
Техника безопасности
В процессе выполнения кузнечной сварки элементов в условиях производства или строительства на работающих воздействуют следующие вредные факторы:
- открытого пламени;
- искрения;
- повышенный температурный режим;
- химически активные вещества (флюс).
Рабочее место должно соответствовать требованиям техники пожарной безопасности, в процессе работы следует использовать средства защиты. Для оказания медпомощи на месте производства работ должна находиться аптечка.
Иван Аносов, сварщик, стаж работы – 30 лет: «Кузнечная сварка, несмотря на недостаточное внедрение в промышленное производство, востребована для мелкосерийного или единичного изготовления деталей. Экономичность и многообразие способов, возможность применения для соединения изделий из нержавеющий стали обуславливают популярность метода в небольших мастерских».
Преимущества и недостатки
Современные кузнецы активно используют метод кузнечной сварки, но у нее есть положительные и отрицательные моменты. Среди преимуществ отмечают:
- возможность соединения практически любых металлов и сплавов, даже нержавейки;
- нагрев ниже точки ликвидуса позволяет сохранить свойства металла без изменения состава;
- правильная ковка обеспечивает плотность соединения, уменьшает его зернистость, а также способствует удалению (уковке) пустот в шве.

У данного метода имеются и недостатки:
- низкая производительность;
- высокая вероятность возникновения дефектов;
- медленный нагрев.
Сферы применения
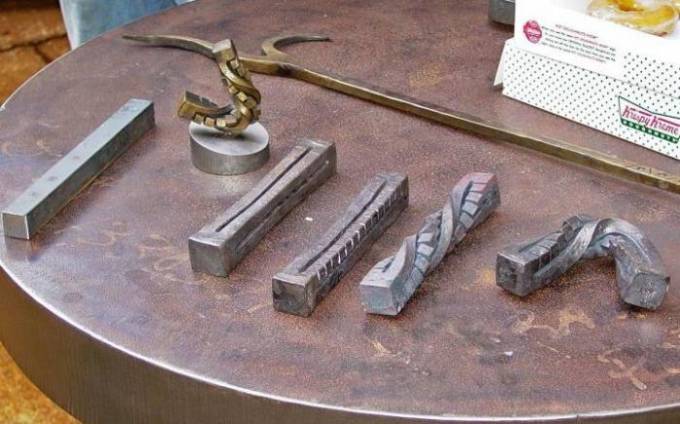
Кузнечная сварка является древним ремеслом и по сегодняшний день широко используется художниками и мастерами кузнечных дел. Так, наряду с горячей или художественной ковкой, ими применяется и художественная сварка для создания различных декоративных и дизайнерских изделий из металлов. А также такой способ сварки используют в кузницах для производства разного рода составного инструмента, к примеру, топоров, плугов и другого сельскохозяйственного инвентаря.
Промышленное применение кузнечной сварки постепенно утрачивает свои позиции. Это связано с рядом существенных недостатков. Таких, как:
- медленный нагрев,
- относительно слабая прочность,
- малая производительность,
- неоднородность процессов осадки,
- требовательность в квалифицированных мастерах.
Хотя все-таки остались области промышленности, где кузнечная сварка остается востребованной. К примеру, для производства стальных водопроводных труб с небольшим до 100 мм в диаметре. Для этого полосовую сталь нагревают в термических печах и прокатывают через свертыши, а в конце процесса протаскивают через специальные волочильные оправки с большой скоростью, за счет чего и происходит сварка давлением продольного шва трубы.
Особенности кузнечной сварки
Способность соединяться путем термической диффузии под давлением при нагреве до пластического состояния у разных групп металлов и их сплавов очень различается.
Процесс кузнечной сварки Так, хорошо свариваются низкоуглеродистые стали с долей вкраплений углерода до 0,6%, при увеличении содержания углерода способность сваривания у железа значительно ухудшается.
Плохая свариваемость при кузнечной сварке характерна для многих легированных сталей, цветных металлов и их сплавов. А также все виды чугуна не поддаются термической соединению ковкой.
Основным препятствием для возможности соединения железа при нагревании является образование слоя окалины на нагреваемой поверхности, которая состоит из достаточно тугоплавких окислов FeO и Fe3О4, неспособных расплавляться при температурах начала размягчения поверхностного слоя. Для того, чтобы эти окислы как можно меньше мешали процессам сварки, будущую свариваемую поверхность покрывают различными флюсами кислотного характера. В основном для этого применяют поваренную соль, борную кислоту и прокаленную буру. Чаще вместо флюса используют традиционные материалы в виде простого стеклянного боя и мелкого речного или кварцевого песка.
Кузнечная сварка является достаточно сложным технологическим процессом и требует для проведения определенных знаний и навыков. К примеру, возможность кузнечной сварки сильно зависит от температуры и, если не достигнуть нужного предела термического расплавления поверхностных слоев, это приведет к непровару, а вот при чрезмерно перегретом металле произойдет пережог или даже расплавление, что не позволит добиться в обоих случаях прочного и качественного соединения деталей.
Справочник сварщика
Горновая, или как ее еще называют кузнечная, сварка – является одним из самых первых видов сварки. Впрочем, называть этот процесс сваркой, весьма специфическая вещь, поскольку происходит не сваривание, а сплавление изделий, которые необходимо соединить. Суть горновой сварки проста – необходимо нагреть сталь до пластического состояния, а далее, подвергнуть металл сдавливанием, прокаткой, опрессовыванием, волочением и так далее. При этом, сталь необходимо нагреть до температуры 1000-1300°С, дабы она приняла именно пластичный вид.
Какие же процессы входят в металле при повышении температуры, и при использовании данного вида сварки? Остановимся на углеродистых сталях, так как они являются самым удобным примером для этих целей. Итак, повышение температуры в металле, и достижение критической точки, способствует переходу железа в пластическое состояние, которое в больших количествах начинает растворять углерод. В это же время, цементит и перлит улетучиваются из стали, а углерод распределяется равномерным образом по всему объема металла, который подвергся нагреванию. Далее, с повышением температуры начинается активный рост гранул металла, границы между этими гранулами исчезают, и большое количество мелких зерен превращаются в одно зерно, образовывая, таким образом, свободную поверхность. В этот момент можно начинать горновую сварку. То есть, при такой температуре происходит образование новых зерен, поэтому малые зерна заимствуются из другого тела, которое будет свариваться, таким образом, оно и соединяется между собой.
Прочность сварки зависит от того, насколько большая температура была применена по отношению к заготовке, а также от давления, которое к ней прикладывается. Однако при слишком высокой температуре, металл начнет переходить в текучее состояние, а это уже губительно сказывается на сварке, так как теряется первоначальная форма изделия. Свариваемость деталей в пластическом состоянии может быть разной, в зависимости от того, насколько различны металлы. Именно поэтому, наиболее свариваемой является низкоуглеродистая сталь. При повышении содержания углерода в металле, свариваемость начинает быстро падать, поэтому стали с большим содержанием углерода, свариваются крайне плохо. Также, не слишком удобно сваривать легированные стали или цветные металлы, а чугун и вовсе не поддается такому виду сварки.
Недостатки сварки кузнечного типа

непровар (становится результатом ненадлежащего закругления приготовленных для сваривания концов, низкокачественной обработки флюсом соединяемых изделий, или возникновения вторичной окалины вследствие запоздалой очистки заготовки от шлака);
пережог (наиболее вероятен именно при кузнечной сварке, так как температура ковки и пережога примерно одинаковы
По этой причине необходимо не терять внимание при ковочных работах и помнить, что этот дефект исправить нельзя);
низкая прочность сварного шва (возникает по причине того, что увеличившиеся зёрна при подогреве заготовок могут не измельчиться при ковке. Зачастую такой дефект возникает при недостаточном наборе металла в процессе подготовке его концов к свариванию);
низкая прочность пришовных участков (образуется из-за того, что прогрев металла до температуры ковки проходит на большую длину, чем это требуется для сваривания. Чтобы избежать этого дефекта, необходимо прогревать до нужной температуры только концы большой толщины);
неточность итоговых размеров (возникает по сечению или по длине изделия
Дефект образуется ещё на стадии подготовки чертежей – правильная планировка будущей сварки и подготовка металла в нужных объёмах помогут его избежать).
Чтобы избежать этого дефекта, необходимо прогревать до нужной температуры только концы большой толщины);
неточность итоговых размеров (возникает по сечению или по длине изделия. Дефект образуется ещё на стадии подготовки чертежей – правильная планировка будущей сварки и подготовка металла в нужных объёмах помогут его избежать).
В итоге необходимо отметить главное – кузнечный способ сварки подходит в том случае, если обрабатываемые металлы можно соединить швом кустарного производства. В промышленности этот тип сварочных работ почти не применяется, но он всё ещё востребован среди производителей мелких сельскохозяйственных материалов и скульпторов, создающих произведения из металлических материалов. Главное преимущество кузнечной сварки – простота технологии и доступность оборудования, но этот способ ковки может привести к возникновению дефектов у обрабатываемых изделий.
Способы кузнечной сварки
Есть несколько простых, не требующих особых подготовительных мероприятий, способов изготовления соединений с помощью кузнечной сварки, а именно:
- встык;
- внахлест;
- в обхват.
Единственным обязательным условием при таких способах сварки является необходимость выполнения торцов заготовок в виде выпуклой формы и со значительными утолщениями на концах. Это обусловлено тем, что во время проведения кузнечной сварки (а именно — при термическом нагреве) активно образуется шлаковая пленка на свариваемой поверхности и для того, чтобы частицы шлака выдавливались наружу в процессе ковки заготовок и нужна выпуклость поверхности. А вот утолщенные свариваемые концы заготовок, прежде всего, нужны для самой технологии процесса и позволяют после ковки места сварки привести форму сечения заготовки к заданным размерам.
Более технологически сложными являются способы:
- сварки в расщеп, к примеру, для соединения стальных полос при изготовлении стальных шин для деревенских телег;
- сварки с шашками, которую в основном применяли при создании прочных соединений крупных по размеру деталей.
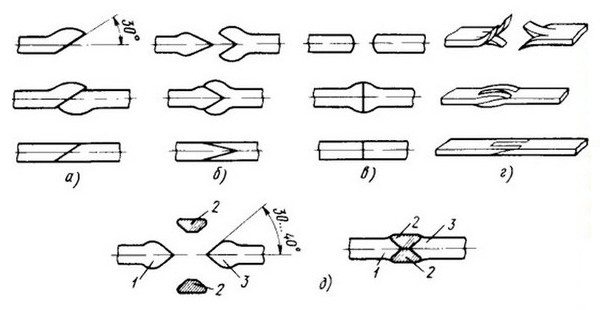
В первом случае концы полос подготавливают специально, оттягивая и разрубая так, чтобы их перед сваркой можно было соединить с перекрытием, а затем, после нагрева до нужной температуры, с помощью ковки с обоих сторон сваривают.
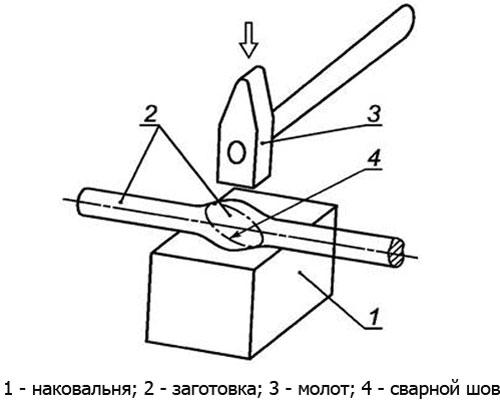
Во втором случае, в ходе подготовки места будущей сварки выполняют в виде углов в 30 или 40 градусов и той же угловой формы изготавливают дополнительные детали для вставок, которые и называют шашками. Далее, всю конструкцию доводят до сварочной температуры и с помощью молота и наковальни придают соединению прочность и нужную форму.








Применение
Основное применение кузнечной сварки в современных условиях — обработка низкоуглеродистой стали и производство изделий из неё. При помощи этого метода создают кольца и полосы из листового металла, делают обручи, подковы для лошадей, изготавливают ножи. За 2000 лет своего существования технология не раз доказывала свою эффективность.
Области деятельности, в которых востребована эта технология.
- Художественная ковка. При помощи кузнечной сварки создаются арт-инсталляции и небольшие изделия для жилых интерьеров с интересным визуальным эффектом.
- Изготовление деталей в сфере авторемонта. Если запасные части невозможно подобрать или приобрести, их просто создают заново по лекалам и чертежам.
- Создание сельскохозяйственного инвентаря. Там, где вспахивание земель по-прежнему ведётся с применением лошадей и другой живой силы, именно этот тип сварочных работ даёт возможность создавать прочные плуги. Для рубки леса изготавливают топоры, также в ходу домашний инвентарь, созданный из металла вручную.
- Создание нестандартных водосточных труб, желобов. Редкий пример отрасли, где заменить кузнечную сварку очень сложно.
- Оружейное дело. При создании многослойных ножей и мечей из дамасской стали именно сварка ковкой даёт нужную плотность соединения металла. Всё остальное зависит уже от умений мастера.
Сферы применения
Кузнечная сварка является древним ремеслом и по сегодняшний день широко используется художниками и мастерами кузнечных дел. Так, наряду с горячей или художественной ковкой, ими применяется и художественная сварка для создания различных декоративных и дизайнерских изделий из металлов. А также такой способ сварки используют в кузницах для производства разного рода составного инструмента, к примеру, топоров, плугов и другого сельскохозяйственного инвентаря.
Промышленное применение кузнечной сварки постепенно утрачивает свои позиции. Это связано с рядом существенных недостатков. Таких, как:
- медленный нагрев,
- относительно слабая прочность,
- малая производительность,
- неоднородность процессов осадки,
- требовательность в квалифицированных мастерах.
Хотя все-таки остались области промышленности, где кузнечная сварка остается востребованной. К примеру, для производства стальных водопроводных труб с небольшим до 100 мм в диаметре. Для этого полосовую сталь нагревают в термических печах и прокатывают через свертыши, а в конце процесса протаскивают через специальные волочильные оправки с большой скоростью, за счет чего и происходит сварка давлением продольного шва трубы.
Особенности процесса
Технология горновой сварки проста и сложна одновременно, так как необходимо всего лишь нагреть заготовки, тщательно проковать шов и выполнить отделку (если требуется). Сложность же состоит в кропотливости и монотонности, что требует колоссального терпения от сварщика. В результате, при должном терпении и усердии, получается прочный и плотный шов.
Не стоит забывать о том, что ковке поддаются не все металлы. Цветные металлы и их сплавы образуют пористое хлипкое соединение, такой же результат при обработке легированных сталей.

Нагрев
Началом сварочного процесса становится нагрев деталей до определенной температуры в специальных печах, топливом для которых может служить каменный или древесный уголь. В приоритете, конечно, древесный — в нем очень низкое содержание серы, избыток которой ухудшает качество шва, делает его более пористым.
Каменный уголь применяется только в просеянном виде и реже, в нем содержится до 1% серы. Для равномерного и быстрого испарения серы во время горения угольные фракции должны быть примерно одного размера.
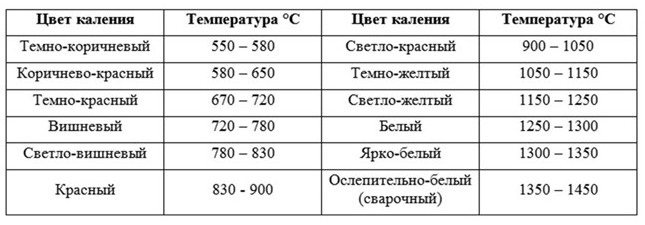
Для испарения серы уголь должен прогореть какое-то время. Только потом в огонь можно поместить металлические заготовки. Низкоуглеродистые металлы нагревают до 1300-1400°С. Определяют степень нагрева по цвету раскаленного металла — в указанном диапазоне цвет колеблется от ярко-желтого до ярко-белого. Металлы с высоким содержанием углерода нагревают до 1200°С, определяя нужную степень нагрева по ярко-белому цвету с желтыми прожилками.

Во избежание прожога на заготовки наносят специальный состав — флюс. В качестве флюса чаще всего используют просеянный речной песок, который можно смешать с поваренной солью или бурой. Можно также приобрести состав в магазине. Наносить флюс необходимо тонким слоем непосредственно в момент нагрева, так намного ниже вероятность образования шлака.
При потребности в соединении разных металлов, нагрев стоит осуществлять с той детали, в которой меньше содержание углерода, так как ее потребуется дольше нагревать. Вторую заготовку следует нагревать чуть позже.
Ковка
После достижения требуемой степени нагрева металлических заготовок, наступает процесс ковки. Ковка представляет собой частые ритмичные удары по состыкованным деталям, которые располагаются на наковальне. Процесс правильной ковки выглядит так:
- Сразу после нагрева детали необходимо 1-2 раза стукнуть о наковальню для сбивания образовавшейся окалины. Некоторые используют для этого металлические щетки.
- Детали быстро прижимают друг к другу и укрепляют стык, слегка ударив по нему кузнечным молотом.
- Чтобы металл не окислился соединение деталей должно быть плотным, а удары молотом частыми и ритмичными с постепенным увеличением силы.
- Для большей прочности детали проковывают от центра к краям не уменьшая частоты ударов. Ускорить процесс помогает одновременная работа двух или более кузнецов.

Подобная последовательность обеспечит достаточно плотное и монолитное соединение. Встречаются кузнецы, которые несколько раз нагревают и проковывают заготовки. Не стоит отрицать, что готовое изделие выглядит более однородным, но существует опасность разрушения шва. Необходимо оценить уровень мастерства прежде, чем совершать подобные манипуляции.
Отделка
В редких случаях в кузнечной сварке применяется внешняя отделка готового изделия. В основном, такой этап популярен в художественной ковке. Для улучшения внешнего вида используют пасту для полировки, щетки с металлическим ворсом, пасту ГОИ. Также для более эстетичного вида изделия можно применить полировку, кварцевание, патинирование.
Что такое кузнечная сварка
Кузнечный сварочный процесс — это технология, при помощи которой можно создать прочное соединение металлических частей. Во время нее производится термическое нагревание под влиянием внешнего давления.
Части заготовок из металла в области будущего сваривания нагреваются до высоких температурных показателей, поверхность должна иметь тестообразную структуру. Далее при помощи молота создается давление — им наносятся удары по заготовке, которая лежит на поверхности. В результате получается качественное соединение с прочной структурой.
Кузнечная сварка металла состоит из нескольких этапов:
- На начальном этапе подготавливается свариваемая поверхность.
- Термическое нагревание до определенного температурного показателя.
- При помощи ковки производится сваривание концов заготовки.
- В конце выполняется поковка, которая сможет придать заготовке необходимую форму.
Важно! Главным условием качественной сварки считается соблюдение необходимой температуры. Ее требуется устанавливать по цвету каления поверхности металлического изделия
Если железо раскалить до температуры 13000C, то его поверхность станет ярко-желтого цвета. А при раскалении до 14000C, поверхность приобретает ярко-белую расцветку. Ковку рекомендуется производить сразу же после того как основа достигнет требуемой температуры. Если передержать, то может произойти пережог металла, а также может образоваться большое наслоение окалины.









Преимущества и недостатки
Для начала приведем положительные факторы:
- Кузнечная сварка, одна из немногих способов, позволяет соединять абсолютно несовместимые другим способом сплавы. Частично он напоминает метод пайки, но с той разницей, что части соединяются на молекулярном уровне непосредственно между собой, без участия пайкового материала (флюсы, бура используются исключительно для очистки поверхностей от оксидов);
- Нагрев металла ниже точки ликвидуса (пластичный металл, но без перехода в жидкую фазу) и отсутствие доступа воздуха, способствует сохранению химического состава, и, соответственно, первоначальных свойств стали;
- Технология торцевой кузнечной сварки позволяет вернуть и, даже улучшить, первоначальную структуру, за счет измельчения зерен, уковки пустот. При медленном охлаждении, сварной шов получается без нежелательной структуры мартенсита и бейнита и, соответственно, без внутренних напряжений, которые впоследствии становятся причиной разрушения;
- Существует большое количество современных сплавов, которые могут участвовать в композитных изделиях.
Несмотря на такие доводы, кузнечная сварка не используется в больших масштабах, почему:
- Небольшая производительность за счет медленного нагрева и штучного исполнения повышает стоимость;
- Неточность размеров готового изделия;
- Кузнечная сварка ограничивает количество обрабатываемых изделий по толщине металла, из-за неравномерного прогрева внутренней части;
- Высокая возможность испортить металл: пережечь или недогреть, что делает невозможным соединение частей и создает полную зависимость от профессионализма мастера;
- Большой риск при использовании ответственных деталей, изготовленных способом кузнечной сварки.
Способы кузнечной сварки
В зависимости от формы изделия и назначения, кузнечная сварка проводится несколькими способами:
- Встык, внахлест, в обхват — для этого метода концы сварного изделия делают выпуклыми, чтобы по мере сближения беспрепятственно удалялся шлак. Принцип этого метода состоит в том, что части соприкасаются друг с другом, разница лишь под каким углом и наклоном;
- В расщеп — метод используется для листового железа. На некотором расстоянии от концов, полосы оттягивают и надрезают на 3-5 частей, в зависимости от ширины листа, затем перекрываются друг другом, после чего проводят нагрев и ковку;
- С шашками — используется для больших деталей. Концы отковываются в угол, обычно 30-40º, затем из этого же материала отковываются накладки с таким же углом и накладываются на концы. Место нагревается и проковывается.
Основные принципы
Кузнечной сваркой называют производственный процесс, при котором создаются неразрывные соединения металлических составляющих с использованием высокой температуры и ударного прессования. Другими словами, металлические фрагменты раскаляют в специальной печи до текучего состояния и при помощи ударных инструментов на металлическом основании осуществляют их соединение. Весь процесс состоит из следующих этапов:
- предварительная подготовка соединяемых поверхностей;
- термический разогрев до заданной температуры;
- соединение при помощи ударных инструментов;
- финальная проковка, позволяющая установить требуемую форму.

Самым важным условием в данном деле является разогрев металла с применением высоких температур. Доведение металла до требуемой температуры контролируется благодаря изменению цвета раскаленной поверхности. Таким образом, достигая температуры 1300 градусов, железо становится ярко-желтого цвета. При увеличении разогрева до 1400 градусов, оно начинает становиться ярко-белым. При достижении необходимого температурного состояния соединение следует производить незамедлительно. В противном случае, качество изделия может пострадать из-за пережога материала, который сопровождается образованием чрезмерного слоя окалины.
Общие данные
Сварка методом ковки представляет из себя сварочное соединение, которые получается под действием кузнечного оборудования.
Металл становится пластичным и на него направляется ударная волна. За последние 15 лет этот метод применяется, если речь идет о низкоуглеродистой стали.
Для того, чтобы соединение было прочным, нужно почистить металл от загрязнений и ржавчины. Шов должен создаваться без посторонних препятствий.
Такой способ металлообработки не будет отличаться высокой производительностью. У вас будет уходить достаточно много времени, если вы хотите гордиться итоговой работой.
Шов будет не идеальным, какие бы усилия не были приложены. Кузнечную сварку ковкой не используют на крупных производствах. Часто встречается ковка при частных работах.
Но простая технология позволяет отремонтировать деталь быстро, что подходит для новичка.
Варианты соединения
Для более прочного шва, в горновой сварке используют шесть типов соединения заготовок:
- Внахлест. Самый популярный метод. Прочность соединения достигается за счет высадки (деформации) концов деталей с последующей их накладкой друг на друга.
- В обхват (в разруб). Этот способ считается самым надежным. Концы заготовок (чаще всего это металлические стержни) высаживаются, после чего одну деталь разрубают вдоль и раздвигают образовавшиеся концы. Конец второй заготовки формируют так, чтобы он легко вошел в разруб. После чего осуществляют процесс сварки по привычной технологии.
- Сварка встык считается самой недолговечной. Производится в случае необходимости соединения поперечной и продольной деталей или невозможности осуществления любого другого способа. Концы заготовок нагревают, соединяют, после чего ударами с торцов укрепляют соединение.
- Для монолитного скрепления заготовок из листовой стали наиболее востребованным является метод сварки в расщеп. Торцы обеих заготовок дважды разрубают, отгибают получившиеся «лепестки» и уже потом нагревают и проковывают.
- Сварка с «шашками» актуальна для соединения деталей, у которых отсутствует часть. Такие вставки выполнены из малоуглеродистой стали, благодаря чему легко заполняют пустой участок. Для более прочного соединения удары наносят сильно.
- Кольцевая сварка. Для сварки колец часто используют сталь круглого сечения. Прут сгибается до нужного диаметра, торцы заготовок высаживают до плоского состояния, а потом производят сварку по типу внахлест.
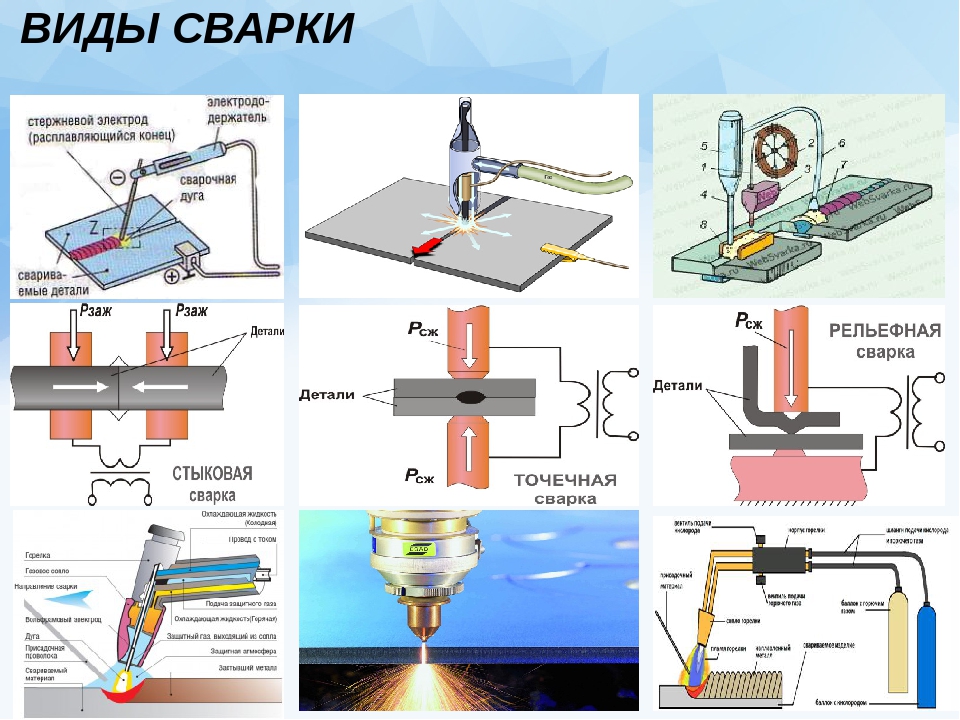
Классификация видов сварки
В зависимости от критериев, классификацию способов сварки выполняют по виду защиты расплавленного металла от кислорода воздуха, способу управления процессом, материалу и т. д. Также учитываются технологические особенности проведения сварочных работ. По способу воздействия на детали выделены три основных вида сварки:
- Механическую проводят внешним давлением, под действием которого поверхности деформируются, что приводит к плотному соединению.
- Термическую выполняют с применением дополнительных материалов, которые расплавляются теплом от источника энергии. Жидкий металл заполняет промежуток между заготовками, после остывания образуется прочное соединение.
- При термомеханических (комбинированных) видах сварки детали подвергаются совместному воздействию тепла и давления. Для повышения пластичности детали предварительно нагревают, затем сжимают.
Процесс кузнечной сварки
Шаг 1. Очищение.
Процесс начинается с подготовки свариваемой поверхности. Качественное соединение возможно, только если с поверхности заготовок будут удалены оксидные пленки и другие загрязнения.
Шаг 2. Нагрев заготовок.
Для этого используется горн или муфельная печь. Лучший вариант топлива – древесный уголь или кокс. В них очень маленький процент серы, которая снижает прочность шва. Но чаще всего применяют обычный каменный уголь. Желательно, чтобы процент серы не превышал 1%, а золы — 7%
Обратите внимание на размер угля. Он должен быть не слишком крупным и хорошо просеянным
Не стоит спешить отправить металл в печь
Важно подождать, когда уголь качественно разгорится, чтобы из него выгорела большая часть серы
Концы заготовок нагревают до значений, превышающих температуру ковки. Низкоуглеродистую сталь доводят до 1350 — 1370˚С. Ее отличительная особенность – ослепительно белый цвет каления. Для материалов с повышенным содержанием углерода (например, сталь У7) нужна температура 1150°С. Она даст белый с желтоватым оттенком цвет каления.
Шаг 3. Использование флюса. При работе с высокими температурами происходит активное образование окалины. Есть риск пережога металла. Чтобы избежать этого, используют флюс. Им посыпают заготовку в момент нагрева до 950 — 1050°С. Состав флюса бывает различный:









- Мелкий речной песок. Обязательно промытый, отделенный от глины и примесей, хорошо просушенный и просеянный.
- Силикатный песок и сода. Использовались раньше, сейчас состав не очень популярен. Некоторые мастера применяют перемолотый стеклянный бой для имитации этого состава.
- Речной песок и бура. Бура – тетраборат натрия (Na2B4O7) — составляет около 10%. Также имеет название «Borax». Смесь необходимо прокалить, чтобы максимально избавиться от воды в составе. Этот вариант действеннее, чем один песок. Бура лучше шлакуется и очищает металл. Если уголь плохо очищен и дает много шлака, использование этого вещества просто необходимо! В экстренной ситуации буру можно заменить солью.
- Чистая бура. Многие кузнецы используют ее отдельно из-за высокой температуры плавления песка.
 Примерная стоимость сварочного флюса на Яндекс.маркет
Примерная стоимость сварочного флюса на Яндекс.маркет
Толстый слой флюса затрудняет работу и прогрев. Поэтому любой состав нужно наносить тонким слоем.
При нагреве маленьких заготовок удобнее не посыпать флюсом, а раскаленным концом воткнуть в песок или другую смесь. Для этого состав должен находиться в металлической емкости. Потом заготовку возвращают в огонь и продолжают нагрев.
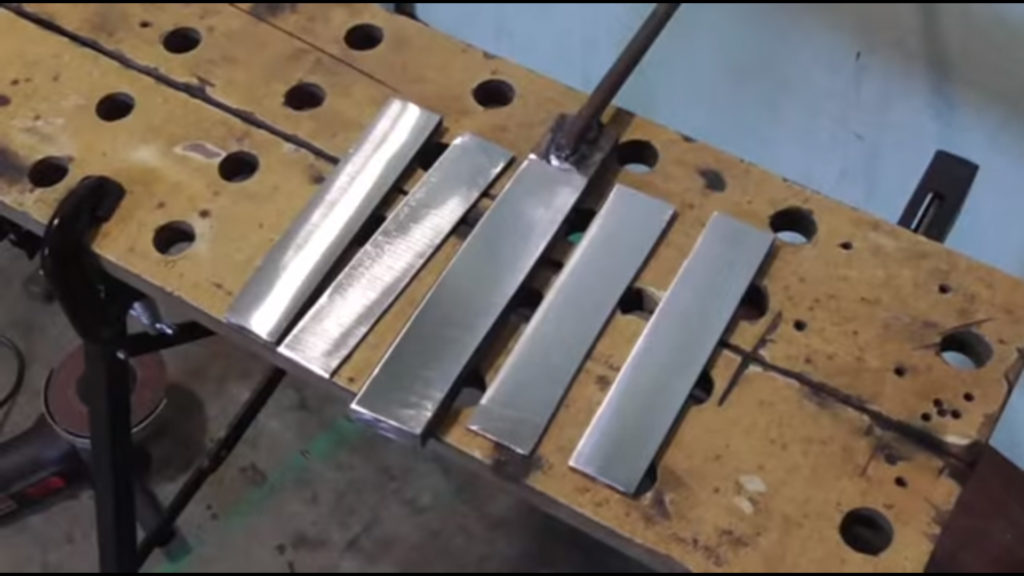
Шаг 4. Сварка.
После достижения необходимой температуры заготовки достают и очищают от шлака. Детали стыкуют или накладывают друг на друга, после чего наносят легкие и частые удары. При этом остатки флюса со шлаком выдавливаются наружу шва. Поверхности стыка в этот момент плотно прижимаются, и это защищает их от окисления. Процесс заканчивают частыми и сильными ударами от середины к краям. Это позволяет избежать непроваров, трещин, пузырьков, что в итоге увеличивает прочность всей поковки
Важно уделить внимание не только месту сварки, но и проковать участки, к нему прилегающие
Кузнечная сварка бывает:
- Внахлест.
- Вразруб.
- Встык.
- Вращеп.
Необходимое оборудование
Для кузнечной сварки необходимо:
- Горн или печь.
- Наковальня.
- Кузнечные клещи.
- Молоты (от слесарного молотка до пневматического молота).
Преимущества кузнечной сварки
Специалисты, занимающиеся сваркой металла кузнечным способом, отмечают следующие положительные моменты такого типа обработки металлических изделий:
- кузнечное сваривание металлов очень просто освоить – все необходимые инструкции и рекомендации по правильному проведению этого процесса можно найти в печатных изданиях и Интернете;
- для создания кузнечной мастерской понадобятся инструменты, находящиеся в широком доступе. Приобрести всё необходимое оборудование не составит труда;
- кузнечная сварка позволяет быстро обработать металлические конструкции, получив прочный сварочный шов (при условии того, что работы будут вестись с соблюдением всех технологических указаний).