
Как же залудить паяльник
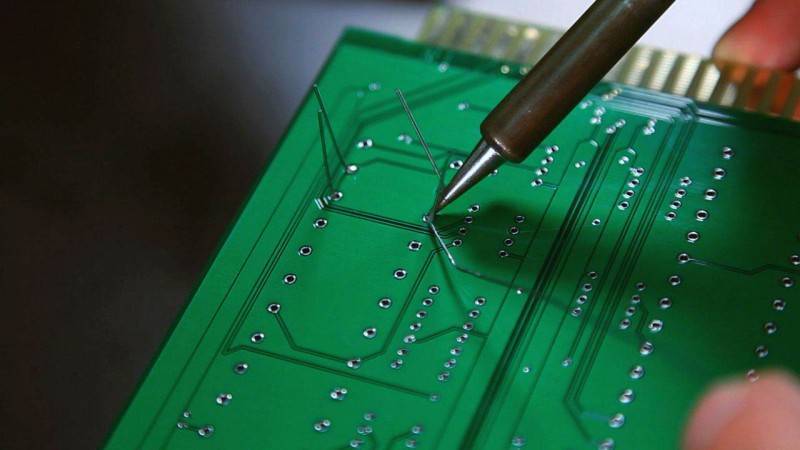
Сразу после того как закончили заточку жала, паяльник включают в розетку и разогревают до его максимально возможной температуры. Хорошо нагретый инструмент становиться оранжево-красноватым. Долго греть тоже не надо, иначе наконечник начнет обгорать.

Затем жало опускают в канифоль или специальную смолу, а далее в припой из олова. Эту процедуру выполняют несколько раз, пока припой не покроет весь кончик. Далее натирают горячий паяльник толстым натуральным сукном, втирая припой.

Недостаток данного способа – много дыма и неприятный запах, в комнате такое лучше не делать, лучше на открытом воздухе. Подходит для очень запущенного инструмента.

Разогретый паяльник опускаем в канифоль и натираем поверхность жала припоем из олова. Делаем так несколько раз. Затем натираем рабочий конец сукном с каплей расплавленного флюса. Таким образом слой закрепляется и создается необходимое покрытие.

На фото нашей галерее можно увидеть как залудить паяльник.
Как без сварки заделать сквозные дырки на кузове авто при помощи шпатлевки
Прежде чем заделать дыру в кузове автомобиля, следует подготовить:
- стекловолоконную и автомобильную шпатлевку;
- сетку из алюминия;
- шпатель;
- наждачку (если есть возможность, также стоит подыскать шлифовальную машинку);
- грунтовку, краску, лак.
Сама заделка дыр в кузове автомобиля отличается своей простотой. Прежде всего, следует устранить ржавчину с помощью болгарки или любого другого подходящего оборудования. Далее вырезаем заплатку из алюминия, после чего крепим ее к кузову с помощью малярного скотча
Наносим тонкий слой стекловолоконной шпатлевки (тут важно не задеть скотч, ведь потом его придется снимать). Когда шпатлевка прихватится, отдираем скотч и шпатлюем оставшиеся места. Когда все подсохнет, ошкуриваем все с помощью крупнозернистой наждачки или шлифовальной машинки
Когда все подсохнет, ошкуриваем все с помощью крупнозернистой наждачки или шлифовальной машинки.
Добившись ровной и гладкой поверхности, наносим второй шар шпатлевки – автомобильной. Ждем, пока она подсохнет, опять выравниваем. Затем поверхность грунтуется (не забудьте пленкой прикрыть места, которые не требуют покраски). Когда грунтовка будет закончена, можно красить кузов.
Стоит отметить, что большей устойчивости заплатка получит, если нанести с обратной стороны пару слоев шпатлевки. Кроме того, возможна также заделка дыр в кузове автомобиля без сварки с помощью шпатлевки и без применения заплатки. В таком случае с обратной стороны необходимо приложить подкладку, чтобы состав хорошо зафиксировался. С другой стороны, подобное решение подходит только для очень небольших сквозных отверстий.
Смотрим подробное видео о том, как заделать дыры без сварки:
Каким бывает
Есть несколько видов олова, но не всякий из них подходит для пайки:
Жидкое вещество обычно используется для лужения деталей из меди путём погружения их в химический раствор. Это необходимо для повышения стойкости медных изделий к коррозийным процессам и появлению ржавчины.
Применение такого состава отличается простотой. Перед процессом лужения необходимую деталь нужно тщательно очистить от загрязнений, провести обезжиривание поверхности для оптимального сцепления и поместить её в раствор жидкого олова на 20–30 минут. За это время формируется один защитный слой. При необходимости его утолщения процедуру нужно проделать снова.

Пищевое олово (пьютер) в большинстве случаев используется для создания посуды, элементов декора, столовых принадлежностей, ёмкостей и сосудов для хранения пищевых продуктов. Как правило, в состав металла добавлены серебро, медь и сурьма, которые повышают его прочностные свойства и снижают стоимость. Данный сплав полностью безвреден (для продуктов и здоровья человека), не меняет запаха и вкуса блюд, не выделяет токсичных веществ и к тому же долговечен в эксплуатации.
Разновидности и причины повреждений автомобиля
Категории неисправностей:
механические;
коррозионные;
разрушение антикоррозионной поверхности.
Механические повреждения возникают в результате аварий и езде по просёлочным дорогам. От степени полученных неисправностей зависит и сложность ремонта. Конечно, если транспортное средство не проще продать на запчасти.








В результате автокатастроф происходит нарушение геометрических параметров автомобиля, возвратом которых в исходное заводское состояние занимаются СТО, сервисные центры и автомастерские. Причём повреждённые элементы могут быть заменены, если их невозможно восстановить.
Что такое флюс? Какой флюс использовать для лужения кузова?
Цель флюса – облегчать процесс пайки и обеспечить прочность соединения припоя с металлом кузова. Одной из преград для достижения успешной пайки является нечистота поверхности (загрязнения и окисление). Загрязнения могут быть удалены механической чисткой, но окисление увеличивается при увеличении температуры, что ухудшает прикрепление припоя к ремонтной поверхности. Металл имеет тонкий слой оксидов или сульфидов, каким бы чистым он не выглядел. Флюс предназначен для того, чтобы убрать этот слой и должен предотвратить формирование нового оксидного слоя во время нанесения припоя. Флюс не только предотвращают окисление, но и обеспечивают химическую чистку и выполняет смачивающую функцию, сокращая поверхностное натяжение расплавленного припоя, помогая ему лучше растекаться по поверхности. Таким образом, припой не прилипнет на не подготовленную металлическую поверхность, он будет собираться в шарики. На подготовленной поверхности припой нормально растекается и прилипает.
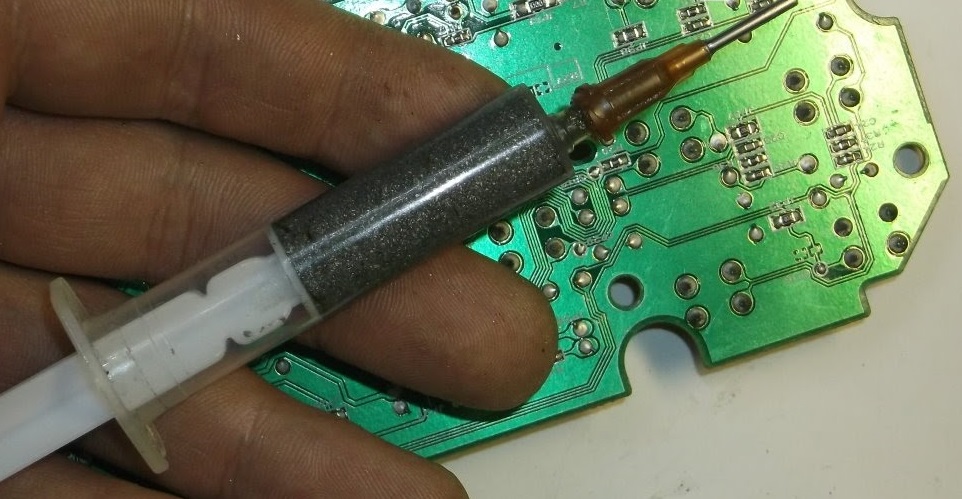
Флюсовая паста для лужения.
Для лужения кузова применяется флюсовая паста. Она представляет собой некое подобие первичного грунта. В её состав входит кислота (хлорид цинка или соляная кислота) и припой в виде порошка. Кислота химически очищает поверхность и удаляет окисление, переводя его в растворимую соль, а порошок одновременно въедается в металл, оставляя очень тонкий слой (олова или олова со свинцом), который улучшает адгезию припоя при нанесении на ремонтную область.
После нанесения, пасту нужно нагреть и стереть остатки тряпкой.
Флюсовая паста активирована кислотой (хлорид цинка или соляная кислота), и её остатки требуется удалить после завершения нанесения припоя. Если флюс основан на соляной кислоте, то нейтрализовать её можно водой с содой, а потом обмыть чистой водой. Если флюс содержит хлорид цинка, то для нейтрализации потребуется ацетон. Также, можно использовать средство дихромат натрия.
Частицы от флюсовой пасты могут оставаться в порах и мелких углублениях сварочного шва, что может стать причиной коррозии. Поэтому, перед лужением и нанесением припоя, нужно, чтобы отверстия и углубления были заварены.
Что ещё необходимо для пайки
Для того чтобы правильно запаять провода в кабельной проводке или в любом другом соединении – помимо паяльника потребуются вспомогательные материалы, называемые расходными. К ним относятся такие распространённые компоненты, как припой, паяльная канифоль и специальные флюсы, существенно повышающие качество пайки. Для удобства пользования паяльником также рекомендуется иметь подходящую подставку.
Канифоль и флюсы
 Что качественно паять любые проводники, в первую очередь нужно очистить их поверхности от окислов (оксидной пленки), для чего потребуются специальные флюсы и канифоли. Эта операция называется лужением и применяется при проведении любых паяльных работ с проводкой. Особо важна такая подготовка при пайке многожильных проводов.
Что качественно паять любые проводники, в первую очередь нужно очистить их поверхности от окислов (оксидной пленки), для чего потребуются специальные флюсы и канифоли. Эта операция называется лужением и применяется при проведении любых паяльных работ с проводкой. Особо важна такая подготовка при пайке многожильных проводов.
Для работы с флюсом можно использовать небольшую кисточку, посредством которой удобно обрабатывать любые проводники. При этом способе нельзя забывать о том, что химически активные флюсы разъедают со временем материалы, и что после лужения их желательно смыть растворителем или спиртом.
При обработке канифолью те же провода укладываются на её поверхность, а затем аккуратно пропаиваются паяльником.

Специалисты считают канифоль достаточно универсальным средством, а флюсы подбираются специально под обрабатываемый металл (как правило – медный). Для их пайки чаще всего применяется флюс марки «ЛТИ-120» или особое вещество, называемое бурой.
Неплохо зарекомендовал себя подготавливаемый своими руками флюс, состоящий из смеси канифоли и спирта (1:5). При его изготовлении размельчённая до состояния порошка канифоль постепенно засыпается в спирт и тщательно взбалтывается до полного растворения.
Припои
 Для пайки медных проводов желательно применять оловянно-свинцовые припои марок ПОС-40,50 или 60, а при работе с алюминием лучше всего воспользоваться составами, подготовленными на основе цинка. Наиболее подходящими считаются паяльные средства под обозначениями ЦО-12 и П250А, а также ЦА-15 (смесь цинка с алюминием).
Для пайки медных проводов желательно применять оловянно-свинцовые припои марок ПОС-40,50 или 60, а при работе с алюминием лучше всего воспользоваться составами, подготовленными на основе цинка. Наиболее подходящими считаются паяльные средства под обозначениями ЦО-12 и П250А, а также ЦА-15 (смесь цинка с алюминием).
Очень удобна в обращения марка припоя, внутри которого имеется канифоль (тип ПОС-61). При его применении необходимость в обработке каждого отдельного проводника канифолью отпадает.
При работе с таким припоем потребуется достаточно мощный паяльник (не менее 100 Ватт).
Из всего сказанного следует, что помимо припоев и флюсов особое внимание должно быть уделено выбору подходящего паяльника
Паяльник и вспомогательные материалы
 Паяльный инструмент рекомендуется выбирать из соображений допустимой мощности аппарата, а также удобства лужения и спайки проводов, осуществляемых с его помощью.
Паяльный инструмент рекомендуется выбирать из соображений допустимой мощности аппарата, а также удобства лужения и спайки проводов, осуществляемых с его помощью.
При этом желательно ориентироваться на следующие требования:
- мощность инструмента не должна превышать 80-100 Ватт;
- паяльник должен иметь заточенное «под угол» жало;
- наконечник устройства перед началом работ должен быть тщательно залужён.

Помимо паяльника для успешного проведения пайки проводов потребуются удобная и лёгкая подставка, а также специальный инструмент (пинцет, кусачки, пассатижи и набор наждачных шкурок).
Подставку под паяльник проще всего изготовить из куска пластика или древесины подходящего размера с закреплёнными на нём металлическими опорами.

На её основании можно будет закрепить металлическую ёмкость (чашечку от старого механического звонка, например), в которой удобно хранить припой и канифоль.
Виды припоев для ремонта кузова
- Существуют разные типы припоев. Для ремонта кузова чаще применяются мягкие (легкоплавкие) припои. Они продаются в виде стержней, длинной 45 см, разной толщины. В целом, они классифицируются как припои с содержанием свинца и без содержания свинца (lead free). Первый тип припоя применялся много лет из-за его лёгкости использования. Однако он был запрещён в некоторых странах для применения в массовом производстве, по причине вреда здоровью и окружающей среде. Однако, свинцовый припой, по-прежнему используется частными лицами и его можно встретить в продаже. Многие мастера предпочитают использовать именно свинцовый припой.
- На припое указывается соотношение его компонентов (олова, свинца). Традиционный припой для кузова состоит из 30% олова и 70% свинца. Может содержаться дополнительный компонент, к примеру, 74% свинца, 25% олова и 1% сурьмы. Свинец опасен для здоровья. Чтобы его применять, требуются средства защиты, и нужно учитывать меры безопасности. Однако его легче использовать. Он дольше остаётся мягким после нагрева (в диапазоне от 180 до 260 градусов по Цельсию). Это облегчает его нанесение и разравнивание. Этот припой легко наносится на вертикальные и горизонтальные поверхности. После затвердевания свинцового припоя, его не рекомендуется обрабатывать шлифовальной машинкой, так как образуется очень токсичная пыль. Так, его обычно обрабатывают специальным кузовным напильником, а на завершающей стадии бруском с крупнозернистой шлифовальной бумагой вручную. Если всё же применяете шлифовальную машинку, то нужно использовать только крупный абразив, чтобы не было взвеси из мелкой пыли. Остатки свинца после шлифования нужно сразу утилизировать.
Припой с содержанием свинца (Pb 74%), олова (Sn 25%) и сурьмы (1%).
- Припой может иметь разное соотношение свинца и олова (70/30, 60/40 или 50/50). Припой с более низким содержанием свинца также используется при ремонте кузова, но имеет низкий диапазон пластичности (от 183ºC до 188ºC), поэтому его сложнее использовать. Припои с таким соотношением обычно применяют на горизонтальных поверхностях, так как они быстро становятся жидкими и могут стекать. Прилипание у всех свинцовых припоев примерно одинаковое и зависит от правильности подготовки поверхности.
- Как альтернатива припою со свинцом был разработан более безопасный припой без содержания свинца. Во всех припоях без содержания свинца, олово является главным компонентом. Другим компонентом может быть серебро, медь, индий или висмут. Большинство припоев без свинца имеют либо более высокую, либо более низкую точку плавления, чем у свинцового припоя. Для ремонта кузова наиболее распространён припой без свинца, состоящий из олова и серебра (94% олова и 6% серебра или 96% олова и 4% серебра). Он имеет более высокую стоимость. Припой без свинца примерно равен по характеристикам традиционному припою со свинцом с соотношением 50/50 (свинец/олово). Такой припой имеет более высокую точку плавления (221°C). После нагрева, он остаётся в мягком состоянии менее продолжительное время, чем свинцовый припой, что усложняет его выравнивание. При застывании получается более твёрдым и хрупким. Его сложнее обрабатывать напильником. Преимущество в том, что его можно обрабатывать шлифовальной машинкой, так как он не образует токсичной пыли. Хотя, не нужно забывать про респиратор. Дополнительным преимуществом припоя без свинца является более высокая прочность на разрыв.
- Припой, применяемый в электронике, обычно состоит из 60% олова и 40% свинца. Он может содержать флюс в центре. Флюс с канифолью, часто используемый с таким припоем, не способствует адгезии к стали, а флюс с кислотой может действовать хорошо. Такой припой лучше применять только для пайки маленьких отверстий, так как его диапазон пластичности очень маленький.
- Для работы с кузовами из алюминия используется другой тип припоя (с содержанием олова и цинка).
Процесс подготовки медного жала
 Процесс покрытия не вызывает трудностей. Расплавленный припой хорошо ложиться на горячую медь, но с одним условием — она должна быть чистой. Добиться этого можно только при низкой температуре. Окисление при повышении температуры ускоряется и адгезия пропадает. Холодный припой нельзя прилепить к жалу, поскольку он не плавится. Получается замкнутый круг.
Процесс покрытия не вызывает трудностей. Расплавленный припой хорошо ложиться на горячую медь, но с одним условием — она должна быть чистой. Добиться этого можно только при низкой температуре. Окисление при повышении температуры ускоряется и адгезия пропадает. Холодный припой нельзя прилепить к жалу, поскольку он не плавится. Получается замкнутый круг.
Шлаки, остатки канифоли и пластика, окалину и прочий мусор можно удалить на холодном инструменте. Стержень перед этой операцией вытаскивают, чтобы не повредить нагреватель. Жало внутри нагревателя тоже окисляется, что ухудшает теплопередачу. Электричество из-за окалины преодолевает лишнее сопротивление и расходуется впустую.


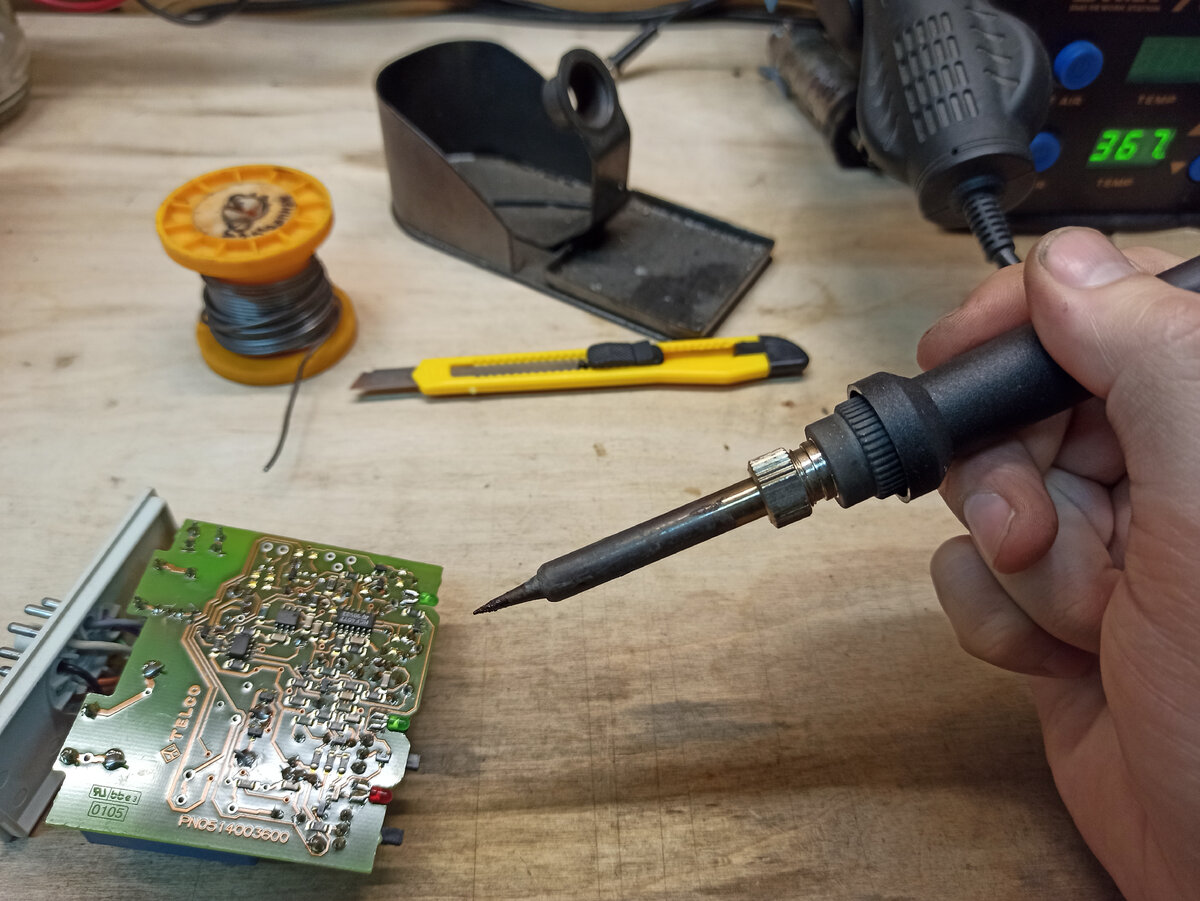



Перед тем как залудить паяльник с медным жалом его нужно очистить от грязи. Делают это напильником или наждачкой. Материал следует заточить до чистого слоя, чтобы внешний вид был как новый. Проще это сделать наждачкой. Поверхность полируют до гладкого состояния — так окисление проходит медленнее.
Способы лужения медного жала:
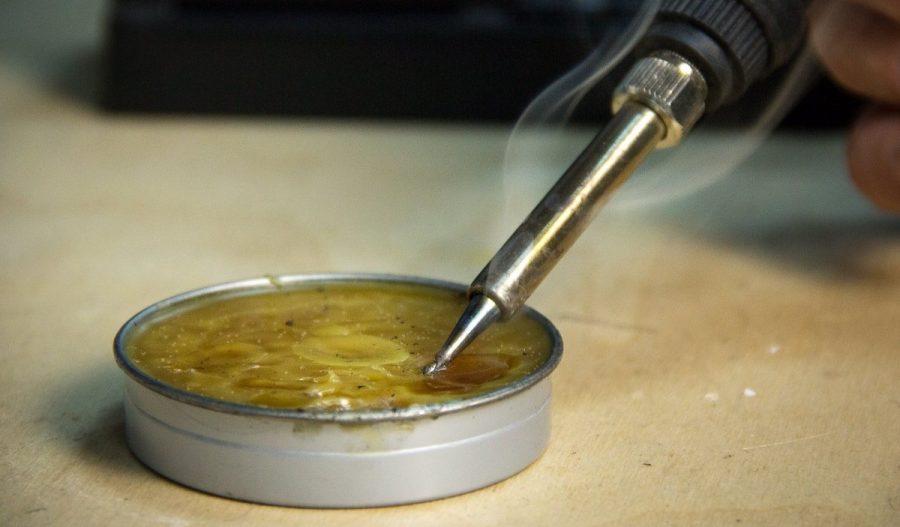
- Канифолью. Способ дымный, поэтому в жилом помещении провести его сложно и опасно для здоровья. Лучше воспользоваться балконом. Зачищенное основание погружают в баночку с канифолью и кладут туда немного припоя. Он моментально покроет жало и не даст ему окислиться. После процедуры кончик жала протирают толстым натуральным сукном, но аккуратно, чтобы не обжечь пальцы. Припой вотрётся в медь. Процедуру выполняют после длительного хранения паяльника.
- Способ натирания поверхности оловом. Чистое основание немного разогревают и макают в канифоль. Затем поверхность натирают оловом. Процедуру повторяют несколько раз. Защитный слой закрепляют натиранием о сукно. Результат можно получить без дыма в любом помещении.
Окончательная зачистка
Неокрашенные элементы кузова (включая и его днище) перед пайкой следует очистить от пятен масла, грязи и инородных наслоений. Для этого удобнее всего воспользоваться металлической щёткой, удалив прежде ржавчину напильником.
Иногда для очистки от краски применяется специальная стеклянная шкурка, работать с которой следует очень осторожно, не допуская образования осадков. Для удаления обнаруженных на деталях разводов и следов жирных пятен можно воспользоваться той же смоченной в растворителе мягкой фланелью. Если воспользоваться пескоструйной очисткой, то кузов будет подготовлен идеально к лужению, но такая процедура требует специального оборудования
Если воспользоваться пескоструйной очисткой, то кузов будет подготовлен идеально к лужению, но такая процедура требует специального оборудования.
Пример ремонта простой деформации кузовной панели
Рассмотрим схематическое изображение простой деформации кузовной панели. Пунктиром показана оригинальная форма панели. Рихтовка производится в последовательности, противоположной возникновению повреждений.
Правильный порядок ремонта повреждения. Сначала ослабляются заломы, которые были созданы последними после удара.
Так как залом Х создан в повреждении последним, то эта область должна выправляться первой. На эту зону помещается плоская кузовная ложка и простукивается молотком, направляя удары прямо на край залома (рис. №2). Это ослабит возвышенность и сдвинет её в изначальную позицию. Далее простукивается угол фланца Z, ослабив напряжение в этой области. Области металла между 0 и Y и Y и Z теперь ослаблены и готовы к возвращению в оригинальную позицию при помощи небольшого усилия. Это усилие создаётся при помощи средневыпуклой поддержки, выправляя неровности двумя-тремя несильными ударами с обратной стороны с 0 по Y (рис. №3). Это ослабит напряжение металла с обратной стороны (отрезок 0Y). Процедура повторяется от Y до Z, восстанавливая металл до оригинальной формы №4.
Вторая иллюстрация (см. ниже) показывает ошибку черновой правки такого же повреждения. Здесь не было произведено первоначального ослабления напряжённых мест. На рис. №1, опущенный металл был выправлен ударами с обратной стороны до точки Y при помощи поддержки. Это подняло большую площадь вмятины практически до оригинальной позиции. Однако напряжение в точке X не было ослаблено. Напряжённый залом не опустился на своё нормальное место, вместо этого этот залом тянет панель вниз в зоне H. Так происходит, потому что напряжённый край X усиливает металл с обратной стороны. Таким образом, когда усилие прилагается сверху на Y, залом действует как опорный центр, утягивая металл вниз на H, когда прилагается усилие вверх на Y.
Не правильная последовательность ремонта. Вмятины были выправлены без предварительного ослабления напряжённых зон панели. В итоге металл растянут и требует дополнительной правки.
Когда черновое выравнивание было начато без ослабления напряжённой области, металл должен быть растянут для того, чтобы возвратиться в свою оригинальную позицию, как показано пунктиром. Теперь требуется значительное усилие, чтобы возвратить его вверх и это вызовет появление дополнительных повреждений на металле во время удара поддержкой, как показано на рис. №2. Выправление этих повреждений добавит работы. На рис. №3, вмятина была выправлена и молоток и поддержка на своём месте, чтобы начать выравнивание. На рис. №4, вмятина восстановлена до нормального состояния. Однако это уже получилась новая форма с растянутым металлом. Таким образом, работа сделана, но было потеряно время на незапланированную рихтовку, и металл был растянут. Пунктиром показан оригинальный контур панели.
Приведённые примеры показывают, что одну и ту же работу можно сделать по-разному, потратив разное количество усилий. При вдумчивом предварительном анализе повреждения можно значительно сократить время ремонта, его качество и уменьшить количество шпаклёвки или вовсе её исключить. Кроме того, правильно выполненная рихтовка принесёт удовлетворение от конечного результата.
Читайте также по теме:
- Рихтовка вмятин. Применение молотка, гладилки, поддержки.
- Теория выправления вмятин. Подробно о рихтовке.
- Рихтовка, инструменты для рихтования.
Паяльник с вечным жалом
Лужение так называемого «вечного» или несгораемого жала обычно вызывает затруднение (даже при использовании флюса). На форумах удалось отыскать методику, автор которой предлагает такую последовательность действий:
- Берётся лоскуток чистой хлопчатобумажной ткани, обильно смоченный в воде.
- Затем припой кладётся в баночку с канифолью, после чего переходят к лужению.
- Сначала горячим жалом следует пару раз пройтись по мокрой ткани, что позволит избавиться на короткое время от имеющейся на нём плёнки окисла.
- Не дожидаясь образования нового соединения, нужно быстро погрузить наконечник пальника в канифоль и утопить в ней комочек припоя, доведя его до расплавленного состояния.

Таким путём удаётся растворить в канифоли остатки окислов, которые тут же замещаются лудильным составом.
https://youtube.com/watch?v=PQFtwbSCNoA
Преимущества лужения и пайки кузова
- Припой держится на поверхности лучше шпаклёвки. Прочность на разрыв (сила, требуемая, чтобы отделить припой от металла, на который он нанесён) составляет 423 бара. Это очень высокий показатель.
- Даже толстый слой припоя не даёт усадки, в отличие от шпаклёвки.
- Припой имеет лучшую эластичность и прочность, чем автомобильные шпаклёвки. Свинец хорошо гнётся вместе с металлом, на который он нанесён, поэтому не трескается.
- Припой не потрескается и не отслоиться при ударе, как это бывает со шпаклёвкой.
- Припой является водонепроницаемым. Шпаклёвку же нельзя назвать полностью водонепроницаемой.
- Припой может выдерживать высокие температуры, поэтому может применяться при ремонте и последующем нанесении порошковой краски.
- Ещё одним большим преимуществом припоя над шпаклёвкой является то, что не стоит беспокоиться о времени его затвердевания. Можно добавлять дополнительный припой прямо на уже нанесённый слой. Нужно только разогреть поверхность и новый припой и добавить его. Не нужно полностью расплавлять уже нанесённый слой.
Как без сварки заделать сквозные дырки на кузове авто при помощи шпатлевки
Прежде чем заделать дыру в кузове автомобиля, следует подготовить:
- стекловолоконную и автомобильную шпатлевку;
- сетку из алюминия;
- шпатель;
- наждачку (если есть возможность, также стоит подыскать шлифовальную машинку);
- грунтовку, краску, лак.
Сама заделка дыр в кузове автомобиля отличается своей простотой. Прежде всего, следует устранить ржавчину с помощью болгарки или любого другого подходящего оборудования. Далее вырезаем заплатку из алюминия, после чего крепим ее к кузову с помощью малярного скотча
Наносим тонкий слой стекловолоконной шпатлевки (тут важно не задеть скотч, ведь потом его придется снимать). Когда шпатлевка прихватится, отдираем скотч и шпатлюем оставшиеся места
Когда все подсохнет, ошкуриваем все с помощью крупнозернистой наждачки или шлифовальной машинки.
Добившись ровной и гладкой поверхности, наносим второй шар шпатлевки – автомобильной. Ждем, пока она подсохнет, опять выравниваем. Затем поверхность грунтуется (не забудьте пленкой прикрыть места, которые не требуют покраски). Когда грунтовка будет закончена, можно красить кузов.
Стоит отметить, что большей устойчивости заплатка получит, если нанести с обратной стороны пару слоев шпатлевки. Кроме того, возможна также заделка дыр в кузове автомобиля без сварки с помощью шпатлевки и без применения заплатки. В таком случае с обратной стороны необходимо приложить подкладку, чтобы состав хорошо зафиксировался. С другой стороны, подобное решение подходит только для очень небольших сквозных отверстий.
Смотрим подробное видео о том, как заделать дыры без сварки:
Выправление небольших вмятин
Кузовной ремонт кузова автомобиля, практически никогда не обходится без работ по устранению деформаций в виде вмятин. Причём, чаще всего, это именно вмятины, т.к. сам корпус машины выпуклый, и внешние воздействия чрезмерной силы создают деформации именно в виде вмятин вовнутрь.








Совсем небольшие дефекты (неглубокие вмятины, на ровной поверхности) исправить проще всего. Их даже называют «хлопуны», из-за характерного поведения при восстановлении – достаточно нагреть или механически воздействовать с обратной стороны, они с характерным хлопком возвращаются в исходное состояние.

Другое дело, когда по периметру вмятины вытянулся металл достаточно сильно (глубокая вмятина). Здесь необходимо «провести» его обратно, чтобы он вернулся к первоначальному виду. Т.е. воздействовать, необходимо начиная с периметра, плавно выводя поверхность к первоначальному виду. Для этой цели потребуется небольшая наковальня и резиновая киянка (или деревянный молоток). Железным молотком пользоваться нежелательно, поскольку он сам производит деформации жести.
Наковальня прикладывается к внешнему краю вмятины, а изнутри, воспользовавшись киянкой, металл возвращают на его «законное» место.
Способы лужения кузова авто
Ремонтные работы, предполагающие правку кузова автомобиля, редко обходятся без специальных операций, связанных с лужением металлических деталей.
Пайка кузова оловом – распространённая процедура, требующая умелого владения техникой работы с паяльным инструментом.
При её проведении расплавленный припой сначала наносится на соединяемые детали, а затем за счёт диффузии сплавляется с металлом заготовок.
После затвердевания устанавливается надёжный контакт листовых элементов кузова между собой. К специфике операций лужения следует отнести и то, что температура плавления припоя заметно ниже, чем тот же показатель для соединяемых металлов.
Общие сведения о технологии
Для получения качественного соединения кузовных деталей необходимо выполнить следующие действия:
- сначала все детали кузова тщательно подготавливают к ремонту;
- затем предназначенные для спайки поверхности обрабатывают флюсом;
- после этого следует хорошо залудить их (для этих целей используется специальная паста для лужения кузова);
- завершаются эти работы пайкой автомобильных деталей.
Для надёжного соединения металлических заготовок методом пайки применяется припой, в котором помимо основного компонента должен присутствовать свинец.
Использование одного чистого олова недопустимо, поскольку оно не обеспечивает требуемой текучести расплава, а, следовательно, не позволяет получить качественное сочленение. Добавим к этому, что при лужении кузова автомобиля без специальной примеси после остывания металла припой становится хрупким.
Во избежание этого, к нему ещё до начала пайки добавляется намного свинца. В пропорции это выглядит так: олова 33 процента, а остальное – свинец.
Указанный вид припоя не предназначается для пайки деталей авто из алюминия и его сплавов. Для работы с этими металлами должны применяться особые свинцово-оловянные стержни, а также специальный лудильный порошок. Температура плавления таких оловянных припоев не превышает 230-250 градусов.
Удаление краски
Подготовительные работы перед лужением проводятся с целью очистки поверхности металлических заготовок от следов, оставшихся после окрашивания кузовных элементов. Для этого можно воспользоваться дрелью, оснащённой чистящей насадкой в виде «ёршика» с металлическими щетинками.
При небольших объёмах работ удобнее использовать крупную шкурку. По завершении удаления краски нужно стереть с поверхности остатки пыли и микрочастиц чистой фланелью, пропитанной в растворителе.
Окончательная зачистка
Неокрашенные элементы кузова (включая и его днище) перед пайкой следует очистить от пятен масла, грязи и инородных наслоений. Для этого удобнее всего воспользоваться металлической щёткой, удалив прежде ржавчину напильником.
Иногда для очистки от краски применяется специальная стеклянная шкурка, работать с которой следует очень осторожно, не допуская образования осадков. Для удаления обнаруженных на деталях разводов и следов жирных пятен можно воспользоваться той же смоченной в растворителе мягкой фланелью