
Как влияют на свариваемость легирующие примеси?
Влияние главных легирующих элементов на свариваемость стали
Фосфор, сера – вредоносные примеси. Содержание данных химических элементов для низкоуглеродистых сталей 0,4-0,5%.
Углерод – важный компонент в составе сплавов, который определяет такие показатели, как закаливаемость, пластичность, прочность, другие свойства материала. Содержание углерода в пределах 0,25% не воздействует на качество сварки. Наличие более 0,25% данного хим. элемента способствует формированию закалочных соединений, зоны термического влияния, образуются трещины.
Медь. Содержание меди как примеси не более 0,3%, как добавки для низколегированных сталей – пределах 0,15-0,50%, как легирующего компонента – не более одного процента. Медь улучшает коррозионную стойкость металла, при этом не ухудшает показатели качества сваривания.
Марганец. Содержание марганца до одного процента не затрудняет сварочный процесс. Если марганца 1,8-2,5%, то не исключается образование закалочных структур, трещин, зоны термического влияния.
Кремний. Этот химический элемент присутствует в металле как примесь — 0,30 процентов. Такое количество кремния не влияет на показатель качества соединения металлов. При наличии кремния в пределах 0,8-1,5%, он выступает легирующим компонентом. В данном случае существует вероятность формирования тугоплавких оксидов, ухудшающих качество соединения металлов.
Никель, как и хром, присутствует в низкоуглеродистых сталях, его содержание составляет до 0,3%. В низколегированных металлах никеля может быть около 5%, высоколегированных – порядка 35 процентов. Химический компонент повышает пластичность, прочностные характеристики металла, повышает качество сварных соединений.
Хром. Количество данного компонента в низкоуглеродистых сталях ограничено до 0,3 процентов, его содержание в низколегированных металлах может быть в пределах 0,7-3,5%, легированных – 12-18 процентов, высоколегированных примерно 35%. В момент сваривания хром способствует формированию карбидов, значительно ухудшающих коррозионную устойчивость металла. Хром способствует формированию тугоплавких оксидов, которые негативно влияют на качество сварки.
Молибден. Наличие этого химического элемента в металле ограничено 0,8 процентами. Такое количество молибдена позитивно сказывается на прочностных характеристиках сплава, но в процессе сварки элемент выгорает, в результате чего на наплавленном участке изделия формируются трещины.
Ванадий. Содержание этого элемент в легированных сталях может составлять от 0,2 до 0,8 процентов. Ванадий способствует повышению пластичности, вязкости металла, улучшает его структуру, повышает показатель прокаливаемости.
Ниобий, титан. Данные химические компоненты содержатся в жаропрочных, коррозионно-стойких металлах, их концентрация составляет не более одного процента. Ниобий и титан понижают показатель чувствительности металлического сплава к межкристаллитной коррозии.
Свариваемость стали считается сравнительным показателем, зависящим от химического состава, физических характеристик, микроструктуры материала. При этом способность создавать высококачественные сварные соединения может корректироваться благодаря продуманному технологическому подходу, выполнения требований, предъявляемых к сварке, наличия современного спецоборудования.
Как правильно хранить электроды
Запас расходных материалов для сварки необходимо хранить при определенных условиях. Так, помещение:
- должно быть сухим, влажность не выше 50%;
- иметь действующую вентиляцию или кондиционер;
- с отоплением, гидроизоляцией;
- температура должна поддерживаться на уровне не ниже 14 °С.
Хранятся в картонных коробках, обернутыми бумагой или полиэтиленовой пленкой. Упаковки располагают на полках или стеллажах, чтобы избежать контакта с полом и стенами.
Что нужно проверить после долгого хранения
Материал сохранил целостность, ровный цвет, обмазка должна равномерно покрывать стержень. Если есть риск действия влаги, лучше прокалить перед использованием.
Виды сварочных электродов Esab
При покупке сварочных материалов, разумеется, возникает вопрос какой электрод выбрать. Компания Esab за более чем столетнюю историю работы разработала множество видов электродов с углеродистыми и низколегированными сталями для самых разных типов сварки. При этом предприятие постоянно совершенствует технологии и ищет способы сделать электроды «Эсаб», как и другую свою продукцию, более качественными и эффективными.
Сварочные электроды могут быть с металлическим или неметаллическим стержнем, который и обеспечивает подвод тока к свариваемому материалу. Сварочные электроды Esab делятся на несколько видов.
— Электроды для сварки конструкционных нелегированных сталей- — Электроды для сварки низколегированных сталей — Электроды для сварки высоколегированных сталей — Электроды на основе никелевых сталей — Электроды для упрочняющей наплавки Электроды на основе алюминиевых сплавов Электроды для сварки разнородных материалов
Электроды «Эсаб» для сварки конструкционных нелегированных сталей являются одними из самых популярных. К ним относятся серии УОНИИ, МР-3, ОЗС, ЦУ, ОК 46, 48 и другие виды электродов типа ОК.

Марки электродов ЭСАБ для сварочных работ и наплавки
| № п/п | Назначение | Марка |
| 1 | Для углеродистых сталей | ОК 46.00, ОК 48.00, ОК 53.70, ОК 55.00, ОУНИИ 13/15, ЦУ-5, ОЗС-12 |
| 2 | Для легированных | ОК 48.08, ОК 74.70 |
| 2 | Для высокопрочных и теплостойких сталей | МТГ-03, ОК 48-08, ОК 74.70, ОК 76.35 |
| 3 | Нержавеющие и жаростойкие стали | ОК 61.20, ОК 61.25, ОК 61.30, ОК 61.85, ОК 63.20, ОК 63.30, ОК 67.60, ОК 68.82 |
| 4 | Для сплавов алюминия | OK AlMn1, OK AlSi12, OK AlSi5, ОК 96.20 |
| 5 | Для сплавов на основе никеля | OK NiCrMo-5, OK 92.15, ОК 92.26, ОК 92.45 |
| 6 | Медные сплавы | ОК 94.25 |
| 7 | Чугун | ОК 92.15, ОК 92.18, ОК 92.58, ОК 92.60, ОК 92.75 |
| 8 | Для наплавки | OK Weartrode 30, OK Weartrode 60 T, ОК 68.82, ОК 84.42 |
Детали из нержавейки соединяют рутиловыми электродами марки ОК 63.30. Они обеспечивают высокостойкую дугу, почти не разбрызгиваются и создают капельный перенос металла. Шлаки легко отделяются сами или после слабого воздействия. Готовые швы ровные и чистые.
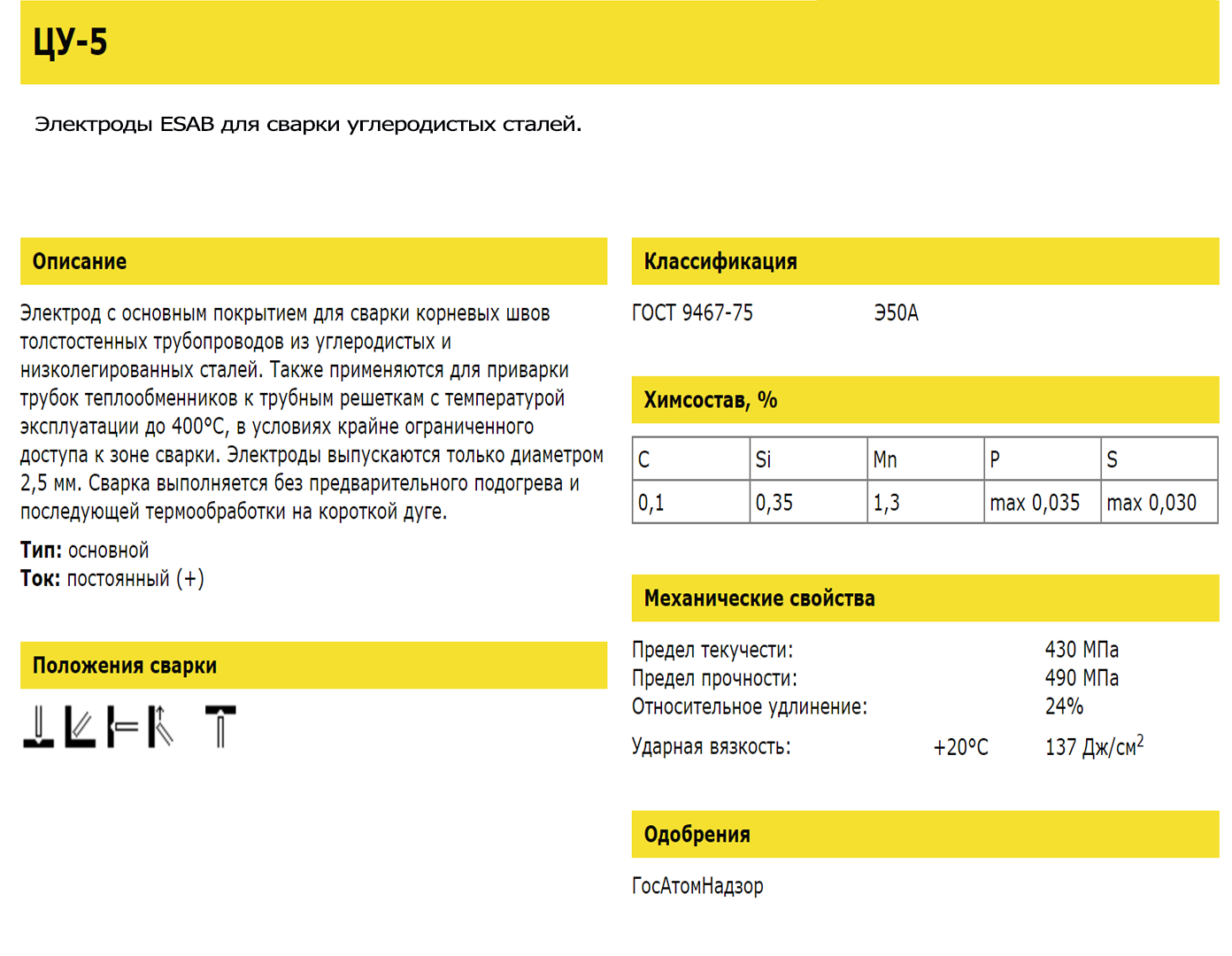
Серия ЦУ-5 используется для сварочных операций на толстостенных трубопроводах из слаболегированных сталей. Сварка не требует предварительного разогрева и дальнейшей термообработки.
Электроды ЭСАБ-СВЭЛ производятся шведской компанией в Санкт-Петербурге на базе судостроительного завода. Они имеют основную номенклатуру марок для сваривания различных видов сталей.
Электроды Эсаб производятся сечением 2-5 мм и длиной 300-450 мм.
Виды сварочных электродов Esab
При покупке сварочных материалов, разумеется, возникает вопрос какой электрод выбрать. Компания Esab за более чем столетнюю историю работы разработала множество видов электродов с углеродистыми и низколегированными сталями для самых разных типов сварки. При этом предприятие постоянно совершенствует технологии и ищет способы сделать электроды «Эсаб», как и другую свою продукцию, более качественными и эффективными.
Сварочные электроды могут быть с металлическим или неметаллическим стержнем, который и обеспечивает подвод тока к свариваемому материалу. Сварочные электроды Esab делятся на несколько видов.
— Электроды для сварки конструкционных нелегированных сталей- — Электроды для сварки низколегированных сталей — Электроды для сварки высоколегированных сталей — Электроды на основе никелевых сталей — Электроды для упрочняющей наплавки Электроды на основе алюминиевых сплавов Электроды для сварки разнородных материалов
Электроды «Эсаб» для сварки конструкционных нелегированных сталей являются одними из самых популярных. К ним относятся серии УОНИИ, МР-3, ОЗС, ЦУ, ОК 46, 48 и другие виды электродов типа ОК.
https://youtube.com/watch?v=qrCz_4pIVH4
Технические характеристики
Электроды отличаются своими размерами, весом и другими параметрами. Общее в них – образование прочного шва с плавным переходом к поверхности основного металла.
Общая информация по диаметрам
По отзывам сварщиков составлен небольшой список рекомендаций по использованию изделий разной толщины.
2 мм – не рекомендуется применять при работе с трубопроводами. В остальных случаях они проявляют устойчивость к температурному воздействию.
2,5 мм – используются для соединения деталей из углеродистой и нержавеющей стали переменным током. Заготовки сначала нужно очистить металлическими щетками и шкуркой.
3 мм – их вязкость позволяет сваривать трубы.
4 мм – хорошо работают с постоянным напряжением. Требуют полного удаления следов ржавчины в месте наложения шва.
5 мм – при экономном расходе образуют ровный стык. Не рекомендуется варить короткой дугой.

Сварка электродом с минимальным количеством брызг.
Свойства при растяжении
Характеристики прочности, вязкости и пластичности рассчитываются по нахождению точек на графике растяжения в разное время. На практике определение производится по кривым, расположенным в координатах нагрузки и удлинения. Данные записываются на специальной ленте.
По графикам специалисты рассчитывают свойства материала. Среднее относительное удлинение при сварке ОК 46 – 25%, предел прочности – 510 Мпа, текучести – 400 МПа.
Ударные свойства
Они связаны с вязкостью и равняются 35-140 Дж/см². Измерения проводятся при температурных пределах 0…-20°С. Нормой принято считать 33-70 Дж/см².



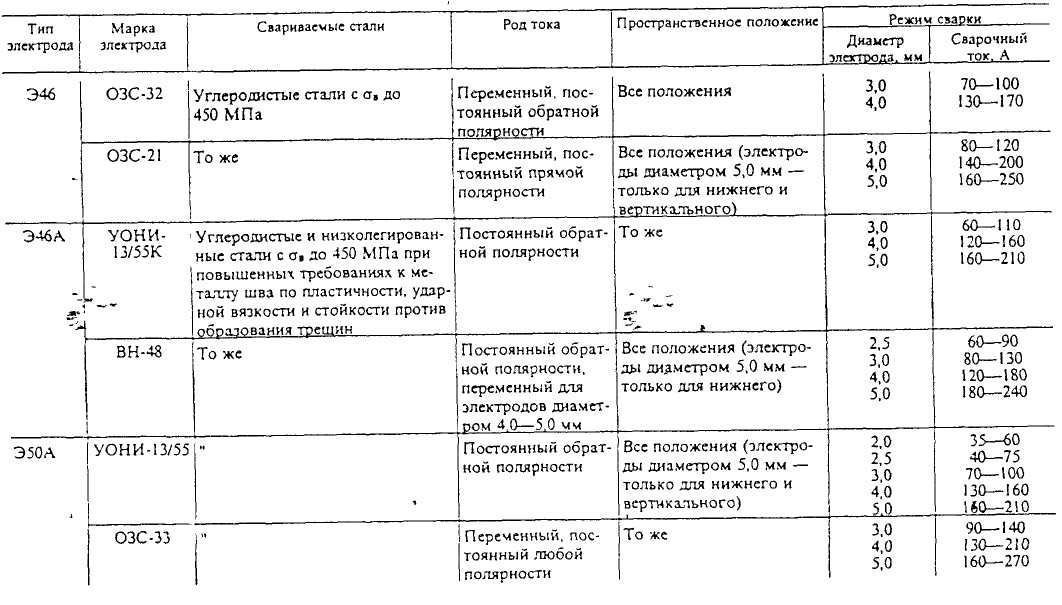




Сила тока
При работе используют ток постоянной и переменной полярности. В таблице приведены значения его силы в зависимости от толщины электрода и положения шва:
| Диаметр (мм) | Сила тока (А) | ||
| Нижнее | Вертикальное | Потолочное | |
| 2,0 | 40-80 | 40-60 | 50-70 |
| 2,5 | 60-110 | 60-90 | 60-110 |
| 3,0 | 80-160 | 80-140 | 80-180 |
| 4,0 | 110-210 | 110-200 | 90-220 |
| 5,0 | 150-300 | 150-280 | 150-270 |
После изготовления электродов производитель складывает их в картонную упаковку. Каждая пачка содержит разное количество ОК 46 00. Зависит оно от длины и толщины стержней.
Количество в 1 кг
| Диаметр (мм) | Длина в см | Количество в 1 кг |
| 2,0 | 30 | 50 |
| 2,5 | 35 | 45 |
| 3,0 | 35 | 39 |
| 4,0 | 45 | 19 |
| 5,0 | 35 | 13 |
Продаются стержни в коробках весом 1-2,5 кг.

Электроды в удобных упаковках.
Что такое электроды?
Представить себе электрод несложно. По факту, это проволока с нанесенным на неё защитным покрытием. От того, какое покрытие использовано, какие химические элементы в её состав входят, тип используемой стали в проволоке и другие параметры, определяется качество электродов и дальнейший шов при работе.

Само покрытие позволяет не только добиться сварочных работ высокой точности и эстетики, но и защищает металл от окисления. Это повышает срок службы электрода и гарантирует высокое качество работ
В то же время, очень важно правильно хранить дуговые сварочные электроды, поскольку они должны находиться в сухом месте, иначе защитное покрытие разрушится
По видам их можно условно разделить на наплавляемые и плавящиеся. В процессе работы образуется тепловая дуга, которая и плавит металл. Так вот, электроды плавящегося типа, неустойчивы к температуре этой дуги, что и предполагает их быстрое уменьшение в размерах.
При этом, в процессе работы образуется ванночка, где стержень электрода расплавляется вместе с металлом и образует единообразный шов. Со временем электрод закончится, что потребует его замены в процессе работы.
Следующая разновидность, это расходные материалы наплавляющиеся. Они, в отличие от предыдущих, изготовлены из твердых сплавов металлов. Это позволяет им выдерживать рабочий нагрев до 1000 и более градусов. Такие электроды сами не плавятся, но легко расплавляют металл. Шов здесь формируется благодаря самому металлу, что нисколько не отнимает прочности будущего соединения.
Почему стоит купить электроды марки Esab
Шведская фирма Esab уже давно зарекомендовала себя на рынке сварочного оборудования и комплектующих для сварки. Электроды марки Esab, также как и другое оборудование этой европейской компании, отличаются качеством, высоким уровнем надежности и при этом вполне демократичной ценой. Неудивительно, что продукцию марки «Эсаб» выбирают многие профессиональные сварщики по всему миру.
Сварочные электроды марки Esab легко узнать в любом магазине благодаря яркой упаковке желтого цвета. При этом на каждой пачке всегда указана вся необходимая информация о диаметре, особенностях работы и предназначении конкретного электрода.
Все марки/разновидности
Инновационный дух компании ЭСАБ способствует постоянному появлению новых видов покрытых электродов для ручной дуговой сварки. Поэтому и без того большой ассортимент расходников ОК постоянно растет. Ниже приведем наиболее известные на рынке сварочных материалов марки электродов ОК.
- Для низкоуглеродистых сталей: ОК 46.00; ОК 48.00; ОК 48.04; ОК. 48.15; ОК 43.32; ОК 50.40; ОК 53.05; ОК 53.16 spezial; ОК 53.70; ОК Femax 38.95; ОК Femax 39.50 и другие.
- Для низколегированных сталей: ОК 48.08; ОК 55.00; ОК 73.08; ОК 73.68; ОК 73.79; ОК 73.46; ОК 74.65N; ОК 74.70; ОК 74.78; ОК 74.86 Tensitrode; ОК 75.75; ОК 75.78; ОК 76.16; ОК 76.18; ОК 76.26; ОК 76.28; ОК 76.35; ОК 76.96; ОК 76.98 и другие.
Электроды ОК 76.18. Фото Компания ТНД
- Для нержавеющих сталей: ОК 61.20; ОК 61.25; ОК 61.30; ОК 310Мо – L; ОК 61.80; ОК 61.85; ОК 61.86; ОК 62.53; ОК 63.20; ОК 63.30; ОК 63.35; ОК 63.80; ОК 63.85; ОК 64.30; ОК 67.13; ОК 67.15; ОК 67.43; ОК 67.45; ОК 67.50; ОК 67.55; ОК 67.56; ОК 67.60; ОК 67.70; ОК 67.75; ОК 68.15; ОК 68.25; ОК 68.53; ОК 68.55; ОК 68.81; ОК 68.82; ОК 69.25; ОК 69.33 и другие.
- Для никелевых сплавов специального назначения: ОК 95.55; ОК Ni-1; ОК NiCrMo-5; ОК NiCu 1; ОК NiCu 7 и другие.
- Для сплавов алюминия: ОК AlMn 1; ОК AlSi 5; ОК AlSi 12 и другие.
- Для сварки чугунов: ОК Ni-Cl; ОК NiFe-Cl; ОК NiFe-Cl-A и другие.
- Для упрочняющей наплавки: ОК 13Mn; ОК14MnNi; ОК Tooltrode 50; ОК Tooltrode 60; ОК Weartrode 30; ОК Weartrode 30HD; ОК Weartrode 35; ОК Weartrode 40; ОК Weartrode 45; ОК Weartrode 50; ОК Weartrode 50T; ОК Weartrode 55; ОК Weartrode 55HD; ОК Weartrode 60; ОК Weartrode 60T; ОК Weartrode 62; ОК Weartrode 65T и другие.
Характеристики некоторых электродов ОК
Электроды ОК 46. Универсальные электроды с рутиловым покрытием, которые обеспечивают высокие свойства сваренного соединения. Сварочный процесс отличается пониженным тепловложением, что делает электроды привлекательными при заваривании широких зазоров при монтаже металлоконструкций. Они идеальны при сваривании прихватками и для коротких, а также корневых швов. Широко применяются при сваривании деталей с гальваническим покрытием. Не чувствительны к поверхностным загрязнениям и ржавчине.
- Электроды ОК 48. Изделия общего назначения, имеют основной тип покрытия, применяются для сваривания низколегированных и углеродистых сталей. Металл шва отличается высокой вязкостью. Сварочный процесс, с применением данных электродов обладает высокой скоростью на вертикальных плоскостях. Рекомендуются для сваривания тяжело нагруженных элементов конструкций из выше указанных сталей, а также судовых сталей и листов с гальваническим покрытием.
- Электроды ОК 74.78. Электроды с основным типом покрытия предназначаются для сваривания низкоуглеродистых и углеродистых сталей с обеспечением высокой ударной вязкости сварного шва при низких температурах до -60°С. Нашли широкое применение при сваривании рельс и элементов на железных дорогах, конструкций, работающих в условиях низких температур, в том числе при хранении природных сжиженных газов. Обмазка электродов отличается низкой гигроскопичностью и высокой устойчивостью против растрескивания.
Лучшие сварочные электроды с кислым покрытием
В составе подобных стержней присутствуют оксиды железа, кремния, марганца. Они применяются для сварки неответственных конструкций или низколегированных сталей как постоянным, так и переменным током.
Получаемые швы не склонны к образованию пор, однако могут быть подвержены возникновению горячих трещин.
Tigarbo АНО-24
4.8
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
Отличаются легкостью поджигания дуги и стабильным горением. Перед работой требуется провести процедуру прокаливания при температуре до 180 °С в течение часа. Это позволит добиться максимальной эффективности применения стержней для сварки углеродистых сталей всех степеней раскисления.
Диаметр электрода составляет 4 мм, допустимое значение сварочного тока — 200 А. Этого достаточно для обработки металла толщиной до 8 миллиметров.
Максимальное содержание влаги в покрытии стержней перед работой не должно превышать 0,7%, поэтому они требуют особых условий хранения и транспортировки.
Достоинства:
- малое разбрызгивание;
- качественный шов;
- стабильность горения дуги;
- экономичный расход.
Недостатки:
боятся сырости.
Tigarbo АНО-24 используются для сварки деталей из углеродистой стали малой и средней толщины. Отличное решение для нерегулярных домашних работ.
Fubag 38821
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Электрод выполнен из угля и может использоваться не только для сварки, но и для поверхностной резки или удаления излишков металла с поверхности. Стержень отличается большим диаметром (10 мм), позволяющим успешно работать с различными металлами.








Длина новых электродов составляет 30 сантиметров, они не плавятся при использовании и предназначены для работы на постоянном токе.
Выгорание массы вещества происходит крайне медленно, к тому же элементы не прилипают к поверхности во время сварки.
Достоинства:
- широкий спектр применения;
- экономичность;
- большой диаметр;
- низкая цена.
Недостатки:
неустойчивость дуги.
Fubag 38821 используются для обработки цветных металлов, стали, тяжелых и легких сплавов. Они будут полезны в автосервисе, СТО или в мастерской, занимающейся металлообработкой.
Elitech МР-3С
4.7
★★★★★
оценка редакции
84%
покупателей рекомендуют этот товар
Смотрите обзор
С этими электродами можно вести сварку во всех пространственных положениях с использованием как постоянного, так и переменного тока. Легкость начального и повторного зажигания дуги обеспечивает удобство работы с прерывистыми швами.
Диаметр стержня составляет 3 мм, длина — 35 сантиметров. Максимальное допустимое значение сварочного тока 140 А позволяет применять его в повседневных домашних работах или при обработке тонколистового металла.
Достоинства:
- удобство работы;
- легкость повторного зажигания;
- стабильное горение дуги;
- экономичный расход.
Недостатки:
трудное отделение шлака.
Электроды Elitech МР-3С отлично подходят для бытового использования. Они будут эффективны при прокладке трубопровода или мелком ремонте автомобиля.
Электроды для инвертора – для чего нужны, требования, виды
Основная сложность работы с инверторным сварочным аппаратом заключается в правильно выборе электродов. Так как каждому виду материала и набору условий должен соответствовать свой тип расходника. От этого будет зависеть и качество сварного шва, и особенности самого процесса, а также долговечность оборудования.
Электрод для сварки – это по сути электропроводящий стержень, передающий напряжение от инвертора к месту образования шва. При этом выделю следующий ряд предъявляемых к нему требований:
- Равномерное расплавление как самого сердечника, так и внешнего слоя.
- Сохранность характеристик в течение всего срока хранения.
- Состав материала, не образующий токсических паров и газов в ходе сварки.
- Стабильность рабочих параметров – непрерывность горения дуги, минимальное разбрызгивание, легкое отделение шлака.
По принципу действия и составу электроды для инверторной сварки разделяются на 2 вида:
- Неплавящиеся – стержни из углерода или вольфрама. Назначение – подача тока к месту образования шва. При этом плавящийся состав подается отдельно. Требуется подача защитного газа, например, аргона.
- Плавящиеся – металлические прутки с оболочкой. Металл электрода непосредственно участвует в образовании шва путем плавления. В состав покрытия входят вещества, в ходе сгорания образующие защитную атмосферу. Применяются в обычных условиях.
Характеристики и преимущества
Электроды ESAB привлекают универсальностью и большими возможностями. Номенклатура позволяет подобрать расходники под конкретную задачу. Электроды используются для прихваток, наплавки и наложения основательных швов. Они отличаются низким тепловложением и успешно применяются при монтаже, когда стыкуются детали с большими зазорами.
Помимо этого, обеспечивают высокое качество соединений в конструкциях из углеродистых и низколегированных сталей, имеют экономный расход, подходят для сваривания толстостенных и тонкостенных элементов, а также конструкций, подверженных агрессивному воздействию.
Изделия устойчивы к образованию горящих дефектов поверхности, даже при малом нагреве дают шов высокой вязкости. Следующее достоинство — стойкость к коррозии и появлению трещин, возможность сваривать детали в любом положении, при этом сохраняется высокое качество шва, и не возникает больших напряжений. Ими удобно работать в труднодоступных местах. Электроды применяют в изделиях с тяжелым нагружением при эксплуатации, повышенными требованиями к прочности и ударной вязкости.
Главное преимущество продукции — простое использование для новичков и опытных специалистов сварочного ремесла, а также безопасность в работе.
Медь и ее сплавы
Медные сплавы, латуни, бронзы сваривают несколькими способами:
- электродуговой сваркой в атмосфере азота;
- ручной, полуавтоматической, автоматической аргоновой;
- электронно-лучевой, создающей высокую температуру в ограниченной зоне.
При сварке цветных металлов толщиной до 2 мм нужен постоянный ток обратной полярности. В качестве присадки используют наплавочную проволоку с большим содержанием раскислителей. Толщину подбирают под размер свариваемых заготовок. Минимальный диаметр присадки – 1,5 мм, максимальный – 8 мм. Сварку меди и цветных сплавов с высоким ее содержанием, проводят:
- ручным электродуговым методом током прямой полярности, варят металл короткой дугой, длиной от 35 до 40 мм, чтобы сократить разбрызгивание металла (рекомендуется избегать поперечных движений электродом);
- в атмосфере аргона током обратной полярности; если сплав плавится до 400°С, бронзовая проволока укладывается в стык с большой скоростью, чтобы не перегревались заготовки.
В качестве флюса используют буру или смесь буры с борной кислотой, поваренной солью, метилборатом.
Электроды Стандарт
Выбор электродов
При выборе следует обратить внимание на параметры материала:
— состав покрытия;
— расход электродов на один килограмм наплавленного металла;
— коэффициент наплавки.
Когда подбираются электроды, следует учитывать глубину провара и толщину сварочного шва. На эти факторы значительно влияют: сила сварочного тока, полярность и сечение электрода.
Виды сварочных электродов
С целью придания жесткости соединениям изделий металлопроката не всегда подходит болтовое соединение или связывание. Электросварка часто является единственным методом, позволяющим улучшить параметры стойкости конструкции. Из всех типов электросварки самая распространенная сварка электродами. Каждому типу свариваемых сплавов предназначены определенные электроды.








Сварочные электроды марки стандарт пользуются большой популярностью. Они легко зажигаются и не требуют особой подготовки, то есть прокалки. Благодаря этим особенностям, они легко поддаются начинающим сварщикам. Сварочные электроды УОНИ — более серьезные, от других марок их отличает плотность шва. Они требуют использование качественного сварочного аппарата, а также профессиональных навыков у сварщика. При работе с данным типом электродов надо на протяжении сварки выдерживать короткую дугу.
Преимущества и особенности электродов стандарт
Сварочные электроды стандарт успешно конкурируют с более дорогой продукцией производителей сварочного и паяльного оборудования практически не уступая в качестве. Электроды стандарт — это настоящая находка для новичков, так как они могут с легкостью освоить сварочные азы, используя данный материал.
Электроды стандарт изготовлены по улучшенной рецептуре, обеспечивающей отличные сварочно-технологические свойства в процессе сварки малогабаритных (бытовых) трансформаторов. Они обеспечивают легкое зажигание дуги. После формирования шва наблюдается чешуйчатое соединение и шлаковая корка удаляется самопроизвольно.
Используются электроды стандарт для прихваток, корневых и коротких швов в сети низкого напряжения. Также они широко применяются при работе с металлом, имеющим небольшую коррозию на поверхности и при сварке стали с гальваническим покрытием.
Характеристики электродов стандарт
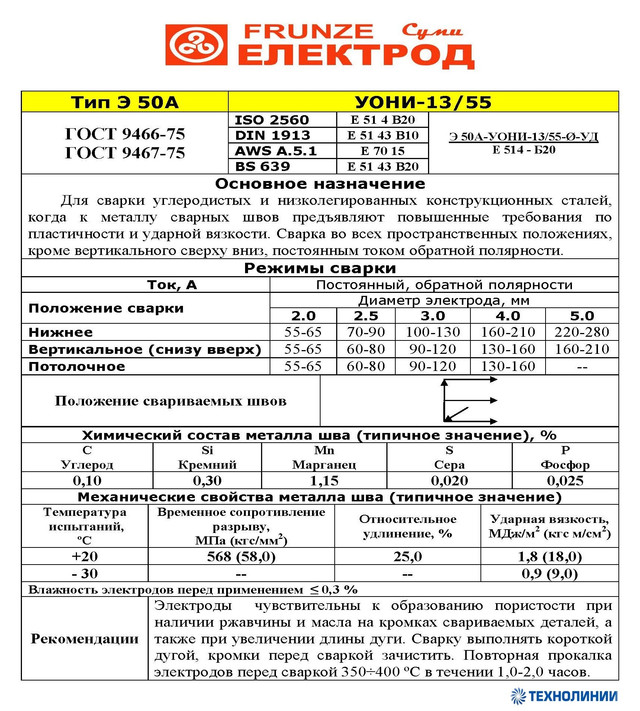
Химический состав рутилового покрытия, а также геометрические размеры электродов марки стандарт регламентируются принятыми техническими условиями ТУ У 05416923.001-95, принятыми стандартами ISO 2560, DIN 1913, а также гостами ГОСТами 9466-75 и 9467-75. Электроды производятся с диаметрами 2,5 мм, 3,03 мм, и другие.
Электроды серии стандарт производятся в герметичной тройной упаковке, за счет чего, при соблюдении условий хранения продукции, не требуется прокалка перед работой. В случае превышения влажности покрытия от 0,9%, электроды надо прокалить при температуре 120°C не менее 40 минут.
Предназначение электродов стандарт
Сварочные электроды популярной торговой марки стандарт предназначены для выполнения ручной дуговой сварки в конструкциях и деталях из углеродистых марок стали. В процессе их изготовления используются исходные материалы высокого качества, которые отличаются пониженной концентрацией вредных выделений в составе сварочного аэрозоля. Могут применяться при сварке газо- и водопроводов малого давления.
Электроды марки стандарт обеспечивают качественное сваривание угловых и стыковых соединений. С их помощью осуществляется сварка деталей небольшой толщины «внахлест» при ремонтах водопроводов и прочих металлических конструкций. Электроды стандарт не требуют зачистки и особой подготовки кромок, а получаемый в результате сварки конечный шов не теряет качества даже при наличии на поверхности металла остатков гальванических покрытий, свариваемых деталей ржавчины и других видов загрязнений.
Электроды стандарт способны обеспечивать качественный, прочный шов при сварке различных конструкций в любых положениях в пространстве. Применяется процесс сварки с постоянным током прямой и обратной полярности и с переменным током при условии минимального напряжения холостого хода в источнике тока. Режим сварки зависит от положения сварочного шва и диаметра используемого электрода. Для сварки и наплавки чугуна Электроды по нержавейке avesta Электроды Уони 13 45 Электроды лэз-11
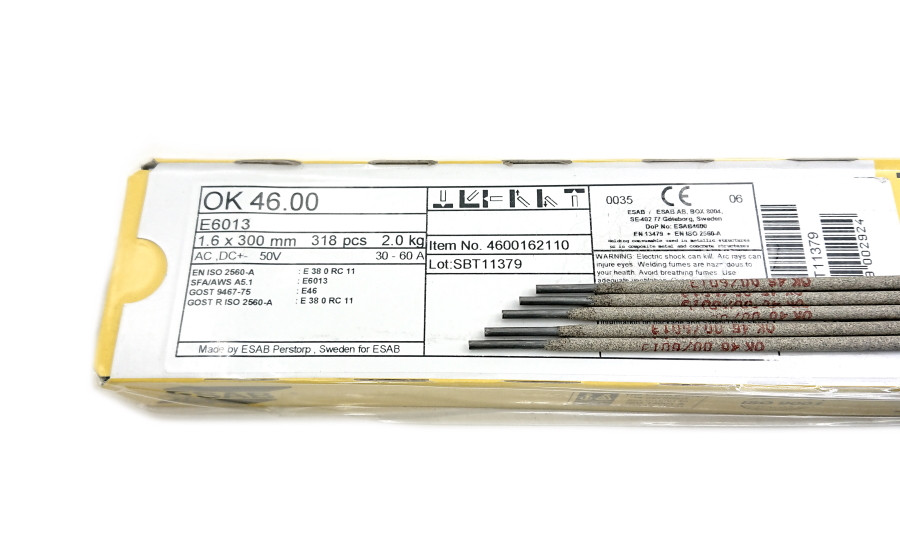
Где применяются Электроды ESAB ОК 46.00
Благодаря стабильной дуге и её быстрому розжигу, а также рутиловому покрытию, электроды ОК 46.00 от компании ESAB, незаменимы при сварке тонких металлов, проставке прихваток, обратных спусков и т. д. Отличительной особенностью этих электродов считается стабильная дуга и очень простой её розжиг. Поэтому для новичков-электросварщиков данные электроды очень просты в освоении.
Примечательно и то, что варить электродами ESAB ОК 46.00 можно даже неочищенный металл. При всем этом, существует одна особенность, которая связана с невозможностью использования электродов ОК 46.00 для сварки изделий из легированных сталей. Связано это с тем, что для изготовления стержня электродов, применяется низкоуглеродистая сталь марки СВ-08.
Также, важной особенностью электродов ESAB ОК 46.00 является и то, что перед использованием, их рекомендуется прокалить в термопенале, не менее одного часа, при температуре от 75 до 95 градусов
Характеристики электродов ОК 46.00
Технические характеристики электродов ESAB ОК 46.00 выглядят следующим образом:
- Диаметр — от 2 до 5 мм;
- Длина — электрода 450 мм;
- Вес одной упаковки — (6,6 кг, для электродов 4 мм);
- Род сварки — ММА сварка на переменном и постоянном токе обратной и прямой полярности;
- Способы электросварки — различные пространственные положения.
Другую информацию, касательно ГОСТа, серийного номера и номера партии, а также дату изготовления, можно узнать на упаковке с электродами.

Настройка и регулировка сварочного инвертора для работы с электродами ESAB ОК 46.00 диаметром 4 мм, выглядит так:
Сила тока, А — для нижнего положения (150-300 А), вертикального (150-280 А), потолочного (150-270 А).
Рассмотрим, сколько штук электродов в пачке 1 кг, в зависимости от их диаметра:
- 2 мм — 50 шт.;
- 3 мм — 39 шт.;
- 4 мм — 19 шт.;
- 5 мм — 13 шт.
В целом, отзывы про электроды ESAB ОК 46.00 носят исключительно положительный характер.