 0,028%;
- фосфор — до 0,03%;
- хром — до 0,2;
- медь -до 0,25%.
Основные характеристики
Сталь У7А не является флокеночувствительной, т.е. у неё отсутствует склонность к появлению дефектов во внутренней структуре в виде полостей и трещин.
У7А не используется для сварочных конструкций.
У этой стали также отсутствует склонность к отпускной хрупкости. При начале ковки температура стали должна быть 1180°, на завершающем этапе — 800°. Стальные заготовки, у которых размер сечения составляет менее 100 мм, охлаждают на улице. Если размеры находятся в пределах от 101 мм до 300 мм, то в этом случае требуется охлаждение в яме.
Отметим также, что У7А обладает хорошей шлифуемостью.
Вид поставки
Сталь У7А выпускается в разном виде. Это, например, полосы, проволочные мотки или различных сечений прутки
Выделяют следующие виды поставок данной стали:
- Сортовой прокат. Относятся следующие ГОСТы: 1435-99, 2590-2006, 2591-2006, 2879-2006.
- Калиброванный пруток. Относятся следующие ГОСТы: 1435-99, 7417-75, 8559-75, 8560-78.
- Шлифованный пруток, а также серебрянка. Относятся следующие ГОСТы: 1435-99, 14955-77.
- Полоса. Относятся следующие ГОСТы: 103-2006, 4405-75.
- Поковки, а также кованые заготовки. Относятся следующие ГОСТы: 1435-99, 4405-75, 1133-71.
- Лента. Относятся следующие ГОСТы: 2283-79.

Сфера применения
У7А применяется при производстве инструментов для работы, которые используются в разных сферах. Можно выделить несколько основных групп:
- Инструменты, которые используются при обработке древесины. К этой группе относятся топоры, колуны, стамески, долота и т.п.
- Малые пневматические инструменты. Можно выделить зубила и бойки.
- Многоцелевые инструменты. В эту группу входят молотки и кувалды, а также отвёртки, плоскогубцы, кусачки и т.п.
- Кузнечные штампы. Помимо этого, из У7А делают так называемую игольную проволоку. В свою очередь, из проволоки изготавливают иглы разного размера и другой мелкий инструмент.
Аналоги
Заменителем У7А является сталь с маркировкой У8.
Как ясно из названия, в этой марке процентное содержание углерода находится на уровне 0,8%.
Она используется практически в тех же областях, что и У7А.
Кроме того, существуют и зарубежные аналоги.
Инструментальная сталь У7А обладает довольно высокой твёрдостью в сравнении с другими марками стали. Это делает её отличным материалом для изготовления различных инструментов, которые будут иметь превосходные рабочие характеристики. К тому же стоимость марки У7А находится на относительно невысоком уровне. Именно поэтому У7А является весьма привлекательной при рассмотрении соотношения её цены и качества.
Рейтинг: 0/5 — 0 голосов
prompriem.ru
Лист 08Ю | Сталь 08Ю листовая холоднокатаная
сделать заявку
Сталь 08Ю (08ЮА, 08Ю2, 08Ю2А) конструкционная углеродистая качественная
Сталь 08Ю применяется: из стали изготавливается листовой прокат толщиною 0,5-8,0 мм различных категорий, предназначенного для деталей, изготовляемых методом холодной штамповкой, электросварных труб, предназначенных для изготовления бытовых и промышленных трубчатых электронагревателей (ТЭН) и других изделий машиностроения, свертных паяных двухслойных труб для трубопроводов гидравлических систем комбайнов, тракторов, автомобилей, бытовых холодильников и т. д, холоднокатаной ленты 0,05-4,00 мм, предназначенной для гибки, штамповки деталей, изготовления труб, порошковой проволоки, деталей подшипников и других металлических изделий.
Цены
Технические характеристики
| Прокат | Сталь | Вытяжка | ГОСТ | Цена руб/тн |
| Лист 0,7х1250х2500мм холоднокатаный | 08Ю | ВГ, СВ, ОСВ | ГОСТ 9045-93, ГОСТ 19904-90 | 52000 |
| Лист 0,8х1250х2500мм холоднокатаный | 08Ю | ВГ, СВ, ОСВ | ГОСТ 9045-93, ГОСТ 19904-90 | 52000 |
| Лист 1,0х1250х2500мм холоднокатаный | 08Ю | ВГ, СВ, ОСВ | ГОСТ 9045-93, ГОСТ 19904-90 | 52000 |
| Лист 1,2х1250х2500мм холоднокатаный | 08Ю | ВГ, СВ, ОСВ | ГОСТ 9045-93, ГОСТ 19904-90 | 52000 |
| Лист 1,5х1250х2500мм холоднокатаный | 08Ю | ВГ, СВ, ОСВ | ГОСТ 9045-93, ГОСТ 19904-90 | 52000 |
| Лист 2,0х1250х2500мм холоднокатаный | 08Ю | ВГ, СВ, ОСВ | ГОСТ 9045-93, ГОСТ 19904-90 | 52000 |
| Лист 2,5х1250х2500мм холоднокатаный | 08Ю | ВГ, СВ, ОСВ | ГОСТ 9045-93, ГОСТ 19904-90 | 52000 |
| Лист 3,0х1250х2500мм холоднокатаный | 08Ю | ВГ, СВ, ОСВ | ГОСТ 9045-93, ГОСТ 19904-90 | 52000 |
Вытяжка: ВГ — весьма глубокая, СВ — сложная вытяжка, ОСВ — особосложная вытяжка
| Химический состав в % |
| НТД | C | S | P | Mn | Cr | Si | Ni | N | Cu | As | Al |
| ГОСТ 4041-71 | ≤0,10 | ≤0,030 | ≤0,025 | 0,25-0,45 | ≤0,10 | ≤0,030 | ≤0,15 | ≤0,006 | ≤0,20 | ≤0,080 | 0,02-0,08 |
| ГОСТ 9045-93 | ≤0,070 | ≤0,025 | ≤0,020 | ≤0,35 | — | ≤0,030 | — | — | — | — | 0,02-0,07 |
По ГОСТ 9045-93, ГОСТ 4041-71 химический состав приведен для стали 08Ю. Допускается содержание углерода С ? 0,080% при условии соблюдения норм механических свойств.
По ГОСТ 4041-71 для стали марки 08ЮА массовые доли элементов: серы ? 0,025 %, фосфора ? 0,020, марганца = 0,20-0,40 %.
| Механические свойства |
| Механические свойства при 20°С |
| Состояние поставки | Сечение (мм) | t испыт. (°C) | t отпуска (°C) | sТ | s0,2 (МПа) | sB (МПа) | d5 (%) | d4 | d | d10 | y (%) | KCU (кДж/м2) | HB | HRC | HRB | HV | HSh |
| Листовой прокат 4 категории термообработанный (отжиг, нормализация, высокий отпуск или нормализация + высокий отпуск) в состоянии поставки по ГОСТ 4041-71 | ||||||||||||||||
| 4,0-8,0 | ≤265 | ≤360 | ≥36 | ≥32 | ≤118 | ≤67 | ||||||||||
| Механические свойства холоднокатаного термообработанного проката для холодной штамповки по ГОСТ 9045-93 в состоянии поставки | ||||||||||||||||
| Лист для ВОСВ | ≤0,7 | ≤185 | 250-350 | ≥38 | ||||||||||||
| Лист для ВОСВ | 0,7-1,5 | ≤185 | 250-350 | ≥40 | ||||||||||||
| Лист для ВОСВ | 1,5-2,0 | ≤185 | 250-350 | ≥42 | ≤46 | |||||||||||
| Лист для ВОСВ-Т | ≤0,7 | ≤175 | 250-320 | ≥40 | ||||||||||||
| Лист для ВОСВ-Т | 0,7-1,5 | ≤175 | 250-320 | ≥42 | ||||||||||||
| Лист для ВОСВ-Т | 1,5-2,0 | ≤175 | 250-320 | ≥44 | ≤43 | |||||||||||
| Лист для ОСВ | ≤0,7 | ≤195 | 250-350 | ≥34 | ||||||||||||
| Лист для ОСВ | 0,7-1,5 | ≤195 | 250-350 | ≥36 | ||||||||||||
| Лист для ОСВ | 1,5-2,0 | ≤195 | 250-350 | ≥40 | ≤46 | |||||||||||
| Лист для ОСВ | 2,0-3,9 | ≤195 | 250-350 | ≥42 | ||||||||||||
| Лист для СВ | ≤0,7 | ≤205 | 250-380 | ≥32 | ||||||||||||
| Лист для СВ | 0,7-1,5 | ≤205 | 250-380 | ≥34 | ||||||||||||
| Лист для СВ | 1,5-2,0 | ≤205 | 250-380 | ≥38 | ≤48 | |||||||||||
| Лист для СВ | 2,0-3,9 | ≤205 | 250-380 | ≥40 | ||||||||||||
| Полоса горячекатаная в состоянии поставки | ||||||||||||||||
| ≤5 | ≤255 | ≥350 | ≥37 | ≤110 | ||||||||||||
| Трубы свертные двухслойные паяные. Указаны мехсвойства металла труб | ||||||||||||||||
| 3,0-6,0 | ≥294 | ≥29 | ||||||||||||||
| 8,0-15,0 | ≥294 | ≥26 | ||||||||||||||
| Трубы электросварные для изготовления ТЭНов (Dн=10-25мм.) Термообработанные, в состоянии поставки. | ||||||||||||||||
| ≥250 | ≥32 | |||||||||||||||
| Трубы электросварные прямошовные (Dy=100-530 мм) в состоянии поставки. Указаны мехсвойства основного металла | ||||||||||||||||
| ≥174 | ≥255 | ≥30 | ||||||||||||||
| Трубы электросварные, термообработанные (в сечении указана толщина стенки) | ||||||||||||||||
| ≤10 | ≥170 | ≥290 | ≥27 |
| Технологические свойства |
| Обработка давлением | Сталь имеет способность к вытяжке весьма особо сложной (ВОСВ, ВОСВ-Т), особо сложной (ОСВ), сложной. Допускается изготовление проката из стали 08Ю способности к вытяжке весьма глубокой (ВГ). |
| Свариваемость | Сваривается без ограничений. Способы сварки РДС, АДС под флюсом и газовой защитой, КТС и АрДС. |
| Склонность к отпускной хрупкости | Не склонна. |
| Температура ковки | Начала — 1250 °C, конца — 850 °C. |
| Флокеночувствительность | не чувствительна. |
| Температура критических точек |
| Критическая точка | Температура °C |
| AC1 | |
| AC3 | |
| AR3 | |
| AR1 | |
| MN |
| Ударная вязкость |
| Состояние поставки температура | -40 | -60 |
| Лист горячекатаный | 73-108 | 67-79 |
| Обозначения |
Механические свойства:
|
mmetallurg.ru
Производство
Изготовлением металлических сплавов занимается металлургическая промышленность. Специфика процесса получения углеродистой стали, заключается в переработке чугунных заготовок с уменьшением таких взвесей, как сера и фосфор, а также углерод, до требуемой концентрации. Различия методики окисления, посредством которой удаляют углерод, позволяет выделить различные виды плавки.
Кислородно-конвертерный способ
Основой методики был бессемеровский метод, который предусматривает продувку жидкого чугуна воздухом. Во время этого процесса, углерод окислялся и удалялся из сплава, после чего, чугунные слитки постепенно превращаются в сталь. Производительность данной методики высока, но сера и фосфор оставались в металле. Кроме того, углеродистая сталь насыщается газами, в том числе, азотом. Это улучшает прочность, но снижает пластичность, сталь становится более склонной к старению и изобилию неметаллическими элементами.
Учитывая низкое качество стали, получаемой бессемеровским методом, его перестали использовать. На замену пришел кислородно-конвертерный способ, отличием которого является использование чистого кислорода, вместо воздуха, при выполнении продувки жидкого чугуна. Использование определенных технических условий, при продувке, значительно снизило количество азота и других вредных примесей. В результате, углеродистая сталь, полученная кислородно-конвертерным способом, по качеству приближена к сплавам, переплавляемым в мартеновских печах.
Технико-экономические показатели конверторного способа подтверждают целесообразность такой плавки и позволяют вытеснить устаревшие методы изготовления стали.
Мартеновский метод
Особенностью способа получения углеродистой стали, является выжигание углерода из чугунных сплавов не только с помощью воздуха, но и за счет добавления железных руд и ржавых изделий из металла. Этот процесс обычно происходит внутри печей, к которым подводят подогретый воздух и горючий газ.
Размер таких плавильных ванн очень велик, они могут вмещать до 500 тонн расплавленного металла. Температура в таких емкостях поддерживается на уровне 1700 ºC, а выжигание углерода происходит в несколько этапов. Сначала, благодаря избытку кислорода в горючих газах, а когда образуется шлак над расплавленным металлом, посредством оксидов железа. При их взаимодействии образуются шлаки фосфатов и силикатов, которые, в дальнейшем удаляются и сталь приобретает требуемые по качеству свойства.
Плавка стали в мартеновских печах проходит около 7 часов. Это позволяет отрегулировать нужный состав сплава, при добавлении различных руд или лома. Углеродистая сталь давно изготавливается этим методом. Такие печи, в наше время, можно найти на территории стран бывшего Советского Союза, а также – в Индии.
Электротермический способ
Изготовить качественную сталь с минимальным содержанием вредных примесей, удается при плавке в вакуумных топках электродуговых или индукционных печей. Благодаря улучшенным свойствам электростали, удается изготовить жаростойкие и инструментальные сплавы. Процесс преобразования сырья в углеродистую сталь, происходит в вакууме, благодаря чему качество полученных заготовок, будет выше, относительно рассмотренных ранее методов.
Стоимость такой обработки металлов дороже, поэтому данный метод используют при технологической необходимости в качественном изделии. Для удешевления технологического процесса используют специальный ковш, который разогревают внутри вакуумной емкости.
Сталь У8А
Группа компаний УРАЛСПЕЦМЕТАЛЛ предлагает инструментальную сталь: круг У8А, полоса У8А, лист У8А, поковка У8А, квадрат У8А со склада и под заказ.
Короткие сроки оформления и отгрузки при наличии на складе. Смотрите складские остатки. Цены уточняйте у наших менеджеров.
Возможность изготовления на заказ в размер:
- поковка У8А — от 300 кг;
- квадрат У8А — от 300 кг;
- полоса У8А — от 300 кг;
- лист У8А — от 300 кг;
- круг У8А — от 300 кг.
Предлагаем комплекс услуг:
- отгрузка малотоннажными партиями;
- комплектация сборных вагонов (до 50 наименований);
- отгрузка транспортными компаниями или попутным грузом в любой город РФ, бывшего СНГ и экспорт.
Характеристики У8А
| Марка: | У8А |
| Классификация: | Инструментальная углеродистая сталь |
| Применение: | Для инструмента, который работает в условиях не вызывающих разогрева рабочей кромки: фрезы, зенковки, долота, пилы дисковые и продольные, стамески, топоры, колуны, плоскогубцы комбинированные, кернеры, отвертки, кусачки |
Химический состав в % материала У8А ГОСТ 1435
| C | Si | Mn | Ni | S | P | Cr | Mo | Fe | Cu |
| 0.76-0.83 | 0.17-0.33 | 0.17-0.28 | до 0.2 | до 0.018 | до 0.025 | до 0.2 | 0.8 — 1.1 | 98 | до 0.2 |
Температура критических точек материала У8А
| Ac1 = 720, Ar1 = 700, Mn = 245 |
Механические свойства при Т=20oС материала У8А
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| — | мм | — | МПа | МПа | % | % | кДж / м2 | — |
| Лента нагартован., ГОСТ 2283-79 | 740-1180 | |||||||
| Лента отожжен., ГОСТ 2283-79 | 640-740 | 10-15 |
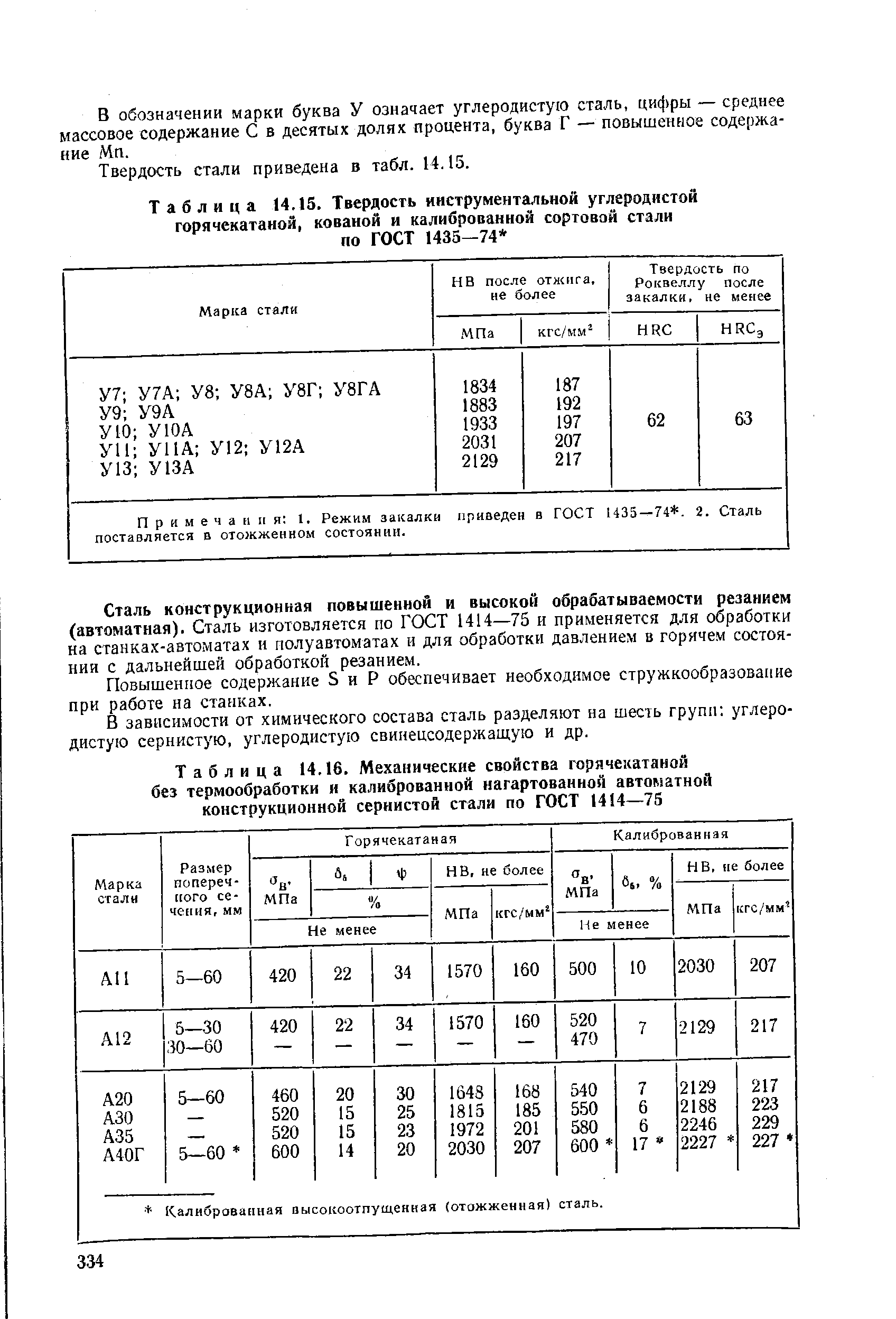
| Твердость У8А после отжига, ГОСТ 1435-99 | HB 10 -1 = 187 МПа |
Зарубежные аналоги материала У8А
| Германия |
| DIN,WNr |
| 1.1525 C80W1 |
Сталь марки У8А — наиболее распространённый представитель нелегированных инструментальных сталей. Она сочетает в себе неплохие (для своего класса) эксплуатационные показатели с умеренной ценой за 1 кг и доступностью. Наиболее часто реализуется в виде квадрата У8А, полосы У8А, круга У8А, поковки У8А и другие виды проката.

Особенности состава и свойств
Основной элементной составляющей стали У8А, которая изготавливается по ГОСТ 1435, является цементит, поскольку в её химическом составе содержится не менее 0,65…0,75 % углерода. Остальные химические элементы находятся на уровне: • Магния – 0,15…0,30%; • Кремния – 0,15…0,30%. В качестве неизбежных металлургических примесей имеется незначительный процент серы и фосфора.Ввиду этого исходные заготовки круг У8А, полоса У8А, квадрат У8А, поковка У8А не отличаются большой прокаливаемостью, а диаметры и размеры ограничиваются диапазоном 40…60 мм. Буква А в обозначении указывает на повышенную химическую чистоту стали. Поскольку содержание углерода в стали не превышает 0,9%, материал считается условно «вязким», т.е., с показателями твёрдости после закалки не выше 56…60 НRC. При этом сталь марки У8А весьма чувствительна к температурам нагрева, и уже при 450…5000С теряет показатели своей прочности примерно вдвое (отпускается).
Применение
Сравнительно небольшая (как для инструментальной стали) прочность вынуждает использовать сталь У8А преимущественно для мелкоразмерной оснастки, где её твёрдость может быть наивысшей. Увеличить прокаливаемость, не меняя химсостава, невозможно, поскольку именно небольшие добавки хрома и никеля положительно влияют на стабильность прочности по глубине инструмента, изготовленного из данной стали.
Таким образом, из стали в виде круга У8А, полосы У8А, квадрата У8А, поковки У8А преимущественно изготавливают: 1. Вырубные пуансоны и матрицы для получения простых по конфигурации изделий из тонколистовой (до 1,0…1,2 мм) стали в холодном состоянии. 2. Штампосварные исполнения инструмента (сталь удовлетворительно сваривается). 3. Вспомогательные детали штампов – хвостовики, клинья, фиксаторы, упоры и т.п. (твёрдость в этом случае снижают до уровня 45…50 HRC). Сталь непригодна для штампов автоматизированной штамповки, когда высокий темп деформирования приводит к нежелательному повышению температуры на поверхности инструмента.
«УралСпецМеталл» поставляет эту марку стали в форме сортового проката или поковок У8А, в том числе квадрат У8А, полоса У8А, круг У8А. Качество данной стали, и соблюдение технологии выпуска, влияет на качество конечного продукта, изготовленного из нее. Наша компания работает только с крупными и известными предприятиями отечественной металлургии. Мы гарантируем, что наша продукция соответствует ГОСТу и соответствует всем требованиям.
Индукционная установка
Индукционная установка для термообработки ТВЧ представляет собой высокочастотный генератор и индуктор для закалки ТВЧ. Закаливаемая деталь может располагаться в индукторе или возле него. Индуктор изготовлен в виде катушки, на ней навита медная трубка. Он может иметь любую форму в зависимости от формы и размеров детали. При прохождении переменного тока через индуктор в нем появляется переменное электромагнитное поле, проходящее через деталь. Это электромагнитное поле вызывает возникновение в заготовке вихревых токов, известных как токи Фуко. Такие вихревые токи, проходя в слоях металла, нагревают его до высокой температуры.
Индукционный нагреватель ТВЧ
Отличительной чертой индукционного нагрева с помощью ТВЧ является прохождение вихревых токов на поверхности нагреваемой детали. Так нагревается только наружный слой металла, причем, чем выше частота тока, тем меньше глубина прогрева, и, соответственно, глубина закалки ТВЧ. Это дает возможность закалить только поверхность заготовки, оставив внутренний слой мягким и вязким во избежание излишней хрупкости. Причем можно регулировать глубину закаленного слоя, изменяя параметры тока.
Повышенная частота тока позволяет сконцентрировать большое количество тепла в малой зоне, что повышает скорость нагревания до нескольких сотен градусов в секунду. Такая высокая скорость нагрева передвигает фазовый переход в зону более высокой температуры. При этом твердость возрастает на 2—4 единицы, до 58—62 HRC, чего невозможно добиться при объемной закалке.
Для правильного протекания процесса закалки ТВЧ необходимо следить за тем, чтобы сохранялся одинаковый просвет между индуктором и заготовкой на всей поверхности закаливания, необходимо исключить взаимные прикосновения. Это обеспечивается при возможности вращением заготовки в центрах, что позволяет обеспечить равномерное нагревание, и, как следствие, одинаковую структуру и твердость поверхности закаленной заготовки.
Индуктор для закалки ТВЧ имеет несколько вариантов исполнения:
- одно- или многовитковой кольцевой — для нагрева наружной или внутренней поверхности деталей в форме тел вращения — валов, колес или отверстий в них;
- петлевой — для нагрева рабочей плоскости изделия, например, поверхности станины или рабочей кромки инструмента;
- фасонный — для нагрева деталей сложной или неправильной формы, например, зубьев зубчатых колес.
В зависимости от формы, размеров и глубины слоя закаливания используют такие режимы закалки ТВЧ:
- одновременная — нагревается сразу вся поверхность заготовки или определенная зона, затем также одновременно охлаждается;
- непрерывно-последовательная — нагревается одна зона детали, затем при смещении индуктора или детали нагревается другая зона, в то время как предыдущая охлаждается.
Одновременный нагрев ТВЧ всей поверхности требует больших затрат мощности, поэтому его выгоднее использовать для закалки мелких деталей — валки, втулки, пальцы, а также элементов детали — отверстий, шеек и т.д. После нагревания деталь полностью опускают в бак с охлаждающей жидкостью или поливают струей воды.
Непрерывно-последовательная закалка ТВЧ позволяет закалять крупногабаритные детали, например, венцы зубчатых колес, так как при этом процессе происходит нагрев малой зоны детали, для чего нужна меньшая мощность генератора ТВЧ.
Отечественные стали
Углеродистые:
- У8 (или У8А). Сталь с содержанием углерода около 0,8 %. Самая простая и распространенная в ножеделии, находит массовое применение в кустарном изготовлении ножей. Высокопрочная, хорошо принимает и держит заточку. Буква «А» в ее названии означает сталь высокого качества очистки.
- У10 (или У10А). Аналогичная предыдущей, но с содержанием углерода около 1 %. Прочность чуть ниже, но зато твердость и удержание режущей кромки лучше. Используется при изготовлении ножей для тяжелых работ, в т. ч. армейских и боевых.
- 65Г. Углеродистая пружинно-рессорная сталь. Содержание углерода около 0,65-0,7 %. В отличие от простых «углеродок», данная сталь легирована марганцем и содержит долю процента хрома, благодаря чему у нее отличная прочность, ударная вязкость и упругость, а также большой диапазон показателей рабочей твердости. Ножи из такой стали хорошо держат заточку и являются весьма прочными. Ржавеет она не так активно, как стали марки «У».
- ШХ15. Шарикоподшипниковая сталь. Легирована марганцем и небольшим количеством хрома (1,5 %). Содержание углерода — около 1 %. Является одной из самых сбалансированных углеродистых сталей: легко точится, сохраняет высокую прочность при высокой твердости, хорошую износостойкость и способна держать режущую кромку на малых углах.
- ХВ5 («Алмазная» сталь). Содержит около 1,35 % углерода и довольно много вольфрама (около 5 %). Достаточно прочная, но при этом с плохой ударной вязкостью сталь, способная сломаться при динамических нагрузках. Отличается колоссальной твердостью (до 68 ед. HRc) и износоустойчивостью. Создана только для долгого и агрессивного реза, без поперечных и ударных нагрузок. Довольно интенсивно ржавеет.
- Р6М5 («быстрорез»). Сталь, применяемая для изготовления пил по металлу. Содержит около 0,8 % углерода, 4 % хрома, немного ванадия и большое количество вольфрама (около 6 %). Также легируется молибденом. Довольно интересная сталь, обладающая огромной жаропрочностью, стойкостью удержания режущей кромки и износостойкостью.
- 9ХС. Инструментальная легированная сталь. Содержание углерода — 1 %. Содержание хрома — 1,2 %. Дополнительно сталь легируется кремнием и марганцем. В небольших количествах содержатся никель, ванадий и даже вольфрам (до 0,25 %). Благодаря удачной совокупности элементов сталь обладает выдающимися характеристиками по удержанию заточки, износостойкости и прочности.
- Х12МФ. Инструментальная легированная сталь. Ее часто называют «полунержавеющей». Является одной из лучших сталей для изготовления ножей. Содержит 12 % хрома и 1,5 % углерода. Имеет довольно богатый состав легирующих элементов — молибден, ванадий, марганец, никель и фосфор. Обладает отличной прочностью, износостойкостью, великолепно держит заточку и ударную вязкость на приемлемом уровне. Один из лучших выборов по соотношению цены-качества.
Нержавеющие:
- 40Х13. Легированная сталь нижнего ценового уровня. Содержит 0,4 % углерода и 13 % хрома, как следует из ее названия. Нож из нержавеющей стали такого класса действительно почти никогда не будет ржаветь, но удержание режущей кромки у нее весьма посредственное.
- 65Х13. Из недорогих сортов эта сталь — очень неплохой выбор. Содержит 0,65 % углерода и все те же 13 % хрома. Из-за такой балансировки состава чуть более подвержена коррозии, чем предыдущая. Зато она гораздо лучше держит заточку и в целом является очень неплохой сталью, особенно при хорошей закалке.
- 95Х18. Эта сталь, хоть все еще и относится к среднему уровню цены, по качеству уже существенно выше двух предыдущих. Количество углерода приближается к 1 %, а хрома в этом сплаве уже существенно больше — 18 %, что поднимает как коррозионную стойкость, так и общую прочность клинков.
- 110Х18 МШ-Д. Очень редкая, но особо ценимая среди мастеров сталь. Отличается высочайшим уровнем чистоты, благодаря методике электрошлаковой переплавки. Содержит до 1,1 % углерода и около 19 % хрома. Долгое время сохраняет заточку и показывает высокую прочность благодаря равномерной структуре.
- 40Х10С2М (ЭИ-107). Еще ее называют «клапанной» сталью. Несмотря на невысокое содержание угля (0,4 %), данная сталь является очень хорошим выбором. В ней немного хрома (около 10 %), однако дополнительно она легирована кремнием (около 2,5 %), марганцем и молибденом, что самым положительным образом сказывается на ее прочности и износостойкости.
Технические свойства
Поскольку материал сам по себе очень прочный и твердый, то и ведет он себя достаточно адекватно на фоне различных нагрузок.
Но если нагрузка слишком высока, сталь может быть деформирована, что в последствии нивелируется. Это следует иметь в виду.
Твердость по Роквеллу
По сути метод основан на измерении глубины проникновения алмазного конуса в испытуемый материал. Чем меньше глубина, тем тверже материал.
Единица измерения HRCЭ, HRB. Таким образом, твердость стали по Роквеллу равна 10 – 1 = 131 МПа.
Твердость по Бринеллю
В испытуемый материал вдавливается уже стальной шарик d = 2,5; 5 и 10 мм. Единица измерения HB. В состоянии плавки твердость металла меняется и становится равной при 20 градусах 196 МПа (до 175 МПа пропорционально увеличению температуры).
Какая плотность материала?
Плотность сплава колеблется в диапазоне от 7846 до 7602 кг/м3. Эти значения типичны для низкоуглеродистой стали.
Но величина ориентировочна, ее не рекомендуется использовать с целью проектирования.
Расшифровка названия
Марка стали – 08ПС, где 08 (0,8 %) – это обозначение содержания углерода. СП – это степень раскисления. Выделяют три степени: кипящий материал, спокойный и полуспокойный. 08Пс – это полуспокойный сплав, сочетающий в себе положительные качества кипящих и спокойных сплавов.
Химический состав
Химический состав стали регламентирован ГОСТ 1050-88 (также ГОСТ 4041-71 и ГОСТ 9045-93). Состав включает следующие элементы:
- Углерод (min 0,05 max 0,11 %). От содержания углерода зависит степень твердости металла, его прочность и свариваемость. Остальные составляющие влияют на характеристики стали в период эксплуатации.
- Кремний (Si) (min 0,05 max 0, 17 %).
- Марганец (Mn) (min 0,35 max 0, 65 %).
- Хром (Cr) (max 0,10 %).
- Мышьяк (As) (max 0,08 %).
- Никель (Ni) (max 0,3 %).
- Сера (S) (max 0,4 %).
- Фосфор (P) (max 0,035 %).
Предел текучести
Под пределом текучести подразумевается та величина нагрузки, при воздействии которой форма образца изменяется на 0,2 %.
Предел текучести прописывается в случае сортового металлопроката.
У стали 08 ПС он равен 196 МПа при 20 градусах.
Температура эксплуатации
Начальная температура эксплуатации стали 1250 градусов. Конечная – 800 градусов. При высокотемпературной обработке улучшаются свойства материала.


Для понижения температуры стали используют воду либо масло. Иногда охлаждение происходит просто на воздухе. Такая закалка придает твердость. Во время отжига структура материала выравнивается и убирается повышенная пластичность. Отпуск нивелирует напряжение внутри сплава.
Механические свойства
| HRCэ | HB | KCU | y | d5 | sT | sв |
| МПа | кДж / м2 | % | % | МПа | МПа | |
| Твердость по Роквеллу | Твердость по Бринеллю | Ударная вязкость | Относительное сужение | Относительное удлинение при разрыве | Предел текучести | Предел кратковременной прочности |
| Ku | s0,2 | t-1 | s-1 |
| Коэффициент относительной обрабатываемости | Условный предел текучести с 0,2% допуском при нагружении на значение пластической деформации | Предел выносливости при кручении (симметричный цикл) | Предел выносливости при сжатии-растяжении (симметричный цикл) |
| N | число циклов деформаций/ напряжений, выдержанных объектом под нагрузкой до появления усталостного разрушения/ трещины |