
Как соединить нержавеющие детали: оптимальная техника
Сначала необходимо оборудовать рабочее место. Стол должен быть стальным или иметь негорючую поверхность. Главное, чтобы он был ровным. Кроме того, нужно сделать качественную вытяжную вентиляцию. В свою очередь, чтобы спаять в домашних условиях несколько изделий в одно, надо покрыть их части оловом и зафиксировать между собой. Следующий шаг — одновременно нагреть детали, чтобы раскаленный припой соединился. Вероятно, олово придется добавлять в зону пайки, внося его на жале паяльника.
После этого нужно прогреть всю поверхность и, если припой лег качественно, необходимо положить детали на ровную поверхность. Изделие из нержавеющей стали, собранное из двух или более частей, нельзя шевелить до тех пор, пока соединения полностью не застынут. Лучше спаиваемые детали закрепить крепежными приспособлениями (например, струбцинами или тисками).
Пайка алюминия самостоятельно
Механическим способом удалить эту пленку не получится, поскольку если поверхность алюминия соприкоснется с водой или кислородом, она станет еще больше, а флюсы окислы не растворяют.
Что избавить поверхность от окисла, зачистите металл под масляной пленкой, при этом масло должно быть целиком обезвоженным. С этой целью его предварительно прогревают в течение какого-то времени при температуре до 200 градусов. Масло лучше брать минеральное или вакуумное.
Также поверхность можно зачищать грубыми железными опилками, которые следует растереть по ней под слоем канифоли или масла. Для этого берут жало паяльника и припой. Опилки в данном случае выступают абразивом, и вместе с чисткой происходит процесс обслуживания. Чтобы пайка алюминия была более надежной, металл следует обрабатывать по медному подслою, нанесенному на поверхность электролитическим способом.
Прослой может быть и цинковым, а пленку окисла можно надежно удалить специальными активными флюсами. Очень эффективно будет удаление с помощью активного флюса и механической обработки.
Флюсы для пайки алюминия
Выбирать флюс для алюминия нужно в зависимости от ряда факторов. Например, «бинарный» флюс в виде концентрированной фосфорной кислоты. Безотмывочный флюс не требует после пайки дополнительной промывки, также с его помощью можно производить пайку не только алюминия, но и меди и прочих металлов.
Припои для пайки алюминия
Чтобы запаять алюминий с помощью припоя, нужно покрыть поверхность металла его слоем. А детали паяются после облужения припоем. Залуженные таким образом алюминиевые детали можно не только паять друг с другом, но и с другими материалами или сплавами.
Для пайки алюминия лучше всего подходят легкоплавкие припои, в основе которых содержатся:
- цинк;
- олово;
- кадмий.
Также используются и алюминиевые тугоплавкие припои, но они не такие удобные в плане свойств. Но тугоплавкие более надежные и обеспечивают более прочное соединение. Тугоплавкие припои включают в себя:
- медь;
- цинк;
- кремний.
Наиболее простой припой – это сплав кремний и алюминия. Пайка происходит при помощи простого паяльника, жало которого нужно прогреть до 350 градусов, а также флюса в виде смеси йодида лития и олеиновой кислоты.
Пайка алюминиевых сплавов
- Авиаль;
- АМц.
А наиболее сложные – это:
- В95;
- АК4;
- дуралюмин;
- литейные сплав с минимальной температурой плавки.
Использовать припой типа 34А для перечисленных сплавов можно только для создания мелких изделий и с максимальной осторожностью, поскольку высок риск пережога и расплавления металла. Поскольку пайка сильно нагревает сплав, дуралюмин и некоторые другие его виды, переходят в отожженное состояние, а потери при этом имеются не менее 30 процентов прочности в паяльной области
А при пережоге прочность теряется более чем наполовину
Поскольку пайка сильно нагревает сплав, дуралюмин и некоторые другие его виды, переходят в отожженное состояние, а потери при этом имеются не менее 30 процентов прочности в паяльной области. А при пережоге прочность теряется более чем наполовину.
Учитывайте при нагревании риски коробления материала, поэтому нельзя допускать пайку крупных деталей из сплавов посредством горелки. А мелкие изделия на основе дуралюмина лучше всего изготавливать печным методом, где можно точно производить регулировку температуры.
А чтобы снять устойчивые окислы со сплавов, нужно брать особо активные флюсы. Чаще всего для этой цели используют флюсы на основе алюминия. Однако некоторые из них, в частности, 34А, могут спровоцировать коррозию, именно поэтому после пайки нужно удалить то, что останется от флюса.
Характеристики материала
Рассмотрим основные технические характеристики припоя ПОС 61:
- плотность – 8,5 г/см3;
- ударная вязкость – 3,9 кг/см2;
- предел механической прочности при растяжении – 43 МПа;
- относительное удлинение – 45 %;
Химический состав
Основными химическими элементами припоя являются:
- Олово. При идеальных условиях изготовления, содержание олова в составе – 61 % от общей массы. Согласного требованиям нормативных документов, его массовая доля должна быть не менее 59 %.
- Свинец. Его процентное содержание – 38-39 %, в зависимости от наличия вспомогательных добавок. Например, в припое ПОСсу 61-05, помимо олова и свинца, содержится лишь 0,5 % сурьмы.
Кроме сурьмы, в состав могут входить следующие химические элементы, повышающие качество соединения:
- железо;
- висмут;
- никель;
- сера;
- цинк;
- алюминий.
Температурные параметры
Температура пайки ПОС 61 составляет 240 Сº. При этом состав начинает плавится при температуре 184 Сº, а полный переход в жидкое агрегатное состояние происходит при 194 Сº (± 2 Сº, в зависимости от содержания вспомогательных химических элементов).
Из всех свинцово-оловянных припоев, ПОС-61 – самый низкоплавкий.
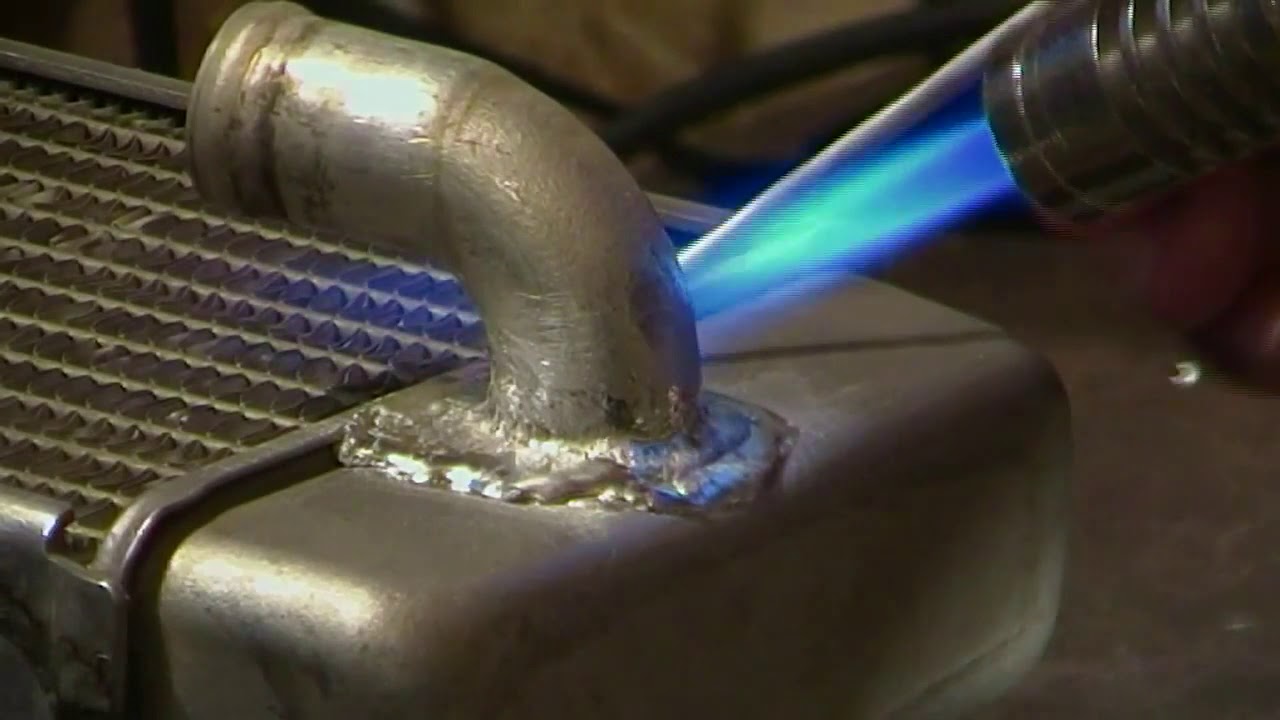
Газовая горелка для соединения медных труб
Пропановая газ горелка для пайки медных труб позволяет работать с поверхностями под температурой от 550 до 2000˚С. Возможность регулировать интенсивность пламени позволяет использовать оборудование, как для мягкого, так и твердого припоя.
Газ эффективен в труднодоступных местах для соединения плат, контактов малогабаритных приборов, трубок колонки и т.д. Помимо прочего, газ применяется для:
- выполнение соединения с применением воздуха;
- для подогрева соединений.
Классифицируется инструмент в зависимости от того, какая смесь выбрана для работы. Газ в комбинации с воздухом применяется для запуска бытовых горелок. Они отличаются малым весом и габаритами. Подходят для отрезков с небольшими диаметрами. Газ и кислород могут обрабатывать трубы любого диаметра. Используются в стационарных установках.
В местах, где газ установка, неэффективна, нагрев поверхности осуществляется феном.
Профессиональная газовая горелка для пайки медных труб
Он способен нагреть поверхность до температуры, оптимальной, чтобы запаять стык. Работать строительным феном удобно, так как он защищает руки от ожога.
Технология выполнения пайки
Чтобы правильно запаять трубу водопровода или колонки, важно выполнять все действия оперативно и четко. В случае, если пайка медных труб своими руками выполняется впервые, лучше потренироваться на ненужных отрезках
Установкой кранов с резьбой, стоит заниматься после запайки.
Чтобы качественно запаять отрезок, используется следующая технология:
- Удерживая трубу перпендикулярно к труборезу, отсоединить кусок необходимого размера.
- Удалить заусеницы фаскоснимателем, очистить ершиком полость трубы внутри и обезжирить.
- Отрезать еще один кусок и развальцевать его торец до нужного диаметра. Также очистить и обезжирить.
- Нанести на внутренний отрезок флюс и равномерно размазать его при помощи кисточки.
- Соединить отрезки в раструб, убрав оставшийся флюс тряпкой.
- Использовать газ для нагрева соединения до приобретения медью темного оттенка.
- Прекратить запайку при появлении на поверхности трубы капель.
- Оставить соединение до застывания в неподвижном состоянии.
- После выполнения монтажа, прогнать систему горячей водой.
Мягкая и твердая пайка – разница
Технология пайки включает два способа соединения медных отрезков:
- мягкий или легкий;
- твердый.
Мягкий способ эффективен для соединения труб большой толщины. В этом случае применяется газ, так как направленная пропановая горелка нагревает стык быстрее, чем паяльник. Метод мягкого соединения подходит не только для меди, но и большинства металлических сплавов, кроме легких, таких, как алюминий.
Перед тем, как паять медные трубы мягким способом, стоит максимально качественно зачистить контактные поверхности.
Технология пайки медных труб мягким способом с помощью газовой горелки
Во время процесса нагревания пропановая горелка все время перемещается по поверхности стыка, чтобы избежать неравномерного нагрева или перегрева участка.
Отличается пайка медных труб твердым припоем тем, что она осуществляется при более высоких температурах. Для соединения отрезков используется паяльник. Шов соединения может быть уже, чем при мягком методе.
Соединение нужно разогреть по всей окружности равномерно.
Технология пайки медных труб твердым способом с помощью высокотемпературного паяльника
Паяльник должен быть заправлен сбалансированной смесью газа с равным количеством кислорода и топлива. На то, что паяльник заправлен правильно, указывает короткое пламя ярко синего цвета.







Правила безопасности
Используя паяльник или другое оборудование, нужно придерживаться следующих правил безопасности:
- Чтобы запаять трубу нельзя держать под пламенем в руках отрезки короче 30-ти сантиметров. Медь – хороший проводник тепла, поэтому можно получить ожоги.
- Если на кожу попал флюс, его незамедлительно смывают водой, чтобы предотвратить образование ожога химией.
- Так как паяльник продуцирует открытое пламя, работать нужно в одежде из натуральных тканей.
- Перед тем, как спаять трубу, стоит позаботиться о вентиляции в помещении, так как во время работы припой для пайки медных труб выделяет вредные пары.
Стоимость пайки заставляет мастеров выбирать именно этот вид соединения труб. Чтобы запаять стык не требуется дорогое оборудование.
Применение алюминия
Распространенность применения изделий из алюминия заключается в первую очередь в том, что он является легким металлом. Алюминий широко используется в электротехнике, поскольку обладает отличной электропроводимостью.
Для бытовых нужд из этого металла изготавливаются кастрюли, бидоны, дуршлаги, кружки. Чистый алюминий применяют для производства фольги, используемой для электролитических конденсаторов. Можно его использовать и при производстве радиаторов.
Однако, пайка этого металла может доставить массу проблем. Это объясняется тем, что при легком взаимодействии с воздухом, поверхность алюминия покрывается тонкой, но твердой оксидной пленкой. Она защищает алюминий от дальнейшего окисления, но при процессе пайки создает труднопреодолимую преграду.
Существует несколько методов решения этой проблемы, например, пайка с канифолью, однако наилучший результат дает применение специально предназначенных для этого флюсов.
Какие бывают флюсы
![]()
Флюс — это вещества, используемые для удаления оксидов с поверхностей пайки и повышающие уровень качества шва. Флюс работает на эстетику.
Он может сильно изменить вид шва, но помимо этого улучшает качество и гладкость. Он очень важен. Поэтому необходимо выбирать внимательно.
Только в этом случае вы выполните работу качественно. Существует два вида флюсов: активные и слабоактивные.
Активные
![]()
В структуру химически активных флюсов входят множество кислотосодержащих веществ. Они необходимы для того, чтобы уничтожать налёт и коррозию.
После работы с флюсом, нужно отчистить зону паяния от остатка, чтобы металл не испортился, и не появилась новая ржавчина.
Также химикат оставляет ожоги на поверхности кожи, поэтому нужно помнить о технике безопасности. Но когда вы выполняете работу правильно, этот вид может послужить вам хорошую службу: удалить налёт и ржавчину, повысит уровень качества.
Химически активные флюсы не для домашней работы. Работа с ними требует большого опыта и внимательности. А при плавлении радиоэлементов лучше не брать этот вид. Так как есть большая вероятность, что он повредит текстолит, а изменить этого вы не сможете.
Слабоактивные
С химикатами подобного типа работать гораздо проще. Окислительные свойства такого флюса не так ярко выражены, поэтому и используют их чаще. Они защищают от жира и засорения, но со ржавчиной уже не справляются.
В структуре такого флюса материалов содержатся органика, поэтому с ними можно паять радиоэлементы.
Пассивные, так же как и активные, производят защиту области паяния от окисления, поднимают уровень качества.
Как выбрать?
Подбирая флюс для пайки меди, стоит учитывать ряд нюансов
Например, при покупке пастообразного важно смотреть на однородность материала. Качественный продукт отличается равномерностью массы, в нем нет комков и посторонних включений
Когда флюс низкого качества, это отражается на результате паяния.
Специалисты рекомендуют выбирать тот флюс, показатель вязкости которого меньше показателя вязкости припоя
Важно, чтобы состав равномерно распределялся по обрабатываемой поверхности и растворял оксидную пленку, образующуюся в ходе сварки
Приобретать расходный материал лучше у проверенного продавца. Этим исключается риск покупки некачественного товара, хороший флюс предупреждает повторное окисление меди и проводов. Удостовериться в его качестве можно непосредственно перед работой.
При его использовании удается сделать идеальными и горизонтальные, и вертикальные швы. Хороший флюс не стоит дешево. Если сложно определиться с его выбором, в магазине можно проконсультироваться с продавцом. Зная тип планируемой работы, специалист поможет подобрать лучший вариант паяльного вещества.
Обычно флюс подбирают по припою. Нужно, чтобы он плавился раньше припоя, именно так удастся достичь надежности соединения на капиллярном уровне. В расплавленном виде он поднимается наверх, соединяется с припоем и прикрывает место пайки защитным слоем от окисления.
Выбирая тот или иной вид расходника, надлежит знать температуру плавления. Например, соединять трубы водопровода лучше флюсами твердого типа. Их температура плавления составляет более 450 градусов Цельсия. Бура же плавится, достигая 753 градусов.
Подготовка материала
Чтобы достигнуть хорошего качества соединения, нужно использовать не только правильные технологии, но и уметь хорошо подготовить обрабатываемую поверхность. Нужно удалить все загрязнения и оксидные плёнки. Механическая обработка выполняется при помощи шкурки или металлической щётки, а также иногда применяют проволочную нержавеющую сетку и шлифовальную машинку. А также можно использовать разные кислотные растворы.
Обезжиривать поверхность нужно с помощью растворителя, ацетона или бензина. Когда происходит зачистка алюминиевой поверхности, то сразу же образовывается оксидная плёнка. Однако её толщина будет ниже первоначальной, а потому паяльный процесс облегчится.
Преимущества применения
Паяльные пасты используются не только в быту, но и в промышленности. Такое обширное распространение этого материала объясняется следующими его преимуществами:
- возможность применения в производстве плат, на которых находятся мельчайшие элементы;
- пользоваться паяльной пастой можно даже без паяльника, но в таком случае потребуется специальная станция или фен для нагрева изделия и равномерного распределения ингредиентов по поверхности платы;
- пользоваться пастой для пайки можно в таких ситуациях, когда отсутствует возможность воспользоваться классическими инструментами.
Если нет возможности или желания самостоятельно изготавливать смесь, можно приобрести готовый вариант. Но нужно запомнить, что качественная паяльная паста стоит около 10 американских долларов за 50 г. Более дешевые варианты обладают низким качеством и могут не только не обеспечить достаточной надежности фиксации, но и привести к дополнительным проблемам при последующем использовании электронного изделия. Чтобы избежать проблем, покупать такие материалы лучше в сертифицированных магазинах или непосредственно у производителей.
Флюс
Для большинства вида припоев необходима предварительная обработка труб специальным составом, который носит название флюс.
Флюс выпускается:
в жидком виде;
Составы для пайки в жидком виде
в виде пасты.
Состав для пайки в виде пасты
Приоритетней и удобней использовать флюс, изготовленный в виде пасты, так как более твердый состав способствует равномерному нанесению и не растекается по поверхности трубы.
Флюс позволяет:
- произвести дополнительную очистку труб от окислов;
- более равномерно распределить припой в процессе пайки;
- защитить место соединения от коррозии и образования окислов.
Виды и особенности припоев без канифоли
Элементы электроники не соединяют сваркой, при ремонте используют пайку. Для этого процесса необходим хороший припой и вспомогательный компонент – канифоль или флюс любого типа. Металлический сплав, которым фиксируют детали смачивает соединяемые участки, а канифоль их очищает. Припой должен быть термически и электрически стабильным.











Расходный материал бывает:
- Твердым с температурой плавления выше 450 град.
- Мягким.
Выпускают расходный материал:
- Гранулами.
- Прутками.
- Проволокой.
- Порошком.
- Фольгой.
- Пластинами.
При выборе нужного припоя учитывают:
- Свойства соединяемого металла.
- Механическую прочность спайки.
- Коррозийную устойчивость с удельной проводимостью.
Для скрепления плат в радиоаппаратуре применяют марку ПОС-61 по причине приемлемой температуры плавления (до 190 град.). Если работают с чувствительным к перегреву прибором выбирают ПОСК 50—18. Для обработки предметов с твердыми свойствами подойдет маркировка ПМЦ, в состав которых входит медь с цинком. «ПСр» указывает на сплав из серебра с добавками в разном процентном содержании:
- Олова.
- Свинца.
- Меди.
- Цинка.
Есть еще образцы, куда кроме металлической составляющей добавляют фосфор.
Что такое пайка и припой?
Припой – это сплав либо металл, который применяют для стыковки отдельных металлических деталей, чтобы обустроить единую систему. Технологию соединения двух частей в цельную конструкцию принято называть пайкой.
Поскольку припои задействуют во многих отраслях, их выпускают в виде разнообразных форм – это может быть проволока, прутки, фольга и т.д. Химический состав припоя для пайки медных труб напрямую зависит от температурного режима плавления, от вида используемых элементов, от их параметров и прочих нюансов.

Основой припоя бывают такие химические элементы:
- медь;
- серебро;
- олово;
- цинк;
- свинец;
- сурьма.
У припоя температурный режим плавления должен быть более низким, чем у металлов, из которых произведены стыкуемые детали, слегка нагреваемые в процессе пайки и не поддающиеся деформации. Пайка считается более выгодным способом соединения по сравнению со сваркой.

Припои в соответствии с температурой плавления бывают нескольких видов:
- Легкоплавкими – от 150 до 450 градусов.
- Среднеплавкими – не выше 1100 градусов.
- Высокоплавкими – до 1850 градусов.
Первый вид припоев задействуют для мягкой пайки, а второй и третий – для твердой.
Что нужно для пайки медных труб? При соединении изделий помимо припоя требуется флюс. Он необходим для защиты скрепляемых поверхностей от процесса окисления. Чтобы соединение получилось прочным, необходимо правильно выбрать и припой, и флюс. Целью использования припоев является получение надежного шва. Часто без него невозможно обойтись при стыковке труб разного назначения, включая медные изделия.
Разновидности флюсов
Все флюсы отличаются друг от друга по разным показателям, но чаще всего по элементам, входящим в их состав. Для того, чтобы очистить металл, который предстоит паять, от загрязнений, используются следующие виды флюсов:
- борная кислота;
- хлорид цинка;
- соляная кислота.
А для создания плёнки, которая будет выполнять защитные функции можно применить:
- канифоль;
- воск;
- различные смолы.
При пайке медных труб можно применять различные типы флюсов:
- жидкие;
- порошковые;
- флюс-пасты.
Жидкие составы хранят, как правило, в закрытых тубах и применяют их вместе с припоями, обладающими мягкой консистенцией. Порошковые флюсы являются менее популярными из-за неудобств, связанных с их использованием во время пайки. Пасты для пайки медных труб более дорогостоящие, однако, продаются в готовом виде и их применение возможно сразу. Паста для пайки позволяет упростить процесс и получить невероятно прочное и надёжное сцепление труб.
Готовые пасты удобны в применении, но отличаются более высокой ценой, чем прочие средства
На сегодняшний день существует огромное количество разновидностей этого вещества. Однако выделяют три наиболее популярных вида, которые используются для пайки в том числе и медных труб:
Антикоррозийные составы. Такие вещества не только выполняют функцию очистки поверхности от окисления, но и удаляют воду из места пайки, вытесняя её. Использование такого состава позволяет не удалять остатки после пайки. Изготовить такой раствор в домашних условиях довольно трудно.
Составы на основе салициловой кислоты. В таких флюсах основное активное вещество растворяется в составе, который состоит из различных химических веществ: спирт, вазелин (технический), золотосодержащие вещества. Такие флюсы выпускаются только в промышленных условиях и являются довольно популярными, так как влияют на качество шва. Шов после пайки трубы с использованием такого флюса получается очень ровным.
Классическая канифоль. При сборке трубопроводной коммуникации канифоль не используют в чистом виде. Чаще всего к ней подмешивают натриевую соль, и в результате получается вещество, которое обладает отличными защитными и антикоррозийными характеристиками для работ с трубопроводами. Канифоль обволакивает шов защитной плёнкой, а соли натрия препятствуют окислительным процессам. Такой состав отличается дешевизной и является наиболее популярными на сегодняшний день. Однако у такого флюса есть и недостаток — при перегреве он может обуглиться. Кроме этого, шов при пайке с канифолью получается не настолько эстетичный, как в случае с флюсом на основе салициловой кислоты, но прочный и надёжный.
Канифоль — наиболее доступный и популярный материал для пайки
Особенности использования
Правильно определив и выбрав используемый припой с канифолью, можно выполнять саму пайку. Данная работа не представляет особой сложности. Необходимо выполнить соответствующую подготовку поверхности, для чего основной металл зачищают от имеющихся загрязнений и всех отстаивающихся частей.
При подготовке поверхности к пайке ее необходимо разогреть и расплавить припой. Помните, что большой разницы в температурах между металлическими сплавами и припоем быть не должно, в последующем это отрицательно сказывается на качестве соединения. Перегревать основной металл не требуется, в последующем припой может разливаться по такой горячей поверхности, длительное время остывая и не затвердевая в течение 10 минут и более. Наличие канифоли существенно упрощает пайку, и припой быстро затвердевает, обеспечивая механическую прочность соединения. При этом обеспечивается необходимая защита соединения от коррозии.
В настоящее время в продаже можно найти припой с канифолью от различных производителей. Это могут быть как отечественные компании, так и иностранные производители. Следует сказать, что какой-либо существенной разницы между отечественными и иностранными производителями нет. Поэтому в первую очередь ориентируйтесь на состав материала, его марку и толщину проволоки. Приобретая припой от отечественных производителей, вы сможете существенно сэкономить. При этом вы можете быть полностью уверены в качестве и долговечности выполненных паяных соединений металлических элементов.
Припой относится к основным расходным материалам, используемым во время пайки. данный процесс существует достаточно давно и производители постоянно работают над его совершенствованием. Улучшение касается и расходных материалов. Припой с канифолью является одним из продуктов такой модернизации, который существенно упрощает процесс спаивания, так как для него требуется меньшее количество материалов. При стандартном проведении процедуры нужно использовать не только сам припой, но еще и канифоль в качестве флюса. Она необходима для того, чтобы упростить расплавление наплавочного материала, а также улучшить связь между ним и основным металлом. С учетом того, что сам процесс проводится при относительно низких температурах и не влияет на структуру основного металла, то смачиваемость выступает очень важным фактором.

В данном случае флюс содержится в припое, так что ничего дополнительного применять не нужно. Такой способ удобен, как для новичков, так и для профессионалов. Стоит отметить, что в марках, которые относятся к данному типу, хорошо соблюден баланс. При использовании канифоли отдельно всегда есть риск, что ее можно взять меньше или больше. Если же применяется марка с содержанием канифоли, то там она будет подобрана в оптимальном количестве согласно взятому размеру проволоки. Данные изделия производятся согласно ГОСТ 21931-76.
Что такое флюс для пайки?
Качество пайки основывается на правильности подбора компонентов флюса и присадки. Функция флюса:
- Создание вокруг припоя, на поверхности металла легкоиспаряемой плёнку, растворяющую окислы в рабочей зоне.
- Создать условия для растекания припоя за счёт снижения поверхностного натяжения.
- Улучшить сцепление с основой, снизить воздействие окружающей среды.
- Испариться на пороге температуры плавления.
Разнообразие предложений с незамысловатыми и сложными составами жидкого вида, порошков и пастообразных делят на два технологически непохожих вида флюсов для пайки: пассивные и активные в химическом отношении. Продаются паяльные пасты, составленные из комбинации флюс-припой, альтернативные трубчатые припои с заполнением внутренней полости флюсом.
Химически активные
Преимущественно это кислотосодержащие реагенты. Оксидные плёнки, жирный налёт устраняются успешно. Но возникает вопрос по нейтрализации активности агрессивных веществ путём промывки: металл и текстолитовые платы разрушаются коррозией.
Доступны и активно используются ортофосфорная, соляная кислоты после протравки, бура, нашатырь. Воздействие паров на органы дыхания токсично, кожные покровы также уязвимы.
Паяльные кислоты применяются в пайке никеля, сталей. Легко удаляют продукты окисления. Требуют нейтрализации слабощелочными растворами с обязательной процедурой окунания в проточную воду. Температуры применения 250–330 С.
Рабочее помещение при пользовании агрессивными средствами нуждается в вентиляции, минимальная мера – проветривание. Попадание на кожу рук требует смывания с моющими средствами без промедления.
Oрганические
Химически пассивные флюсы снимают жировые плёнки, отчасти нестойкие окислы. Эти органические некорродирующие вещества – защита против окисления. Канифоль сосновая, воск, стеарин и растворы спиртоканифоли не выделяют вредных для здоровья паров. Используются с легкоплавкими припоями в радиотехнике.
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Читать также: Очистить латунь от окислов в домашних условиях
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).






Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом паяют слои меди толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.
Рисунок 5. Пример универсальной заточки жала паяльника и правильного облуживания его рабочей области
Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.
Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо паять алюминий, то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.