Как сделать споттер
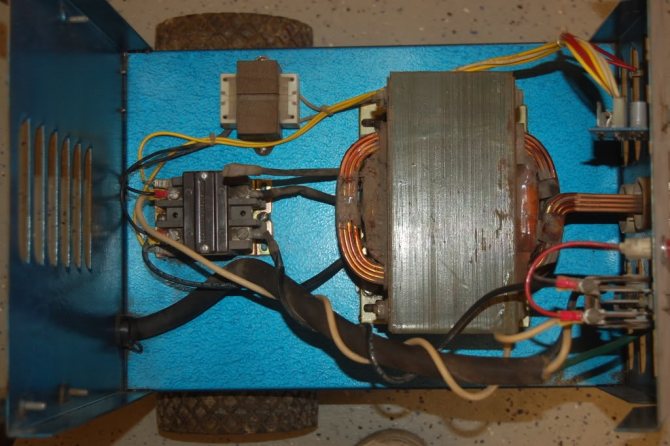
Чтобы сделать работающий споттер своими руками из сварочного аппарата вам понадобится работающий трансформатор. Поиск трансформатора— не такая уж сложная задача. Его можно достать из старого полуавтомата/инвертора или купить с рук на онлайн-досках объявлений. Лучший вариант — это найти трансформатор со сгоревшей вторичной обмоткой.
Перейдем к сути. Для начала нужно снять вторичную обмотку, если у трансформатора их две. Далее намотайте на первичную обмотку пару витков проволоки из меди и с помощью тестера определите, сколько вам нужно намотать витков для 1 Вольта. В нашем случае понадобится 1.5 витка или 3 витка на 2 Вольта соответственно. Тестером мы замеряли вольтаж и разделяли на кол-во витков.
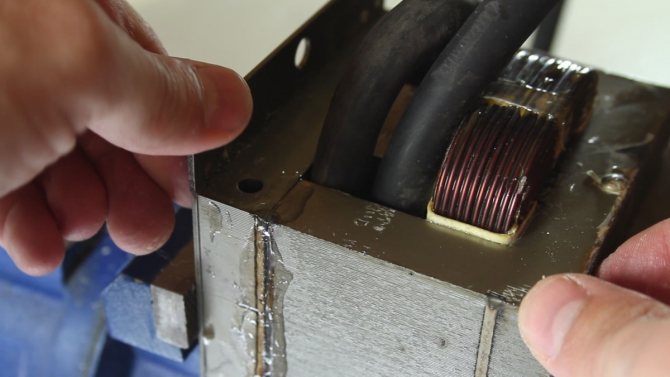
Теперь из вторичной обмотки вам нужно сделать шину. Ее можно смотать от самого трансформатора. В нашем случае шина сечением 40мм2. Мы ее растянули с помощью гидравлического инструмента, чтобы получилась прямая ровная шина.
Применяемая нами шина будет иметь сечение 160мм2 после того, как сложить ее в 4 раза. При этом после намотки мы получим около 5-6 Вольт. Нам этого достаточно. Разрубите шину на четыре куска и соедините. Для соединения можно использовать матерчатую изоляционную ленту. На все у нас ушло около 6 рулонов изоляционной ленты. Саму изоляцию лучше делать в несколько слоев. Например, сначала изолента, затем малярный скотч, затем снова изолента.
Теперь шины нужно намотать на трансформатор. Это непростая задача, можете использовать подручные инструменты. Учтите, что сделать плотную обмотку не получится, но это не страшно.
На этом этапе вы, скорее всего, столкнетесь с проблемой нехватки мощности. Здесь теория не поможет. Нужно самому методом проб и ошибок искать решение этой проблемы. В нашем случае наилучшим решением стало подключение проводов на первичной обмотке в последовательности 1+8 и 4+5. Перед этим мы на подключение установили полуавтоматический выключатель на 16А, чтобы проводка не сгорела. Силовая часть споттера готова.
Сборка пускового устройства
Наш споттер будет работать в ручном режиме. Понадобится трансформатор 12В от старого лампового телевизора, реле 30А (можно взять у жигуля), диодный мост («таблетка»), контактор 220В и кнопка (ее можно взять с какого-нибудь оборудования).
Схему не прилагаем, но объясним принцип действия этого устройства. Трансформатор от телевизора управляет реле. Управление осуществляется с помощью кнопки, ее можно установить на рукоятку самого споттера. При нажатии кнопки замыкается контактор, который подключен к реле с помощью провода. Еще один провод от контактора пустите прямо на выключатель. Вот и все.
Соберите все компоненты воедино и установите на станину. Можно приступать к работе.
При подключении самодельного споттера постарайтесь избежать потерь тока
Это очень важно, поскольку сварка осуществляется методом сопротивления. Наша рекомендация проста: не используйте длинные кабели
Короткие подойдут намного лучше. Также выбирайте кабели с большим сечением. Не забывайте тщательно зачищать металл перед проведением работ.
Также учтите, что самодельный споттер из сварочного аппарата не будет таким же компактным, как заводские модели. Лучше всего использовать этот прибор стационарно, так его применение будет наиболее комфортным.
Наиболее распространенные способы
Прежде чем говорить о самых доступных для пользователя способах сваривать пластмассу, нужно определиться с областью применения этого способа крепежа в домашних условиях.
Как правило, это либо герметичное соединение пластиковых водопроводных труб, в том числе на участках, где вода курсирует под давлением, либо соединение листового пластика в различных целях — изготовление каких-то изделий, ремонт пластиковых канистр, баков, бамперов.
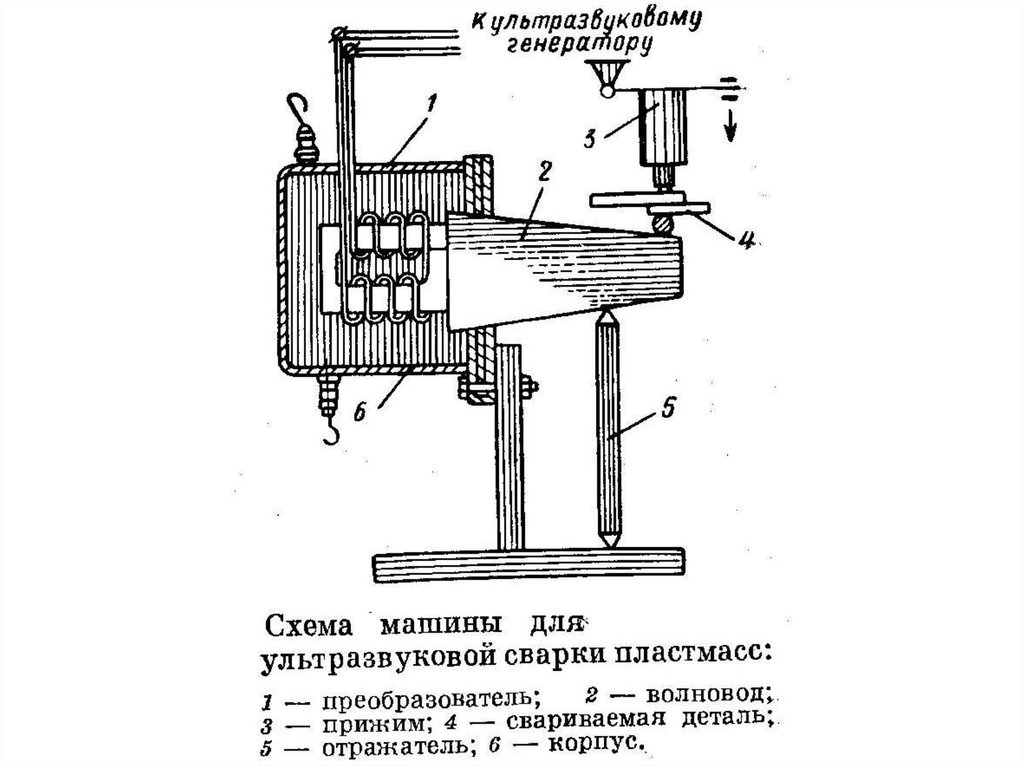
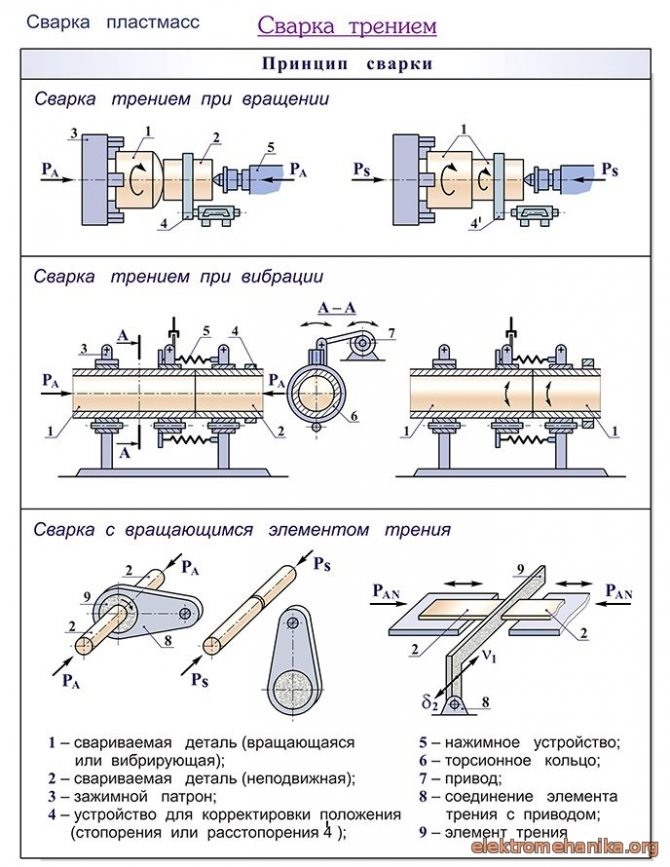
Далее будет сделан упор на методы и инструмент для ручной сварки пластика, поскольку машинные способы сваривания связаны со сложным и дорогим оборудованием. К ним относятся лазерная, инфракрасная, ультразвуковая сварка пластика, сваривание трением и некоторые другие способы. В то же время соединение с помощью прямого контакта с термоинструментом, с помощью раскаленного газа либо экструдера, технологически вполне доступно для домашнего мастера или выездного ремонтника.
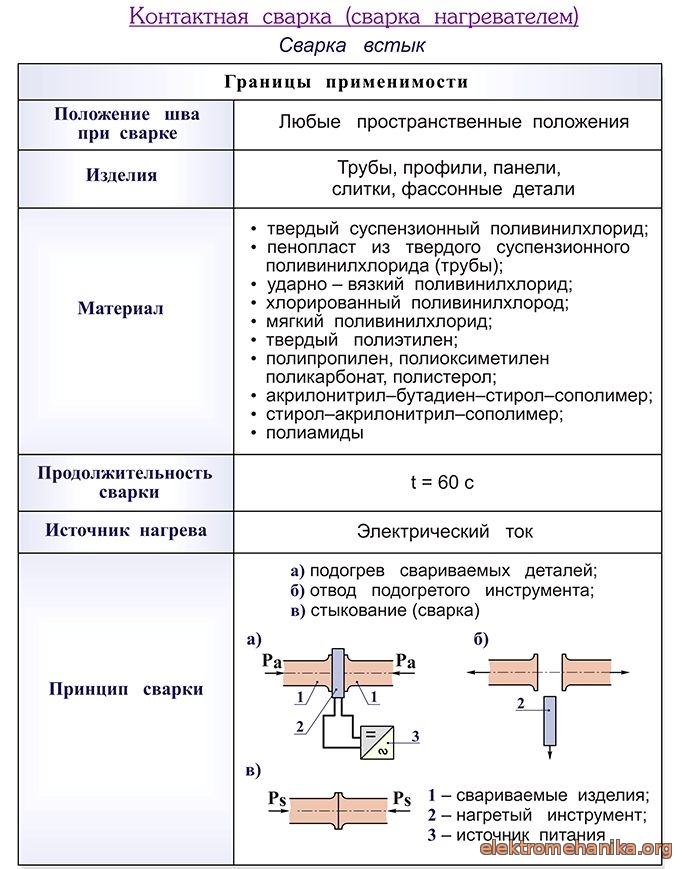
Сварка без присадочного материала
Решающее значение при выборе режимов сварки имеет степень отверждения полимера. С увеличением степени отверждения ухудшается свариваемость.
При более интенсивном нагреве и большем давлении свариваемость материалов с повышенной степенью отверждения улучшается. Например, стеклопластики с повышенной степенью отверждения более стойки к термической деструкции. Чтобы достигнуть необходимой прочности соединения, их нужно прогревать длительное время.
С увеличением давления па соединяемые поверхности, вплоть до 65 кгс/см2, прочность сварного шва резко возрастает. Дальнейшее повышение давления мало сказывается на качестве сварки, что указывает на достижение полного контакта.
С повышением интенсивности нагрева возрастает пластичность материала, поэтому можно достигнуть такой же прочности соединения и при более низком давлении. Пределом интенсификации нагрева является термическая деструкция, которая приводит к снижению прочности сварного соединения.
Для сварки изделий из стеклотекстодитов, полученных на основе модифицированных фенолоформальдегидных смол, оптимальная величина давления 40÷50 кгс/см2. Для изделий из стеклопластиков на основе полиэфирных и эпоксидных смол полный контакт достигается легче и максимальная прочность шва получается при меньшем давлении (25—30 кгс/см2).
При сварке изделий из отверждающихся смол с порошкообразным наполнителем (например, из пресс-порошка марки К-18-2) давление не должно превышать 25—30 кгс/см2, так как этот материал при повышенных температурах имеет низкую прочность при сжатии.
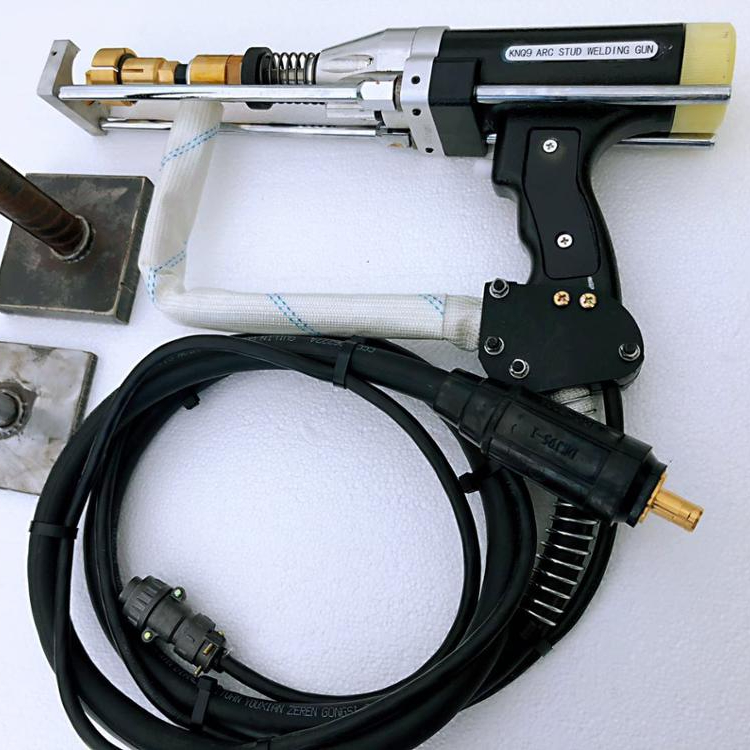
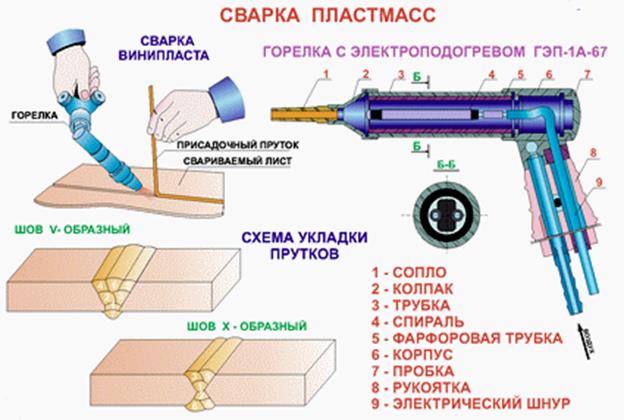
Конструкция
Такое название этот инструмент получил потому, что внешний вид по своей форме напоминает этот вид огнестрельного оружия. В роли условного ствола выступает несгораемый электрод, а на рукоятке имеется спусковой крючок.

Сварочный пистолет для пластика имеет достаточно простое устройство. В нем имеются электронагреватель и вентилятор, встроенные в единый корпус, обладающий компактностью. Рекомендуется выбирать пистолеты, оснащенные ручной регулировкой температуры, оснащенный оцифрованной шкалой. Это вносит большое удобство в осуществление сварочного процесса. Вырабатывается навык самостоятельного подбора необходимой температуры.
В простых моделях установлен несложный регулятор, имеющий поворотное устройство, а в более дорогих моделях имеется электронная регулировка, которая является менее надежной при эксплуатации. С источником питания пистолет соединяется с помощью кабеля.
Термопистолет для сварки пластика имеет в своем составе пластиковый стержень, вводимый в область сварочного процесса. При расплавлении стержня его металл заполняет зазор между соединяемыми изделиями. Его состав должен соответствовать материалу соединяемых деталей.
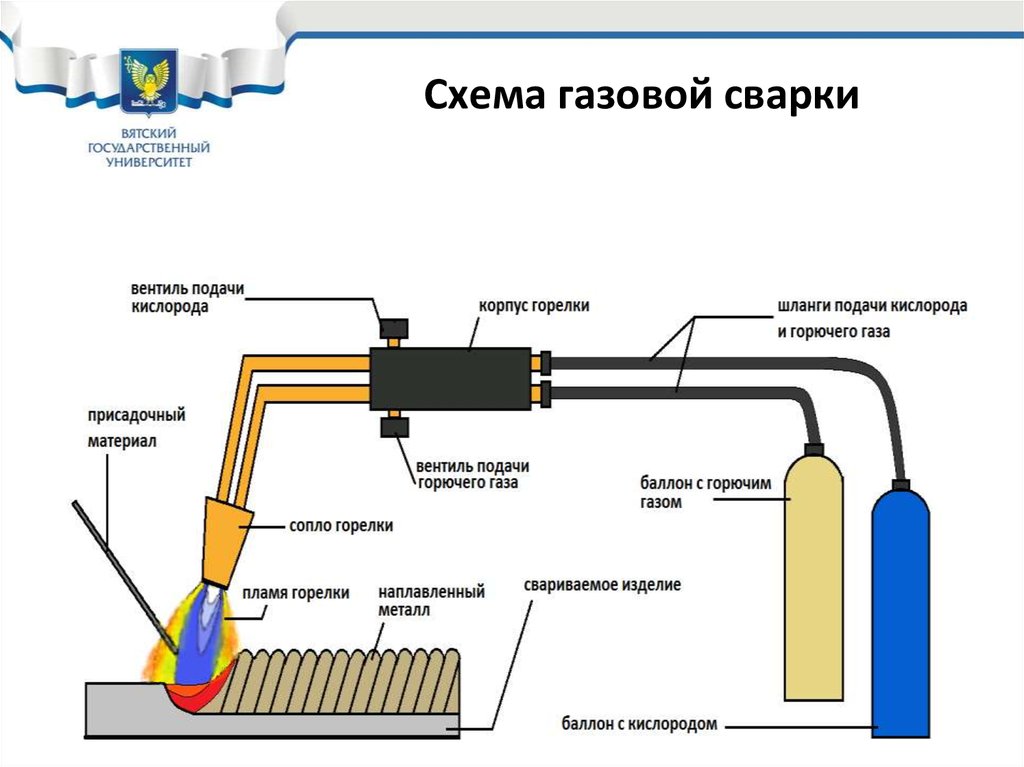
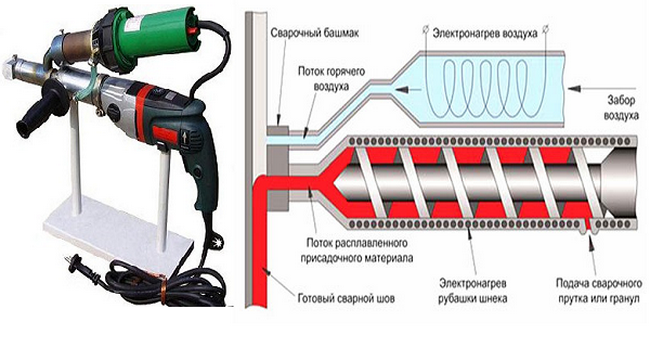
Раскаленный газ
Сварка пластика газом означает, что для размягчения материала используется направленный поток раскаленного воздуха либо промышленного газа — аргона, азота и других. В бытовых условиях обычно применяется воздух, а инструментом для его подачи служит строительный фен.
Температура подаваемого газа должна быть примерно на 80-100 ° выше, чем температура вязкотекучести, то есть размягчения до нужной кондиции свариваемого металла. В этих условиях также необходимо обеспечивать давление на соединяемые кромки пластика. Для этого может использоваться прижимной валик, которым ведут вдоль шва вслед за феном (требуется помощь другого человека), либо специальные фиксирующие насадки на фен.
Такая насадка позволяет сжимать поверхности во время сварки. Специально для обработки широкоформатных листов — баннеров, тентов, элементов крови — разработаны щелевые и формировочные насадки на типовой промышленный фен (тепловой пистолет).
В промышленности чаще применяется специальный газовый состав, обеспечивающий отсутствие окислов в сварном шве, которые ослабляют его структуру. В быту это некритично, так как нагрузка на пластмассовые детали обычно незначительна.
Нагрев газом налагает ограничение на толщину свариваемого материала — не более 2 мм. Оптимально — 1,5 мм.
Газовое сваривание пластика может быть как без применения присадочного материала, так и с присадкой. Роль присадки играют так называемые электроды — стержни из пластмассы различных марок (подбираются исходя из марки пластика), диаметром от 2 до 6 мм.
Называть их электродами не совсем корректно. Никакой ток по ним при газовой сварке не идет (почти все пластики — диэлектрики). Но название прижилось просто по аналогии со сваркой металла.



Использование присадки позволяет увеличить прочность шва и углубить сварной шов. Этот способ подходит для скрепления более толстых деталей. Возможна как ручная подача присадки с прикаткой валиком, так использование специального оборудования — экструдера, экструзионного пистолета.
Армирующая сетка
Также домашние мастера могут задействовать в своей работе такое приспособление, как армирующая сетка для пайки твёрдого пластика.

Она нужна для того, чтобы конечный результат получился более прочным и долговечным. Такую сетку располагают с внутренней стороны конструкций.
Потом с помощью паяльника или фена её нагревают и в таком состоянии вдавливают в пластик при помощи отвёртки. Сетка должна стать своеобразным каркасом, скрепляющим и упрочняющим деталь.
Излишки пластика, появившиеся в результате армирования, можно удалить с помощью шлифовальной машинки или обыкновенного ножа. При аккуратной работе с внешней стороны следов трещин и разломов не будет видно даже вблизи.
Пистолет (фен)
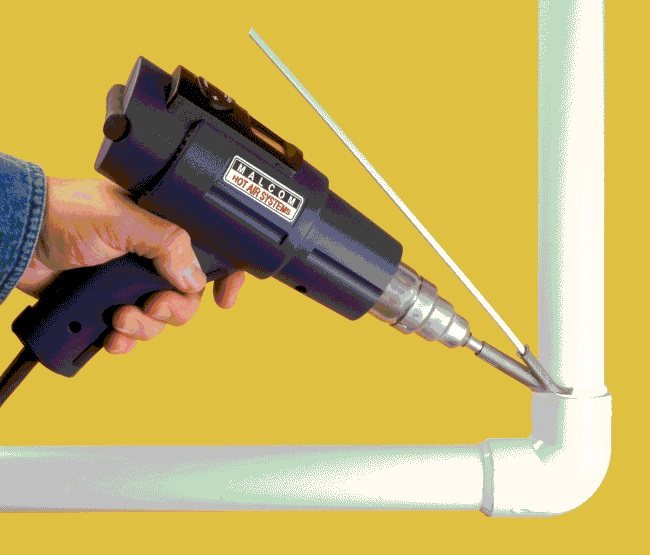
Наиболее подходящим инструментом для ремонта пластмассы является пистолет мощностью 1600 Вт (или выше). Температура воздушного потока в зависимости от модели пистолета находится в пределах 80-700 градусов по Цельсию.
Выпускаются два типа пистолетов:
- с плавной регулировкой температуры;
- с дискретной регулировкой температуры.
Плавная регулировка наиболее предпочтительна, так как такой пистолет является более универсальным.
Пистолеты хорошего качества комплектуются разнообразными насадками. Кроме того, они оснащены средством защиты от перегрева. Наиболее «продвинутые» модели оборудованы электронными регуляторами температуры.
Как починить: пошаговая инструкция
Определение проблемы
Чтобы применить правильные действия для починки клеевого пистолета, необходимо определить, в чём состоит проблема поломки. Как стало понятно из предыдущего текста, в зависимости от того, какие функции инструмента «шалят», применяется то или иное условие для эксплуатации.
При заедании каких-либо частей, особенно пускового надавливателя, стоит сразу прочистить внутреннее содержание инструмента и убедиться, что мусора внутри нет. Если не помогла прочистка, то детали могут быть бракованными и не совпадающими по стыкам, что приводит к невозможности выхода жидкого клея из пускового аппарата.
Если оборудование вовсе перестало нагреваться, значит, к нему поступает недостаточное количество электрического тока. Нужно проверить провода пистолета и внутреннее прикрепление всех частей друг к другу.
Совет
Нельзя перенагревать пистолет, если клей выходит из него в слишком большом объёме. При этом разборку деталей нужно осуществлять в охлаждённом виде.
Разборка и чистка

Разбор пистолета осуществить просто. Для этого понадобятся подручные средства в виде отвёртки, шуруповёрта, маленьких гаечек, которые помогут выкрутить мелкие детали.
Часто бывает так, что при разборке лопается пластиковая тяга от курка к захвату. Это может говорить о том, что разборные детали уже изношены либо разборка выполнялась неправильно.
Вытаскивается эта тяга и заменяется на цепочку из двух капроновых стяжек. На это место устанавливаются курок и возвратная пружина. После проверки работы новой тяги нужно, придерживая внутренности пистолета, проверить его работу.
При любых неисправностях следует вскрывать крышку пистолета и прочищать внутренний его корпус. Аккуратно продуть направляющую муфту, прочистить мягкой тряпочкой механизм продвижения клеевого стержня снаружи. Внутреннюю же часть этой детали хорошо продуть.
Метод холодной сварки
С развитием химической промышленности, холодная сварка для пластмассы получила наибольшую популярность не только среди профессионалов, но и у простых людей, производящих ремонтные работы изделий в домашних условиях. В принципе такое название больше соответствует научному термину, который обозначает вид соединения полимерных материалов. В общем, это технология склеивания пластических деталей, с помощью химически активных веществ.
В настоящее время производители выпускают необходимые компоненты для сварки трех видов:
- Однокомпонентный состав внешним видом напоминает простой канцелярский клей. Универсальность этого состава позволяет сваривать практически любые полимерные материалы, с высоким качеством. Чаще всего однокомпонентный клей используется для сварки пластмассы в домашних условиях.
- Двухкомпонентный клей состоит из эпоксидной смолы и отвердителя, которые поставляются потребителю в отдельных емкостях. Смешивание компонентов осуществляется в определенной пропорции, непосредственно перед выполнением работы.
- Стержень с активным реагентом имеет наружную оболочку из отвердителя и внутреннюю, с наполнителем из эпоксидной смолы. Отрезав нужный кусок стержня, его необходимо тщательно размять пальцами, до образования однородной пластичной массы.
Все работы по подготовке клеевого состава необходимо выполнять строго по инструкции производителя.
Выбор сварочных прутков
Присадочный материал выбирается под тип свариваемого пластика. Он указывается в маркировке. Присадочные полипропиленовые стержни выпускаются разного сечения: треугольные, круглые. Если детали скрепляются под прямым углом, лучше выбирать треугольный стержень. Они различаются по цвету. Большим спросом пользуются черные и серые. Полиэтиленовые прутки для сварки пластика мягче, чем полипропиленовые, температура плавления ниже (от +160°C).
При выборе присадки необходимо обращать внимание на температуру плавления прутка или стержней. Допустимо использование незначительно отличающихся полимеров, если они сходны по режиму пластичности
Важно, чтобы присадочный материал хорошо входил в экструдер, подходил по диаметру загрузочного отверстия и выходного сопла. Для ручных экструдеров применяются прутки или стержни от 2 до 7 мм
Мощность при выборе электрического термопистолета
Важная величина — мощность устройства, которая колеблется в диапазоне 15–500 Вт. От неё зависит, как быстро нагреется пистолет и сколько граммов клея в минуту выдаст. Если пользоваться изредка, достаточно слабенькой модели до 40 Вт. Такую же мощность выбирают для очень мелких работ вроде канзаши или приклеивания стразов. Маленькие модели компактны, быстро нагреваются и имеют тоненькое сопло для крошечных капель. Тем, кто работает пистолетом много, лучше один раз потратиться на устройство мощностью 300–500 Вт, чтобы в дальнейшем не нервничать из-за низкой производительности и быстрой поломки. Кроме того, такие модели принимают любые стержни. Если универсальные прозрачные начинают плавиться при температуре 80 0 С и подходят к любому пистолету, то чёрные и жёлтые требуют минимум 150 0 С. Такие нагрузки миниатюрные приборы просто не осилят. Температура нагрева обязательно указывается на упаковке термопистолета.

Для точного приклеивания мелких элементов нужен термопистолет с тонким соплом
Хороший термопистолет выходит на рабочую температуру за 15–20 секунд и стабильно её поддерживает. Желательно, чтобы было несколько режимов работы. Тогда простым переключением регулятора можно переходить на низко- или высокотемпературные стержни.
Стоит поискать устройство со сменными соплами, чтобы регулировать диаметр капли. Как правило, их три:
- Универсальное.
- Сверхдлинное.
- Широкий шлиц.
Существуют модели с питанием от сети со шнуром длиной 1,0–3,5 м. Удобны термопистолеты, которые работают от аккумулятора, но пока их цена гораздо выше сетевых.
Читать также: Чем удалить застывшую монтажную пену
Большой плюс клеевого пистолета — дешевизна и доступность расходных материалов. Стержни продаются практически в любом магазине инструментов, товаров для рукоделия и канцелярии. Они гораздо дешевле, чем хорошие клеи, а в прочности соединения нисколько им не уступают.



Функциональность споттеров серийных моделей
Споттеры, изготовленные в условиях производства, отличаются многофункциональностью. Среди полезных возможностей:
- создают условия для использования ремонтных шайб;
- поддерживают соединение с электродом из металла для последующего вытягивания;
- сочетаются с графитными электродами: они полезны благодаря выполнению осадки железа (как нагрева, так и охлаждения);
- лёгкость обслуживания и комфорт использования;
- поддерживают два режима работы: длительный и кратковременный. При работе в постоянно активном режиме устанавливают углеродный тип электрода. Работа в непродолжительном режиме полезна для установки электрода из металла или ремонтных шайб. Длительность работы устанавливается тумблером на корпусе;
- система охлаждения. Конструкция имеет встроенный термостат, который контролирует температуру споттера и выполняет экстренное отключение устройства в случае перегрева. При охлаждении конструкция снова включается.

Крепежные шайбы можно использовать на несколько раз, так как при сварке, они не плавятся
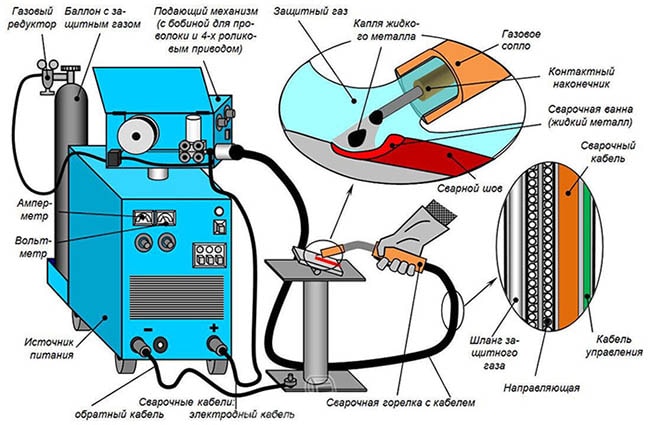
Что влияет на настройку аппарата
Изменение положения швов в пространстве и конфигурации стыков зависит от:
- напряжения дуги и полярности тока;
- скорости подачи проволоки, ее диаметра и марки;
- толщины металла;
- вида газа в баллоне и его расхода;
- состояния отдельных частей прибора.
Рекомендуем к прочтению Как варить полуавтоматической сваркой
К комплектующим относятся:
- блок управления;
- встроенный источник питания;
- подающий механизм для припоя;
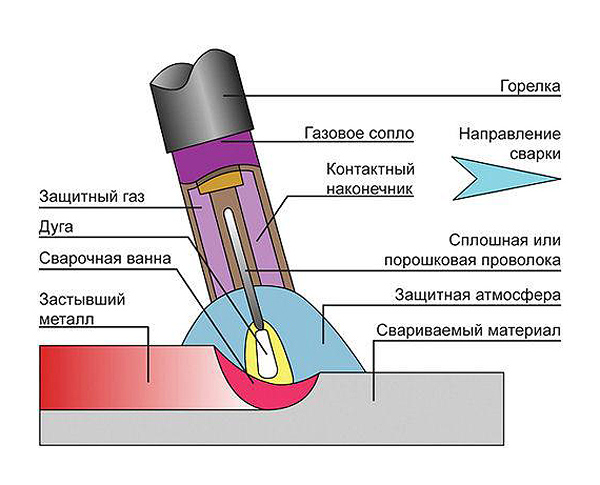
- горелка;
- силовой кабель;
- баллон с аргоном или углеродом.

Толщина металла
Немного о том, как правильно настроить сварочный полуавтомат в зависимости от параметров заготовок.
Тонкие листы соединяют внахлест, при этом в верхнем высверливают отверстия, через которые поступает припой.
При регулировке следует установить значения рабочего тока и напряжения, а также изменить скорость подачи проволоки на меньшую. Если дуга будет неустойчивой, нужно немного увеличить выбранные показатели.
Во избежание прожога металла электрод ведут без остановки. Варить лучше с середины материала, чтобы не залить расплавом остальные отверстия. Если шов не требует герметичности, заготовки соединяют отдельными точками, расположив их на дистанции 1-5 см.

Детали толщиной от 4 мм подвергаются снятию фасок. Это дает возможность формировать ровный и качественный шов. Работы рекомендуется проводить на улице.
Ниже приведена таблица главных параметров.
| Толщина заготовки (мм) | Ток (А) | Напряжение (В) |
| 1,0 | 70 | 17 |
| 1,5 | 95-110 | 18-19 |
| 2,0 | 110-150 | 19-21 |
| 2,5 | 130-150 | 21,5 |
| 1,0 | 100-110 | 18-19 |
| 2,0 | 125-180 | 19-22 |
| 3,0 | 150-180 | 20-22,5 |
| 4,0 | 180-270 | 18-22 |
| 2,0 | 140-180 | 20-22,5 |
| 3,0 | 170-250 | 21,5-24 |
| 4,0 | 200-300 | 22-28 |
Все значения относятся к начальным показателям. В процессе работы они корректируются.
Наличие газовой среды и ее состав
При сварке используют газы нескольких видов, чаще гелий, углекислый или аргон. Их применяют для увеличения прочности шва.
Выбор смеси зависит от требуемого качества работы и характеристик металла:
- СО² хорошо предохраняет конструкционные металлы (полностью закрывает сварочную ванну, обеспечивает глубокий проплав), однако создает брызги, отчего шов получается грубым. Мастера не рекомендуют применять эту смесь для производства тонких работ.
- Аргон с добавлением углекислого газа (Ar – 75%, СО² – 25%). Состав с таким сочетанием годится для соединения конструкций из тонких листов металла. Шов получается ровным, разбрызгивание минимальное.
- Ar – 98% + СО² – 2%. Смесь используется при сварке нержавеющей стали.
- Чистый аргон применяется для работы с алюминием и его сплавами.
Рекомендуем к прочтению Разница между полуавтоматическим и инверторным аппаратом для сварки

Режим сварки полуавтоматом с защитным газом требует правильной подготовки аппарата. Настраивать его нужно, ориентируясь на толщину и тип заготовок, регулируя расход защитной смеси.
Полярность и необходимое напряжение
Полярность существует 2 видов: прямая и обратная. Первый устанавливается перед соединением толстых заготовок. Электрод нужно подключить к минусу сварочного оборудования, детали – к плюсу. Металл будет расплавляться глубже, что позволит работать с алюминием, чугуном и другими сложными составами, а также использовать порошковую проволоку.
На образование и поддержание дуги оказывает влияние рабочее напряжение. Оно растет с увеличением диаметра сварочной проволоки и толщины металла. При низких настройках шов образуется узкий и непрочный, при высоких – уплощенный, с потеками и прожогами. Правильные регулировки можно определить опытным путем. Валик должен иметь выпуклую форму при устойчивой дуге без образования брызг. На некоторых полуавтоматах есть отдельная функция – индуктивность. Она используется при настройке формы шва.
Положение электрода и подача проволоки
На качество сварки влияют много факторов, в том числе положение горелки. Ее рекомендуется вести ровно, не слишком приближая к заготовке. Между кромками деталей остается интервал: при толщине металла 1 см и менее – до 1 мм, при больших размерах заготовки – 10% от их величины.

Проволока поступает по шлангу с катушки с помощью валиков или шестерен, при замене которых скорость ее подачи увеличивается или уменьшается. В некоторых аппаратах для настроек имеется специальная коробка передач. При быстром перемещении проволоки электрод не всегда успевает расплавиться, при медленном – припой сгорает без образования шва.
Рекомендуем к прочтению Инструкция по варке полуавтоматом
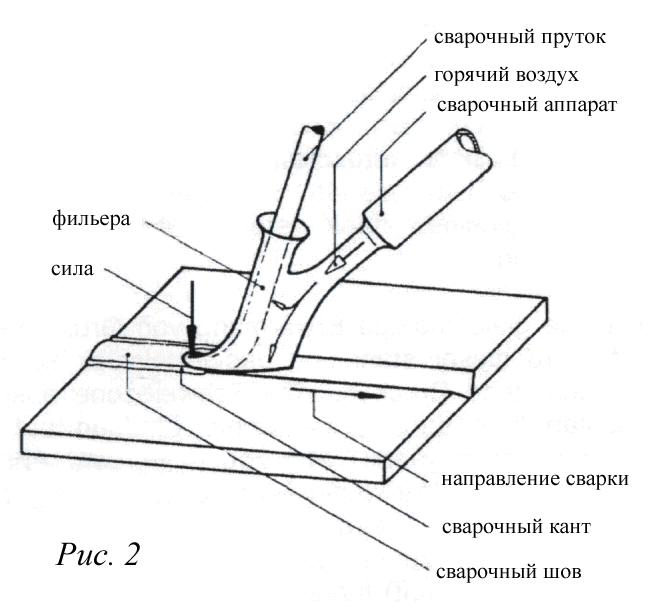
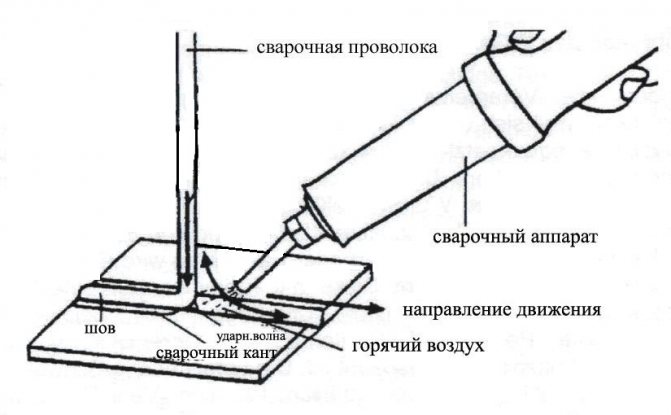
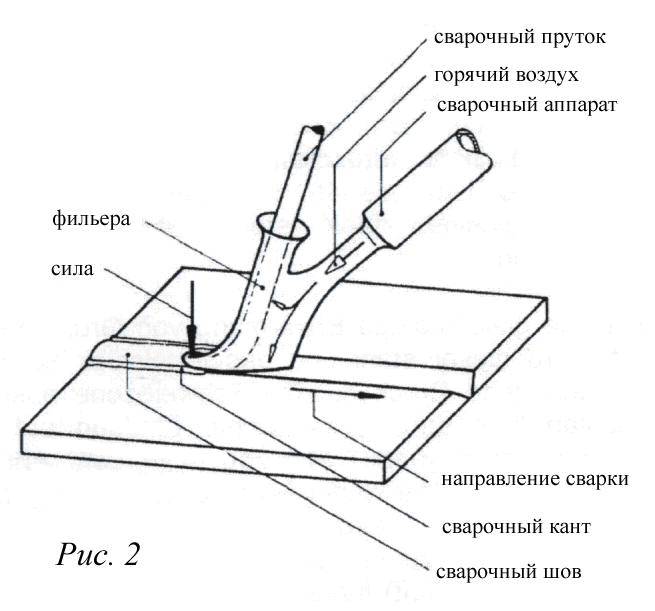
Как приобрести навыки сварки горячим воздухом
Особого умения и сноровки требует обработка твердого PVC, т.к. этот термопласт легко разлагается под действием высокой температуры, а при слишком низкой температуре соединения получаются непрочными. Самый простой способ приобрести некоторый опыт – сделать наплавку сварочного прутка на гладком отрезке плиты из твердого PVC или РЕ. Для этого лучше всего подойдет отрезок толщиной 3-4 мм. Его следует закрепить зажимами на жаропрочной подложке (например, подойдет картон Pertinax), которая, в свою очередь зажата в тиски горизонтально. Предполагаемая сварная зона и сварочный пруток должны быть чистыми. Для очистки не следует применять жидкости, растворяющие или деформирующие термопласты. Рекомендуется обработать поверхность и пруток протяжным шабером. Прежде всего, эта рекомендация касается РЕ и РР, которые долгое время хранились на складе, т.к. поверхность этих полиолефинов под воздействием окружающей среды, например – света, меняется. Сварочный пруток обрабатывается наждачным полотном (зерно 240).
Следующим важным шагом является обрезка прутка наискосок. Если не сделать этого, то между плитой и началом навариваемого прутка не будет плавного перехода.
После проверки температуры воздуха можно начинать сварку. Направление движения аппарата – слева направо.
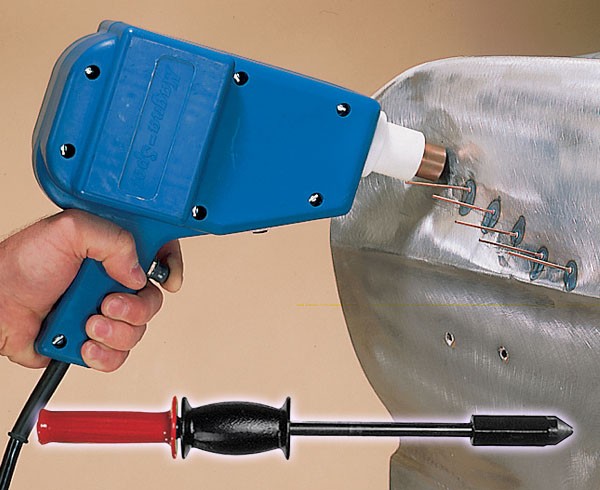
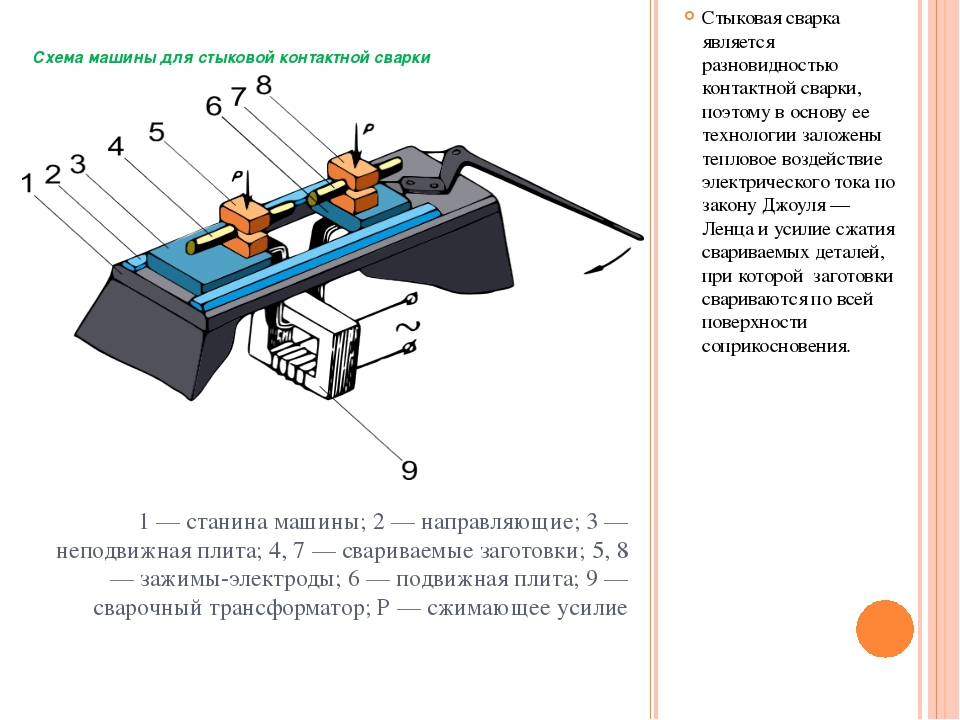
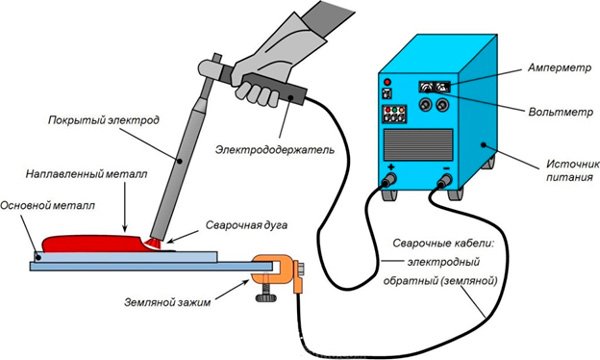
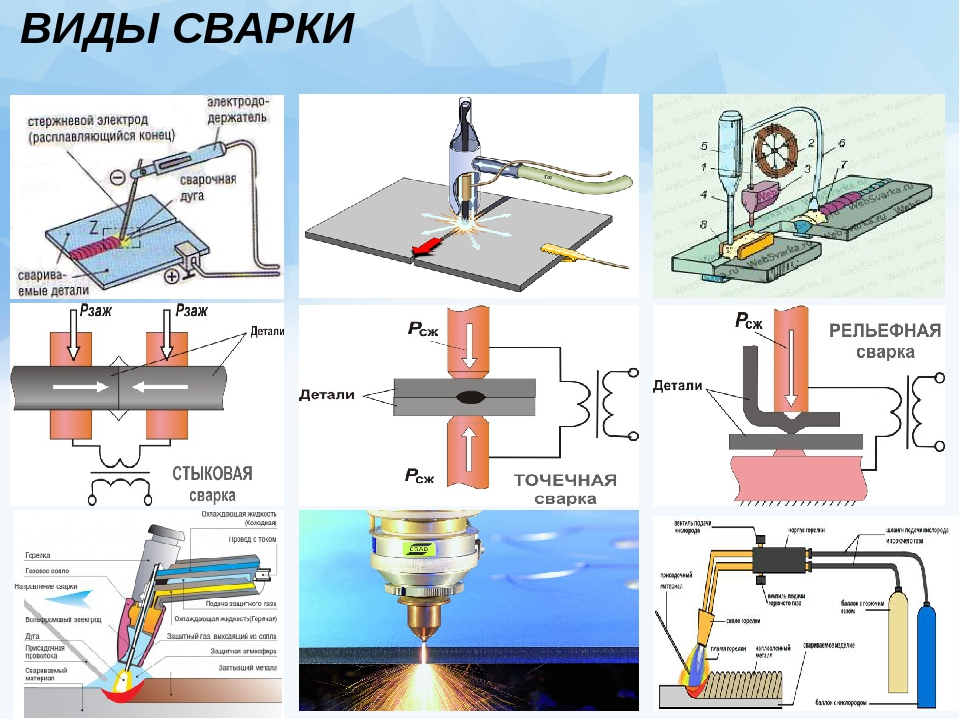
Что это такое?
В основе устройства лежит принцип точечной или контактной сварки. Основа ее — подача электрического тока в одной или сразу нескольких точках соединяемых элементов.
Для описанного соединения используют два электрода, подающих ток при одновременном сжатии деталей.
Однако при ремонте, особенно сложных пространственных конструкций, к примеру кузова автомобиля, особенно элементов крыла, подобное возможно далеко не всегда.
Выходом стал сварочный споттер способный работать лишь с одной стороны свариваемых элементов.
Само название прибора произошло от английского spot — точка. В английском техническом словаре так называют все типы точечных сварочных аппаратов.
На постсоветском пространстве название закрепилось за оборудованием, которое применяют для рихтовки автомобилей.
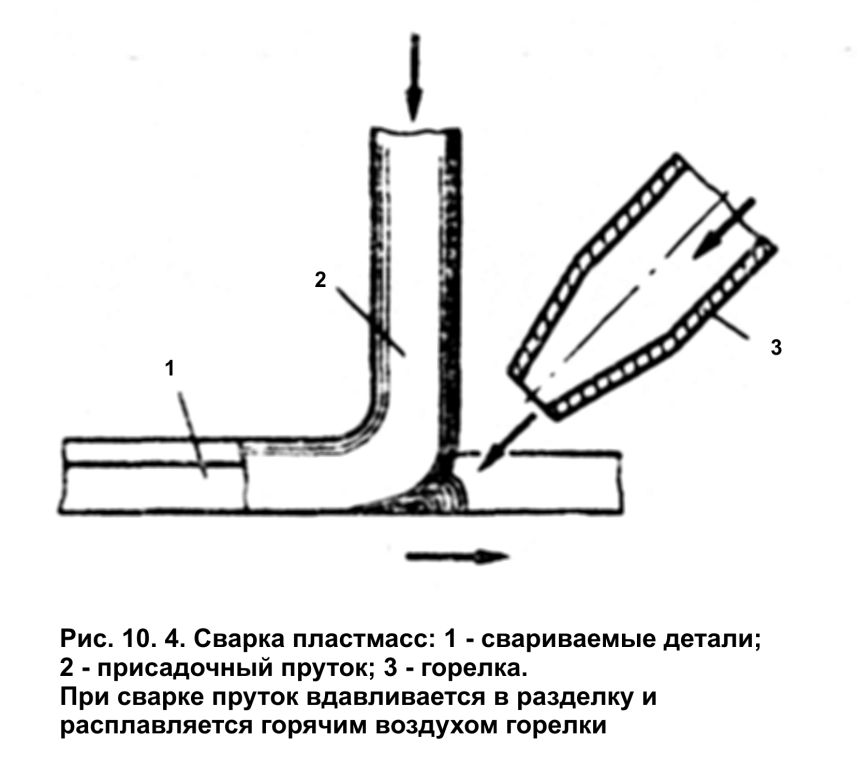
Ошибки при сварке горячим воздухом
Особенно важным условием является равномерный предварительный подогрев основного и сварочного материалов. Если пруток будет разогрет сильно, а основной материал – слишком слабо, то невозможно будет производить сварку с необходимой силой нажима. Из-за этого соединение прутка и основного материал получится непрочным, и пруток можно будет легко удалить.




Вы так же не сможете добиться хорошего результата, если сварка будет производиться со слабым нажимом или при помощи недостаточно горячего воздуха. Слишком высокая температура или слишком низкая скорость сварки (слишком долгое воздействие высокой температуры на пластик) ведут к повреждению термопластов. Так, например, у PVC образуются потемневшие или обугленные участки.
Следует обратить внимание и на то, как Вы держите сварочный пруток. При веерной сварке его следует держать вертикально, перпендикулярно поверхности основного материала, т.к
только в этом случае нажим на зону сварки будет равномерным, а пруток не вытянется и не утончится. Если Вы будете держать пруток под наклоном, это приведет к замерзанию растягивающего и сжимающего усилия. Если подобный шов разогреть снова, как, например, в случае, когда необходимо наложить новый слой, то старый шов может разойтись. При сварке протяжкой также следует направлять пруток рукой.
Для проверки прочности охлажденный шов разогревается еще раз. Если шов выполнен правильно, то по всей его длине не должно быть никаких дефектов.
Если при сварке пруток держится или направляется неправильно, то существует опасность того, что материал будет слишком сильно растянут. Для PVC недопустимым считается растяжение материала, превышающее 20% от общей длины сварочного прутка. Чтобы проконтролировать, допускаются ли подобные ошибки, отметьте ручкой на сварочной проволоке отрезок длиной 1000 мм. Затем замерьте длину шва, созданного при помощи этого отрезка, она не должна составить больше 120 мм.
При сварке РЕ, РР и РММА допустимое растяжение составляет 10% от обще длины сварочного материала.
Подготовка свариваемых поверхностей
Чистка алюминия перед сваркой является залогом успешного соединения деталей. Для того, чтобы удалить окислы алюминия, можно пользоваться щетками из нержавеющей стали или растворителями и реактивами для травления.
Правила очистки металла:
- Не пользоваться щеткой, которая использовалась для очистки каких-либо сталей, например нержавеющей или углеродистой.
- Не следует сильно надавливать на щетку — при сильном надавливании окислы проникают в заготовку.
- Очистка металлической щеткой из нержавеющей стали осуществляется только в одном направлении;
- При использовании травящих жидкостей следует позаботиться об их удалении с поверхности заготовки перед сваркой с помощью ацетона или растворителя.

Зачистка алюминия перед сваркой
Применение порошковой проволоки.
Порошковая проволока производится из холоднокатаной полосы из стали волочильным методом и представляет собой наполненную шихтой свернутую металлическую ленту, которая позволяет значительно улучшить свойства сварочной дуги. Порошковые проволоки подразделяются по параметрам:
- Защита – защищенные с помощью СО2 или без нее.
- Диаметр сечения.
- Применение – сварка/наплавка.
- Состав шихты.
- Марка стали.
- Различные положения при сварке.
Во время работы порошковая проволока позволяет более быстро возбудить дугу, ее применение позволяет выполнять короткие швы или прихватки, что очень важно при монтажных работах. Порошковые проволоки, изготовленные для наплавки, отличаются наличием в шихте легирующих элементов, придающих наплавляемому слою особые свойства
Проволоки предназначены для сварки легированной и углеродистой стали и чугуна, и по составу заполняющего сердечник порошка разделяются на следующие виды:
Порошковые проволоки, изготовленные для наплавки, отличаются наличием в шихте легирующих элементов, придающих наплавляемому слою особые свойства. Проволоки предназначены для сварки легированной и углеродистой стали и чугуна, и по составу заполняющего сердечник порошка разделяются на следующие виды:
- рутиловые;
- карбонатно-флюоритные;
- рутил-карбонатно-флюоритные.
Подбор сварочных прутков
Данные элементы играют роль электродов. Их применяют при пайке листового пластика, труб, полиэтиленовых предметов. Размер стержней бывает разным, как и их форма. Диаметр круглых прутков составляет 3-7 мм. Стержни с квадратным сечением отличаются большими размерами.

Сварочные прутки для пластика могут изготавливаться из самых разнообразных материалов.
Для соединения полимерных изделий применяют 2 типа расходного материала:
- Полиэтиленовые стержни. Отличаются достаточно низкой температурой плавления. Применяются для сварки изделий из соответствующего материала с помощью фена.
- Полипропиленовые прутки. Элементы не деформируются, не утрачивают рабочих качеств при длительном хранении. Изделия используются при сборке и ремонте конструкций из листового полипропилена. Электроды из этого материала применяются совместно с экструдерами, расплавляющими их до жидкого состояния.