
2 Подготовительный этап работы
Перед тем как приступать к работе, понадобится надеть очки и рукавицы, после чего подготовить резервуар с водой.
 Очки и рукавицы
Очки и рукавицы
Мелкая пыль и искры будут отлетать от точила и разлетаться во все стороны. Если не закрыть руки и лицо, то данные мелкие частицы могут сильно порезать открытую кожу. Однако особо опасны они для глаз, которые не защищены. Если пыль попадет в глаза, то могут появиться проблемы со зрением, а в некоторых случаях возможна полная его потеря.
Резервуар с жидкостью необходим для того, чтобы охлаждать устройство, так как в процессе заточки оно будет нагреваться от трения о прокручивающуюся плоскость круга. Если сверло не будет своевременно охлаждено, то оно быстро перегреется и в будущем во время работы сломается.
Приспособление для заточки сверла в условиях мастерской.
Здесь мы рассмотрим приспособление для заточки сверла инструментами, которые часто используются в домашних условиях.
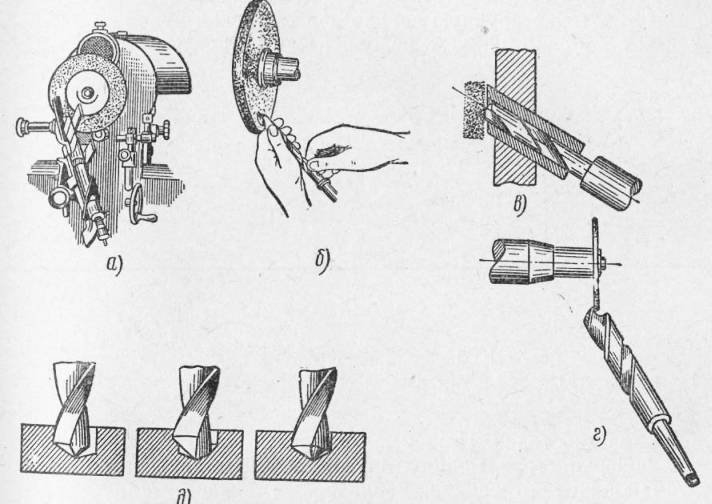
4.1. Шлифовальная машинка (болгарка).

Для получения приемлемого качества заточки, необходтмо закрепить электроинструмент. При наличии помощника все решается совсем просто. Пусть помощник положит электромашину на твердую, ровную горизонтальную поверхность диском вниз, а щитком вверх. Например, на стол. Болгарка должна опираться на щиток диска. И, взявшись за корпус, в местах, указанных на фото, надежно зафиксирует ее.
Если у вас нет помощника и подходящих держателей, можно воспользоваться банальными слесарными или столярными тисками. Зафиксируйте болгарку так, чтобы губки тисков не закрывали отверстия для вентиляции. Абразивный диск можно сориентировать как вертикально, так и горизонтально.
Диск можно использовать обычный (режущий), но лучше поставить специальный – заточный. Он значительно толще режущего.
4.2. Ручная дрель.
Для крепления дрели справедливо все, что Вы прочитали о креплении болгарки в предыдущем пункте.

ВАЖНО! Для заточки подходит только дрель с кулачковым патроном. Не все знают, но в продаже имеются держатели для дисков от болгарки, которые позволяют использовать «болгарочные» режущие и заточные диски с дрелью
Так удается высокоскоростной дрелью подменить функции болгарки
Не все знают, но в продаже имеются держатели для дисков от болгарки, которые позволяют использовать «болгарочные» режущие и заточные диски с дрелью. Так удается высокоскоростной дрелью подменить функции болгарки.
Также можно использовать шлифовальный диск с наклеенной на него наждачной бумагой. Чем тверже основа, на которую наклеена бумага, тем лучше. Сейчас можно встретить наждачную бумагу, которая не клеится на диск, а садится «на липучку». Такая тоже годится. При этом качество заточки будет хуже.
Вместо сверла в кулачковый патрон дрели устанавливается держатель «болгарочного» диска или шлифовальный диск.
4.3. Обдирочно-заточный станок (точило, наждак).
Не у каждого дома найдется подобный агрегат. Но мы, все-таки, вкратце рассмотрим. Так как понять технологию правильной заточки сверла и то, как правильно приспособить домашний инструмент к заточке, легче всего на нем.

Абразивный круг из электрокорунда предназначен для обработки стали, в том числе и заточки сверла.
Горизонтально, на уровне оси вращения абразивного круга находится подручник – стальная планка. Служит опорой для пальцев руки и инструмента при заточке.
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
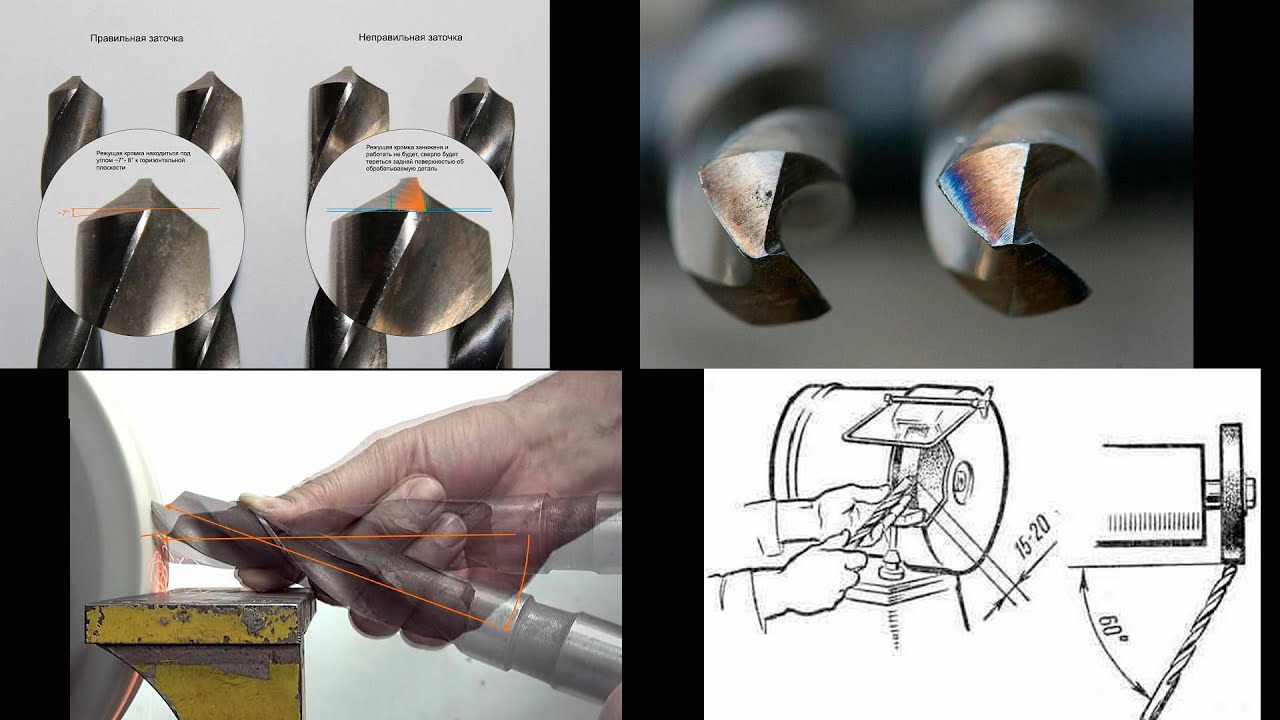
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
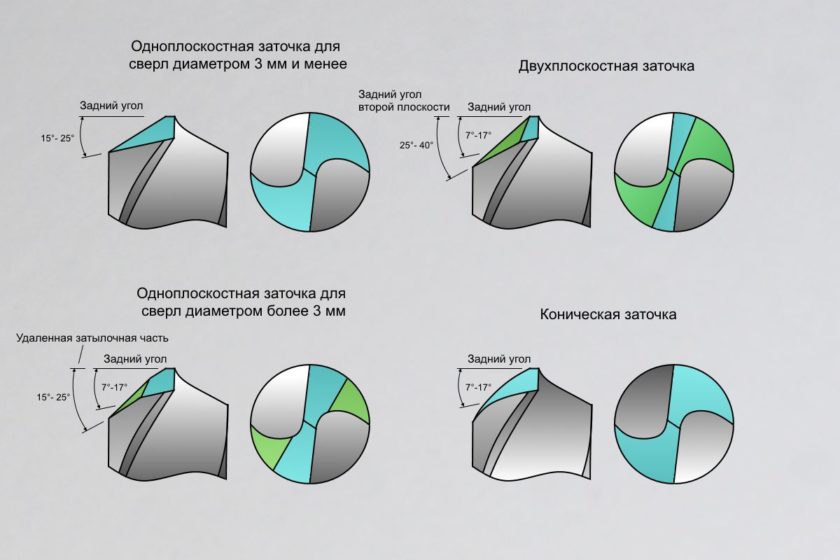
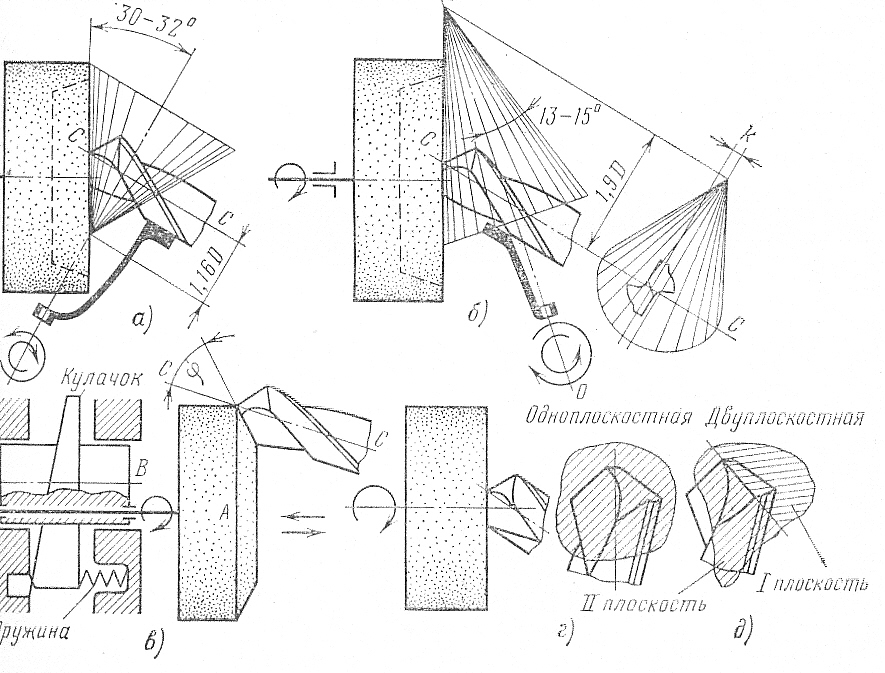
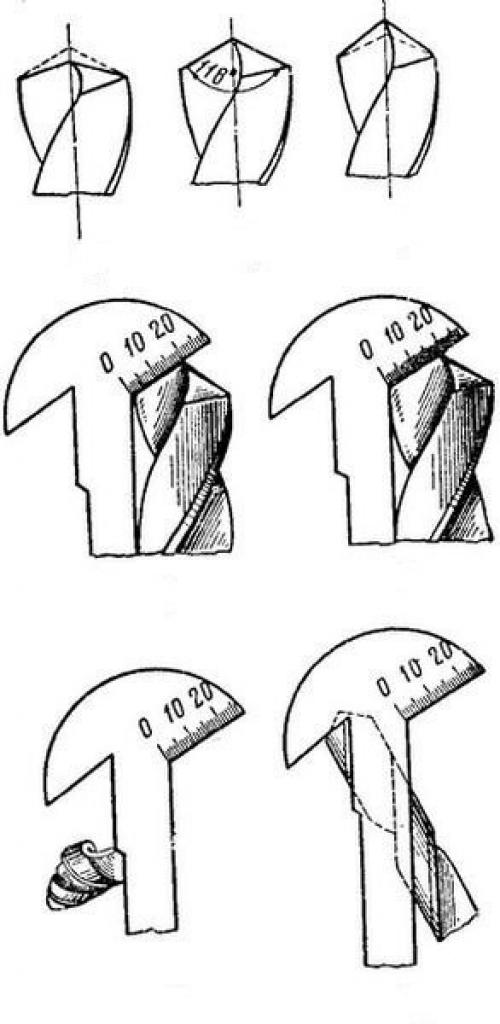
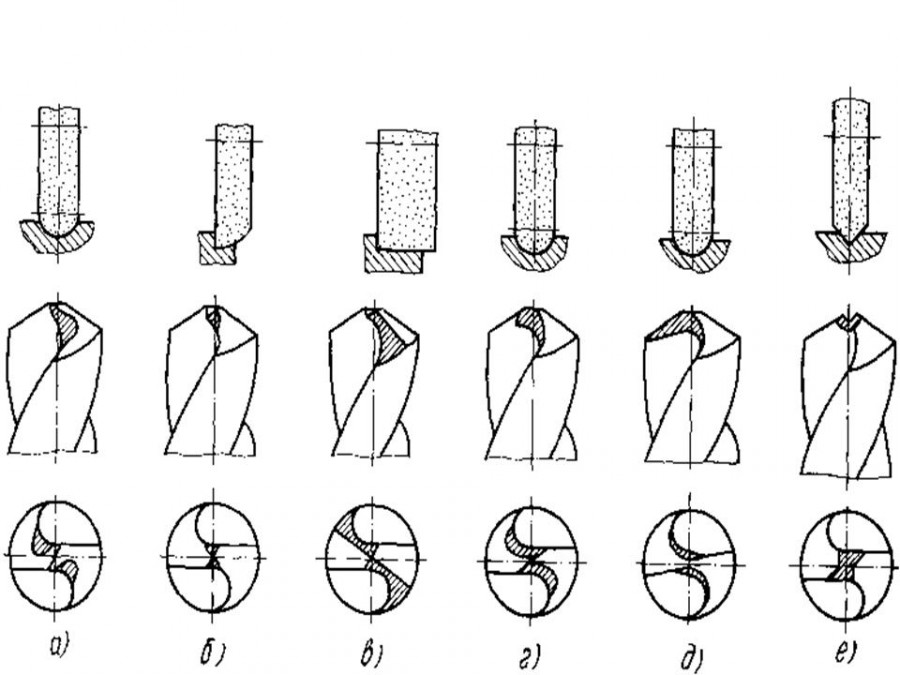
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
- Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
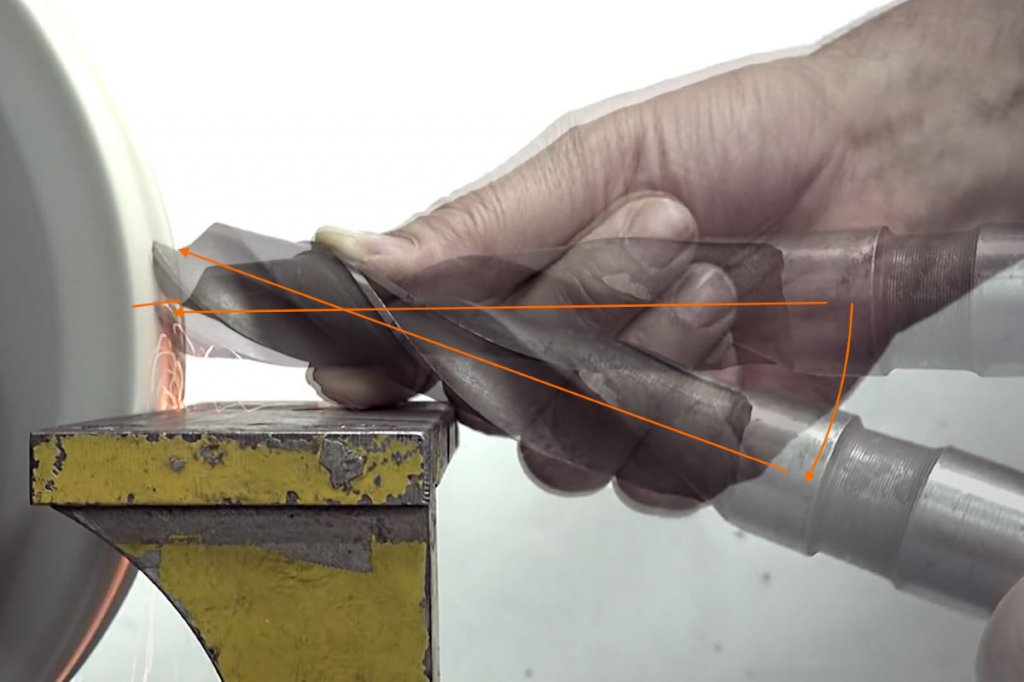
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
Заточка изделий другой конструкции
Не считая скручивания сверл, для обработки металла используют инструменты других конструкций. В домашних критериях вы сможете сделать последующие инструменты.
Не рекомендуется начинать затачивать режущую кромку этого инструмента без необходимости. Вправду, во время этой сложный процедуры можно попортить изделие одним неверным движением, и поправить таковой недостаток может только специалист. Потому следует начинать затачивать режущую часть хоть какого инструмента только после того, как он вправду стал мерклым.
Бывалые мастера понимают, что настало время заточить режущую поверхность сверла по последующим признакам:
- При сверлении маленькие стружки летят заместо спиральной стружки;
- Заготовка и дрель стремительно перенагреваются;
- Процесс сопровождается сильным шумом.
Каждая из этих проблем должна стать причиной проверки остроты инструмента с последующим его обострением.
Сотрудники специализированных центров, которые употребляют дорогостоящее оборудование, управятся с неувязкой за несколько минут. Но даже в домашней мастерской вы можете решить эту делему, если обладаете достаточными способностями и инструментами в виде «шлифовальной машины», точилки либо специального крепления для электронной дрели.
Заточка сверла болгаркой
Практически в каждом домашнем семинаре является шлифовальная машина, потому способ будет одним из самых экономных.
Не считая шлифовальной машины с установленным шлифовальным кругом, для работы необходимо приготовить тиски, в какой будет проводиться сверления во время заточки. Помещение, где налажен инструмент, должно быть светлым, чтоб вы могли держать под контролем процесс удаления металла с режущей поверхности.
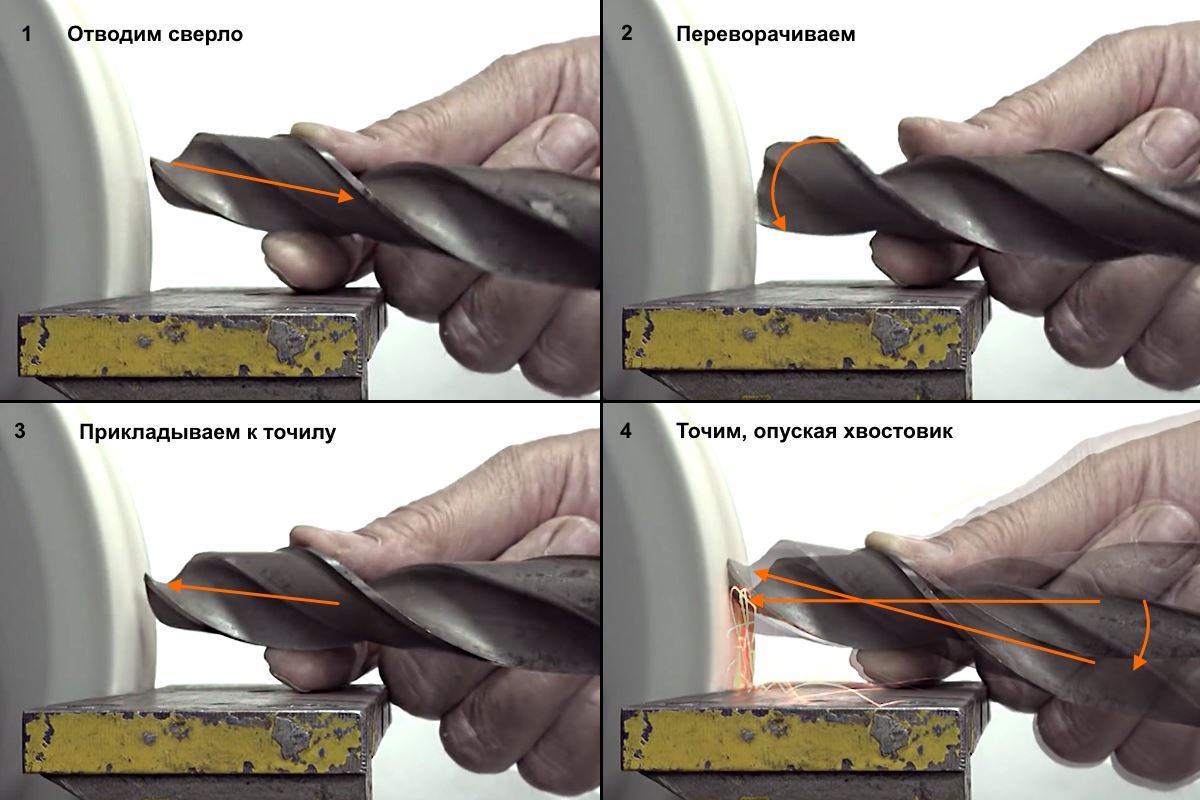
Налаживание проводится в последующей последовательности:
- Сверло устанавливается в тиски в вертикальном положении;
- Часть последнего края снимается шлифовальной машиной для полного устранения следов износа;
- Режущая кромка заточена под углом 100 20 градусов.
Во избежание перегрева сверла во время поворота, контакт наждачной колеса с металлом должен продолжаться менее два секунд. Повторяя удаления маленького количества металла с рабочей кромки много раз, можно отрегулировать инструмент под нужный угол.
Удобнее и безопаснее работать при помощи шлифовального круга и специального удерживающего устройства.
Заточка с помощью насадки на дрель
Без наждачной станка, используя особое крепление для дрели, вы сможете делать операцию отлично и с наименьшим временем.
Для начинающих это наилучший способ. Заточка сверла производится последующим образом.


- Установить насадку на дрель;
- Сверло вставляется в отверстие соответственного поперечника;
- Сверло врубается, и изделие теряет равновесие на одной стороне
- Поворотом сверла на 100 восемьдесят градусов обостряется обратный край.
Чтоб отлично использовать устройство, учтите последующее:
- Только немного тупые инструменты заточены сверлом. Если есть глубочайшая повреждения режущей поверхности и когда сверло было перегреть, вернуть изделие нереально.
- Угол заточки у таких устройств фиксированный. Потому для восстановления сверл для работы с цветными металлами для вас пригодится приобрести оригинальное устройство либо доработать изделия файлом.
Как заточить мелкие изделия
К огорчению, заточить тонкое сверло при помощи механизированных способов, включая сверла, навряд ли получится. Все работы по восстановлению изделия маленького поперечника необходимо будет выполнить вручную.
1-ая попытка может провалиться, потому поначалу следует избрать дешевый узкий сверло, просит восстановления, и выполнить операцию над ним. Также для работы для вас пригодится маленький алмазный файл и очки с 4-кратным повышением.
Процесс в таковой последовательности:
- Сверло основывается приблизительно на один мм;
- Файл употребляется для поочередной резкости края инструмента до нужного угла.
Вся операция производится «на глаза», принципиально при работе использовать лупу и мощнейший осветительный прибор.
Если 1-ая попытка оказалась неудачной, необходимо знать, что всякую мастерство можно развить исключительно в течение определенного периода времени. В случае беды не отрешайтесь от попыток научиться полезной навыке, как заточки маленьких дрелей своими руками.
Правила заточки
Независимо от того, какой станок для заточки свёрл своими руками будет использоваться, важно соблюсти все базовые требования. Если в гараже или мастерской имеется точильный станок, лучше всего использовать именно его. На таком агрегате работать легче
На таком агрегате работать легче.
Метод заточки может отличаться в зависимости от конфигурации оснастки. Но, независимо от конфигурации сверла, точить всегда необходимо исключительно задние режущие кромки.
Обратите внимание!
-
Компрессор своими руками: подбор материалов и инструментов для сборки в домашних условиях + пошаговая инструкция по изготовлению и сборке своими руками
-
Самоделки для гаража своими руками: варианты изделий для обустройства гаража, подробные схемы и чертежи для создания своими руками
-
Пресс своими руками — особенности конструкций, выбор материалов изготовления. Пошаговая инструкция по изготовлению своими руками + простые схемы и чертежи
Нужно добиться одинаковой степени заточки всех граней. Вручную это сделать очень сложно. Но, для самых маленьких свёрл при этом подходит только ручная заточка.
Проще всего точатся оснастки с одной плоскостью. Заточка сверла по металлу одноплоскостной конфигурации должна выполнять с углом 28-30°. Если угол не будет выдержан, восстановить режущие свойства оснастки не выйдет.
Под таким углом сверло необходимо слегка прижимать к точильному камню. Модели с двумя плоскостями точатся аналогично, но соответственно нужно точить обе грани.
Если сверло конического типа, крайне важно сохранить его изначальную конусность. Это делается путём колебательных движений по конусы в процессе прижимки к камню. Заточив оснастку, желательно выполнить доводку
Необходимо убрать небольшие зазубрины, образовавшиеся при контакте с камнем. За счёт такой доработки изделие прослужит гораздо дольше. Для доводки требуется инструмент для более тонкой работы (камни с меньшей абразивностью)
Заточив оснастку, желательно выполнить доводку. Необходимо убрать небольшие зазубрины, образовавшиеся при контакте с камнем. За счёт такой доработки изделие прослужит гораздо дольше. Для доводки требуется инструмент для более тонкой работы (камни с меньшей абразивностью).
Обратите внимание!
-
Лебедка своими руками: классификация, материалы изготовления, описание этапов работы + инструкция для сооружения своими руками
-
Струбцина своими руками — пошаговое изготовление и описание вариантов применения струбцины
-
Нож своими руками | Поэтапное описание как и из каких материалов сделать самодельный нож
Какие инструменты необходимо иметь для проверки
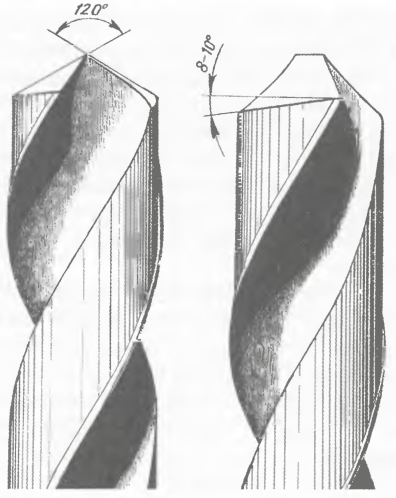
Если при правке малоразмерного исполнительного элемента трудно оценить правильность без применения увеличивающего оптического оборудования, то проверка заточки сверл большого диаметра осуществляется лекальными устройствами. Они существуют в разных модификациях как с изменяемыми значениями, так и в виде шаблонов. Однако это не избавляет вас от необходимости визуальной оценки целостности поверхностей, отсутствия сколов и заусенцев. Наиболее часто встречающимся наклоном является 120 градусов, поэтому вполне возможно применение подручных средств, например, трех совмещенных гаек. Угол между гранями четко показывает как длину кромок, так и их прилегания к лекальной конструкции.
Отличие победитового сверла от обычного
Традиционные сверла по металлу или дереву чаще всего делаются из инструментальной стали или так называемого быстрореза — легированной стали, хорошо переносящей температуры и высокие скорости резания. С материалами вроде кирпича, плитки, камня и бетона такой вариант не годится, поскольку:
- рабочая среда абразивная,
- инструмент быстро и интенсивно греется,
- из-за неоднородности обрабатываемого материала рабочие кромки испытывают сильные ударные нагрузки.
Поэтому сверла и буры имеют сложную конструкцию. Основная часть инструмента, отвечающая за отвод и выброс продуктов сверления и крепления инструмента в перфораторе или дрели, может изготавливаться из недорогой, мало легированной стали. А в качестве режущего элемента применяется победитовая пластина — особый сплав карбида вольфрама с небольшим добавлением кобальта и углерода. Пластина крепится на стальном хвостовике медной пайкой.
Такой наконечник хорошо сопротивляется истиранию, переносит высокие температуры. Но довольно хрупок и требует внимания при заточке. Ресурс сверла или бура чаще всего определяется степенью износа именно этой пластины.
Производительность при сверлении во многом зависит от правильной заточки инструмента.
Теперь об отличиях сверла и бура. Сверло по камню или бетону с победитовой напайкой мало отличается от сверла по дереву или камню и по внешнему виду, и по заходу, и по заточке. Обычное допускает удар во время сверления, но больше все же приспособлено именно под сверление. Поэтому у него затачивается только одна задняя кромка. Бур же создавался для работы с перфоратором, где удар превалирует над вращением. То есть, бур работает и как зубило, и как сверло. Поэтому заточка у него идет с обеих кромок — и с задней, и передней.
Конструкция хвостовика зависит от способа крепления в инструменте. Конструкция спирали, отводящей крошку из зоны резания, так же может различаться. Во многом различия обусловлены технологией производства инструмента и характеристиками материала, с которым предстоит работать. Хотя конфигурация спиральной части важна только при сверлении глубоких отверстий. У небольших буров встречается тело и вовсе без спирали или со спиралью, выполненной максимально схематично, даже примитивно. Хотя существуют модификации и четырехзаходные, у которых проблема отвода пыли решена радикально.
В основном, рабочие характеристики сверла или бура зависят именно от состояния победитовой напайки, поэтому при заточке под различные по характеристикам материалы следует обращать внимание именно на эту часть инструмента. Хотя общий принцип неизменен. Чем тверже материал, который следует просверлить, тем меньший угол придается режущей кромке
Чем тверже материал, который следует просверлить, тем меньший угол придается режущей кромке.
Сверла очень специализированный инструмент — для каждого материала свой.
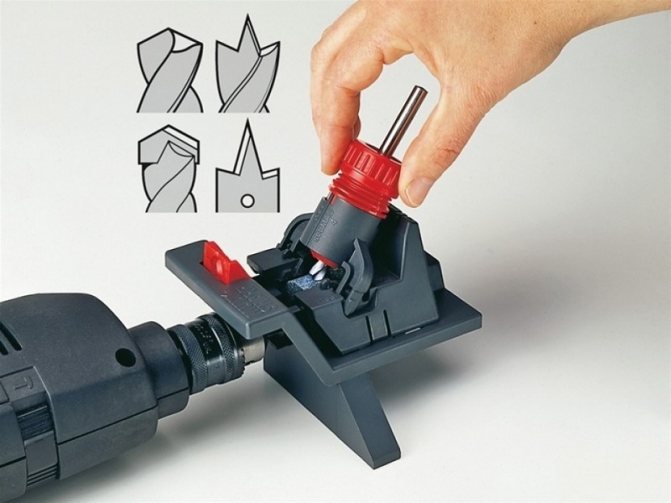
Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.





Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из 2 частей:
- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.
В заглушке нужно насверлить дюз по окружности.
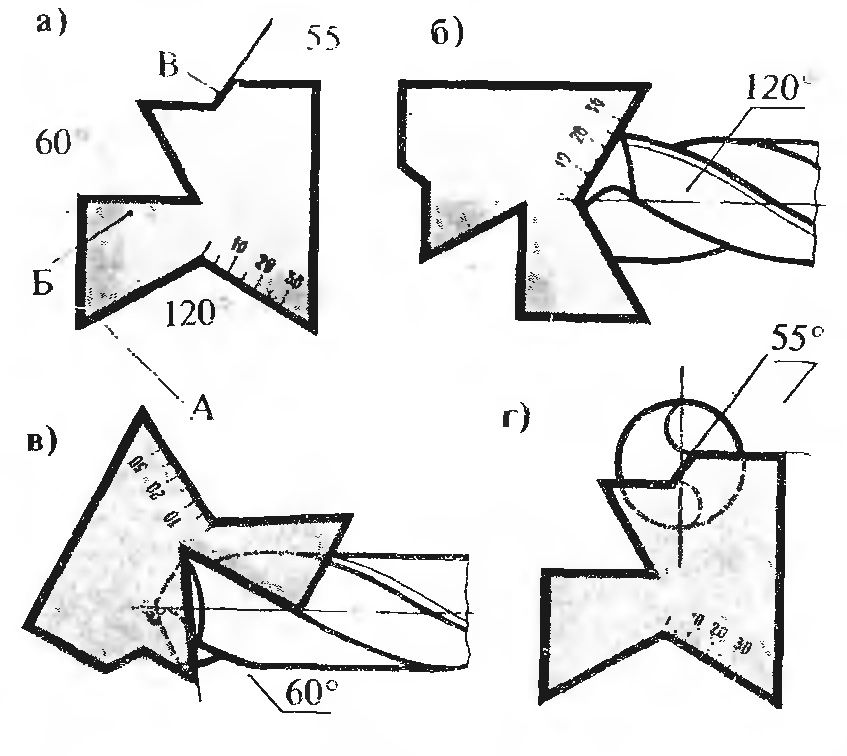
На основе гаек
Специфическое самодельное приспособление для заточки сверл своими руками, которое все же подойдет новичкам. Здесь понадобится сварочный аппарат, так как монолитный корпус долговечнее.
Чтобы сделать инструмент для заточки, действуйте по плану:
- Понадобится гайка большого диаметра, например, М 16. В ней необходимо вырезать треугольное отверстие. Нужно стараться попасть в 120 градусов. Чтобы это проверить, достаточно приложить сверло острием.
- Сверху приваривается еще одна гайка диаметром поменьше. Она понадобится, чтобы вкрутить прижимоной болт.
- Осталось вкрутить болт и готово. Гайка будет направляющей и заточка сверл своими руками пройдет куда легче.
Такой станок для заточки сверл своими руками может собрать каждый, но вот его эффективность под вопросом. Возлагать большие надежды не стоит, так как гайка тоже будет постепенно стираться.
Из дверной петли
Самодельное приспособление для заточки сверл своими руками подойдет тем, кто умет работать сварочным аппаратом. Далее нужно действовать по инструкции:
- Сначала петлю нужно укоротить. Одна часть послужит фиксатором подручников, вторая (отрезанная часть) – задает угол.
- К длинной части необходимо приварить металлический угол. В нем нарезается резьба, чтобы вставить болт. Диаметр не так важен, тут можно действовать по своему усмотрению.
- Далее устанавливается уголок, он будет направляющей плоскостью.
Вот подробное видео, как сделать станок для заточки сверл своими руками.
Стоит понимать, что это самодельное устройство для заточки – не полноценный инструментарий. Необходимо точило, а петля — лишь направляющая.
Также конструкция имеет 2 недостатка:
Подача осуществляется сверху вниз. Поэтому обратная часть кромки будет плоской, что вызовет перегрев. Понадобится использовать СОЖ или хотя бы солидол. Ровно ориентировать сверло не у всех получится, так как точность будет посредственной.
Стойка
Чтобы сделать станок для заточки сверл своими руками, нужно приложить усилия. Магазинные стойки дорогие (от 50 долларов). В домашних условиях они делаются буквально из хлама.
Стойка состоит из 5 частей:
- Упор. На него опирается сверло.
- Затяжная гайка с угломером. Просто сразу нужно выставить упор в том положении, под каким наклоном точить сверла по металлу.
- Зажим для оснастки. Чтобы не держать ее рукой и избавиться от случайных проворачиваний.
- Катерка. Дает возможность двигать оснастку.
- Основание.
Шаблон типа «кондуктор»
Простенькое устройство для заточки сверл, но по эффективности не уступает заводским направляющим. Изготовить ее можно из отрезка труб.
Для заточки сверла понадобится сделать следующее:
- Отрезок профиля обрезается под 60о.
- Должно получится так, чтобы профиль попадал под линию разреза.
- Кондуктор крепится к столику точила на винты или струбциной.
Теперь остается приложить острие к шаблону и просто проворачивать его.
Кондуктор для сверл по металлу своими руками делается просто, но новичку он облегчит работу в разы. Ему по силам любые диаметры, даже самые малые. К тому же, скоро вы сможете «набить руки» и заточка сверл своими руками не будет проблемой.
Как правильно точить сверла по металлу на наждаке. Немного теории
Для начала нужно разобраться с конструкцией инструмента и понять, каких его характеристики нужно будет восстановить, какие сохранить не испортив. В процессе понадобится инструмент для проверки углов и длин режущих кромок.
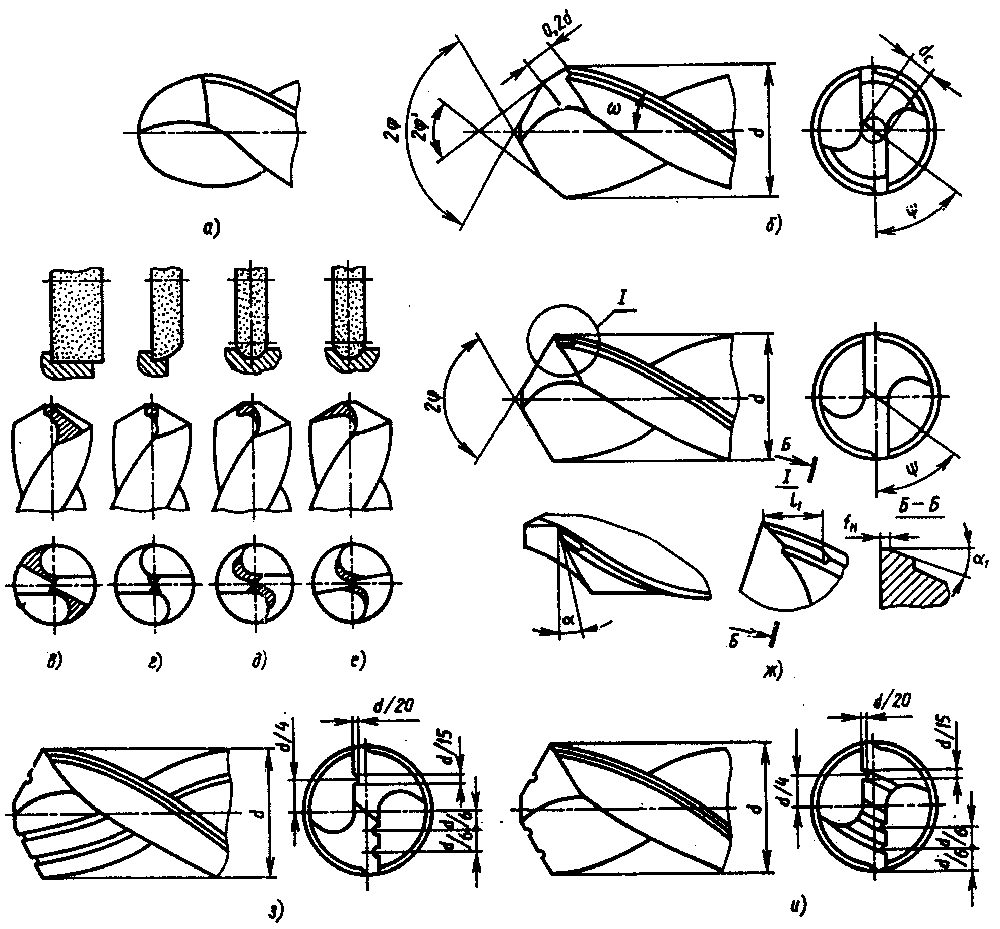
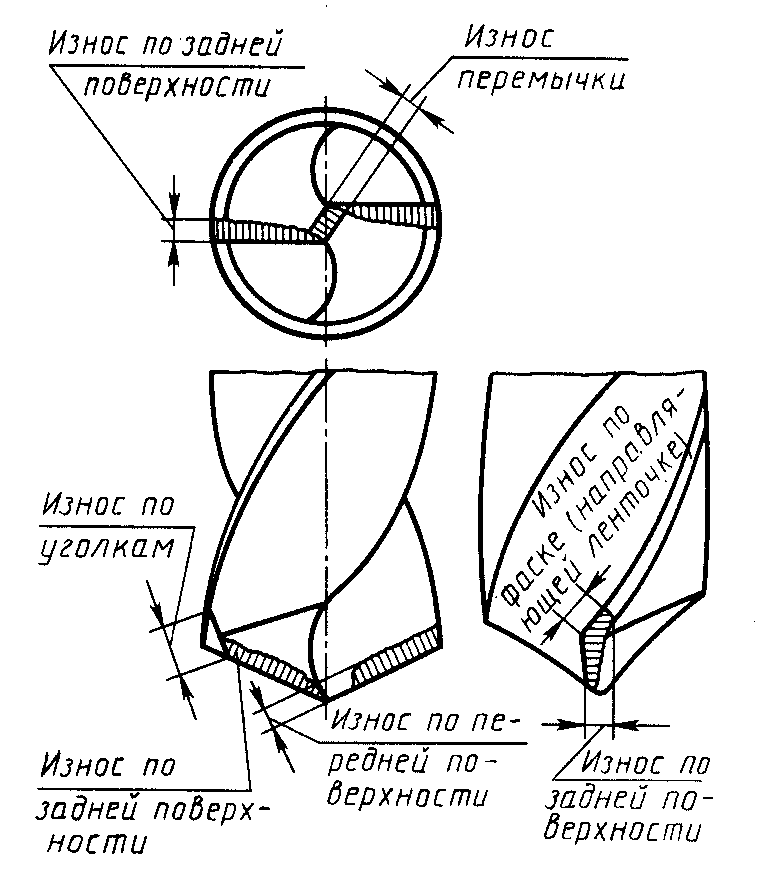
Конструкция сверла
Сверло по металлу состоит из: хвостовика и рабочей части. Эти две части изготавливаются из разных металлов, которые соединяется в одну заготовку с помощью сварки. Хвостовик выполнен из стали, не подвергшейся закалке.
Рабочая часть выполняется из быстрорежущей закаленной инструментальной стали. Её можно условно разделить на несколько частей: калибрующую и режущую. На рабочей части находятся следующие элементы конструкции:
- две режущие кромки ;
- две задние поверхности (затылок), идущие назад под наклоном от режущих кромок;
- две передние поверхности , находящиеся под режущей кромкой и переходящие в канавку для отвода стружки;
- перемычка на вершине между режущими кромками и задними поверхностями;
- две канавки для отвода стружки ;
- две спинки , образующие внешнюю поверхность сверла;
- две ленточки , находящиеся на спинках.

Основные части спирального сверла по металлу
Режущая кромка образуется на пересечении поверхностей передней части (канавки) и задней части (затылка). Для восстановления остроты режущей кромки на точиле или другим инструментом обрабатывается именно задняя поверхность.
В процессе работы тупятся именно режущие кромки. При заточке нужно восстановить их остроту, геометрию, а так же угол при вершине между задней и передней частью.
Параметры, которые нужно восстановить
При правильной заточке сверла по металлу нужно восстановить следующие его параметры:
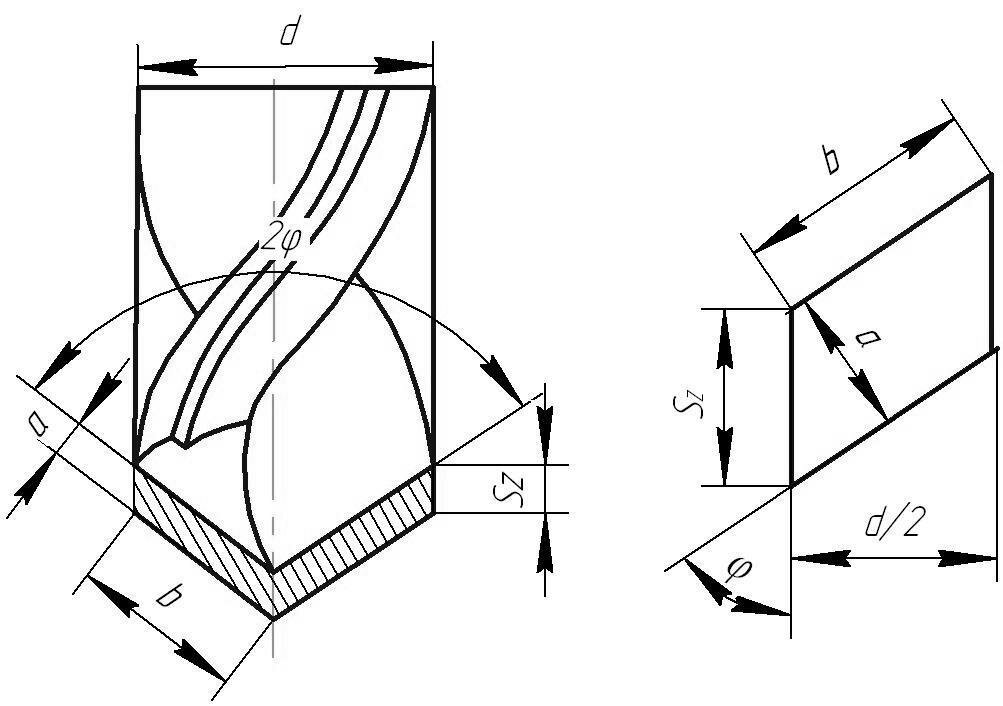
Угол при вершине . Его образуют режущие кромки на пересечении с перемычкой. Значение угла должен быть, в пределах 116° — 118°. Но это значение не строгое, для работы с материалами разной твердости и вязкости оно может быть в пределах от 60° до 150°. Есть и частные случаи, при которых он достигает 180°.
Угол между режущей кромкой и осью . Он составляет половину значения угла при вершине, т.е., примерно, 58° — 59°, если значении угла при вершине 116° — 118°. Он должен быть одинаковым для каждой из двух режущих кромок
Это очень важно, т.к. при его несимметричности работать будет только одна кромка, сверло будет быстро изнашиваться неравномерно, сильнее греться, хуже врезаться в материал.
Форма и длина режущих кромок
Длины режущих кромок должны быть равны с двух сторон. Длина кромки измеряется от центра перемычки до края (боковой вершины). Если длины режущих кромок будут разными, то появится биение при сверлении, а диаметр отверстия будет больше номинала, указанного на сверле. В редких случаях режущие кромки намеренно делают разной длины, чтобы получить отверстие немного больше номинального диаметра.
Задний угол резания . Один из важнейших параметров при восстановлении, если его не соблюсти, то производительность сверления может уменьшиться несколько раз, вплоть до полной потери работоспособности. В зависимости от обрабатываемого материала он может изменяться в пределах от 7° до 17°.
ОБОРУДОВАНИЕ ДЛЯ ЗАТОЧКИ СВЕРЛА ПО МЕТАЛЛУ
Процесс правильной заточки сверла по металлу начинается с подбора необходимого оборудования:
- Шлифовочная машинка.
- Точильный, или наждачный станок.
- Электрическая дрель.
- Напильник.
Вспомогательные средства.
Комплект точильных кругов. Подбирается в зависимости от материала из которого изготовлено сверло. Определение типа материала сверла:Быстрорежущая сталь. Такой тип сверл имеет обозначение HSS. Такие сверла изготавливаются из легированной углеродистой стали и имеют добавки вольфрама, хрома и молибдена. Быстрорежущие сверла используются для работ на высоких скоростных режимах;
Кобальтовая сталь. Такие сверла обозначаются пометкой CO(кобальт)и обозначением, информирующем о процентном содержании кобальта. Следует учитывать, что кобальтовые сверла хоть и способны длительное время сохранять остроту даже при больших нагрузках и температурах, но отличаются хрупкостью по сравнению с быстрорежущей сталью
Заточка таких сверл требует наибольшей осторожности;
Карбид-вольфрамовые сверла. Обладают крайне высокой жесткостью и значительной хрупкостью.
Помимо материала изготовления, производители указывают какую обработку проходит сверло и каким покрытием защищено. Все эти нюансы имеют значение при подборе необходимого для затачивания инструмента. Кроме вышеперечисленного, необходимо знать под каким углом надо точить сверла по металлу







Для достижения наиболее качественного результата, будет не лишним акцентировать внимание на анатомии сверла
Емкость с водой. Для охлаждения чаще всего используется обычная вода. Однако, гораздо лучшую результативность в качестве охладителя показывает машинное масло.
Фиксирующее устройство.
Угломер.
Средства индивидуальной защиты: очки и перчатки.
Для более наглядного представления предстоящих манипуляций, необходимо более подробно рассмотреть устройство сверла.
Как наточить сверло по металлу
С правильным выбором угла, доводкой, проверкой и корректировкой (если потребуется). Но прежде чем рассматривать каждый этап, отметим, что, работая на современном высокопроизводительном станке, используя привычную болгарку или классический абразивный круг, для собственной безопасности лучше использовать дополнительное приспособление-фиксатор.
Это может быть простейшее прижимное основание или втулка подходящего диаметра. Еще один вариант – шаблон с целым набором трубок с сечением разной ширины, под стержни всех распространенных размеров. Главное, чтобы выполнялись два условия:
- данный вспомогательный элемент успешно играет роль упора и делает движение резца назад невозможным;
- он же обеспечивает точное центрирование в течение всего времени выполнения работ.
Теперь взглянем на каждый шаг по порядку.
Выдержать угол
Отвечая на вопросы новичков о том, как научиться точить сверла по металлу, мастера отмечают, что в первую очередь нужно наловчиться понимать, до какой остроты доводить кромку. Это непосредственно зависит от стали, пластика, массива дуба или другого материала, для которого предназначен инструмент: чем мягче заготовка, тем тупее (шире) обязан быть угол, и наоборот. Выше мы приводили таблицу соответствия, ориентируйтесь по ней, но вот еще несколько любопытных соотношений для:
- силумина – 90-100 0;
- древесины – 135 0;
- магния и его сплавов – 85 0;
- текстолита и пластика – 90-100 0;
- гранита и керамики – 135 0;
- алюминия – 135 0.
По аналогии можно подбирать градус и для других случаев.
Выполнить доводку
Если вы посмотрите любой по-настоящему полный и грамотно продуманный ролик на тему «как правильно наточить сверло по металлу», видео наверняка будет содержать в себе этап, на котором мастер вооружается болгаркой или перфоратором с насадкой в виде абразивного круга и приступает к шлифовке кромки.
Зачем он это делает? Чтобы устранить незначительные дефекты, например, заусенцы или царапины. Геометрия режущей части при этом не меняется, а значит угол остается таким же, каким его уже выдержали. Вот только для максимально точного результата на данной стадии нужно зажимать стержень в тисках (или в другом столь надежном фиксаторе), чтобы он не ходил по сторонам.
Доводка – по-своему уникальная операция, так как она сочетает в себе сразу два вида обработки поверхности – и грубую, и финишную, – поэтому проводить ее просто необходимо.
Выполнить проверку
Те, кто по своему опыту знают, как правильно заправить сверло по металлу и заточить его, прекрасно понимают, насколько важно убедиться в качестве результата. Поэтому после правки инструмента они берут шаблон (выше мы рассказывали, как его изготовить) и убеждаются, что всем стандартам соответствуют следующие показатели:
- длины граней;
- углы – в вершинах, продольной кромки, наклона винтовых канавок.
Если какой-то параметр не отвечает норме, это обязательно следует исправить. В противном случае возникнет биение, и размер сделанного отверстия окажется больше необходимого.
Произвести подточку
Она актуальна для стержней, диаметр которых превышает 10 мм. Ее выполнение позволяет уменьшить наклон передней кромки и одновременно увеличить угол режущей грани.
Это позволит повысить ресурс инструмента и обеспечить его сопротивляемость крошению, а также сузить его, а значит и облегчить вхождение в заготовку (появится эффект скобления) и снизить негативное воздействие силы трения.