
Плюсы и минусы газовой сварки
Профессионалы отмечают следующие плюсы:
- доступность применения (сварочные работы можно производить в любом месте без привязки к сложному технологическому оборудованию и стационарным источникам энергии);
- обеспечение широкого диапазона температур плавления;
- возможность сварки большого количества разных по свойствам металлов: от чугуна до цветных сплавов;
- при правильном подборе вида пламени и скорости горения совместно с соответствующим припоем и флюсом добиваются качественных и надежных швов;
- последовательные нагрев и остывание не позволяют образовываться трещинам и пустотам, нарушающим целостность соединения;
- транспортировать газовый аппарат достаточно просто;
- себестоимость сварочных работ невысокая (не требуется дорогого сложного оборудования).
- создается обширная площадь нагрева (может привести к повреждению близлежащих термонестойких элементов конструкции);
- увеличение толщины заготовки приводит к существенному снижению производительности операции (применение данной технологии для листов или деталей, толщина которых превышает пять миллиметров, становится нерентабельным);
- имеет ограничение по применению (проведение сварочной операции внахлест нецелесообразно в связи с высокой вероятностью создания неблагоприятных напряжений в металле, которые могут привести к деформации или разрушению места стыка);
- реализация этой технологии плохо поддается автоматизации;
- высокая опасность пожара и взрыва используемых компонентов при хранении и переноске к месту проведения работ.
Пайка с использованием газовой горелки
Пайка пластика своими руками может быть выполнена нагретым газом, исходящим из сопла горелки. В качестве заправки здесь может послужить азот, углекислый газ, аргон. Выбор типа газообразного вещества зависит от характеристик пластика, который будет подвержен плавке. Как показывает практика, наиболее прочные соединения при термическом способе соединения пластиковых деталей позволяет получить разогрев материала аргоном либо азотом. Представленная технология пайки допускает выполнение работ с использованием присадок и без. В первом случае применяется пластиковый пруток диаметром не более 6 мм, плавка которого дает возможность создать достаточно тонкий, аккуратный, но в то же время прочный шов. Присадка должна быть изготовлена из материала, идентичного соединяемым элементам.
При использовании газовой горелки на выходе из сопла аппарата должна поддерживаться температура, как минимум, на 50оС выше, чем показатель текучести обрабатываемого материала.
Метод обработки актуален не только при необходимости соединения труб, но также в тех случаях, когда требуется восстановление автомобильного бампера, элементов салона, прочих деталей. В таких ситуациях нередко используется сетка для пайки пластика, которая накладывается на поврежденные участки, а затем заливается расплавленным материалом.
Плюсы и минусы пайки
Спаивание алюминия при помощи газовой горелки имеет ряд достоинств. К ним относятся:

- Качество работ. Использование горелки даёт возможность получить качественный шов, соединяющий между собой металлические детали.
- Простота в использовании. Осуществлять прогрев поверхностей газовой горелкой сможет даже человек, не имеющий определённого опыта.
- Универсальность. Возможность регулировки интенсивности пламени исключает необходимость использовать одновременно несколько паяльников.
- Мобильность. В отличие от пайки алюминия электрическим паяльником, нет необходимости подключать оборудование к сети питания.
- Равномерный прогрев. Можно осуществлять прогрев поверхностей заготовок одновременно с флюсом и припоем.
- Экономия времени на подготовку оборудования. Пайку алюминия можно выполнять сразу после подключения приспособления к газовому баллону.
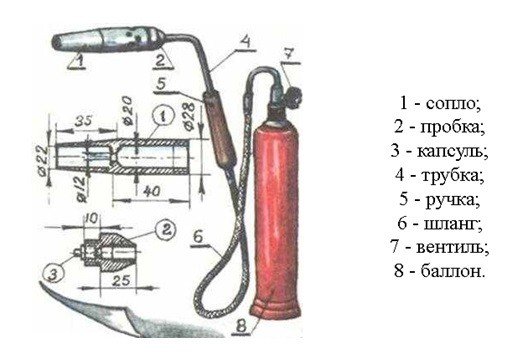
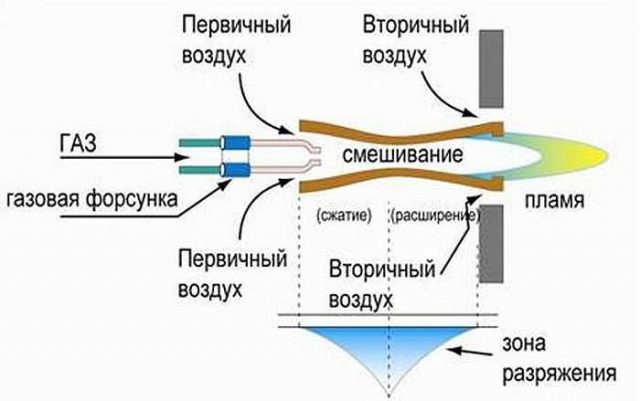 Строение атмосферной газовой горелки
Строение атмосферной газовой горелки
При всех этих достоинствах такой метод спайки алюминия имеет и определённые недостатки:
- Высокая стоимость. Для пайки алюминия газовой горелкой применяется дорогостоящее оборудование.
- Риск возникновения пожара. Открытое пламя, при нарушении техники безопасности во время работы, может привести к возгоранию.
- Низкая скорость выполнения работ (по сравнению со сваркой алюминия).
- Необходимость в индивидуальных средствах защиты.
- Высокая взрывоопасность. Утечка газа может привести к взрыву.
Где применяется?
Технология пайки занимает почетное второе место по частоте использования для соединения материалов. Первенство принадлежит сварке. Однако существуют сферы, где по определенным причинам невозможно применить сварочное оборудование и достойной альтернативы пайке не существует. Утверждение справедливо для следующих отраслей промышленности:
- Производство электронных плат управления. Для крепления миниатюрных компонентов применяют спаивание.
- Холодильное оборудование. Медные трубки, теплообменники соединяют только с помощью пайки. Ремонт радиаторов для наземного транспорта и спецтехники осуществляют с применением данной технологии.
- Соединение высоколегированных сплавов, которые плохо поддаются действию сварки.
- Авиационная промышленность. Промежуточный слой обшивки самолетов имеет сотовую структуру. Для ее производства используют пайку в термических печах.
Технологию применяют в тех случаях, когда прочие виды соединения, такие как клепка, склеивание или болтовое, невозможно применить по каким-либо причинам. Важным условием является отсутствие требований по высокой прочности контакта.
Горелки с одноразовыми баллончиками
Резка
Труборезы для медных труб Труборезы для стальных труб Ножницы и труборезы для пластиковых труб Труборезы для металло-пластиковых труб Пилы /Приспособления для резки
Инструменты и материалы для пайки
Припой / флюс Горелки для пайки / сварки Баллончики для горелок Устройства для пайки электрические Принадлежности для пайки/сварки
Сварка пластиковых труб
Ручные аппараты для сварки пластиковых труб Механические аппараты Гидравлические аппараты Электромуфтовые аппараты Передавливатели
Прочистка труб
Ручные аппараты для прочистки труб Электрические прочистные машины Гидродинамические аппараты для промывки труб Бензиновые машины для прочистки труб Аппараты для промывки отопления
Видеодиагностика труб
Для внутренних сетей
-
Электрический опрессовщик
-
РУЧНОЙ ОПРЕССОВЩИК RP 50
-
АППАРАТ ДЛЯ СВАРКИ ПЛАСТИКОВЫХ ТРУБ
-
Хит продаж
8 581 руб.
-
Лучшая цена!
8 594 руб. 6 250 руб.
-
Акция
Пьезогорелка со шлангом ТурбоДжет TJ8250-M
| Наименование модели: | ТурбоДжет TJ8250-M |
| Характеристики: | для твёрдого припоя |
| Производитель: | Turbojet (Китай) |
| Артикул: | TJ8250-M |
2 217 руб.
Шаровые краны
Горелка SUPER FIRE 4
| Наименование модели: | SUPER FIRE 4 |
| Характеристики: | для твёрдого припоя |
| Производитель: | Rothenberger (Германия) |
| Артикул: | 1500001355 |
10 282 руб.
С этим товаром покупают
Кондиционерные \ Холодильные трубы
Горелка для пайки с МАПП газом SUPER FIRE 3 (набор)
| Наименование модели: | SUPER FIRE 3 |
| Характеристики: | для твёрдого припоя |
| Производитель: | Rothenberger (Германия) |
| Артикул: | 35432-B |
12 600 руб.
С этим товаром покупают
Помпы SAUERMANN
Горелка SUPER FIRE 3 HOT BOX
| Наименование модели: | SUPER FIRE 3 HOT BOX |
| Характеристики: | для твёрдого припоя |
| Производитель: | Rothenberger (Германия) |
| Артикул: | 35490-B |
21 167 руб.
С этим товаром покупают
Радиаторы
Горелка VIRAX с МАПП газом
Хит продаж
| Наименование модели: | Горелка VIRAX с МАПП газом |
| Характеристики: | для твёрдого припоя |
| Производитель: | VIRAX (Франция) |
| Артикул: | 521735 |
8 581 руб.
С этим товаром покупают
Шаровые краны
Горелка GA200 Providus KIT2
Лучшая цена!
| Наименование модели: | GA200 KIT2 |
| Характеристики: | для твёрдого припоя |
| Производитель: | PROVIDUS (Италия) |
| Артикул: | GA200KIT2 |
8 594 руб. 6 250 руб.
С этим товаром покупают
Медные фитинги под пайку — Метрические (для сантехнических труб)
Горелка с пьезоподжигом POWER FIRE Compact
| Наименование модели: | POWER FIRE Compact |
| Характеристики: | для твёрдого припоя |
| Производитель: | Rothenberger (Германия) |
| Артикул: | 30813 |
6 278 руб.
С этим товаром покупают
Шаровые краны сантехнические
Пьезогорелка Providus PV433
Акция
| Наименование модели: | PV433 |
| Характеристики: | для мягкого припоя |
| Производитель: | PROVIDUS (Италия) |
| Артикул: | PV433 |
2 486 руб. 1 550 руб.








С этим товаром покупают
Радиаторы
Горелка с пьезоподжигом ТурбоДжет TJ433-PB
| Наименование модели: | TJ433-PB |
| Характеристики: | для мягкого припоя |
| Производитель: | Turbojet (Китай) |
| Артикул: | TJ433-PB |
938 руб.
С этим товаром покупают
Радиаторы
Горелка ROFIRE PIEZO
| Наименование модели: | ROFIRE PIEZO |
| Характеристики: | для мягкого припоя |
| Производитель: | Rothenberger (Германия) |
| Артикул: | 35429 |
4 162 руб.
С этим товаром покупают
Медные трубы
Газовая горелка PV533 Providus
| Наименование модели: | PV533 Providus |
| Характеристики: | для мягкого припоя |
| Производитель: | PROVIDUS (Италия) |
| Артикул: | PV533 |
1 280 руб. 975 руб.
С этим товаром покупают
Радиаторы
Горелка EASY FIRE
| Наименование модели: | EASY FIRE |
| Характеристики: | для мягкого припоя |
| Производитель: | Rothenberger (Германия) |
| Артикул: | 35553 |
3 330 руб.
С этим товаром покупают
Медные трубы
Горелка ROFLAME PIEZO
| Наименование модели: | ROFLAME PIEZO |
| Характеристики: | для мягкого припоя |
| Производитель: | Rothenberger (Германия) |
| Артикул: | 35931 |
5 083 руб.
С этим товаром покупают
Медные трубы
Набор TS8000Т Bernzomatic с МАПП газом
| Наименование модели: | КlT8000T Bernzomatic |
| Характеристики: | для твёрдого припоя |
| Производитель: | Bernzomatic (США) |
| Артикул: | КIT8000T |
8 000 руб.
С этим товаром покупают
Фитинги Пайка-Резьба
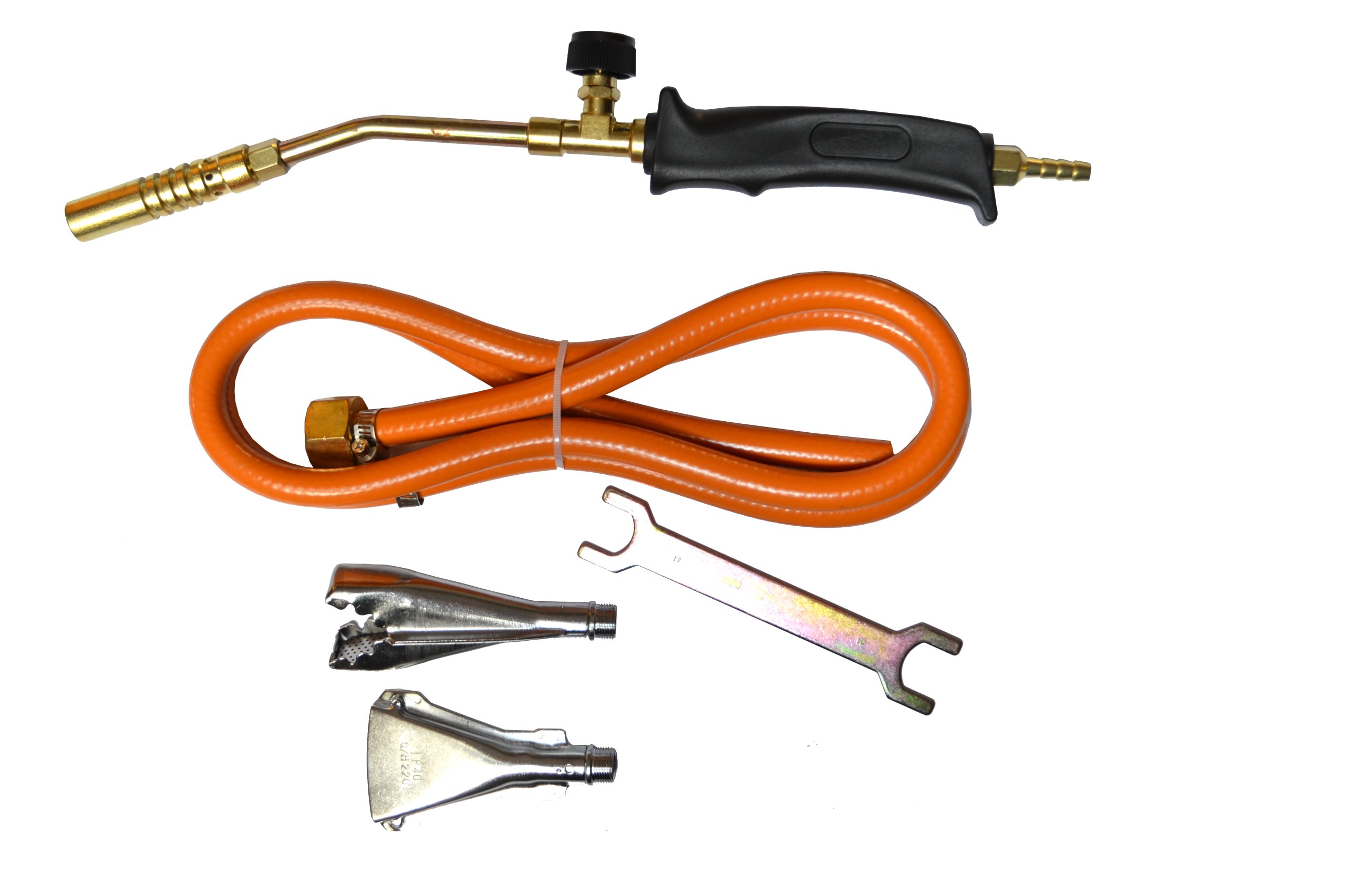
Набор с горелкой TURBOJET ZAH-65D KIT
| Наименование модели: | TURBOJET ZAH-65D KIT |
| Характеристики: | для твёрдого припоя |
| Производитель: | Turbojet (Китай) |
| Артикул: | ZAH-65D KIT |
С этим товаром покупают
Фреоны
Горелка SIEVERT NEW POWERJET 2535
| Наименование модели: | NEW POWERJET 2535 |
| Характеристики: | для твёрдого припоя |
| Производитель: | SIEVERT (Швеция) |
| Артикул: | 253511 |
С этим товаром покупают
Фитинги для медных труб
Какую нержавейку нельзя паять твёрдыми припоями
Некоторые виды (марки) нержавеющих сталей нельзя подвергать ни сварке ни пайке твёрдыми припоями (серебром, латунью), из-за чего в них начинается внутренняя коррозия. Это аустенитные нержавеющие стали (названы в честь английского металлурга Аустена), например 12Х18Н9 (маркировка по ГОСТу — 0,12% углерода, 18% хрома, 9% никеля). Тут есть 2 варианта решения: лудить оловом, ибо оно относится к мягким припоям и плавится при 232 градусах. Или взять нерж другой марки. Например, если в обозначении будет буква Т или Б, то любой термообработке подвергать можно (они легированы титаном или ниобием: марки обозначаются 12Х18Н9Т или 12Х18Н9Б соответственно).
Параметры для изготовления
Перед сборкой горелки следует заранее определиться с требуемыми параметрами, основными из которых являются:
- Тип пламени – факельный либо вихревой. Конструкция беспламенных горелок слишком сложна для изготовления в домашних условиях. Факельное пламя воздействует на маленькую площадь и применяется для точеной сварки. При помощи вихревого можно быстро прогреть большие площади поверхности.
- Устройство для корректирования пламени. Регулятор позволяет уменьшать ил повышать поток в зависимости от материала и способа обработки. Для управления можно использовать водопроводный вентиль.
Мини-горелки

Хотя газовые горелки по природе своей отличаются портативностью, существуют специальные версии с миниатюрными габаритами. Как правило, такие приборы легко умещаются в руке, а питаются от любого газового баллончика – даже модели для зажигалок сгодятся. При небольшом объеме заправочного баллона (в среднем 6 мл) мини-газовая горелка для пайки может обеспечивать 20 минут работы. Пламя устройства достигает высоких температур (есть модели на 1300 градусов), что позволяет осуществлять высокоэффективную пайку с твердыми припоями. Такие модели просты в эксплуатации и являются оптимальным средством для производства многих ремонтных операций. В частности, такую модель можно использовать в автосервисе и ювелирной мастерской.
Описание технологии сварки
Технология сварки газом имеет некоторые особенности. Существует несколько вариантов проведения работ.
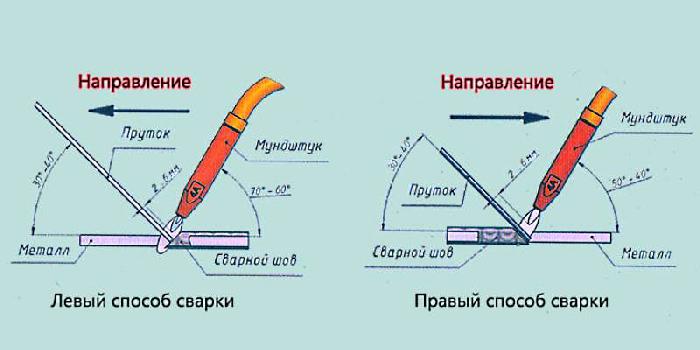
Правая и левая
Различают правую и левую схемы сварки. Первый вариант применяется наиболее часто. Он предполагает продвижение горелки от правого края к левому. В этом случае струю пламени направляют непосредственно на проволоку, которую продвигают перед горелкой. Этим методом часто сваривают мелкие детали, тонкие слиты и материалы, которые плавятся даже при низкой температуре.
Второй вариант предполагает движение горелки от левого края к правому. В этом случае проволоку продвигают после пламени. Левая сварка обеспечивает более глубокое воздействие и лучшее схватывание.
Многослойный метод
Этот способ применяется тогда, когда необходимо сформировать высокопрочный шов. Он предполагает отжиг нижнего слоя и дальнейшую наплавку верхнего. Таким образом, прокаливаются все слои. Это положительно влияет на качество шва.
Сквозной валик
Такой метод требует постепенного оплавления верхнего края имеющегося отверстия на заготовке с последующим наложением расплавленного металла на нижний край отверстия. Для проведения работ необходимо вертикально зафиксировать металлические листы. Таким образом, шов приобретает форму валика.
Сварочные ванночки
Этот способ предполагает формирование ванночек по ходу шва. В каждое такое образование вводится присадочная проволока, которая оплавляется и заполняет пустоты. Сопло двигается на новый участок, а следующая ванночка перекрывает ранее созданную.

Окислительное пламя
Метод применяется для соединения элементов, изготовленных из малоуглеродистых сплавов из стали. Пламя в этом случае окисляет материал, что ведет к формированию окиси железа. Для раскисления используют присадочную проволоку, включающую кремний и марганец.
Технология
В процессе достигается герметизация поверхности между трубой и муфтой через припой (термопластическое вещество). Припой становится более жидким при высоких температурах и заполняет пространство между муфтой и трубой, тем самым связывая их.
Для таких работ мастера используют переносной пост для сварки. В его состав входят газовые баллоны, редукторы, соединительные рукава, горелка и резак. Сварочные посты нужны для работ, связанных с резкой, пайкой, металлоконструкцией. Обычно он необходим при высокотемпературной пайке, потому что высокотемпературная пайка требует специального оборудования, в том числе переносной пост. Однако если есть желание самим научиться паяльному делу и самостоятельно заниматься ремонтными работами, то такой пост нужно приобрести.
Припои, флюсы, паста
Медь как материал, включая ее сплавы, доступна для пайки при низких и высоких температурах. В итоге получается качественное соединение вне зависимости от того, какого вида припой был использован: мягкий или твердый.









Низкотемпературные сплавы обеспечивают стыковку медных труб, когда не затрагивается структура металла. Однако образующееся соединение отличается швом, который обладает низкими механическими характеристиками. В то время как высокотемпературные припои – это безупречная прочность шва, что позволяет эксплуатировать соединенные с его помощью трубы при высоких температурах. Этот вид пайки приводит к отжигу меди, потому необходимо обладать соответствующим опытом, чтобы не допустить пережога металла.
Низкотемпературная пайка медных труб преимущественно находит свое применение при организации систем отопления и водоснабжения. Для этих целей используются низкотемпературные припои, не имеющие в своем составе свинца, которые гарантируют высокое качество работы. К таким металлам относятся сплавы олова с медью, сурьмой, селеном, серебром и висмутом. При этом их состав в основном формируется за счет олова, а содержание других элементов – это лишь около 5% от общей массы.
Лучшими технологическими характеристиками обладают припои, содержащие серебро, например, S-Sn97Ag3 (олово 97%, серебро 3%). Чуть хуже обстоят дела со сплавами, имеющими в своем составе медь, которые также обеспечивают высокое качество соединения. Например, таким припоем является S-Sn97Cu3 (олово 97%, медь 3%). В то же время существуют универсальные сплавы, характеризуемые как оловянно-медные, но они отличаются высокой стоимостью.
Припой S-Sn97Ag3 содержащий 97% олова и 3% серебра
Приведенные в качестве примера припои позволяют получить отличный шов, обеспечивающий возможность длительной эксплуатации того или иного трубопровода. На практике другие сплавы не находят своего применения, так как заявленные характеристики упомянутых выше составов высоки, что в сочетании с относительно невысокой стоимостью делает их недосягаемыми для ближайших конкурентов.
Припой S-Sn97Cu3 содержащий 97% олова и 3% меди
Процесс низкотемпературной пайки осуществляется с применением флюсов, в составе которых имеется хлорид цинка. Выбор того или иного химического вещества не актуален, так как практически все предлагаемые смеси этого вида полностью отвечают существующим требованиям. Например, можно выбрать канифольно-вазелиновую пасту, созданную на основе канифоли, вазелина технического назначения и хлористого цинка. Флюсы такой консистенции отличаются максимальным удобством применения.
Низкотемпературные припои создают условия для образования довольно прочных соединений, поэтому их использование оправданно лишь в тех случаях, когда возникает необходимость сборки отопительных систем, температурный режим эксплуатации которых превышает 110 °C. В той же мере это относится и к организации газопроводов на основе труб из меди.
Нижеприведенная таблица содержит в себе информацию относительно допустимых значений давления в трубопроводах, создаваемых за счет использования медных цилиндрических изделий диаметром от 6 до 28 мм.
В основном высокотемпературная пайка меди производится с использованием припоя L-CuP6, содержащего в себе 94% упомянутого металла и 6% фосфора. Последнее вещество, добавленное в состав сплава, обеспечивает снижение температуры плавления меди, что, собственно, и позволяет применять данную смесь как припой. Но также немалой популярностью пользуется самофлюсующийся сплав L-Ag2P (медь 92%, фосфор 6%, серебро 2%). Специальные составы, содержащие в себе медь и фосфор, позволяют осуществлять пайку металла красно-желтого цвета без флюсов.
Медно-фосфорные припои образуют довольно хрупкие соединения, поэтому их нельзя применять в работе с чугуном, сталью, алюминиевой бронзой и цветными металлами, содержащими более 10% никеля. Если предполагается соединение посредством этих припоев изделий из меди и медных сплавов (бронзы, латуни), необходимо обязательно применять высокотемпературную смесь, обладающую химическим действием.
Вне зависимости от вида пайки желательно использовать согласованные припои и флюс, ориентированные на конкретный тип соединения и выпускаемые одним производителем.
Паста для пайки меди – это то же самое, что и флюс, только в виде загустевшей смеси, которую можно наносить на трубу как до стыковки, так и после нее. Свойства вещества аналогичны характеристикам флюсов. Паста улучшает адгезию припоя, а также препятствует проникновению воздуха в стыковочный шов.
Типы присоединений к газовым баллончикам
Соединение резьбой — это наиболее надёжный вариант с максимальной герметичностью. Внутренняя резьба, нарезанная в корпусе горелки, накручивается на внешнюю резьбу, нарезанную на корпусе баллона.
Цанговое соединение — такая конструкция имеет широкий воротник с прорезанным боковым пазом и клапаном, выступающим по центру. Горелку необходимо плотно насадить на картридж так, чтобы совпали посадочные места, прижать и прокрутить.
Этот тип соединения самый популярный, и в отличие баллона-бочки, который не имеет клапана, цанговый баллон можно многократно отсоединять и присоединять. Использовав переходник с резьбой, на цанговый баллон можно насадить горелку с резьбовым соединением.
Разновидности по типу топлива
Используемая газовая смесь влияет на конструктивные особенности оборудования. Для пайки медных деталей применяется пропан, газокислородное вещество и MAPP-газ. Существует также мультитопливо, но оно не применяется в приборах для пайки медных сегментов трубопроводов.
Пропановые горелки
Приспособление, использующее пропан, позволяет эффективно разогревать, плавить, паять медь. Инструмент применяют при работе с металлом, у которого толщина от 2 до 9 мм. Корпус изделия создается из латуни. Для изготовления сопла применяется высокотемпературный металл. Чаще всего — это нержавейка.

Пропановая горелка для пайки медных труб
В пропановых горелках регулировка пламени в большинстве случаев выполняется ручным методом. Для этого используется редуктор. Он расположен на патрубке рядом с соплом.
Пламя пропанового инструмента имеет температуру минимум 1300°C. Поэтому паяльное приспособление широко применяется на практике.
Газокислородные горелки
Такие аппараты используют в качестве топлива смесь кислорода с газообразным веществом. И оснащаются специальным редуктором, позволяющим подавать отдельные компоненты газокислородного вещества, у которых одинаковое давление.
Конструктивные особенности газокислородного оборудования позволяют работать с помощью стабильного и прямонаправленного пламени. Поэтому швы между элементами из меди получаются высокого качества.

Горелка для пайки медных труб твердым припоем
Приборы работают с разными видами газообразного топлива. Благодаря такой особенности можно использовать в работе пламя с разной температурой. Пайка с помощью ацетилена позволяет нагреть деталь до 3260°C.
Если же применить бутан, значение температуры составит 2760°C. При использовании водорода и пропана рабочий параметр будет равен соответственно 2680°C и 2640°C.
Под МАПП газ для пайки медных труб
Этот тип оборудования отличается повышенной тепловой мощностью. Поэтому газовые горелки с питанием МАПП газом широко применяются для обработки разных металлов, включая медь. С помощью пламени, образующегося из смеси, в состав которой входит несколько компонентов, можно выполнять следующие операции:
- прогрев;
- плавку;
- отжиг;
- пайку.

Горелка для МАПП газа Газовое топливо под названием «Метилацетилен-Пропадиен-Пропан» формирует высокотемпературное пламя с хорошей интенсивностью и формой.
МАП газовые горелки для пайки медных труб создают тепловой поток, у которого температура составляет 2400°C. Поэтому температурная эффективность лучше, чем у пропанового аппарата.
Топ 6 лучших газовых горелок на баллончик с пьезоподжигом
Рейтинг лучших портативных газовых горелок на баллончик с пьезорозжигом устанавливается ежегодно по результатам пользовательских оценок.
По мнению покупателей, в 2021 году лучшими газовыми горелками стали:
REXANT 12-0019 GT-19
Обеспечивает тепловую мощность 1.1 кВт. Расход газовой смеси -80 г/ч, обеспечивает длину пламени 145 мм, при общем весе 135 г, комплект стоит — 400 руб.
DAYREX DR-45

Обеспечивает тепловую мощность 1.0 кВт. Расход газовой смеси -60 г/ч, обеспечивает длину пламени 145 мм, при общем весе 145 г, комплект стоит — 450 руб.
STURM! 5015-KL-01
Обеспечивает тепловую мощность 1.1 кВт. Расход газовой смеси -80 г/ч, обеспечивает длину пламени 130 мм, при общем весе 151 г, комплект стоит — 400 руб.
STAYER 55584 MASTER
Обеспечивает тепловую мощность 0.9 кВт. Расход газовой смеси -70 г/ч, обеспечивает длину пламени 135 мм, при общем весе 170 г, комплект стоит — 300 руб.
Virax Mapp Pro

Тепловая мощность 1.4 кВт. Расход газовой смеси -70 г/ч, обеспечивает длину пламени 140 мм, при общем весе 1.8кг, комплект стоит — 9000 руб.
Foxweld MT-55
Обеспечивает тепловую мощность 1.5 кВт. Расход газовой смеси -80 г/ч, обеспечивает длину пламени 150 мм, при общем весе 160 г, комплект стоит — 350 руб.
Применение газовых горелок
Спаивание медных труб – это популярный метод соединения таких изделий для организации подачи воды в дом или квартиру. Данная технология стыковки труб берет свое начало еще со времен Древнего Египта. Несмотря на это, данный метод начал стремительно развиваться именно в последнее время.
Система водоснабжения со спайкой в местах соединений способна выдерживать высокие тепловые и гидравлические нагрузки.
Медные трубы отличаются высокой стоимостью. Это, пожалуй, их единственный большой недостаток. Зато достоинства с лихвой оправдывают их цену.
Широкое распространение они получили благодаря следующим свойствам:
- высокая коррозионная стойкость к внешним воздействиям;
- длительный срок службы, превышающий десятки лет;
- устойчивость к перепадам температур;
- высокая пластичность, что позволяет изготавливать трубы сложных форм;
- способность выдерживать значительные давления.
При установке любого трубопровода самым важным является надежное и герметичное соединение всех его деталей. В работе с медными трубами выделяют две основные методики работы: запрессовка и спаивание. Второй вариант является более надежным. Он гарантирует высокое качество соединений и их долговечность.
Газовая горелка для пайки.
Для состыковки труб данным методом необходим специализированный инструмент для пайки. В этих целях преимущественно используется газовая горелка для пайки меди.
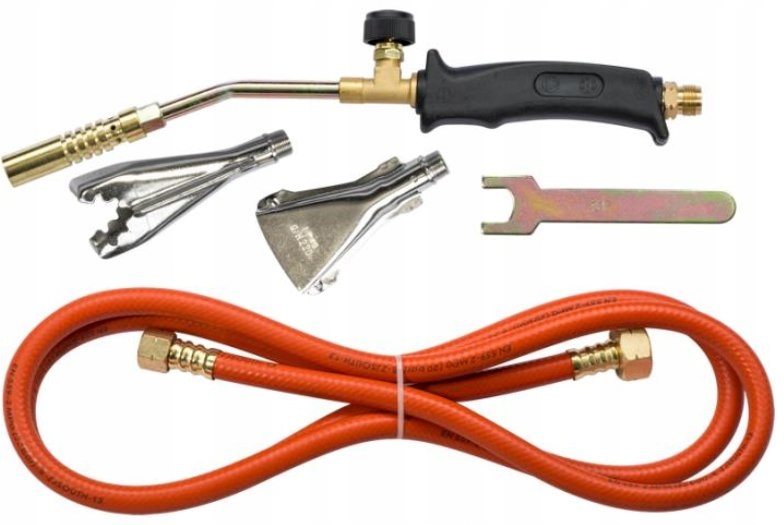
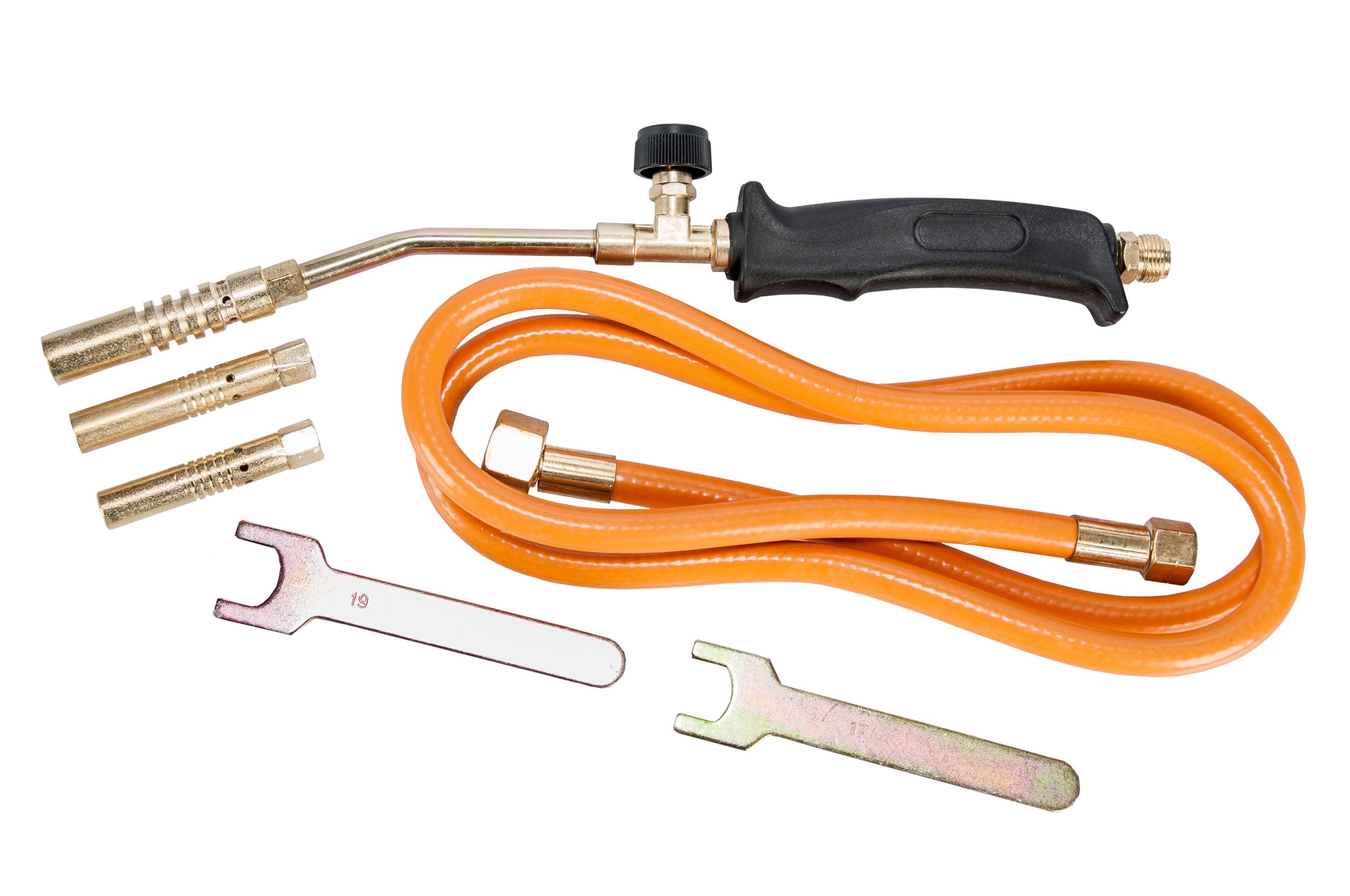
Она отличается простотой использования, экономичностью и безопасностью. Кроме того понадобится еще: труборез, фаскосниматель, расширитель, молоток и рулетка.
Горелки могут отличаться друг от друга по используемому топливу, мощности и эффективности. На крупных предприятиях и строительных объектах используются устройства со стационарным газовым баллоном.
Для маленьких объемов работы или для домашних целей целесообразно использовать ручные аппараты с одноразовым баллоном.
При выборе инструмента важно обращать внимание на его мощность. Ее величина определяется температурой плавления припоя, который планируется использовать
Еще одним широко используемым материалом является алюминий. Он применяется и в промышленности, и в домашних условиях. Для надежного и качественного соединения отдельных алюминиевых деталей используют спаивание.










Сваривать этот материал не представляется возможным. Это обусловлено изменением его структуры при нагреве.
Горелка для пайки алюминия отлично справляется с поставленной задачей. В отличие от других методов, спаивание алюминия не так удобно. Однако оно оказывается наиболее предпочтительным во многих случаях. Осуществлять спайку можно с использованием газовоздушной ГВП.
Спаивание горелкой является более удобным по сравнению с использованием электрического паяльника. Это обусловлено возможностью контроля температуры пламени, что позволяет работать как с крупными, так и с мелкими деталями.
Для получения качественной спайки используют флюс. При работе в домашних условиях предварительный прогрев металла, а также расплавление дополнительных расходных материалов осуществляется проще.
Разновидности и классификация оборудования
Виды газовых горелок:
- Ацетиленовые – Т более 2000 С, относятся к промышленным видам сварки, постепенно выходят из эксплуатации из-за высокоопасного производства.
- Метановые – в быту не используется, поскольку составляющие энергоносителя имеют ядовитые элементы.
- Бензиновые – широкого бытового применения, довольно эффективны, хотя при неправильной настройке коптят кроме того требуют выполнения правил безопасности.
- Газовые — обладают лучшим соотношением цены, безопасности и мобильности.
Газовые горелки отличаются по конструкционным особенностям:
- Атмосферные – подача воздуха для горения происходит из окружающей среды.
- Эжекционные – воздух подается за счет создаваемого разряжения от выхода газа из сопла с высокой скоростью.
- Надувные – принудительная подача воздух от компрессора.
По типу пламени
Мини горелки классифицируются по мощности и форме факела.
Мощность факела используется для разных видов работ, например, для электронных схем, потребуются минимальные показатели, но для разогрева металла для ковки необходима максимальная мощность. Форма факела также зависит от вида работ при термоусадке или термообработки больших площадей нагрева устанавливают широкий факел, а вот для тонкой пайки требуется факел в виде иглы.
Еще один тонкий концентрированный поток факела — карандашный, используется для паек ювелирных работ, например, как мини горелка Kemper 10500. Еще одна разновидность тонкого факела – «джамбо», немного шире карандашного, например, у горелки BernzOmatic JT 680.
Примером вихревого или широкого факела, для нагрева больших по площадям обработки деталей служит горелка Dremel VersaTip F0132000KB. Ее используют для разных работ: сварочных, термоусадочных, выжигания и пайки, которые не требуют очень высоких температур нагрева.
 Газовая горелка карандаш
Газовая горелка карандаш
По способу регулировке пламени
Материал корпуса горелки учитывается при допустимой температуры регулировки пламени. Корпус из пластика относится к бюджетному варианту и применяется очень редко, например, в электротехнике, в противном случае пластик будет подвержен плавлению.
Стабильность пламени учитывается при выполнении технологических операций пайки, необходимо, чтобы при изменении угла расположения корпуса до 45 градусов и более пламя не гасло, а обеспечивало работу в любом положении. Комплектация регулятором уровня факела позволяет точно установить температурный режим для работы с различными материалами и припоями.
Особенно полезно устройство при удалении старых покрытий свариваемых деталей. Наличие сменных насадок — актуальная конструкция для горелок, имеющих разный способ регулировки паяльника. В комплекте имеются сопла, выполняющие различные задачи.
Уменьшение минимальной мощности для комфортной пайки
Изначально паяльная насадка на минимуме жарит 450-500 градусов, что сразу окисляет припой. Паять при такой температуре полупроводники и микросхемы не рекомендуется.
Для регулировки нужно снять синюю пипку на регуляторе мощности. Под пипкой будет шлиц под отвертку. Если повернуть шлиц, то можно изменять положение регулировочного кольца относительно клапана.
Уменьшаем подачу газа на минимуме:
- Устанавливаем регулятор на минимум.
- Откручиваем шлиц.
- Поворачиваем регулятор на максимум.
- Закручиваем шлиц.
- Аккуратно поворачиваем регулятор в сторону минимума пока он не перестанет поворачиваться – клапан закрыт. Поворачиваем регулятор на пару миллиметров в сторону максимума.
- Откручиваем шлиц.
- Поворачиваем кольцо в минимальное положение.
- Закручиваем шлиц.
Плюсы такой настройки:
- Жало не так быстро обгорает. При 450-500 градусов жало обгорит очень быстро.
- При пайке припой не окисляется.
- Уменьшается расход газа.
- Паяльник меньше шумит.
- Из сопла на насадке не дует зверский поток горячего воздуха, отпаивая все вокруг.
- При минимальном положении регулятора мощности в режиме горелки пламя не горит. По-моему, это не проблема.
Читать также: Самодельная рама для минитрактора