
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
- Чертежи для лазерной резки незаменимы не только при выполнении крупных промышленных заказов или при изготовлении высокоточных механизмов, но даже если вам нужна небольшая партия относительно простых деталей. А поскольку большинство лазерных станков оснащены модулем управления, то без соответствующих чертежей не обойтись. Впрочем, недостаточно просто от руки набросать эскиз – программа станка его просто не поймет. Чертежи для раскроя лазером должны выполняться в определенном формате и с учетом ряда правил. Только в этом случае на выходе будет деталь, удовлетворяющая всем требованиям. О том, как этого добиться, поговорим далее.
Металлообработка на станках с ЧПУ незаменима там, где требуется большое количество изделий с высокими показателями точности обработки. Помимо этого, станки с ЧПУ обеспечивают и высокую повторяемость производимых изделий. Такая металлообработка становится все более популярной, но это не означает, что ей присущи только положительные стороны. Чтобы лучше разобраться в том, что собой представляет металлообработка на станках с ЧПУ, мы расскажем про принцип действия такого оборудования и особенности процессов.
Материалы для дуговой сварки насчитывают десятки позиций, однако количество групп, в которые входит такой обширный сортамент, невелико – всего четыре основных. Внутри каждой из них есть и свое деление, но для широкой аудитории стоит указать только основные категории
Помимо разделения на группы и виды, важно учитывать еще и нормы расходования, а также условия хранения. Мы расскажем про основные материалы для дуговой сварки, а также приведем формулы расчета их расходования и правила складирования
Дуговая сварка труб имеет свои особенности, которые выражаются не только в типе соединений, но и в проведении определенных манипуляций в зависимости от температуры окружающей среды. Под вид трубы и погодные условия подбираются соответствующие электроды и проводятся подготовительные операции. Помимо правильного выбора электродов и прочих приспособлений, необходимо определиться и с методикой сварки. Существует несколько подходов, которые используются современными мастерами. Обо всем этом подробнее расскажем в нашей статье.
Электросварка предназначена не только для соединения поверхностей, но и для их разрезания. Процесс резки металла электросваркой производится тем же оборудованием, но отличается от создания сварного шва тем, что при резке металл проплавляется насквозь до разделения частей заготовки. Это происходит в результате применения большей силы тока, чем при сварке.
Зачем все это нужно
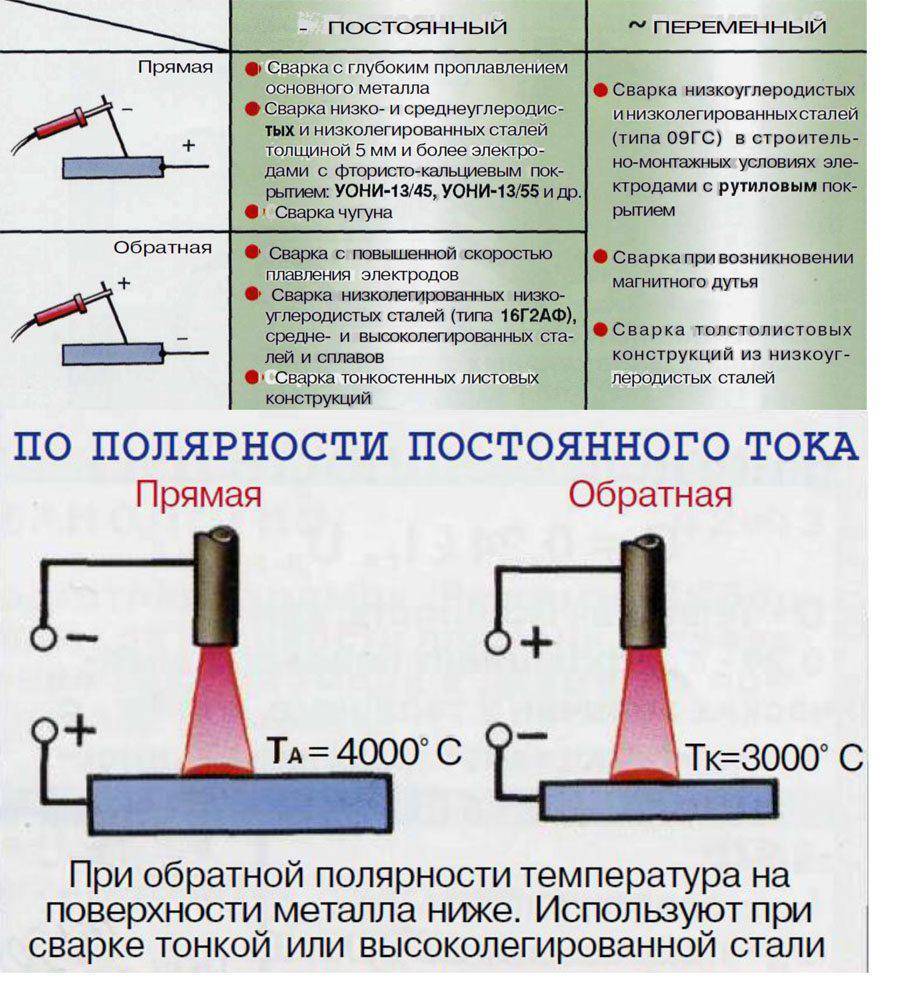
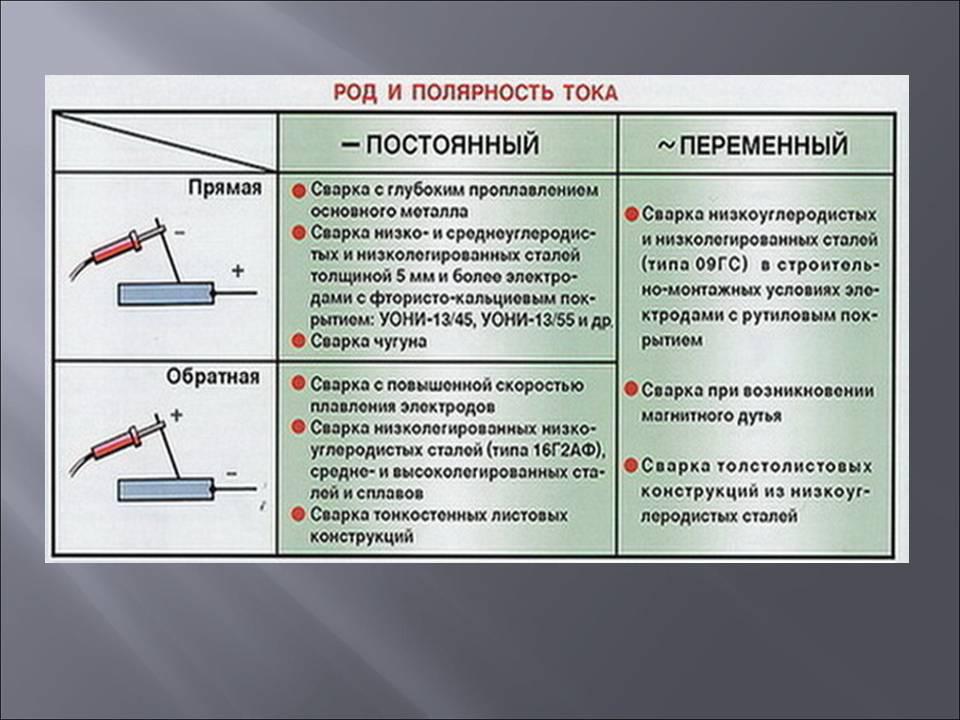
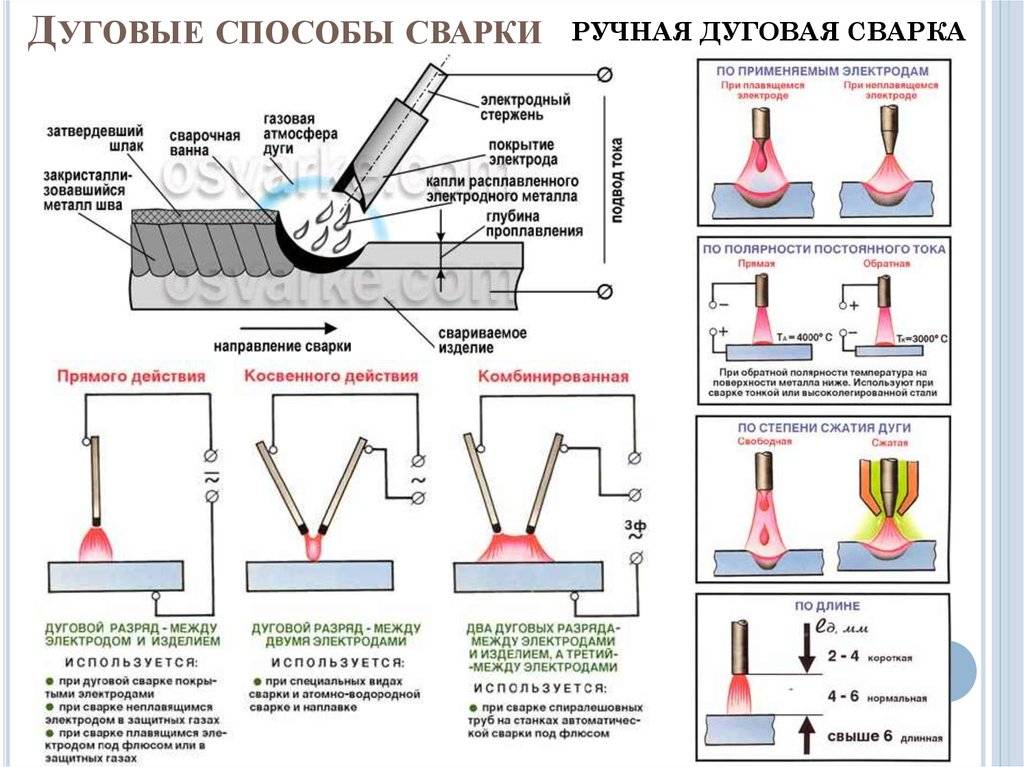
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
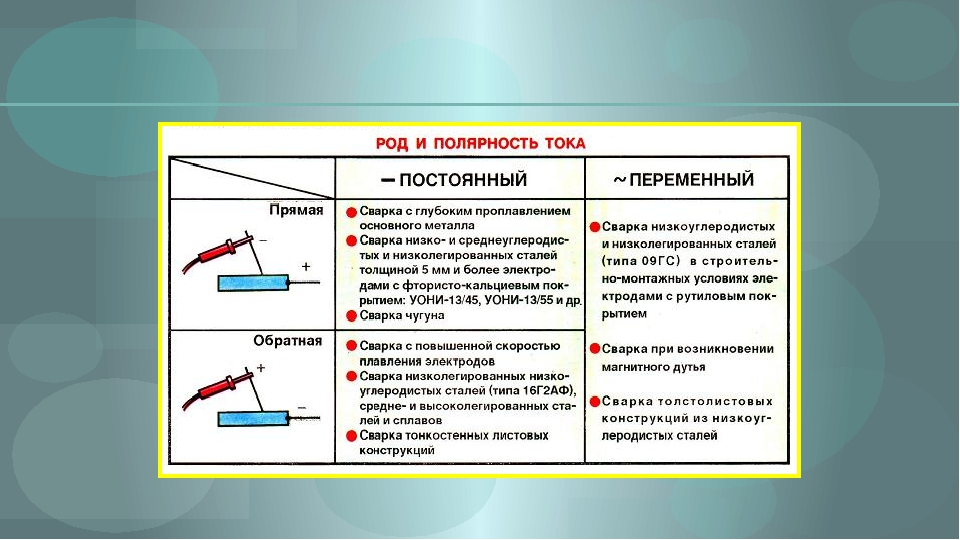
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
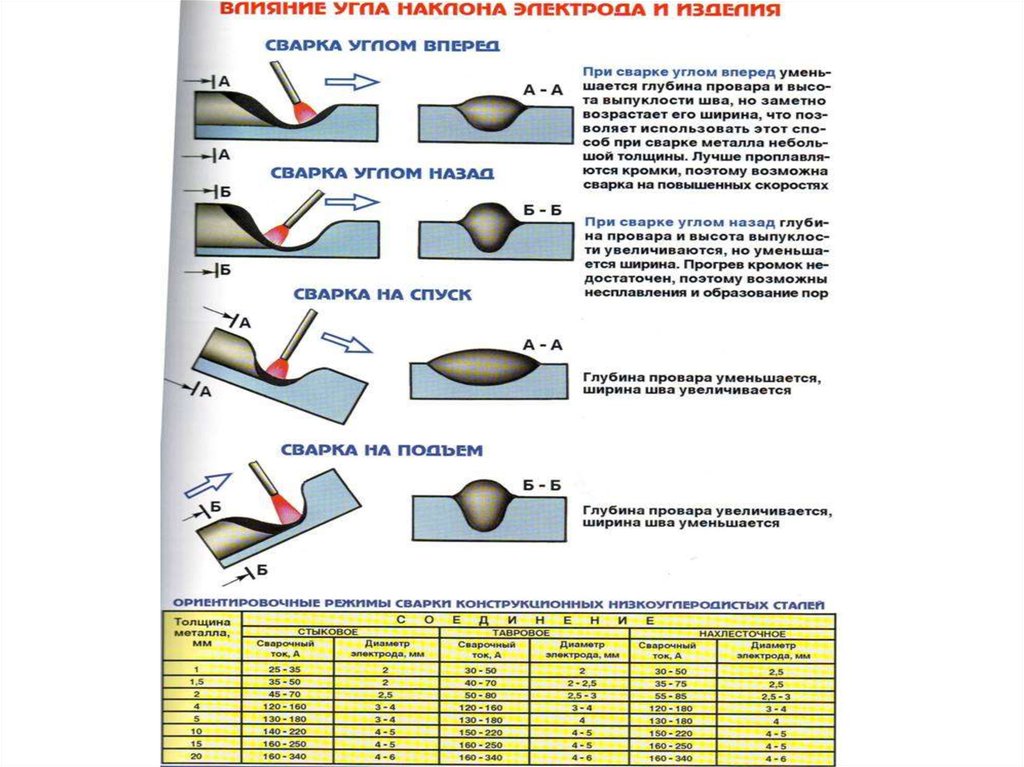
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Необходимые инструменты и оборудование
В процессе выполнения работ потребуются:
- сварочный инвертор (трансформатор), который производит ток заданной силы, необходимой для создания сварочной дуги;
- молоток по металлу;
- щётка для зачистки;
- электрические провода с соединительными муфтами;
- электроды и держатели для них.




Для резки металла целесообразно применять электроды, которые обозначены маркировкой ОЗР. Они отличаются особым покрытием с определённой теплоустойчивостью, обеспечивающим высокую производительность и хорошее качество полосы разреза. При их использовании образуется устойчивая дуга, которая создаёт требуемое количество тепла. Специальные электроды ОЗР позволяют проводить резку постоянным или переменным током из любого пространственного положения.
Резка сваркой – это процесс повышенной опасности для человека. При несоблюдении техники безопасности и отсутствии необходимой экипировки можно получить поражение электрическим током. Видимые и ультрафиолетовые лучи негативно воздействуют на глаза. Выделяющие при резке вредные вещества влияют на функционирование дыхательных путей. Есть угроза получить ожоги поверхности кожи горячим металлом. Поэтому в процессе резки необходимо обеспечить:
- надёжную защиту металлического корпуса сварочного аппарата;
- наличие вытяжной вентиляции в помещении;
- специальную защитную одежду: брезентовую робу, рукавицы, защитную маску с тёмными стёклами, обувь на резиновой подошве, респиратор.
 Резка металла сваркой — как это происходит
Резка металла сваркой — как это происходит
При резке металла в замкнутом пространстве желательно, чтобы снаружи за действиями работника наблюдал помощник, готовый прийти на помощь в экстремальной ситуации.
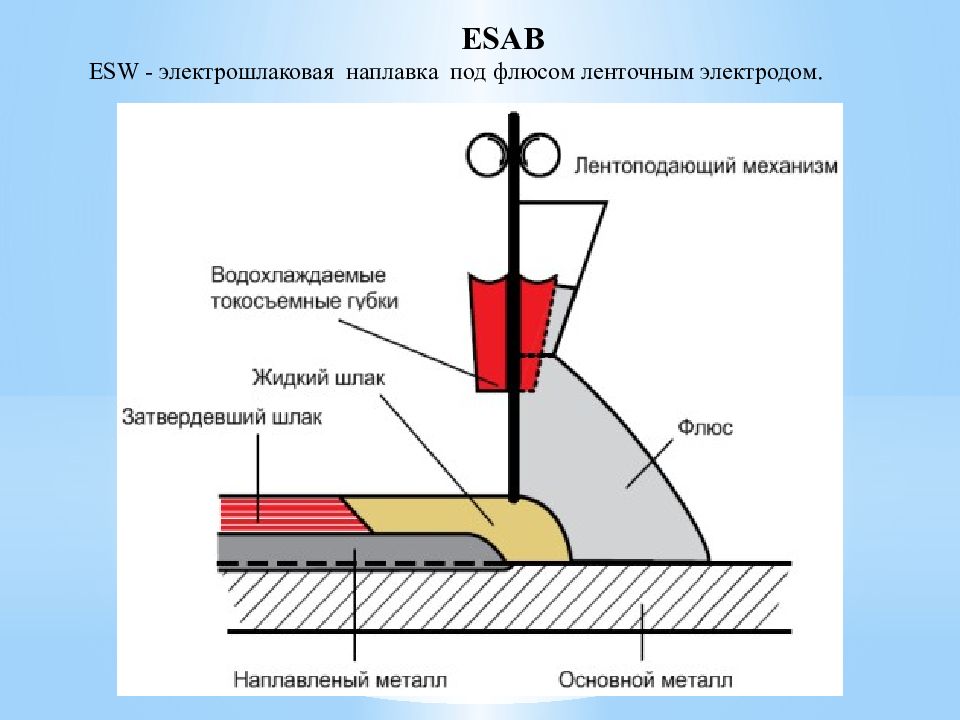
Сварочные флюсы.
Флюсы для сваривания – это неметаллические материалы, которые бывают порошкообразные или пастообразные. Флюсы могут выполнять несколько функций, зависит это, в первую очередь, от способа сварки при котором использовался флюс. Гранулированные зернистые флюсы могут использоваться при дуговой и электрошлаковой сварках. Они создают расплав с очень высокими токопроводящими характеристиками. Еще одна задача, которую решают флюсы в процессе сваривания металлоизделий — защита зоны сварки, сварочной ванны. Именно этот материал помогает сократить такое явление, как разбрызгивание металла во время сваривания.
Применяемый материал при сварке — порошковый или пастообразный флюс, часто используется в процессе газового сваривания.
Заметим, что плавленые флюсы в своем составе содержат окислы и соли силикатов, неплавленые состоят из измельченной руды, минералов, ферросплавов и других связующих веществ. В основном это жидкое стекло, иногда — алюминат натрия.


https://youtube.com/watch?v=I5e-jO2cNOI
https://youtube.com/watch?v=dyacTSMYRm4
Как резать металл электросваркой
При выполнении хозяйственных работ часто используются металлические листы. Возникает необходимость в их подготовке. Так, резку металла удобнее всего выполнять инвертором сварочного типа.

Впервые дуговая резка была применена около 30-40 лет назад, она до сих пор остается популярной на фоне современной плазменной резки за счет простоты использования аппарата, высокой результативности и удобства при проведении работ.
Эксплуатировать оборудование для резки металла с помощью электрода можно без специальных знаний в данной области. Нужно соблюдать элементарные правила безопасности, которые предотвратят поражение электрическим током.

Необходимые инструменты
Перед началом резки листа металла необходимо приобрести и подготовить все инструменты, которые могут понадобиться в процессе выполнения работ. Потребуется:
- Сам сварочный инвертор — optoweek.com.ua/svarochnye-invertory. В продаже устройства представлены в огромном ассортименте, как для бытовых, так и для промышленных нужд.
- Молоток и щеточка.
- Электроды. Можно выполнять резку обычными или специальными расходниками, которые обозначаются маркировкой ОЗР (повышают эффективность процесса и качество конечного результата).
Перед выполнением работ также необходимо приобрести специальную экипировку, которая поможет обезопасить процесс:
- Специальный рабочий костюм.
- Маска со светофильтром, которая защитит глаза.
- Рукавицы из плотного материала.
- Обувь с резиновой подошвой.
Если работы будут вестись в небольшом замкнутом помещении, дополнительно необходимо будет приобрести респиратор.
Этапы резки
На начальном этапе в обязательном порядке проверяется исправность используемых кабелей.
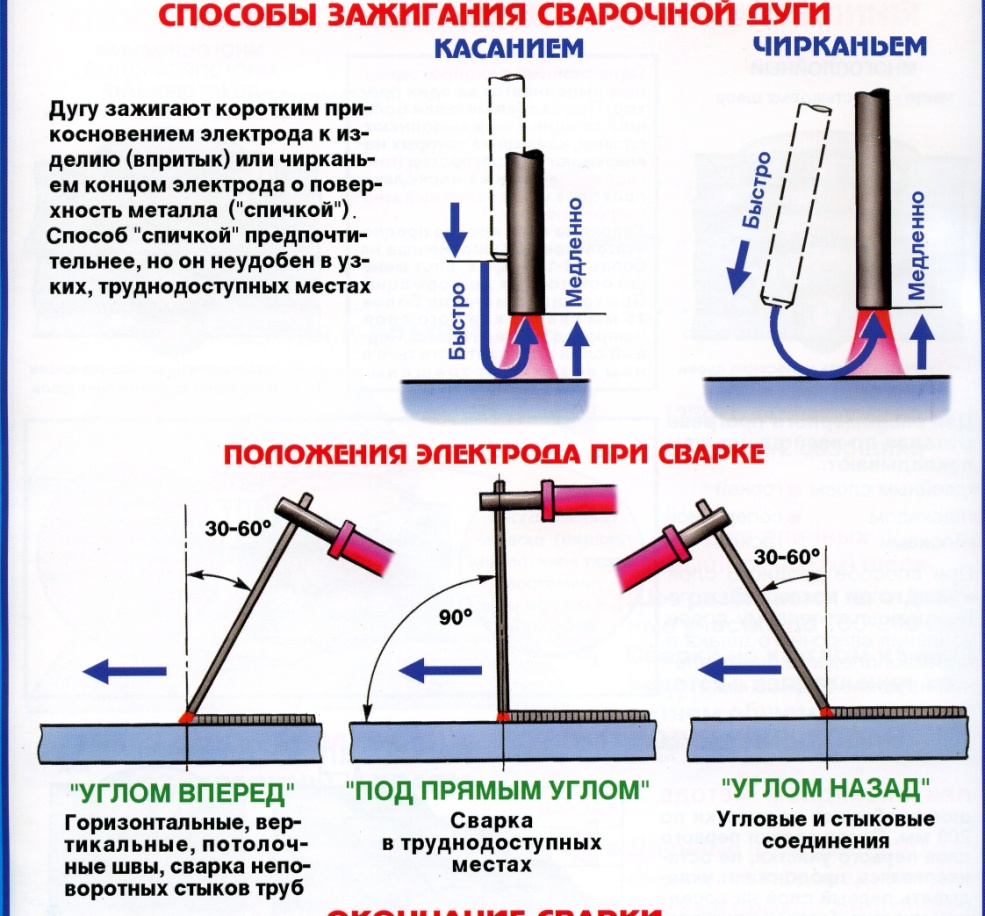
Зажигать дугу можно постукиванием или чирканьем электрода о лист. Новички часто теряются в сложных описаниях процесса сварки. На деле же с зажиганием не возникает проблем, а нормально удерживать дугу вы научитесь уже через 2-3 раза.
Процесс резки металла гораздо проще, чем проведение сварки, к конечному результату не предъявляются особые требования. Резку можно использовать для того, чтобы освоить азы и получить практические знания.

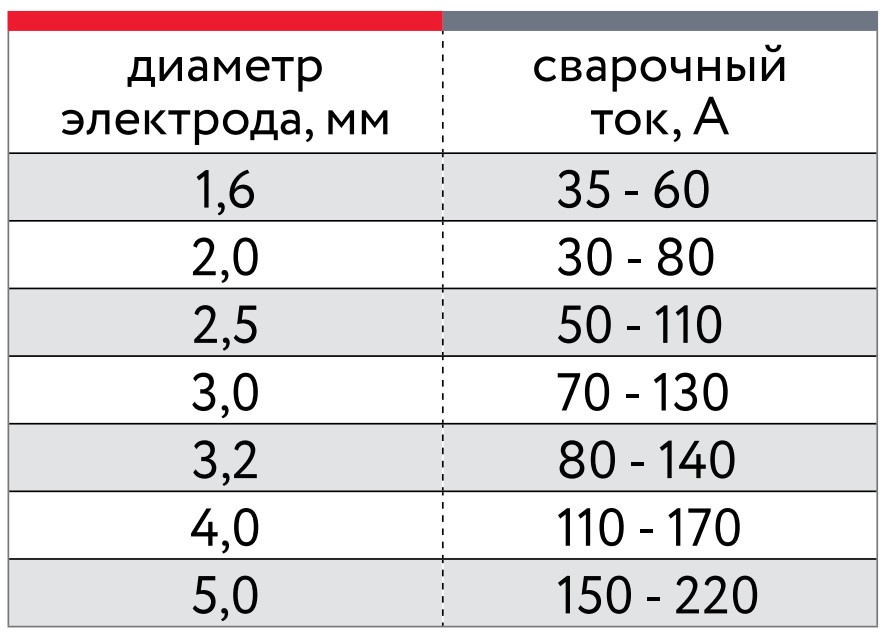
Сила тока подбирается в зависимости от диаметра электрода, от толщины стального листа и вида резки. Резку можно разделить на три вида:
- Разделительная резка. Изначально лист металла нужно установить таким образом, чтобы расплавленный материал беспрепятственно вытекал с места разреза. Для небольших листов резка начинается у края изделия, если работаете с длинным листом — можно начинать с центра (месте старта делается отверстие). Диаметр электрода подбирается таким образом, чтобы он был больше толщины обрабатываемого металла.
- Поверхностная резка. Позволяет делать канавки и углубления на поверхности листа, часто используется борьбы с поверхностными дефектами. Электрод располагает к поверхности под наклоном в 5-10 градусов.
- Резка отверстий. Изначально в металлическом листе делается небольшое отверстие, которое затем постепенно расширяется до нужного диаметра. Электрод устанавливается перпендикулярно к обрабатываемой поверхности.
Главное выбрать электрод нужного диаметра. Тонкий металл можно резать электродом в 3 мм, для более толстого материала используют 4-5 мм электроды.
Другие способы
Газовая резка. Ацетилен подогревает металл до того момента, пока он не начинает гореть в кислороде. Далее с помощью специального оборудования подается тонкая струя кислорода под давлением в 12 атм. С помощью газовой резки можно получить аккуратный срез с ровными кромками. Резка не применяется для работы с нержавейкой и алюминием.
Плазменная резка. Между вольфрамо-лантановым электродом и металлической поверхностью создается дуга, одновременно подается газ, который преобразовывает дугу в плазму. Плазменная струя легко входит в металл и оставляет ровный срез.
Преимущества инверторных сварочных аппаратов
Для соединения металлических конструкций необходим опыт и сам сварочный аппарат. Лучший вариант — это использование инверторного оборудования, которое отлично подходит для работы в домашних условиях. Такое устройство стоит недорого, отличается маленькими габаритами и весом. Небольшие размеры не влияют на качество выполнения сварочных работ. Все соединения получаются аккуратными и надёжными. С такой сваркой справится мастер даже невысокой квалификации.
Конструкция инверторного сварочного аппарата состоит из таких элементов, как:
- Блок питания с фильтром и специальным выпрямительным блоком.
- Инверторный блок отвечает за преобразование постоянного напряжения в переменный высокочастотный ток.
- Для понижения величины высокочастотного тока используется трансформатор. Именно он отвечает за безопасность и предотвращает перегрев оборудования.
- Силовой выпрямитель служит средством подачи постоянного тока на выходе устройства.
- Управлением устройства занимается электронный блок.
В инверторной сварке используются различные инновационные технологии, которые помогли значительно снизить габариты и массу установки. За счёт небольших размеров её легко хранить дома или устанавливать в любое удобное место во время работы. Вес такого оборудования колеблется в пределах 5—15 кг. То есть перенести сварочный аппарат, не составит труда.
Это устройство помогает сварить любые металлические конструкции, если правильно работать на инверторном сварочном аппарате. В комплекте к оборудованию доступна инструкция, в которой есть масса различных полезных сведений, указывающих как правильно варить инверторной сваркой, выбирать электроды в зависимости от типа металла и т. д. Такая брошюра будет полезна даже опытным специалистам.
При покупке важно обращать внимание на присутствие инструкции на русском языке, ведь использовать сварку вслепую сложно, не говоря уже об опасности. Встречаются такие случаи, когда аппаратуру покупают «с рук», а инструкцию старые хозяева потеряли. Тогда лучше всего найти специалиста, который наглядно покажет основные моменты управления сваркой
Самостоятельно начинать испытывать её, не имея даже банальной инструкции нельзя
Тогда лучше всего найти специалиста, который наглядно покажет основные моменты управления сваркой. Самостоятельно начинать испытывать её, не имея даже банальной инструкции нельзя.
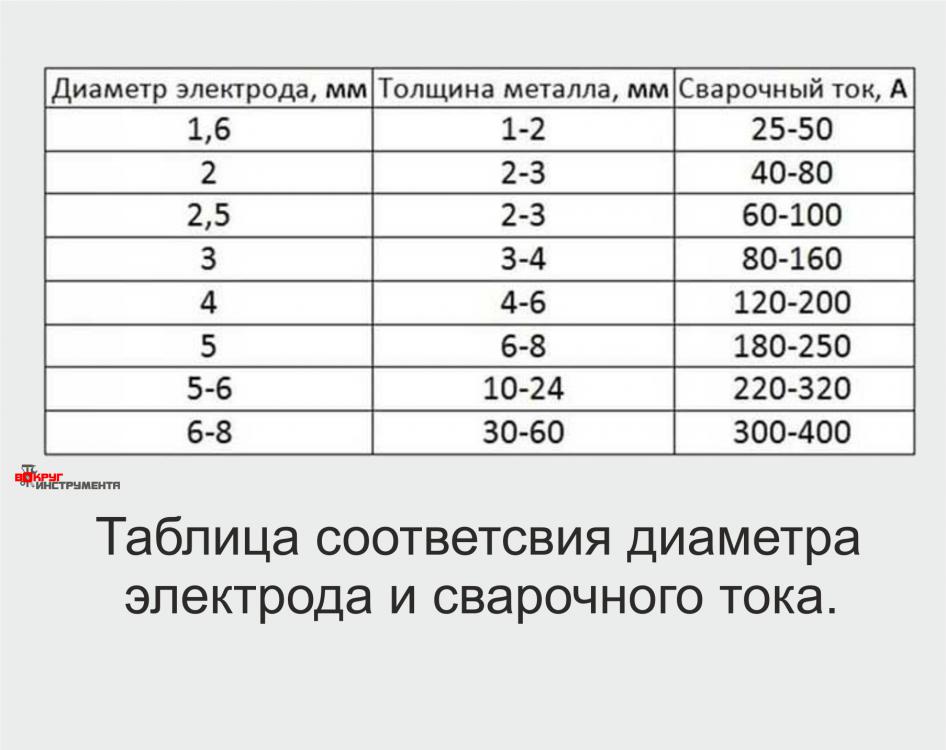
Подбор силы тока
Чтобы освоить сварку инвертором новичку важно научиться правильно выставлять силу тока. Она выбирается исходя из толщины свариваемого металла
Если число ампер будет слишком высоким, то шов получится чрезмерно вплавленным и местами с прожогами до дыр. Такое соединение легко сломать при нажиме.


Когда сила тока мала, наплавленный металл остается на поверхности без глубокой проплавки. На отоплении такие швы скоро дадут течь. Металлоконструкции окажутся непрочными и могут распасться.
Регулировка ампер на инверторе осуществляется переключателем на торцевой панели. Значения отображаются на цифровом дисплее или нарисованной шкале. Для создания оптимальных соединений следует выбирать следующую силу тока:
| Сила тока, А | Толщина металла, мм |
| 35-55 | 1,5 |
| 45-75 | 2 |
| 90-125 | 3 |
| 125-165 | 4 |
| 140-170 | 5 |
| 160-200 | 6 |
Положение электрода при сварке. Электрододержатель, держак
Электрод вы вставляете в электрододержатель (сварщики называют его ‘держак’). Он должен быть удобным, легким, в нем должны быть канавки для установки электрода под различными углами. Существует много разных электрододержателей по конструкции и области применения. Как правило, известные изготовители комплектуют сварочные аппараты вполне приличными электрододержателями, и вам нет необходимости задумываться об их модификациях. Когда вы вставляете электрод в держатель обязательно проверьте (покачиванием) надежность его крепления в держателе. Иначе в месте крепления будет возникать искрение и дуга у вас будет либо неустойчива, либо вообще не зажжется.
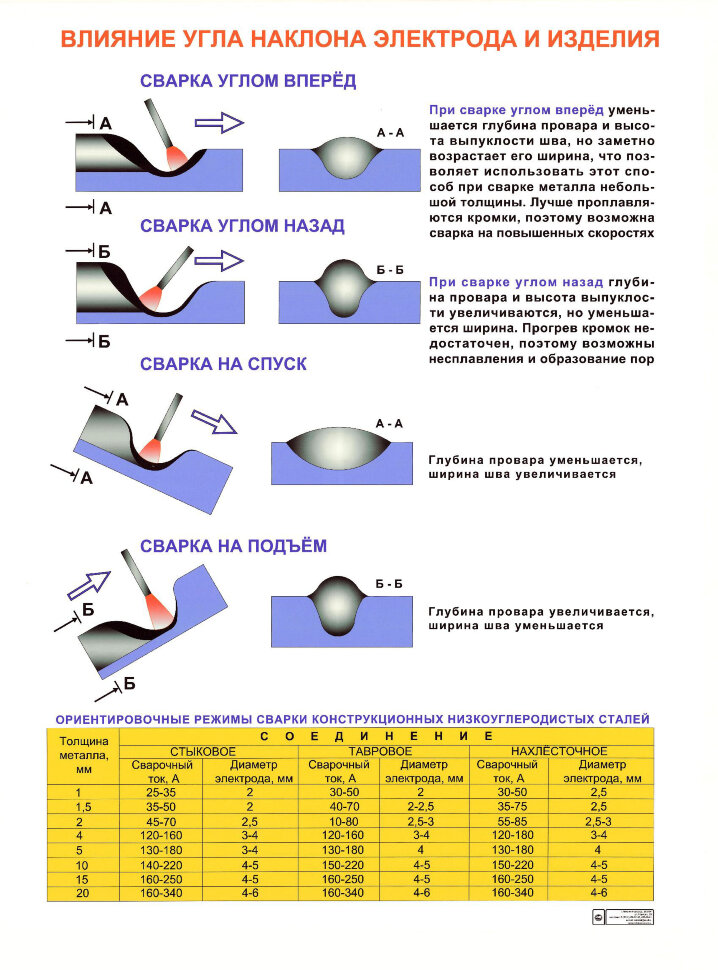
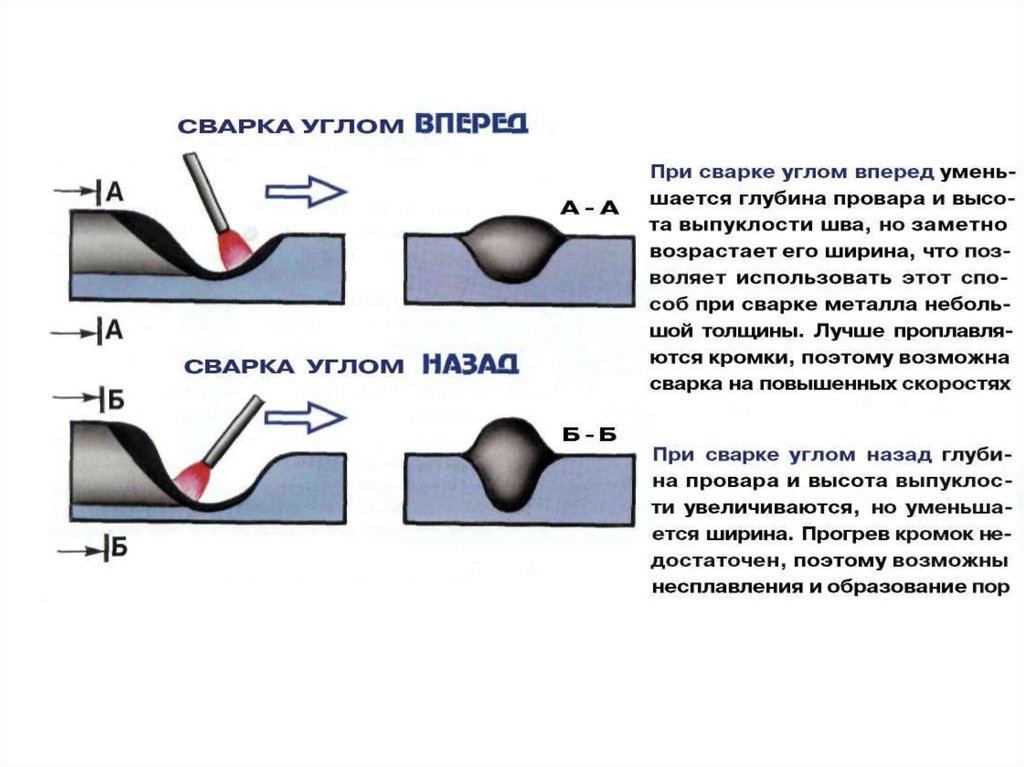
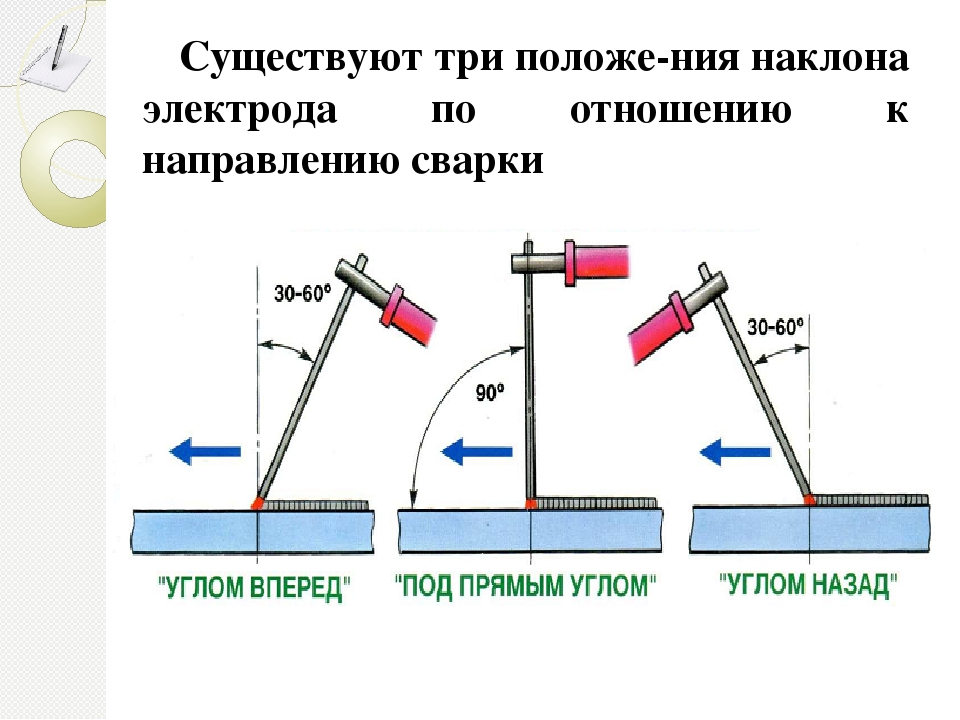
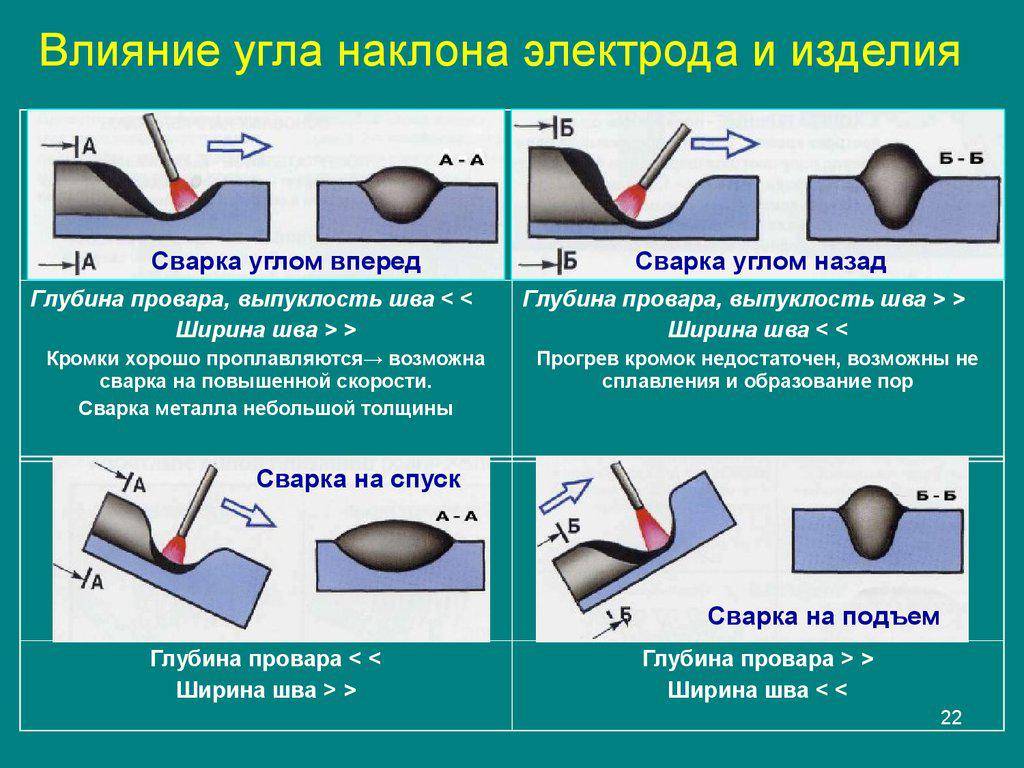
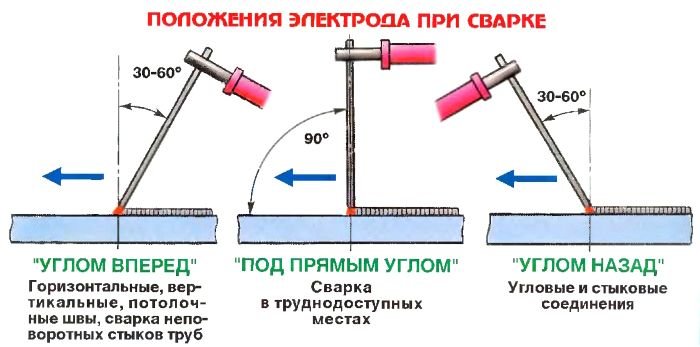
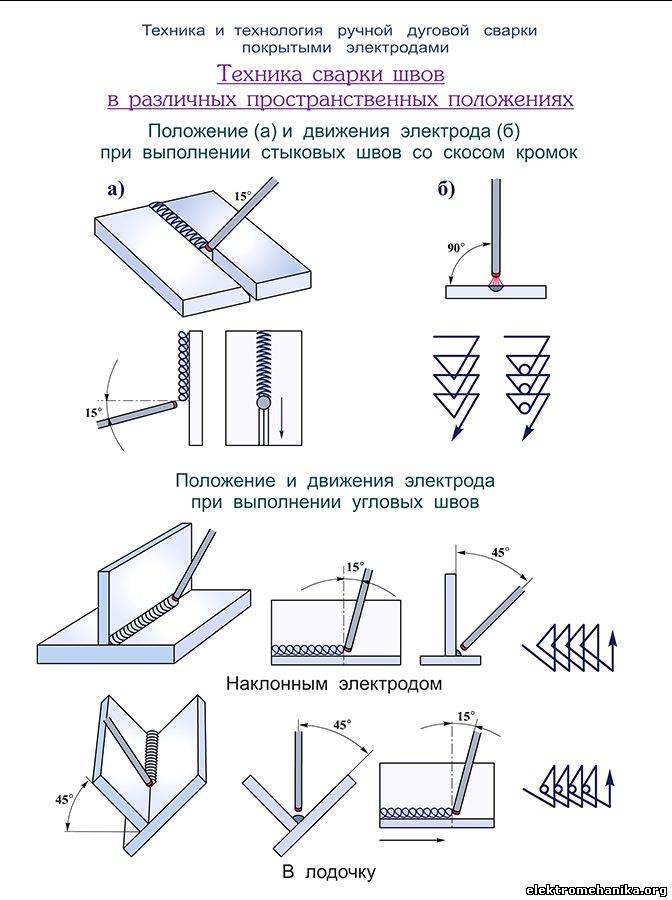
Итак, как мы держим электрод? По отношению к плоскости шва он может находиться под углом 30-60° от вертикали, либо под прямым углом. При выполнении вертикальных швов снизу вверх угол должен быть 45-50° вниз от горизонтали. Если сверху вниз — 10-20° вниз от горизонтали. Кроме того процесс определяется направлением движения. При сварке углом ‘вперед’ (от себя) уменьшается глубина провара, уменьшается высота выпуклости шва, но заметно увеличивается ширина шва, что позволяет рекомендовать это положение для соединения металлов небольшой толщины. В этом случае расплав и шлак движется впереди электрода. У этого метода есть ряд недостатков — например, накапливается много жидкого шлака впереди электрода, он стекает на металл, мешает поддержанию дуги. Возможны непровары и шлаковые включения. В этом случае необходимо выровнять положение электрода до вертикального.
Вообще говоря, вы будете наблюдать, как поток металла и дуга ‘отталкивают’ расплав в сварочной ванне и будете наблюдать различие при разном положении электрода.
Сварка под ‘прямым углом’ (электрод движется от вас) позволяет жидкому шлаку двигаться следом за сварочной ванной, накрывая жидкий металл шва сразу за электродом. Это обеспечивает формирование качественного валика.
Кроме того, при сварке электродами с рутиловым покрытием наклон электрода в сторону будущего шва должен быть всегда больше, чем для электродов с основным покрытием.
Самый распространенный способ — ‘углом назад‘.
При сварке ‘углом назад’ глубина провара и высота выпуклости увеличиваются, но уменьшается ширина. Прогрев кромок недостаточен, поэтому возможны несплавления и образование пор. При чрезмерном наклоне электрода вы увидите, как под воздействием дуги шлак выталкивается из ванны, оголяя металл. Это вызывает быстрое остывание металла шва. Это отрицательно сказывается на качестве шва. Шов получается неравномерный, чешуйками и значительными перепадами по краям к основному металлу. Необходимо поддерживать такой угол, чтобы жидкий шлак следовал непосредственно за электродом и не вытеснялся силой дуги.
К сожалению в статьях периодически встречаются ошибки, они исправляются, статьи дополняются, развиваются, готовятся новые. Подпишитесь, на новости, чтобы быть в курсе.
‘Поскольку полярность ‘электрод-изделие’ меняется 50 раз в секунду, то это вызывает . ‘ мммммм, то есть вы не в курсе, что частота переменного тока 50гц, что вовсе не означает смену 0/фаза 50 раз в сек. Или вы тоже считаете, что ‘+’ это поток протонов, а ‘минус’ электронов? Я вообще считал, что ноль подсоединяется к изделию, а фаза подается к электроду. Читать ответ.
Сам я работаю сварщиком 25 лет. Умею все, но объяснять не горазд. Сейчас мой сын решил пойти по стопам своего отца. Я поискал в интернете материал, чтобы ему основы усвоить. И остановился на Вашем. Спасибо. Читать ответ.
Почему крошится, трескается, разрушается бетон в фундаменте, дорожке, . Залили летом дорожку и фундамент. После зимы видны серьезные разрушения, наблюда.
Садовая скамейка своими руками на дачном участке. Конструкция садовой скамейки. Как сделать своими руками удобную лавочку на даче.
Столбы забора, ограды своими руками. Поставить, установить, вкопать са. Столбы для забора, ограды. Сделаем хорошую опору для забора, чтобы забор прослуж.
Соединим алюминиевый, медный провод. Кабель, проводка. Квартира, дом, . Как соединить алюминиевый и медный провод? Соединение медных и алюминиевых прово.
Стиральная машина. Не крутится барабан, не отжимает, течет вода, нет с. Если стиральная машина не отжимает, не крутится барабан, течет вода, нет слива.
Неисправности пылесосов. Выбивает пробки, коротит, дымит, не сосет, не. Что сломалось в пылесосе? Определите сами за 5 минут. Решите, что делать дальше.
Задать вопрос, спросить электрика. Ответ онлайн, он-лайн, online, on-l. Здесь Вы можете спросить меня про электропроводку, электрику и другие тонкости э.
Резка электродами: плюсы и минусы
Каждый из способов обработки материалов с помощью электродов характеризуется собственными преимуществами и недостатками.
Преимущества резки:
- удобство и простота процесса даже для начинающего исполнителя, не обладающего специальной квалификацией;
- не требуется никакого специализированного оборудования;
- безопасность процесса для исполнителя.
Недостатки резки:
- скорость резки зависит от толщины обрабатываемого металла;
- при увеличении толщины скорость значительно уменьшается;
- плохое качество получаемого реза, он отличается неровностями и натеканиями;
- низкая производительность.
Электроды для резки металлов: виды, достоинства и недостатки
1. Металлические электроды для ручной дуговой резки металла со специальным покрытием. Данные материалы улучшают качество реза. Состав покрытия позволяет сделать комфортным рабочий процесс, а также:
- предотвратить переход дуги на боковые поверхности реза;
- обеспечить стабильность горения дуги и исключить возможность ее гашения;
- способствовать окислению металла в месте реза и создавать давление газа в месте плавления.
Отличия электродов для резки от обычных для сварки: высокая тепловая мощность дуги; высокая теплостойкость обмазки; интенсивная окисляемость жидкого металла.
Металлические расходники целесообразно применять для удаления дефектных швов, прихваток, заклепок, болтов, разделки трещин.
Рекомендуется выполнять прокалку сварочных материалов в течение 1 часа при температуре 170°С, если на упаковке не указано иначе  Также стоит отметить, что для ручной дуговой резки металла подойдут и обычные сварочные электроды. Для проведения работ необходимо только увеличить показатель тока на 30-40%, вид напряжения зависит от марки применяемых расходников.
Также стоит отметить, что для ручной дуговой резки металла подойдут и обычные сварочные электроды. Для проведения работ необходимо только увеличить показатель тока на 30-40%, вид напряжения зависит от марки применяемых расходников.
Однако, существует несколько недостатков использования обычных прутков:
- увеличение расхода электродов и электроэнергии;
- обмазка некоторых стержней не предназначена для работы в подобных режимах, происходит плавление покрытия и его стекание в рабочую зону. Из-за этого становится затруднительным получить качественный рез.
Поэтому рекомендуется использовать специализированные электроды для резки.
Предлагаем посмотреть ролик, где известный в Ютубе сварщик дядя Гена тестирует марку Zeller 880AS:
 2. Рабочий процесс с применением угольных (графитовых) электродов практически не отличается от резки с помощью металлических прутков. Электрическая дуга полностью проплавляет металл и он стекает вниз, под действием гравитации. Однако, есть некоторые отличия: угольные расходники не расплавляются, а постепенно сгорают. Это уменьшает количество расплавленного металла и шлака. Т.е. срез получается более чистым.
2. Рабочий процесс с применением угольных (графитовых) электродов практически не отличается от резки с помощью металлических прутков. Электрическая дуга полностью проплавляет металл и он стекает вниз, под действием гравитации. Однако, есть некоторые отличия: угольные расходники не расплавляются, а постепенно сгорают. Это уменьшает количество расплавленного металла и шлака. Т.е. срез получается более чистым.
Еще одно преимущество угольных расходников – они способны разогреться до высоких температурных величинах при небольших значениях силы тока. При этом, температура плавления прутков достаточно высока и превышает 3800°С, что обеспечивает долговечность и экономичность применения данных материалов.
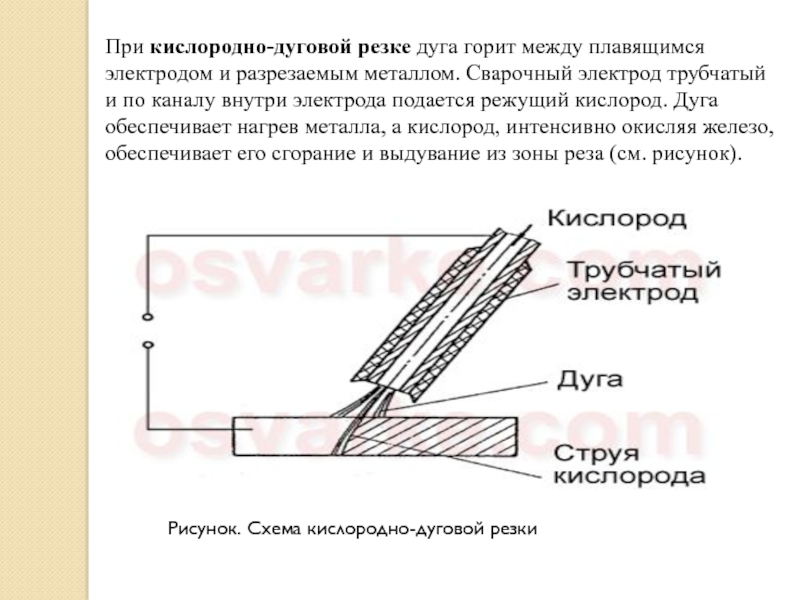
Угольные (графитовые) электроды используются для ручной дуговой и кислородно-дуговой резки.
Резка осуществляется на постоянном токе прямой полярности, “сверху-вниз”. Возможно применение и переменного тока.  3. Трубчатые электроды предназначены для кислородно-дуговой резки. Основное отличие данных материалов – в качестве плавящего элемента выступает не сварочная проволока, а полая толстостенная трубка. Суть процесса включает несколько этапов:
3. Трубчатые электроды предназначены для кислородно-дуговой резки. Основное отличие данных материалов – в качестве плавящего элемента выступает не сварочная проволока, а полая толстостенная трубка. Суть процесса включает несколько этапов:


- дуга возбуждается между электродом и обрабатываемым изделием;
- металл плавится под воздействием электрической дуги;
- кислород, поступающий из трубки, окисляет металл по всей толщине и выдувает его.
Основной недостаток такого вида процедуры – поток кислорода отрицательно влияет на стабильность горения дуги.
4. Вольфрамовые неплавящиеся электроды используются для проведения дуговой резки в защитной среде и плазменно-дуговой резки.
Сущность первого метода заключается в том, что для резки устанавливается повышенная величина тока (примерно на 20-30% больше, чем при сварке) и металл проплавляется по всей толщине.
Плазменно-дуговая резка подразумевает возбуждение дуги между обрабатываемым металлом и вольфрамовым электродом.
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.
Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
- Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
- Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
- Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.
Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте. После его остывания нужно убрать шлак и окалину
Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз
После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.