
Основные способы сварки меди
Чтобы сварить медные конструкции, необходимо соблюдать требования технологий сварки меди. Доступны следующие способы сваривания медных заготовок:
- инвертором;
- полуавтоматом;
- аргоном;
- газом;
- угольными электродами.
Инвертором
Варить медь инвертором относительно просто, так как он обеспечивает стабильные параметры по току и напряжению, может иметь ряд предустановок. Также он компактный по размерам и имеет небольшой вес.
Шов формируют небольшими участками, длина которых составляет от 30 до 40 мм
Важно делать перерывы в работе, чтобы не допустить перегрева металла с проплавлением и деформацией. Углы наклона электрода над поверхностью должны составлять от 100 до 200
Полуавтоматом
Для создания длинных швов рекомендуется выполнять сварку меди полуавтоматом. За счёт равномерной подачи проволоки формируется надёжное однородное соединение. Для исключения образования пор нельзя допускать поперечных колебаний проволоки или заготовок.
Полуавтоматическая сварка деталей толщиной более 6 мм производится только после снятия кромки с выполнением притупления менее 4 мм. Обычно применяют проволоку диаметром 2 мм. Рекомендуемые параметры:
- напряжение 30 В;
- сила сварочного тока 300А;
- флюс марки К-13 или АН26;
- тип проволоки М1-3.

Полуавтомат для сварки
Аргоном
При сварке в аргоновой защитной среде используется проволока из вольфрама, подключение питания по схеме обратной полярности. Стыковка тонких конструкций производится без предварительного подогрева.
Шов формируют справа-налево, при этом электрод держат под прямым углом к поверхности заготовки, а прутка — 150. Средний расход газа составляет от 7 до 18 л/мин. Ток сварки подбирается самостоятельно в диапазоне 80-500А.
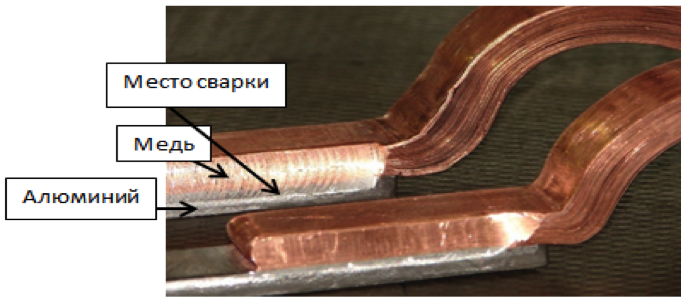
Сварка аргоном режим TIG
Режим TIG применяется при автоматической или полуавтоматической сварке. Преимущества:
- небольшая зона прогрева;
- исключение образования дефектов в структуре;
- высокая скорость создания сварного шва;
- простота технологии.
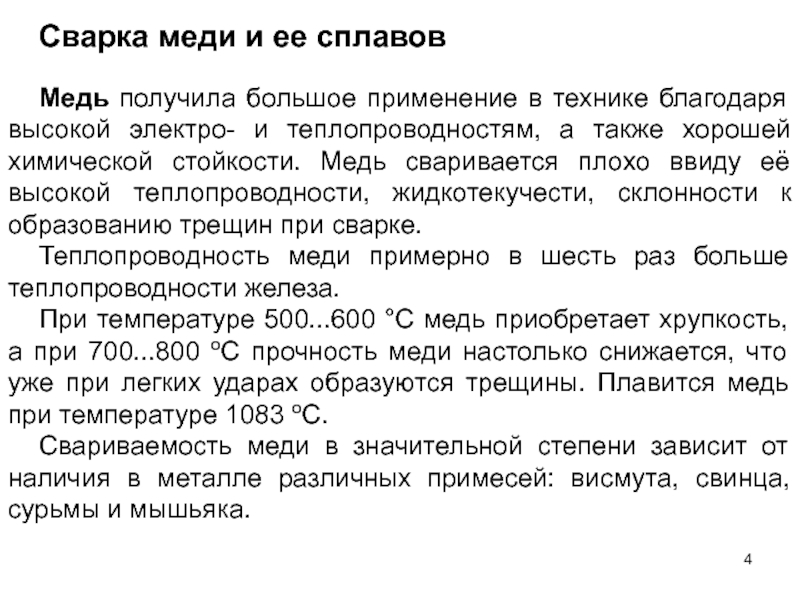
Газовая сварка
Газовая сварка выполняется горелкой. Технология достаточно сложная для формирования высококачественных точных швов, поэтому она в основном используется для соединения массивных деталей. Сложностью процесса является подбор оптимального расхода газа:
- для заготовок с толщиной до 1 см расход составляет до 150 л/мин.;
- при толщине более 1 см расход должен быть увеличен до 200 л/мин.
Для обеспечения равномерного прогрева массивных деталей допускается одновременное применение двух горелок. Чтобы повысить качество шва, нужно применять содержащие бор флюсы.
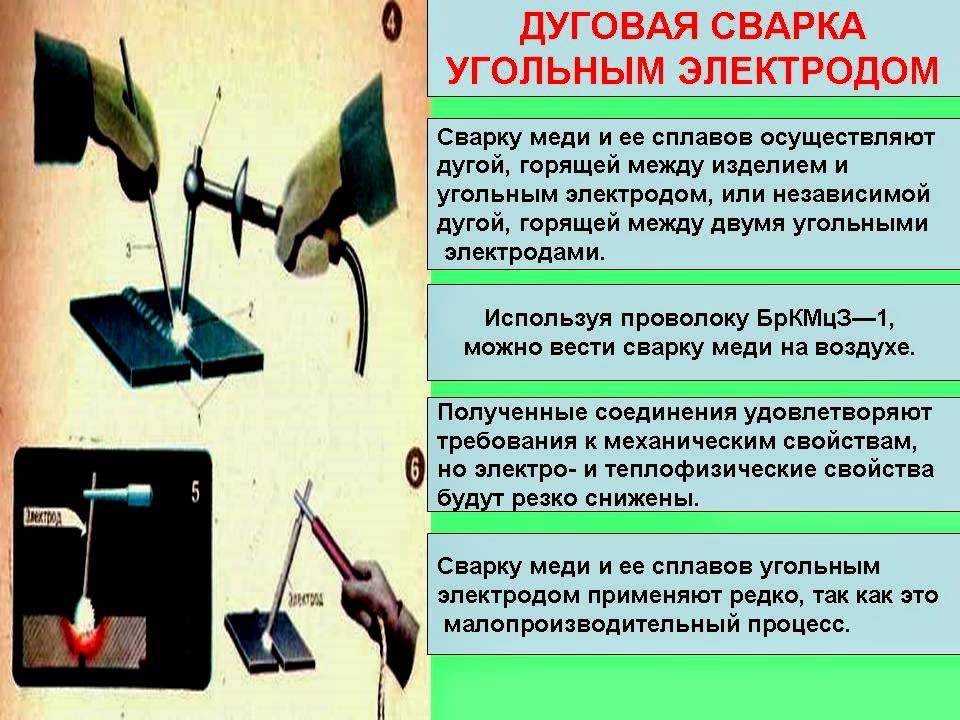
Угольным электродом
Процесс сваривания угольными электродами универсален, так как допускается поджиг дуги между двумя электродами, заготовкой и электродом, электродом и массой. Технология схожа с процессом сваривания горелкой.
Используется проволока марки БрКМц3-1. Параметры по току и напряжению подбираются в зависимости от технических особенностей конструкций и их состава.

Угольные электроды для сварки
Инвертором угольным электродом
Сваривание меди угольными электродами требуют наличия навыков проведения подобных работ. Особенности процесса следующие:
- наклон электрода над поверхностью заготовки не более 300;
- диапазон сварочных токов от 35 до 130 А.
Как подготовиться?
Надо сказать, что медь редко где применяется в чистом виде, что не может не сказаться на сварочном процессе. Примеси в сплаве обеспечивают и высокую текучесть, и большую чувствительность к кислороду, и интенсивное испарение цинка. А еще усложняет процесс высокое термическое расширение в совокупности с высокой же теплопроводностью. Все это усложняет сварку меди в принципе. Потому подготовка к сварке – важнейший этап удачной работы.
Начинается процесс подготовки с качественных зачистных работ. Место соединения следует обработать абразивом, пока не появится характерный блеск. Потом область работы нужно обязательно обезжирить. Чем лучше будет выполнена зачистка, тем качественнее пройдет последующая сварка.
Замечания для сварщика.
- Дефекты сварки превратятся в шлак, потому еще на этапе подготовки нужно их предупреждать.
- При плавлении медь быстро стекает, то есть могут возникнуть проблемы с потолочными и вертикальными швами, так как даже при малом перегреве металл незамедлительно стечет вниз. Устранить это можно обеспечением сварочной ванны малого размера.
- От других металлов медь отличает высокий коэффициент линейного расширения. Медь легко деформируется, на ней быстро образуются горячие трещины. Потому деталь предварительно прогревают в печи либо горелкой.

Опытные мастера напоминают, как надо выполнять травление самой детали и присадочной проволоки.
Травление осуществляется в особом растворе, его сделать можно самому. Основным компонентом такого раствора будет серная, азотная либо же соляная кислота. Ее смешивают с водой и туда отправляются заготовки с проволокой. После завершения травления все хорошо промывается в воде, просушивается горячим воздухом.

Преимущества использования аргона при работе с медью
Как уже говорилось выше, сварка меди аргоном считается самой чистой. При такой ее разновидности — почти не выделяются пары оксидов.
Таким образом, сварку аргоном можно проводить даже в жилых помещениях, не боясь при этом что-либо испортить или испачкать.
Еще одно неоспоримое преимущество – это качество. При сварке меди аргоном шов получается чистым и аккуратным, без шлаков и подрезов.
С помощью аргона можно на малых токах варить даже тонколистовые 0,5 мм изделия из меди.
К тому же, аргоновая сварка позволяет работать со сложными металлами, которые не поддаются обычной сварке, а также восстанавливать прежний объем детали, наплавляя металл поверх нее.
Если у вас есть определенные знания в этой области, то можете произвести все работы самостоятельно, но перед этим — рекомендуется посмотреть видео сварки меди аргоном и приобрести соответствующее оборудование.
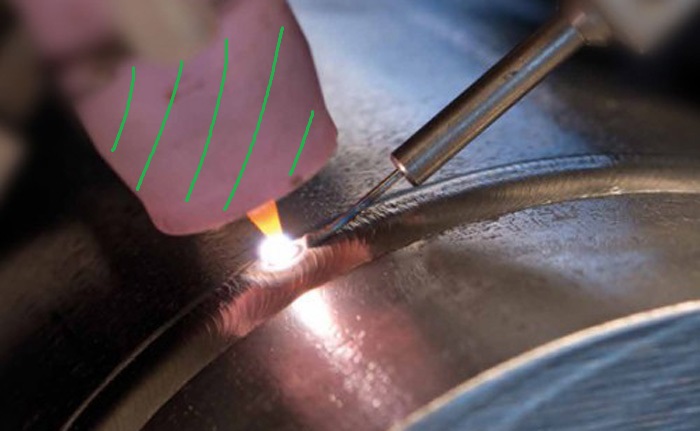
Технология сварки меди аргонодуговым способом
С технологической точки зрения, сварка меди аргонодуговым способом, как и другой вид сварки, делится на три этапа:
- подготовительный. На этом этапе необходимо очистить свариваемые поверхности от окислов, загрязнений, обезжирить. После выполнения данных работ следует проверить их на чистоту и состояние и если потребуется, выполнить зачистку вручную или с помощью электроинструмента, после чего повторить процесс очищения от окислов и обезжиривания;
- собственно этап сварки;
- завершающий этап, на котором происходит проверка качества выполненного сварного соединения после зачистки от застывших капель расплавленного металла, а также визуальный контроль качества шва на предмет видимых пор.
На этапе собственно сварки следует выполнить следующие действия:
- если речь идет о ремонте какого-либо медного изделия, необходимо сделать прорезь вдоль возникшей трещины таким образом, чтобы края такой прорези выходили за пределы трещины. Это даст возможность избежать появления новых трещин за пределами отремонтированного участка;
- дуга зажигается только в разделе кромок, что позволит избежать прижогов металла, из которого изготовлено все изделие, и сократит зачищаемые участки;
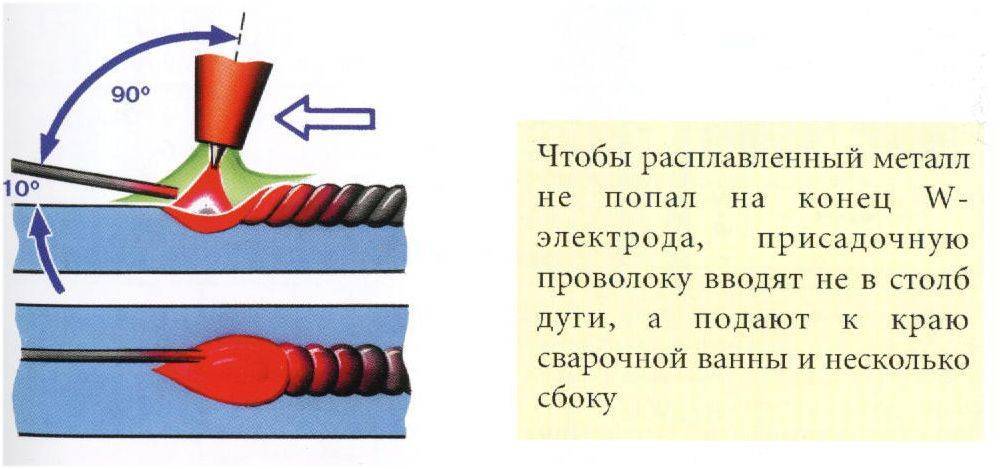
- присадочную проволоку или пруток необходимо вести перед горелкой таким образом, чтобы они равномерно подавались в сварочную ванну;
- движения сварочной горелки должны быть максимально плавными и поддерживать постоянное расстояние от вольфрамового электрода до сварочной ванны;
- в зависимости от толщины деталей, подлежащих сварке, горелка может двигаться вдоль создаваемого шва различными способами: по прямой, если толщина деталей небольшая, либо зигзагообразно, если детали толстые. Если совершаются поперечные движения, это чревато увеличением глубины проплавления кромок и изменениями в формировании сварочного шва;
- если происходит сварка тонкостенных деталей, то, чтобы избежать прожогов металла, необходимо швы выполнять короткими, а между ними делать перерывы по времени для остывания металла;
- если детали собраны без зазора, возможно осуществлять сварку без использования проволоки или прутка. Однако в этом случае следует не перегревать металл, чтобы избежать проседания сварочной ванны вовнутрь;
- в момент окончания сварки необходимо отводить горелку плавно, удлиняя сварочную дугу, что позволит сократить кратер шва;
- если на аппарате имеется функция заваривания кратера шва, то возможно упрощение процесса окончания сварочных работ;
- после завершения сварки необходимо на какое-то время (до тридцати секунд) сохранить подачу защитного газа. Это позволит сохранить остывающий шов в облаке газовой защиты и избежать попадания продуктов окружающего воздуха в расплавленный металл, что сохранит качество шва.






Аргоновая электродуговая
Эта технология менее требовательна к квалификации и опыту сварщика, она позволяет соединять медные заготовки с нержавейкой. Неплавкие электроды изготавливаются на основе вольфрама. Применяется она и для других цветных и легких металлов
Настройка аппарата
 Выбор рабочих режимов зависит от состава медного сплава, толщины заготовки и диаметра электрода. Чтобы сварить 1,5 миллиметровые заготовки, рекомендуются следующие параметры:
Выбор рабочих режимов зависит от состава медного сплава, толщины заготовки и диаметра электрода. Чтобы сварить 1,5 миллиметровые заготовки, рекомендуются следующие параметры:
- толщина электрода: 2,5 мм,
- рабочий ток: 125-135А,
- диаметр присадочного прутка: до 1,6 мм.
При увеличении толщины до 3 мм ток вырастет до 240 А.
По тем же закономерностям выбирают ток при работе полуавтоматом в среде инертных газов. Самым распространенным является аргон и смеси на его основе. Материал присадочного прутка по своему составу должен приближаться к составу соединяемых сплавов.
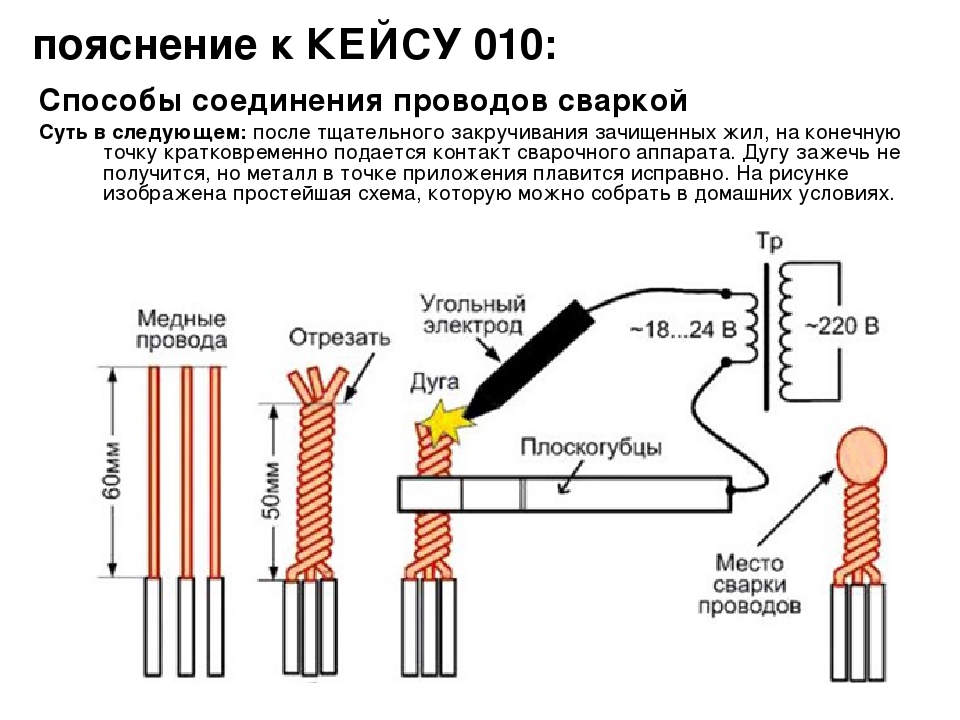
Работа в домашних условиях
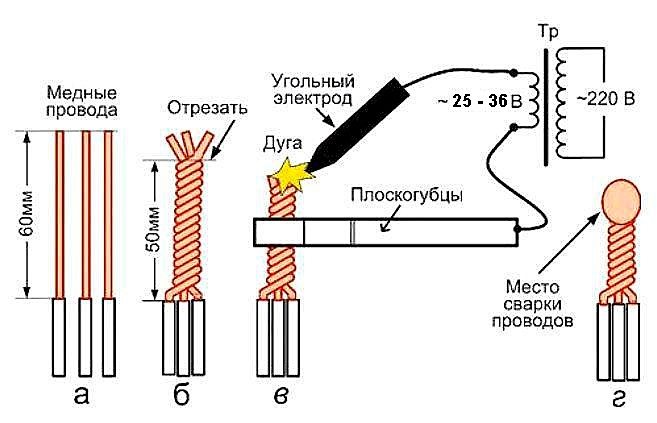
Домашние мастера в качестве присадочного прутка часто применяют проволоку, полученную при разборке медного провода. Чтобы сделать пруток нужного диаметра, скручивают вместе несколько жил. Их обязательно нужно очистить от лака механическим, термическим или химическим способом.
При газовой сварке присадочный пруток располагают впереди горелки.
Для сварки тонколистовых заготовок, во избежание прожига, шов варят прерывисто, впоследствии возвращаясь и доваривая пропущенные места.
Свариваемость меди
Медная сварка представляет собой сложную операцию. Для ее правильного выполнения человек обязан хорошо понимать свойства и химическую чистоту этого красноватого металла и его сплавов, которые получаются в результате соединения популярных элементов с ним. Поэтому всем заинтересованным лицам полезно будет знать особенности сварки меди и ее сплавов.
Прежде всего, на свариваемость красноватого металла влияет присутствие легирующих элементов, которые бывают токсичными и летучими. Поэтому во время выполнения работ требуется наличие исправной и эффективной вентиляции для защиты персонажи.
Примечание! На производстве сварные процессы выполняются в специально оборудованном месте. Оно оснащается комплектом оборудования, которое технологически связано между собой. Такое стационарное место также комплектуется всем нужным инструментом и приспособлениями. При выполнении работ в домашних условиях используется сварной пост для пайки меди. Он укомплектован баллонами с газовыми смесями, редукторами и горелкой.
Для улучшения различных свойств меди в ее состав чаще всего вводит следующие легирующие элементы:
- Цинк, уменьшающий свариваемость латунных сплавов. Снижение этой характеристики происходит пропорционально его количеству. Цинк закипает при низкой температуре. В результате сварки медно цинковых сплавов выделяются токсичные пары.
- Олово, положительно влияющие на возникновение горячих трещин во время сварочного процесса, если его процентное содержание В сплаве равно от 1% до 10%. Этот элемент менее токсичен и летуч, чем цинк. Однако он при сварке нередко окисляется, поэтому появляются оксиды. Они уменьшают прочностной характеристику шва.
- Кремний, благоприятно влияющие на свариваемость, так как способствуют раскислению.
- Алюминий, бериллий и никель — элементы, образующие оксиды. От них нужно избавляться перед сварочным процессом. Чтобы предотвратить образование этих оксидов во время работы, используется защитный газ или флюс и соответствующий ток для процесса.
- Кислород, вызывающий увеличение пор и уменьшающий прочность швов, если в медных сплавах отсутствует необходимый процент раскислители, самым популярным из которых является фосфор. К их числу также относится марганец, алюминий, кремний и железо. Если медные сплавы содержат эти элементы, тогда удается уменьшить количество кислорода, который может быть в виде закиси меди или иметь форму свободного газа.
- Свинец, сера и селен включают в сплавы с медью, чтобы повысить степень их обрабатываемости. Однако данные элементы не только повышают на свариваемость, но и увеличивает вероятность образования горячих трещин. Среди них самым вредным является свинец.
- Марганец и железо оказывают не существенное влияние на свариваемость медных сплавов, так как их процентное содержание незначительно. Обычно она составляет 1,4-3,5%.
На свариваемость как меди, так и ее сплавов влияют и другие факторы:
- Теплопроводность, которая возрастает с уменьшением числа легирующих элементов. Поэтому при создании соединения выбирается такой ток и защитный газ, чтобы в шов вводилось максимальное количество тепла. Нередко требуется выполнить предварительный нагрев свариваемых деталей, отличающихся небольшой теплопроводностью. Этот процесс осуществляется в зависимости от толщины изделий.
- Горячие трещины появляются во всех медных сплавах при затвердевании. Их количество можно сократить, если надежно зафиксировать соединяемые детали во время выполнения сварочных работ. Подогрев изделий также способствует снижению числа горячих трещин. Этот процесс позволяет замедлить охлаждение деталей и уменьшить сварочные напряжения.
- Положение сварки, так как медные металлы обладают неустойчивыми характеристиками. Обычно работы выполняются в нижнем положении. В горизонтальной плоскости они проводятся в исключительных случаях. Это создание угловых и тавровых швов. Во время их выполнения осуществляется разделка кромок.
- Пористость, возникающая при испарении элементов, отличающихся низкой температурой кипения. К ним относятся фосфор, кадмий и цинк. Уменьшить такой эффект позволяет быстрое выполнение работ и минимальное использование присадочных материалов.
Состояние поверхности меди и ее сплавов является еще одним фактором, влияющим на свариваемость. Перед работами с металла должны быть удалены все окислы и жиры. Обычно для этих целей применяется проволочная щетка. Зная перечисленные особенности сварки меди удается выполнить качественные соединения. Однако для достижения положительного результата еще требуется выбрать правильную технологию осуществления сварочных работ.
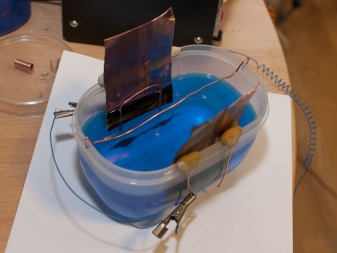
Точечная контактная сварка
Одним из видов контактной сварки меди является точечное соединение деталей. Во время использования данного метода металл нагревается до температуры, при которой он начинает плавиться, с помощью тепла, образующегося при прохождении большого электротока в конкретной точке соединения изделий. Во время процесса и спустя некоторое время после его завершения также выполняется сжатие 2-х свариваемых деталей. Это позволяет металлу изделий сплавиться.
Точечная сварка меди отличается следующими нюансами:
- Малым временем проведения работ. Процесс может длиться десятые доли секунды.
- Большим сварочным током. Его величина превышает 1000 А.
- Небольшим напряжением. Обычно она имеет значение от 2 до 3 В.
- Существенным усилиям, которое создается в месте точечной сварки. Она может достигать несколько сотен килограмм.
- Минимальной зоной расплавления металла.
Точечная сварка чаще всего используется для соединения медных листов внахлест. Очень редко ее применяют для материалов в виде стержней. Обычно толщина свариваемой меди колеблется в диапазоне от 0,1 до 6 мм.
Во время точечной сварки не нужно использовать электроды, присадочные прутки флюсы и другие материалы. При этом работы выполняются достаточно быстро и удобно. В результате их осуществления получаются аккуратные соединения. Процесс всегда проводится при использовании специального сварочного автомата для сварки меди, отличающегося высокой производительностью.
Общие понятия
Сварка аргоном – великолепная технология гибридного типа, позволяющая соединять самые капризные и устойчивые металлы: от огромных труб до маленькой отломившейся ножки бронзовой балерины. В аргонодуговых способах объединены преимущества двух классических методов: дугового электрического и газового. Технология сварки нержавеющей стали – лишь один пример из многочисленных способов сварочных работ в аргоновых облаках.
Юный сварщик никогда не станет классным мастером, если не будет вникать в теорию сварочного дела. Особенно, если это касается непростых технологий, к которым, безусловно, относится аргонная сварка.
Окисление во время работы ни к чему хорошему не приводит: качество швов низкое с точки зрения прочности и долговечности из-за большого количества мельчайших пузырьков внутри. Ну а алюминий вообще варить невозможно – при нагревании он попросту горит в воздухе.
 Принцип аргонодуговой сварки.
Принцип аргонодуговой сварки.
Главной задачей в технологии сварки аргоном становится защита сварочной рабочей ванны от газов и примесей. Здесь лучшими помощниками выступают инертные газы, которые выполняют роль защитной оболочки. Кроме аргона к инертным газам относится гелий, вполне соответствующий газ по всем параметрам. Но гелий дороже аргона, и по количеству расходуется намного больше. Расход аргона при сварке нержавейки, например, в разы меньше расхода гелия.
Кроме того, работа с гелием требует специальной защитной одежды для всех частей тела. Гелий в чистом виде в современных технологиях применяется редко. Чаще его используют в смесях для газовых лазеров. Здесь нужно упомянуть еще один инертный газ – азот, который используется в металлических работах с очень узкой специализацией – с азотом варят только медь. Главным и повсеместным инертным компонентом в гибридной технологии выступает Его Величество Аргон.
Его свойства:
- Аргон значительно тяжелее воздуха, поэтому отлично вытесняет его из сварочной ванны, защищая, таким образом, зону плавления от ненужных газовых примесей.
- Будучи инертным веществом, не вступает в реакцию ни с какими другими элементами, в том числе со свариваемыми металлическими поверхностями.
- Об одном «аргоновом» нюансе нужно знать и помнить. При использовании тока обратной полярности аргон превращается в электропроводную плазму со всеми малоприятными последствиями.
Варим в аргоне алюминий
Режимы сварки алюминия аргоном.
Сварить алюминий без аргона невозможно, это факт. Этот металл – один из самых сложных и одновременно один из самых распространенных в быту. Сложность работ с ним объясняется молниеносным образованием пленки оксида на поверхности при малейшем контакте кислорода.
Пленка эта не простая, она плавится при температуре, намного превышающей температуру плавления самого алюминия. Аргон и здесь выручает, выступая в качестве препятствия окислению, вытесняя кислород из сварочной рабочей ванны. В этом случае присадочная проволока из алюминия плавится без проблем, формируя качественный шов.
Механизированная и ручная сварка.
Постоянный ток в работе с алюминием теоретически возможен и даже иногда применяется. Но этот метод требует использования другого инертного газа – чистого гелия, а он стоит намного дороже аргона. Да и сам способ работы с постоянным током сложнее технически. Подготовкой алюминиевых заготовок к процессу плавления пренебрегать нельзя, так как качество шва напрямую зависит от состояния поверхностей перед работой.
Очистку нужно проводить по следующим пунктам:
- обезжиривание поверхности растворителем;
- зачистка поверхности от оксидной пленки механическая или химическая;
- полное высыхание очищенных поверхностей.
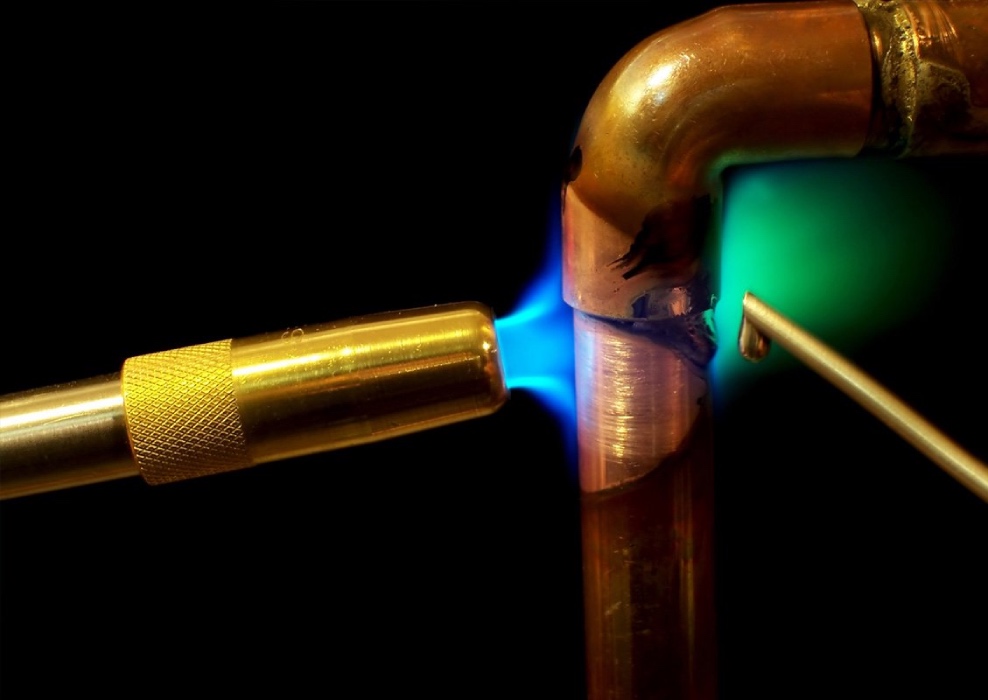
Технология сваривания
Сварка медных деталей выполняется двумя способами:
- газосварка;
- сварка аргоном.
Для газосварки потребуется использование баллона с ацетиленом и горелки. Качество шва полностью зависит от количества пор в материале, поэтому перед проведением работ необходимо выполнить проковку поверхности вблизи линии формирования шва.
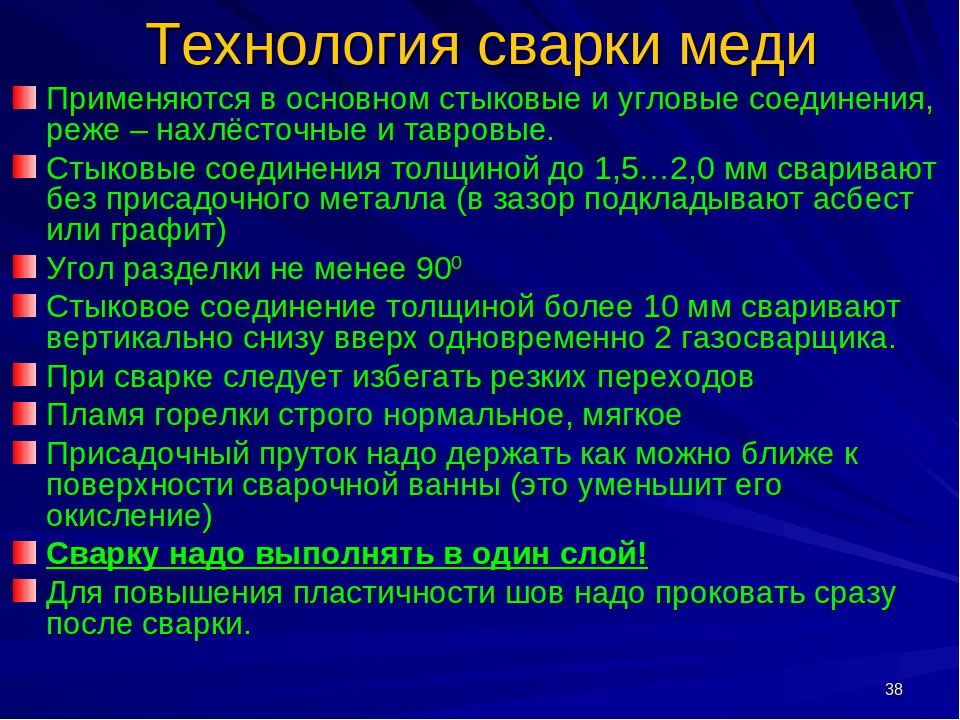


Для поддержания горения требуется обеспечить непрерывную подачу газа. Средний расход для сварки конструкций толщиной более 10 мм составляет от 200 л/ч. Массивные детали рекомендуется предварительно прогревать, чтобы шов был прочным и однородным.
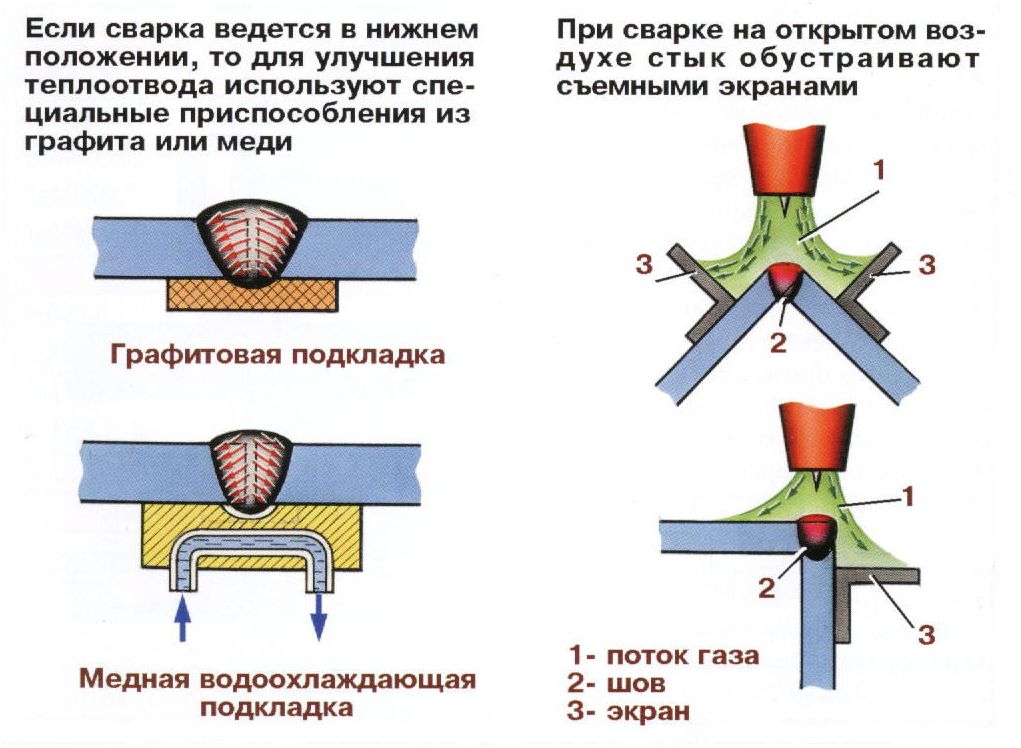
Поскольку медь обладает высокой теплопроводностью, то важно обеспечить равномерное остывание конструкций. Для этого со всех сторон конструкции следует обкладывать асбестными листами, делая своеобразный защитный экран
Чтобы в процессе сваривания не допустить образования окислов или раковин, допускается увеличение скорости перемещения горелки вдоль шва, но движение обязательно должно быть с постоянной скоростью и без разрывов. Расположение горелки относительно поверхности должно быть перпендикулярным.
При толщине материалов более 3 мм необходимо обрабатывать кромки под углом 45. Чтобы металл лучше заполнил стык, его обрабатывают водным раствором азотной кислоты.
После выполнения работ шов требуется проковать при температуре +300С, а также выполнить его отжиг при +500С, затем детали охладить в воде.
Аргонодуговая сварка подходит для соединения конструкций любой толщины, включая крупногабаритные. Сварные работы проводятся при подключении прямой полярности на постоянном токе вольфрамовым неплавящимся электродом. Температура в среднем должна составлять от +300С до +400С.
Перед проведением сварки, нужно разогреть дугу на пластинке из угля или графита. Допустима сварка в потолочном, вертикальном или нижнем расположениях.

Сварка меди газом
Способы сварки меди
Негативные свойства меди, препятствующие сварке, обходят многими способами, применяя различные расходные материалы и оборудование. Не все можно применить в домашних условиях, но некоторые вполне доступны.
Сварка меди аргоном
Этим способом выполняют сварку меди полуавтоматом или ручным аргонодуговым методом. Работа проводится постоянным током прямой полярности. Его величина устанавливается из расчета, что на каждый миллиметр толщины нужно 100 А. Значение можно корректировать в процессе работы в зависимости от состава металла. При сварке меди аргоном расход газа не должен превышать 10 л/мин.
В качестве присадочной проволоки можно использовать медные провода или жилы кабеля, очищенные от изоляции и лака. Ее подают по краю сварочной ванны впереди электрода, чтобы при плавлении металл не прилипал к нему. Для заготовок толщиной меньше 0,5 см предварительный подогрев не нужен.
Чаще всего выполняют сварку меди угольными электродами, так как вольфрамовые приходится часто менять. Заготовки толщиной больше 1,5 см соединяют графитовыми электродами. Допустимый вылет электрода не больше 7 мм, длина дуги 3 мм. В отличие от других способов сваркой меди аргоном можно качественно соединять вертикальные стыки.
https://youtube.com/watch?v=CCtzyoyn120
Газовая сварка
Для этой технологии не требуется сложное оборудование как для аргонодуговой. Достаточно горелки и баллона с ацетиленом. Чтобы обеспечить нормальное протекание процесса, потребуется расход газа 150 л/час для заготовок толщиной до 10 мм, свыше ― 200 л/час. Для замедления остывания заготовки с обеих сторон обкладывают листовым асбестом. Диаметр присадочной проволоки выбирается равным 0,6 толщины металла, но не более 8 мм.
Выполняя газовую сварку меди, пламя направляется перпендикулярно к стыку. При этом нужно следить, чтобы проволока плавилась раньше основного металла. Чтобы снизить вероятность появления горячих трещин, работу проводят без остановок. Завершенный стык проковывают без нагрева, если детали тоньше 5 мм, или при температуре 250⁰C, когда толще. Затем проводят отжиг при 500⁰C и быстро охлаждают водой.
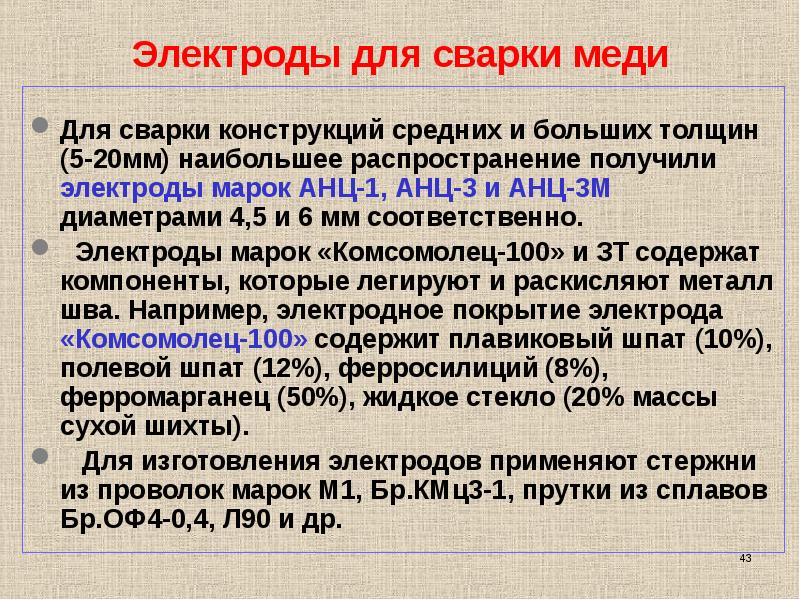
Ручная дуговая сварка
Этим способом соединяют заготовки толщиной больше 2 мм, используя плавящиеся электроды и постоянный ток обратной полярности. Процесс практически не отличается от сварки стали, только электрод ведут без поперечных колебаний, поддерживая короткую дугу. Шов формируется возвратно-поступательными движениями.
Для сварки меди в домашних условиях лучшими признаны электроды АНЦ-1, которыми можно соединять металл толщиной до 15 мм без подогрева. Аналогичными характеристиками обладают марки EC и EG польского производства. При ремонте трубы с горячим носителем следует учитывать, что тепло и электропроводность швов, сделанных этим способом, в 5 раз меньше, чем у меди.
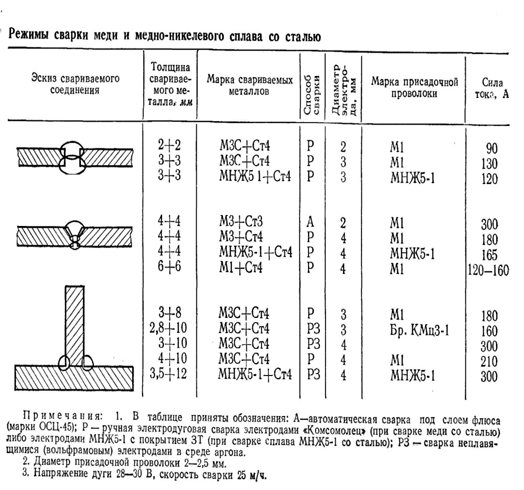
Сила тока и диаметр электрода в зависимости от толщины деталей приведены в таблице:
|
Толщина меди, мм |
Диаметр электрода, мм |
Значение тока, А |
|
2 |
2 — 3 |
100 — 120 |
|
3 |
3 — 4 |
120 — 160 |
|
4 |
4 — 5 |
160 — 200 |
|
5 |
5 — 6 |
240 — 300 |
|
6 |
5 — 7 |
260 — 340 |
|
7 — 8 |
6 — 7 |
380 — 400 |
|
9 — 10 |
7 — 8 |
400 — 420 |
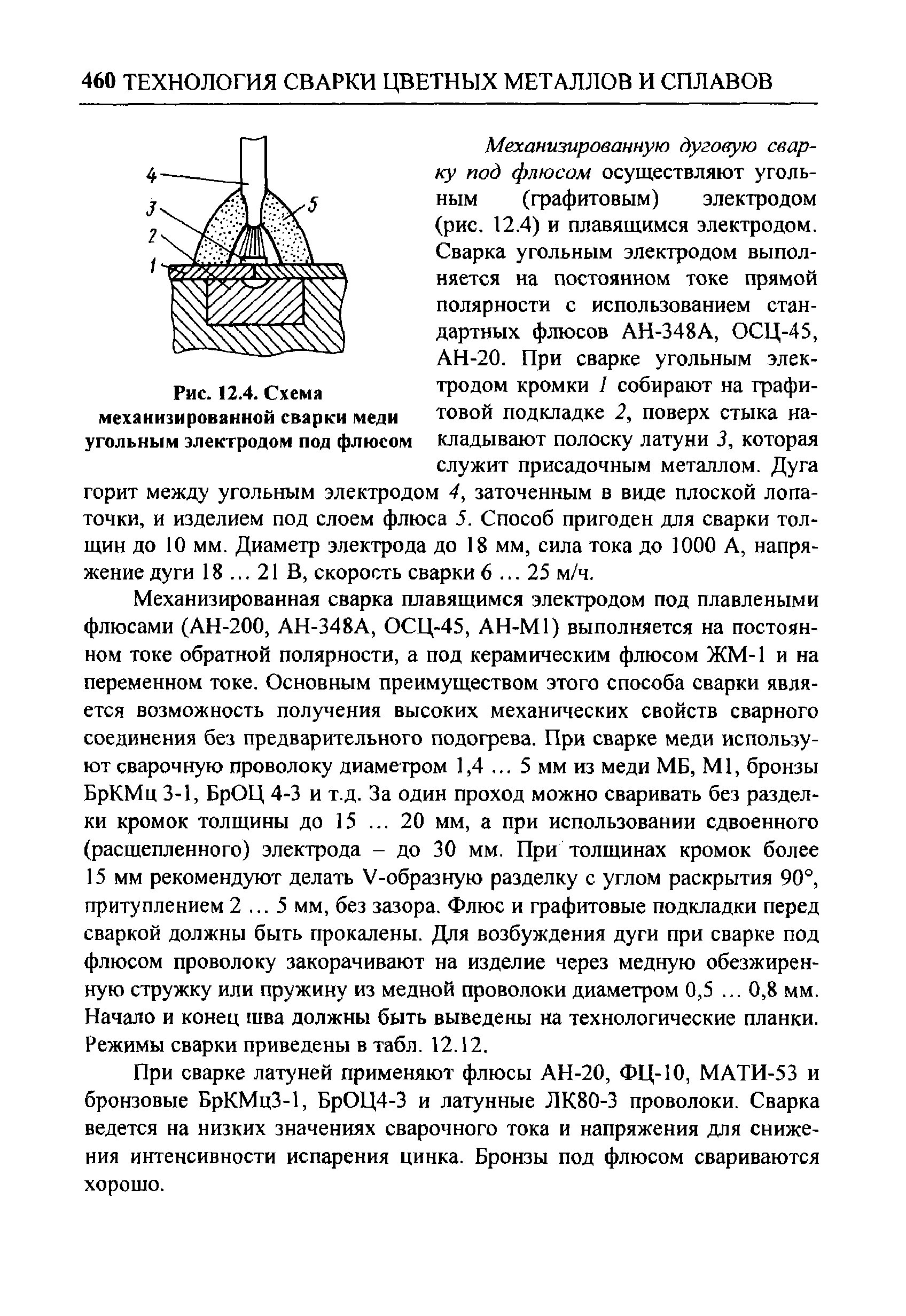
Автоматическая сварка под флюсом
Для работы потребуется сварочный автомат, выдающий переменный и постоянный ток. Флюс наносят на обе стороны стыкуемых заготовок. Сварку под керамическим флюсом проводят переменным током, для остальных устанавливается обратная полярность. Для соединения деталей тоньше 10 мм пользуются обычными флюсами. Более толстые заготовки варят под сухими гранулированными.

Сварку проводят одним проходом с использованием присадочной проволоки из меди. Если характеристики по тепло и электропроводности не важны, ее заменяют бронзовой для повышения прочности соединения. Чтобы швы создавались одновременно с обеих сторон, на подкладках под стыком выкладывают подушки из флюса.
При работе с медью и ее сплавами выделяются токсичные газы. Из латуни при сильном нагреве испаряется цинк, образуя ядовитую окись. Поэтому работать надо в респираторах и защитной одежде в помещениях с вытяжной вентиляцией.