
Инструкция по работе со сварочным аппаратом
Сварку металлических заготовок осуществляют так:
- Подготавливают рабочее место и детали. Подсоединяют массу к свариваемому материалу. При работе с небольшими заготовками используют металлический стол. К нему подсоединяют нужный проводник. Стол можно заменить горизонтально установленным металлическим листом, к которому подключают «нуль» сварочного агрегата.
- Выбирают величину выступа проволоки из сопла. Рекомендованное значение – 5 мм. Сильно выступающий элемент отрезают кусачками.
- Устанавливают свариваемые детали рядом друг с другом. Проводят электродом по 2 точкам. Это сделает заготовки неподвижными. При сварке внахлест используют струбцины, надежно удерживающие детали.
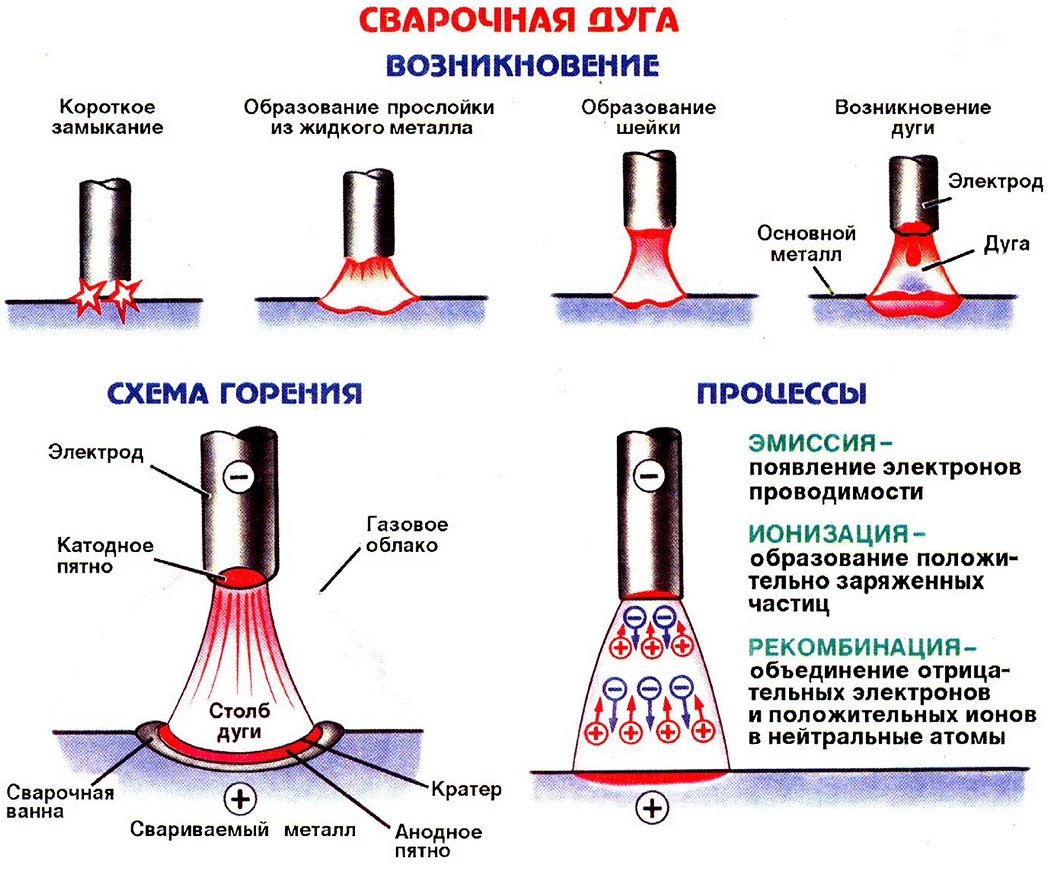
- Возбуждают сварочную дугу, расплавляют металл в местах соединения. Если аппарат работает нестабильно, увеличивают силу генерируемого агрегатом тока.
- Проваривают шов от одного конца к другому, плавно ведя дугу над металлом.
Основные правила при проведении работ
Исполнитель должен помнить и строго выполнять следующие важные моменты:
- Перед началом основной сварки сделать пробный шов на постороннем куске металла — так проводится регулировка подачи проволоки и силы тока, чтобы шов был высокого качества.
- Сварку изделий производить строго по инструкции, которая имеется у любого аппарата.
- При проведении работ сварщик должен быть экипирован в защитную одежду. Если работы проводятся в помещении, то надо обеспечить надежную вентиляцию.
- Для каждого вида проволоки существует канавка определенной формы. У припоя без присадок углубление имеет V-образную форму, при наличии в составе проволоки флюса — аналогичная, но с боковыми насечками.
- Нельзя проводить сварку, когда на поверхности металлов имеются горючие материалы — они должны удаляться, а свариваемые поверхности перед соединением хорошо зачистить.
Важно! Сварщику запрещается работать постоянно – надо делать технические перерывы
Виды полуавтомата
Сварочный аппарат подобного типа представляется механическим устройством, где установлена бобина со сварочной проволокой, которая выполняет функцию плавящегося электрода.
Последний подается в зону сварки автоматически. Сила рабочего тока, скорость поступления в зону сварки электрода, сварщиком выбирается самостоятельно. Условия зависят от вида соединяемого металла, скорости продвижения горелки.
Полуавтоматические агрегаты насчитывают несколько видов, однако их можно несколько упорядочить, что поможет облегчить классификацию. Основная из них выражается способом защиты металла при выполнении операции:
- под флюсом, который расположен в середине рабочего прутка, что походит на обмазку электропроводящего стержня — электрода;
- в среде регулируемой газовой среды, активной либо инертной.
Полуавтоматический процесс происходит вследствие образования электрического разряда, который преобразуется в тепловую энергию и плавит основной сварочный элемент — электрод.
Агрегат с регулируемой атмосферой может соединять цветной или легированный материал, где газовой средой служит углекислота. Модуль может быть как однофазным, так и трехфазным.
Первый работает от простой бытовой розетки с напряжением 220 вольт, однако сеть должна соответствовать мощности генератора.
В противном случае нельзя гарантировать формирование качественного сварного валика. Трехфазный агрегат показывает лучшие результаты по сравнению с однофазным, но его можно подключать только в определенных местах, любая пара фазных проводов должна иметь 380 V.
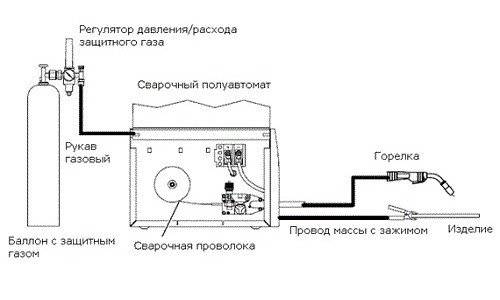
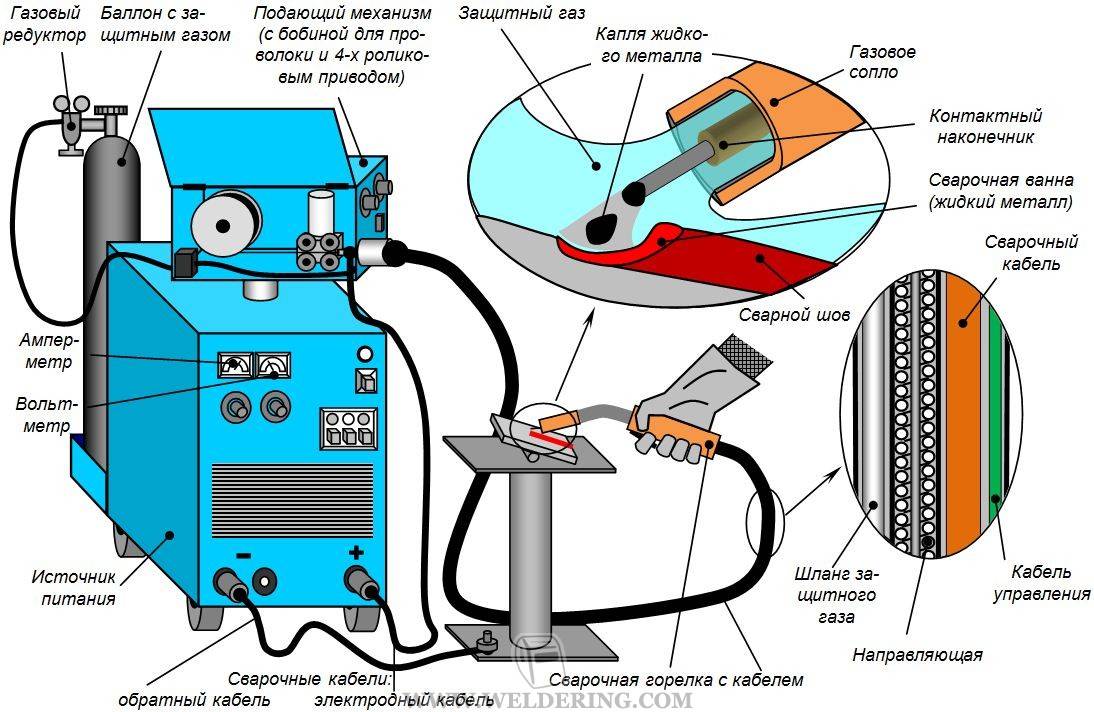
Полуавтоматические модули несколько отличаются друг от друга, но имеют общую комплектацию, выраженную следующими элементами:
- Газовый баллон с регулируемой защитной атмосферой.
- Трубка подачи газа к рабочей зоне.
- Бобина с присадочной проволокой.
- Подающий присадку механизм — тянущий, толчковый либо комбинированный. Последний оснащается двумя механизмами.
- Газовая горелка подает защитную атмосферу к сварочной ванне, обеспечивая металлу защиту от проникновения кислорода из внешней среды.
- Источник питания — инвертор либо трансформатор, в зависимости от мощности предполагаемого процесса.
- Блок управления, регулирующий силу электрического разряда и скорость доставки присадочной нити.
- Газовая аппаратура модуля.
- Кабели цепи управления.
Технология операции зависит от нескольких условий ее проведения — вида рабочего металла, длины валика, использование либо отсутствие газового баллона. Выполняются швы несколькими предусмотренными способами:
- Стыковой предусматривает плотное сочленение двух элементов между собой сварочным валиком. Применяется во время ремонта автомобильной и другой техники.
- Нахлесточный исполняется точечным способом, когда один рабочий элемент налаживается на другой.
Настройка сварочного аппарата
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
- Силу тока.
- Скорость подачи проволоки.
- Давление газа.
В комплекте есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т.к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
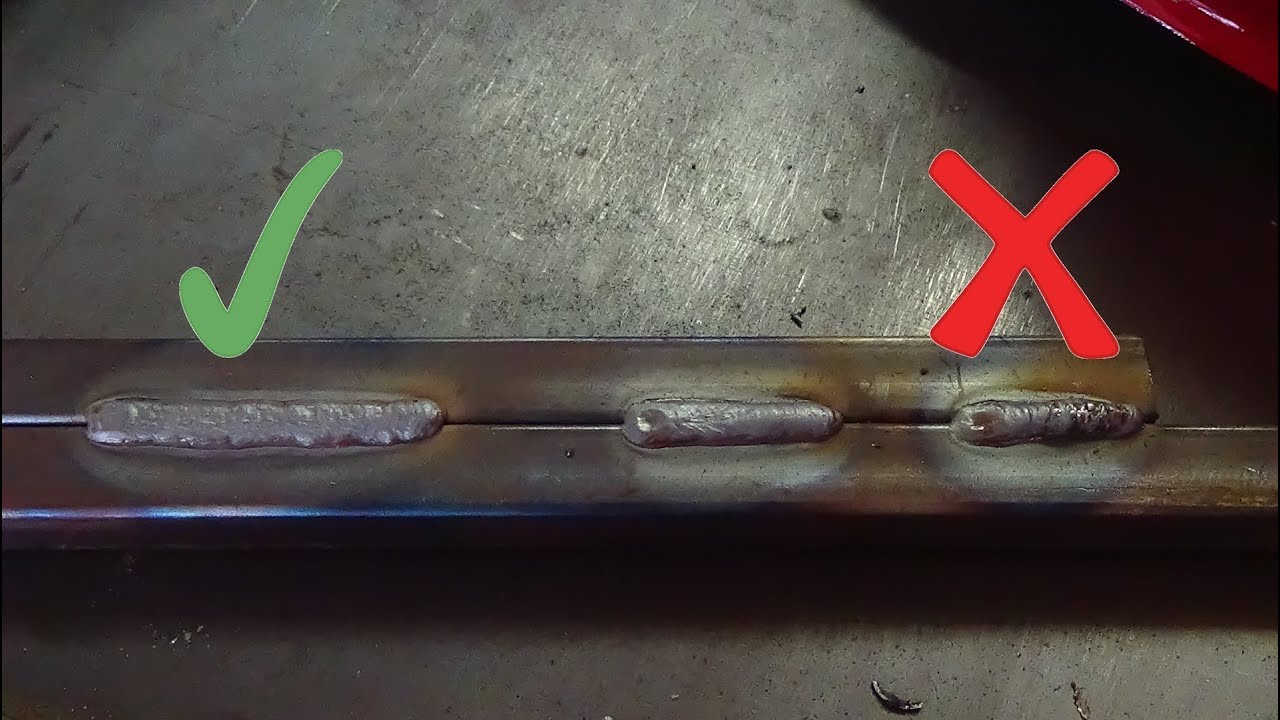
Для настройки полуавтомата подойдут ненужные куски металла, с такой же толщиной, как и основные заготовки. Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Базовые правила сварочного процесса
Если ваша цель стать настоящим профессионалом, необходимо изучить все вопросы на тему — как правильно варить полуавтоматом и такой важный фактор, как правила техники безопасности, а в будущем применять приобретённые знания и передавать их потомкам этой профессии. Никогда не пренебрегайте правилами ТБ при работе с высокими температурами и электричеством. Важным моментом является защита глаз и открытых участков тела, поэтому обеспечьте себя маской и плотной одеждой, которые защитят вас от ожогов.
Как новичкам, так и опытным сварщикам рекомендуется сделать первый пробный шов на скрытом участке, а лучше на черновой детали, таким образом, настройки полуавтомата будут более точными. При первом использовании аппарата обязательно прочитайте инструкцию и применяйте полученную информацию в работе. Старайтесь избегать перегрузок сварочного полуавтомата — это продлит его срок службы.
Неважно какая сварка, автомат или полуавтомат, необходимо получить теоретические и практические знания по работе с ними. Хоть обучение — это длительный процесс, требующий терпения и концентрации, но разобравшись во всем, сварочный процесс будет казаться лёгкой прогулкой
Некоторые новички задаются вопросом — чем отличается автоматическая сварка от полуавтомата? Ответ:
- Сварка автоматом — это автоматический процесс, который применяется в основном на производстве и не требует непосредственного участия человека.
- Сваривание полуавтоматом — процесс, в котором проволока (электрод) подаётся механизировано, а зажигание дуги и перемещение держателя по телу детали осуществляется человеком.
Типы сварочных полуавтоматов
Сварочные полуавтоматы делятся на типы по следующим признакам:
-
компоновочным:
Однокорпусной сварочный полуавтомат «Kind MIG 300».
однокорпусные. В этой конструкции все основные узлы находятся в одном корпусе;
Двухкорпусной сварочный полуавтомат «Сварог MIG 350 J1601».
- двухкорпусные. Полуавтомат разделен на два, составляющие его, блока:
- механизм подачи проволоки со сварочной горелкой и пультом управления;
- источник сварочного тока с монитором управления и пускорегулирующей аппаратурой;
- двухкорпусные. Полуавтомат разделен на два, составляющие его, блока:
- по характеру их перемещения на рабочем объекте:
- стационарные. Эти конструкции используются, в основном, для комплектации специализированных сварочных постов в крупносерийных и серийных производствах;
- передвижные. Переносные и перемещаемые на шасси, имеющем колёса;
- по подключению к электросети:
- однофазные. Это маломощные инверторы, которые, как правило, можно включить в обычную бытовую электророзетку;
- трёхфазные. Подключаются через специализированные электроразъёмы;
- по способу подачи электродной проволоки делятся на:
- толкающего типа. Привод подачи толкает проволоку в рукав сварочной горелки;
- тянущего типа. Привод подачи проволоки размещен в ручке горелки. Он тянет проволоку с катушки, находящейся в корпусе полуавтомата;
- тянуще — толкающего типа. «Гибрид» двух выше указанных типов;
- по количеству пар роликов (одна или две), транспортирующих проволоку. Количество пар роликов зависит от свариваемых металлов;
- режиму подачи сварочной проволоки (скорость и прерывистость);
- по форме сварочного тока. Сварочные инверторы позволяют применть разной формы сварочный ток (постоянный, пульсирующий и импульсный);
- по полярности подключения. В основном, полуавтоматическая сварка выполняется на обратной полярности подключения (плюс на электроде), но в отдельных случаях — на прямой полярности.
Полученные знания об устройстве и разнообразии существующих конструкций сварочных полуавтоматов позволят вам, уважаемые посетители сайта, легче в них ориентироваться и лучше понять изложенные далее принципы сварки на этом оборудовании. Кроме того, они позволят сделать правильный выбор при покупке оборудования, что позволит обеспечить выполнение необходимых сварочных работ с самым высоким качеством.






Виды сварочных полуавтоматов
По способу защиты создаваемого сварочного шва, полуавтоматы делятся на несколько технологических видов выполнения сварки:
- под слоем флюса;
- в защитных газах;
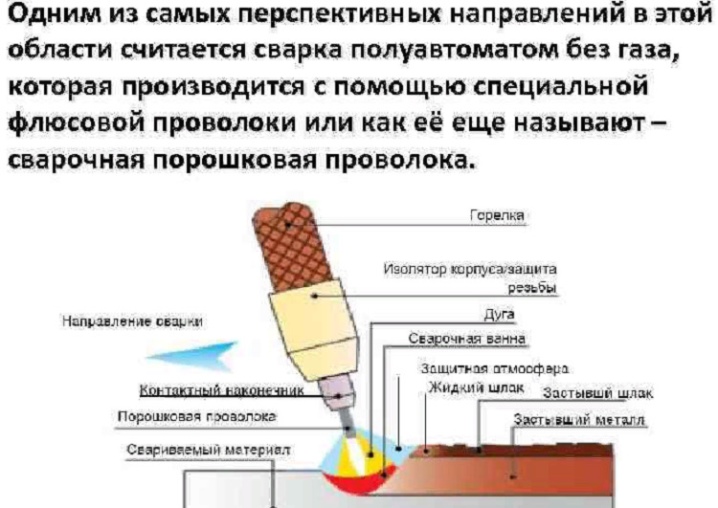
- при помощи порошковой проволоки.
Следует заметить, что полуавтоматы для сварки под слоем флюса в настоящее время применяются редко. Наиболее распространены полуавтоматы для сварки в защитных газах. В том числе, полуавтоматическая сварка порошковой проволокой, как правило, производится, так же, в защитных газах.
Это интересно: Сварочный шлак как причина возникновения сварочных включений: разъясняем вопрос
Описание процесса
Сварочное полуавтоматическое оборудование разработано для соединения металлоконструкция при промышленном производстве. Основная задача — обеспечивать непрерывную подачу проволоки в активную зону горения сварочной дуги, а исполнитель производит движение горелки вдоль соединения заготовок. Скорость подачи плавящейся проволоки регулируется вручную.
По степени защиты зоны сварки от воздействия среды устройства разделяются на полуавтоматы для сварки с флюсом, в газовой среде и при использовании специальной порошковой проволокой. В первом случае флюс входит в состав проволоки, она в самодельных аппаратах применяется редко из-за своей дороговизны. Наиболее распространена сварка в газовой среде, а использование порошковой проволоки обычно совмещено с применением защиты газом.

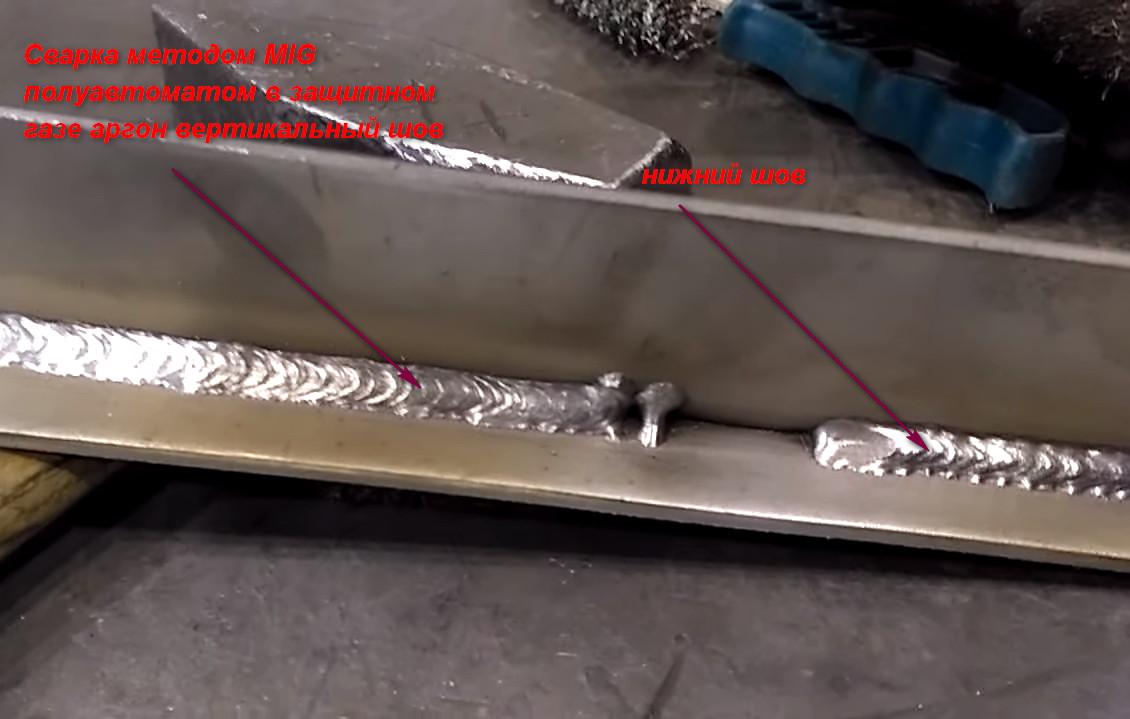
Такое оборудование используется в промышленности для сварки тонкостенных конструкций, например, кузова легковых автомобилей, при этом сварочный шов, выполненный полуавтоматом, получается аккуратным и малозаметным.
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой ручной сварки.
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного полуавтомата можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.
 Сварка в среде защитного газа.
Сварка в среде защитного газа.
Их существует несколько видов:
- Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва. Такая техника требует большого мастерства.
- Точечная сварка предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
- Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате. После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
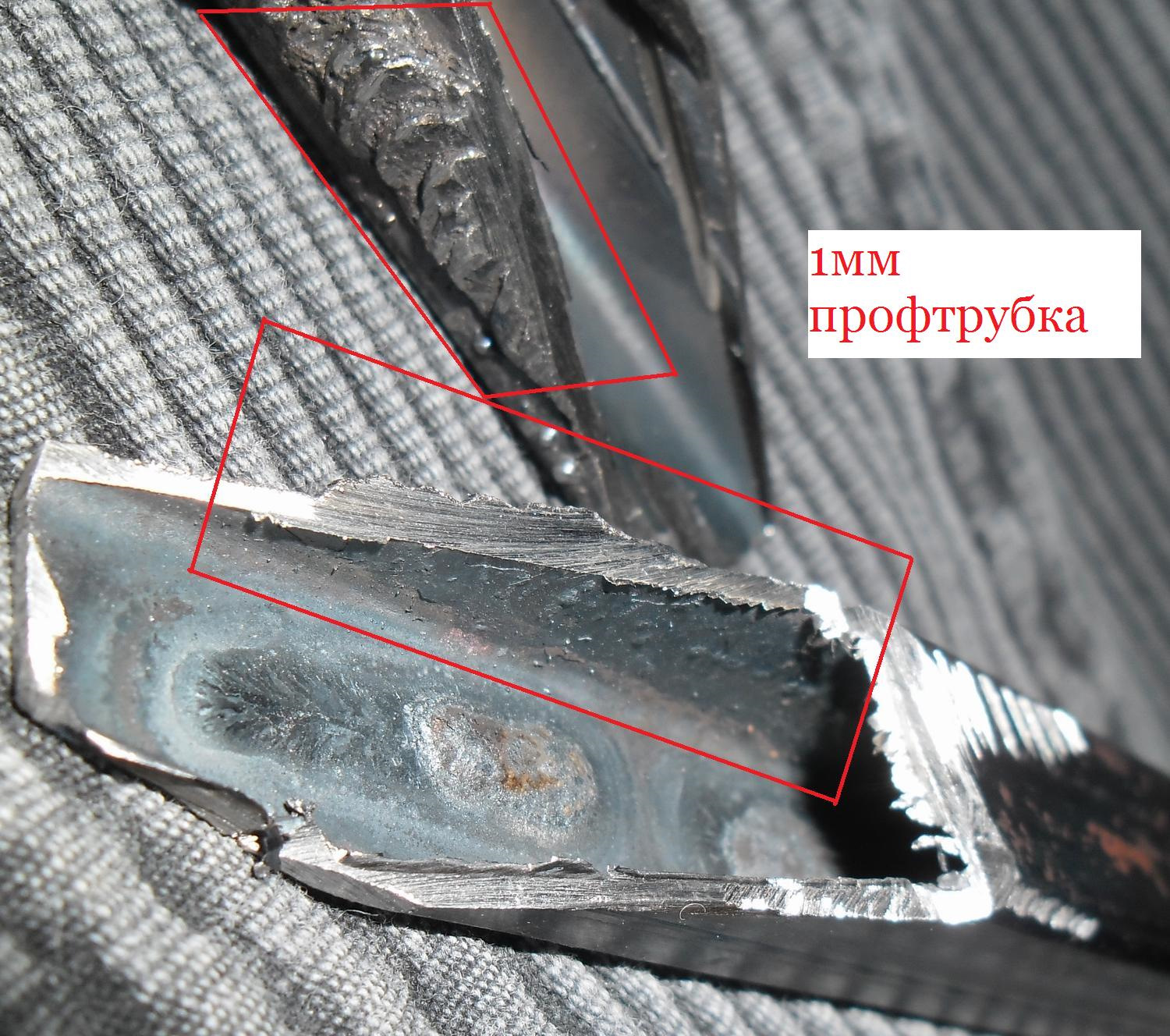
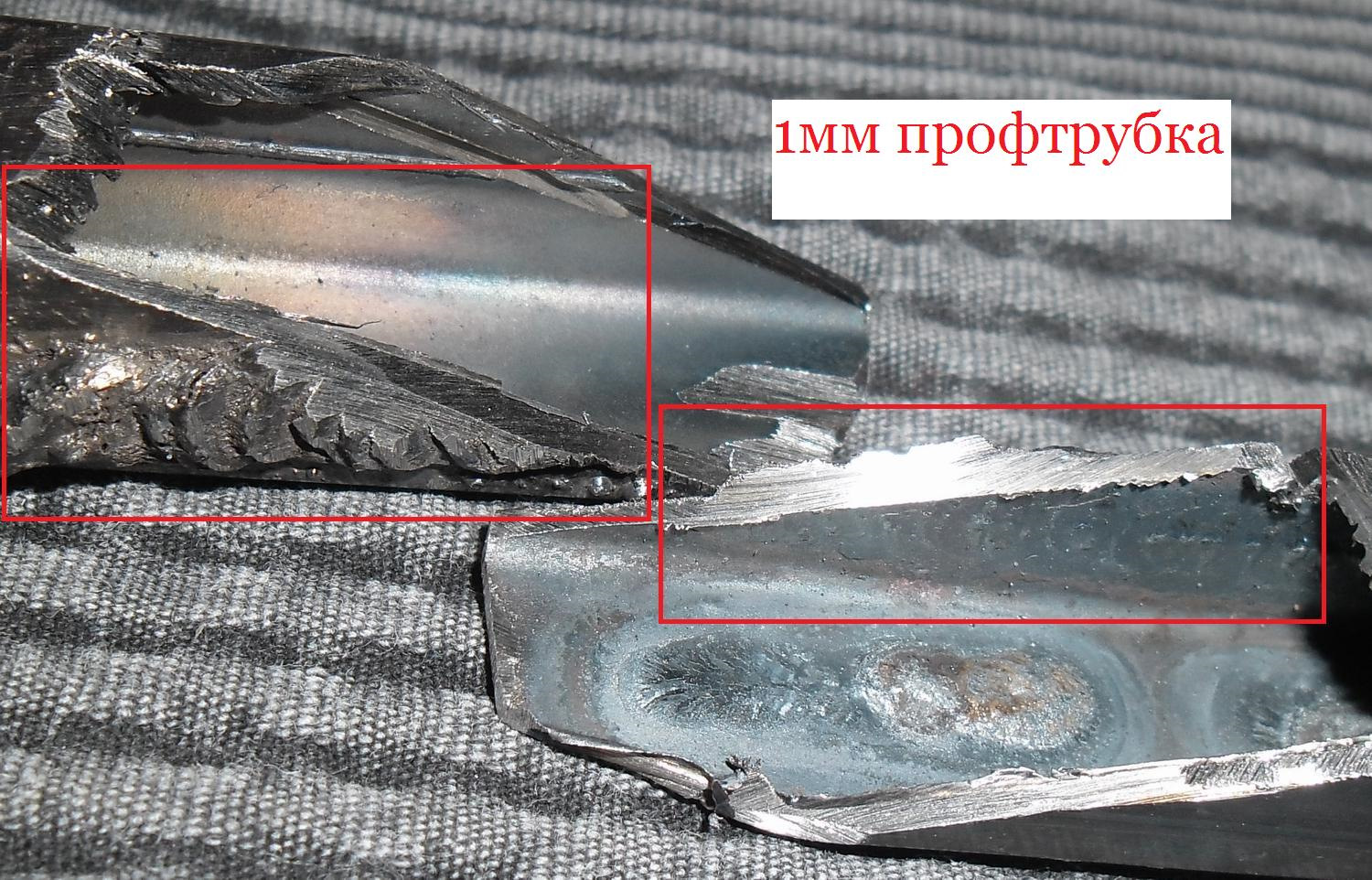
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.
 Схема сварки металла горелкой.
Схема сварки металла горелкой.
Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
- Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла. Поэтому потребуется применить инертный газ – аргон.
- Алюминий быстро поддается плавлению, поэтому течет. Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка.
- Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности. То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
Сварочный аппарат
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Конструктивные исполнения
Типоразмеры и характеристики устройств должны соответствовать требованиям ГОСТ 13861-89, ISО 2503-83 и ГОСТ 12.2.052-81. Классификация углекислотных редукторов может быть выполнена по следующим параметрам:







- По числу рабочих камер. Преобладающее количество подобных устройств – однокамерного типа, однако для улучшения стабильности функционирования в условиях пониженных температур наружного воздуха производят и двухкамерные редукторы. Рабочие камеры в таких устройствах расположены последовательно.
- По условиям работы. Различают рамповые, сетевые и баллонные редукторы. Рамповые предназначаются для работы на многопостовых участках, а сетевые питаются от стационарной сети, проложенной от углекислотной станции предприятия. Для работы отдельных постов предназначаются баллонные углекислотные редукторы, которые рассчитываются на меньшие показатели удельного расхода газа и ограниченный диапазон рабочих давлений.
- По принципу открытия/закрытия впускающего клапана редукторы для углекислотного баллона могут быть прямого и обратного действия. Принцип действия редуктора второго типа рассмотрен выше, а в редукторах прямого действия все изменения расхода и давления происходят в обратном порядке. Такие редукторы менее удобны при эксплуатации, а потому используются значительно реже.
Читать также: Расчет металлической балки по прочности

Применение: газоподготовка
Длительное и промежуточное хранение баллонов допускается на оборудованных кровлей и защитными перегородками рампах, исключающих попадание атмосферных осадков, в холодных и отапливаемых помещениях с естественной вентиляцией.
Жидкая углекислота в поставке для сварочных работ приобретается высшего и первого сортов. Заправка баллонов углекислотой для пищевиков дороговата, но желательна: Влажность газа нулевая.
Применение газа второго сорта допускается при возможности осушения: к 1% водного осадка добавляется нерегламентированное количество паров жидкости. Извлечением из газового потока паров воды занимается газоосушитель.
Это герметичная ёмкость с засыпкой гигроскопичными материалами. Осушители низкого давления устанавливаются после редуктора, высокого – принимают газ из баллона перед редуктором. Влагопоглотителями выступают алюмогель, силикагель, медный купорос.
Адиабатическое охлаждение газа провоцирует резкое объёмное расширение. Газопотребление в пределах 15–20 л/мин приводит к оледенению паров влаги, что чревато закупоркой редуктора. Газозабор высокого объёма требует установки газоподогревателя змеевикового типа на 24/36 В. Термоэлемент нейтрализует замерзание паров воды, рассчитан на пропуск больших объёмов.
Активная газозащита сварочных швов при полуавтоматической дуговой сварке плавящимся проволочным электродом ведётся углекислотой в чистом виде или в смеси с аргоном.
Использование баллонов подразумевает ограниченный суточный расход сварочными постами. 40-литровый баллон с внутренним давлением 6 МПа принимает 25 кг сжиженной субстанции. В газообразном виде после испарения жидкость трансформируется в 12,5 тыс. л газа.
Сварка толстого металла полуавтоматом
Металл, имеющий толщину стенок более 4-х миллиметров, требует предварительной подготовки: снимаются фаски с обеих кромок. Это позволяет сформировать ровный и в то же время очень прочный шов.
При работе с толстыми заготовками следует выполнять горелкой колебательные движения, чтобы прогревалась большая площадь кромок. Производитель к сварочным полуавтоматам прилагает документацию, где содержится полезная справочная информация. Среди прочих данных есть и таблицы с рекомендованными параметрами для сваривания заготовок из толстого металла.
Основные правила выполнения работ:
- зазор между кромками не должен превышать двух миллиметров;
- ширина сварного шва должна соответствовать толщине металла;
- выбирая расходные материалы, следует учитывать рекомендации производителя оборудования.
Если специалисту поставлена задача максимально хорошо проварить заготовку с толщиной свыше пяти миллиметров, то работу нужно выполнить в несколько подходов. Первым делом проваривается центр стыка. После этого деталь проваривается сверху и снизу. Сваривать заготовки желательно на открытой площадке или же в просторном хорошо вентилируемом помещении.
Движения держателем
Для необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода
Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Преимущества сварки полуавтоматом
Если вы еще в раздумьях, покупать инверторный полуавтомат или нет, то вот вам несколько жирных плюсов, которые вы сможете получить, обзаведясь полуавтоматической сваркой:
- Скорость сварки — она намного выше, чем при сварке электродом. Все дело в автоматической подаче сварочной проволоки;
- Высокое качество сварки — шов при сварке полуавтоматом получается намного красивей и аккуратней, это почти что ювелирная работа;
- Универсальность — полуавтоматом можно варить различные металлы, начиная от обычной стали и заканчивая цветными металлами;
- Нет шлака — знакомая проблема при электродной сварке, это большое количество шлака. Его приходится каждый раз сбивать и убирать, очищать и защищать сварочное соединение. Всего этого не нужды делать при сварке полуавтоматом, поскольку шлака здесь просто нет;
- Безопасность — варить полуавтоматом безопасней, по крайней мере, для собственного здоровья, поскольку при осуществлении данного процесса практически отсутствует дым.
При этом стоит учитывать и некоторые недостатки полуавтоматической сварки, а именно, громоздкость оборудования.
Для сварки полуавтоматом понадобится баллон с газом, да и варить, если сильный ветер, не получится — газ будет попросту сдувать.
Советы и возможные ошибки
Работа сварщика требует глубоких знаний во многих отраслях знаний, в том числе и металловедении. Приступая к работе, опытный сварщик внимательно изучит не только метод сваривания деталей, но и их состав, и порядок проведения операций. Начинающему любителю требуется довольно большой срок для того, чтобы понять как, и чем нужно сваривать металл, какие операции нужно проводить.
При работе полуавтоматом, много ошибок допускается при попытках соединить детали, имеющие защитное покрытие. Листы оцинковки или луженный оловом металл не получится сварить до того момента, пока не будет удалено защитное покрытие.
Начиная использовать полуавтомат, желательно прочесть инструкцию или руководство по эксплуатации
Это важно, поскольку в отличие от сварочного инвертора или трансформаторного аппарата в полуавтомате используется не только несколько видов проволоки, но и различные виды газа
Кроме известных видов расходных материалов, владельцу такого инструмента нужно в обязательном порядке для продления ресурса горелки научиться применять еще и специальные спреи для очистки сопел горелки. Такое обслуживание намного продлит ресурс сварочного рукава и сменных сопел.








Во время первого включения аппарата нужно знать, что учиться придется опять с первого шва и повторять ошибки по-новому:
На начальном этапе обучения нужно научиться не только держать дугу, но и регулировать подачу проволоки, регулировать подачу газа.
Рекомендуется сначала научиться формировать шов на обычном металле, а уже потом переходить на тонкий лист.
Важно взять за привычку очищать от налета сопло после каждого сеанса работы.
В первую очередь для начинающих сварщиков нужно определиться с теми инструментами, которые должны быть под рукой. Для работы нужна болгарка и зачистным кругом, пару зажимов и дырокол, если вы будете заниматься ремонтом дверей или кузова. Ну и, конечно же, сам сварочный аппарат, желательно полуавтомат. Нужно помнить, что ручной, непромышленной сваркой можно варить металл, толщиной до 6 миллиметров.
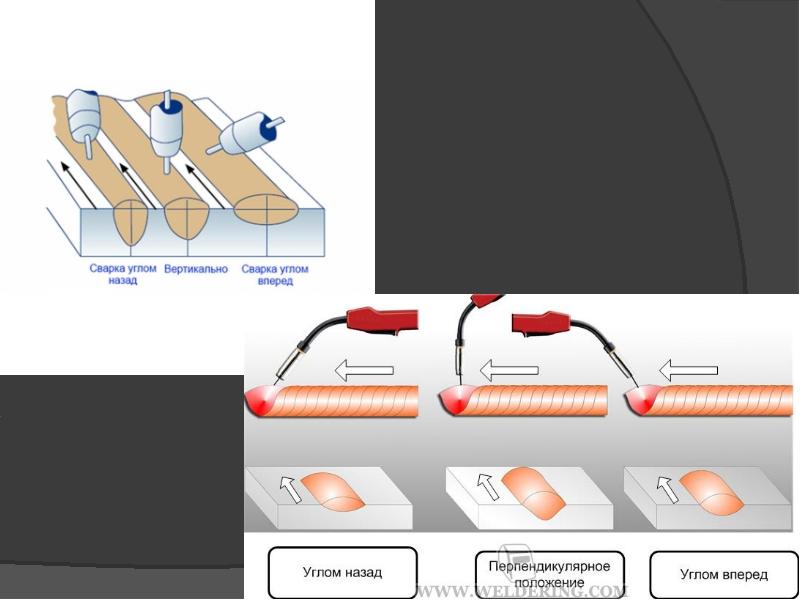
Приступим к процессу самой сварки. Для начала обязательно нужно очистить метал на месте сварки, после чего разделать кромки болгаркой. Состыковываем одну заготовку с другой в месте будущего шва и фиксируем зажимами. Присоединяем провод массы (минуса) к одной из деталей заготовок.
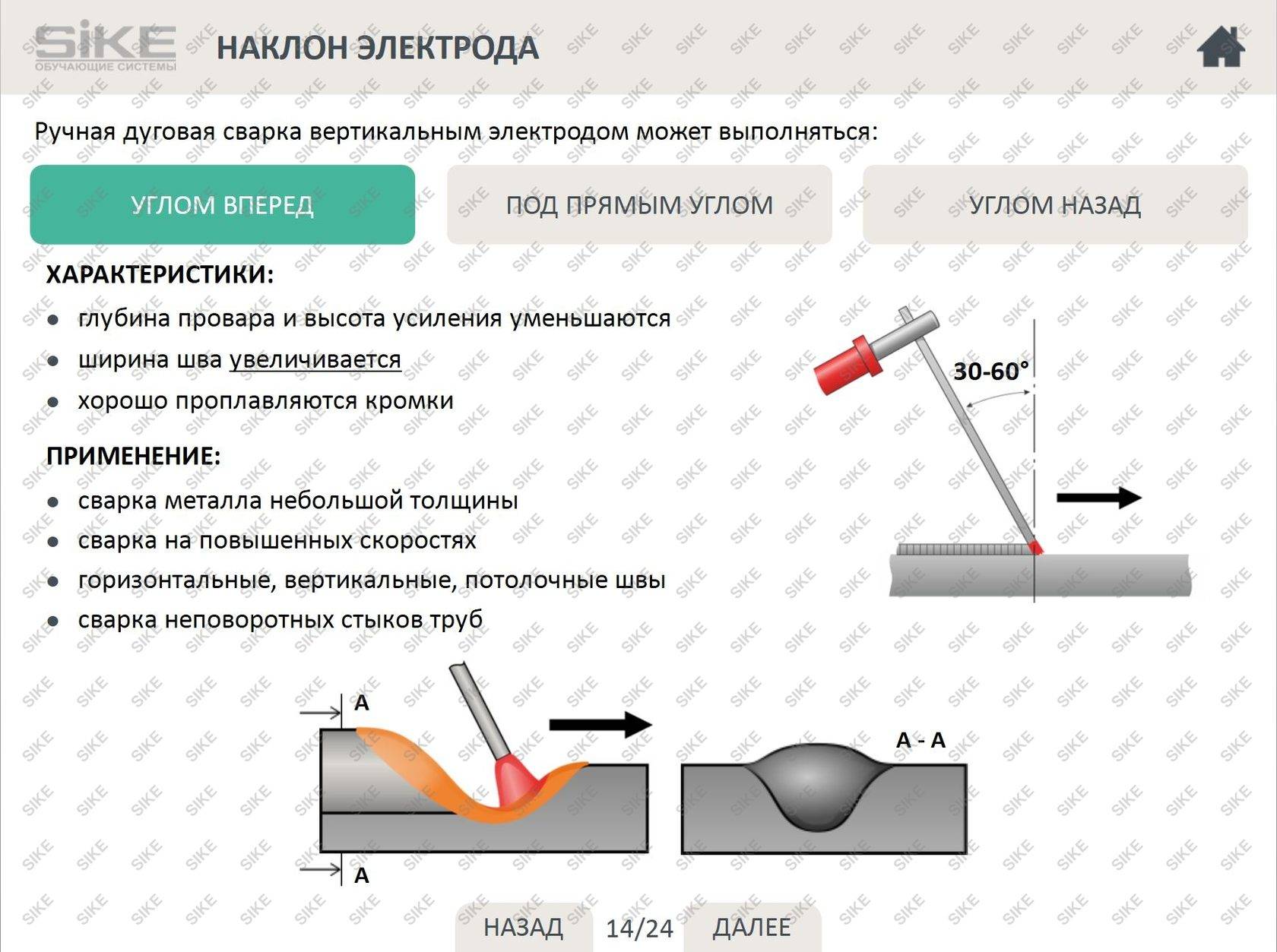
Переключаем сварочный аппарат в не менее чем третье положение и ставим оптимальную подачу. Начинаем процесс сварки стык встык, делаем небольшие прихватки, а затем завариваем все заподлицо с плоскостью обеих деталей. Сам наконечник сварки нужно держать под углом к плоскости сваривания двадцать градусов. Также есть способы сваривания внахлест и под определенным углом, сваривать которыми еще легче.
При сварке полуавтоматом очень большое значение имеют качество сварочного аппарата и сами электроды, которые нужно подбирать под свариваемый металл. Самые распространенные это ОЗС-12 и МП-3, которые подходят практически для любой толщены металла, но у них есть один существенный недостаток – большое количество шлака.
Теперь самое главное. Ни в коем случае нельзя забывать о технике безопасности:
- У сварщика должна быть специальная защитная маска;
- Хорошо прорезиненные перчатки;
- Огненепроницаемая одежда;
- Надежная обувь с резиновой подошвой или резиновый коврик под ногами.
Соблюдая все правила, получиться все непременно главное старания и упорство.