
Как паять трубы
Перед началом работ нужно подготовить коммуникации к воздействию. Сварка трубопроводов осуществляется на небольших отрезках канализационных систем, поэтому нужно обрезать трубу до определенного размера. Место среза зачищается, после чего там делается фаска. Эта операция поможет облегчить соединение ответвлений тепло- и холодоснабжения с фитингами.
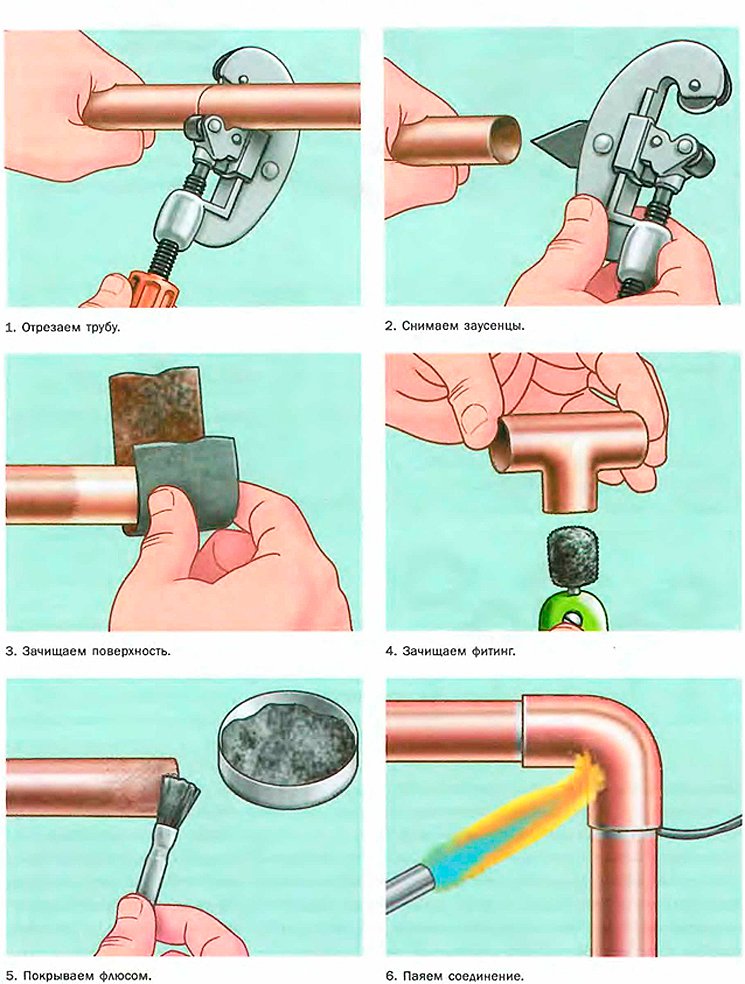
Фото — пошаговая инструкция
Для монтажа отожженных материалов понадобится использование так называемого труборасширителя. Этот инструмент необходим для установки на нестандартный диаметр фитингов. Существуют устройства разных диаметров, практически до 110 мм.
Пошаговая инструкция, как паять медные трубы оловом:
Согласно СНиП, всегда номинальный диаметр должен быть меньше фитинга;
Высокотемпературная обработка соединений начинается только после их зачистки. Фитинги и трубы нужно прочистить при помощи щетки и при необходимости затереть наждачной бумагой. В зависимости от хранения коммуникаций, рекомендует также их стыки обработать спиртом для обезжиривания;
Далее, на место, где будет проводиться запайка медных труб и монтироваться фитинги, которые будут установлены для соединения частей коммуникации, наносится тонким слоем флюс-паста;
Теперь включается горелка на нужную температуру. Припоем необходимо провести точно по краю соединений, а горелкой разогреть место стыковки фитинга. Для сварки водопроводных коммуникаций удобнее всего работать оловом, т. к. оно впитывается в металл и можно сэкономить время на разогреве соединений;
Паять труб нужно не более 20 секунд, т. к. максимальная температура горелки – свыше 1000 градусов. Будьте внимательны, в некоторых условиях требуется низкотемпературная сварка, поэтому желательно знать, какой у Вас тип труб;
После осуществляется сборка канализации
Очень важно сразу не включать воду в магистрали, иначе соединение не успеет остыть и покроется трещинами – это негативно повлияет на герметичность соединения. Среднее время остывания меди от 30 минут до двух часов.
Для сварки медных труб с небольшой разностью диаметров используется технология «капиллярная пайка». Она позволяет осуществить соединение паяльником отдельных коммуникаций при разнице между ними до 0,5 мм. В таком случае, спайка заполняет собой пространство между трубами. Это позволяет осуществить монтаж системы без шва. При методике используются твердые припои, которые обладают улучшенной защитной функцией.
Во многом успех пайки зависит от вида припоя, который используется. Наиболее часто медные трубы сваривают серебром, латунью и оловом, которые обладают высокими показателями текучести. Реже работы производятся с алюминием.
Вы можете сразу купить не только аппарат для пайки медных труб, но и набор расширителей и фитингов, которые понадобятся при разводке канализации без профессионального сантехника. Перед началом работ советуем пройти обучение технике, или хотя бы просмотреть видео.
Вопросы и ответы
Вопрос: Как и из чего можно сделать канифоль?
Ответ: Умельцы, проживающие поблизости хвойных лесов, собирают смолу с елей и сосен в баночки из жести. Затем ее медленно нагревают и убирают иголки и частицы дерева. Получается материал, максимально приближенный по составу к канифоли.
Вопрос: Можно ли паять без флюса?
Ответ: Без флюса припой сложно прицепить к металлу (а иногда и невозможно совсем). Скорее всего, пайка будет долгой и непродуктивной, а качество работы оставит желать лучшего. Как вариант, можно попробовать паять на губке, пропитанной подкисленной водой.
Заменить покупной флюс не составит труда. Его можно сделать из аспирина, лимонной кислоты, машинного масла и даже сала. Каждый паяльщик знает несколько таких рецептов. Они отлично подходят для решения мелких задач. В сложной и ответственной работы, естественно, нужно использовать специальный флюс. Приведенные способы – это «скорая помощь» для паяльщика. Не меньше и не больше того.
Газовая горелка для соединения медных труб
Пропановая газ горелка для пайки медных труб позволяет работать с поверхностями под температурой от 550 до 2000˚С. Возможность регулировать интенсивность пламени позволяет использовать оборудование, как для мягкого, так и твердого припоя.
Газ эффективен в труднодоступных местах для соединения плат, контактов малогабаритных приборов, трубок колонки и т.д. Помимо прочего, газ применяется для:
- выполнение соединения с применением воздуха;
- для подогрева соединений.
Классифицируется инструмент в зависимости от того, какая смесь выбрана для работы. Газ в комбинации с воздухом применяется для запуска бытовых горелок. Они отличаются малым весом и габаритами. Подходят для отрезков с небольшими диаметрами. Газ и кислород могут обрабатывать трубы любого диаметра. Используются в стационарных установках.
В местах, где газ установка, неэффективна, нагрев поверхности осуществляется феном.
Профессиональная газовая горелка для пайки медных труб
Он способен нагреть поверхность до температуры, оптимальной, чтобы запаять стык. Работать строительным феном удобно, так как он защищает руки от ожога.
Технология выполнения пайки
Чтобы правильно запаять трубу водопровода или колонки, важно выполнять все действия оперативно и четко. В случае, если пайка медных труб своими руками выполняется впервые, лучше потренироваться на ненужных отрезках
Установкой кранов с резьбой, стоит заниматься после запайки.
Чтобы качественно запаять отрезок, используется следующая технология:
- Удерживая трубу перпендикулярно к труборезу, отсоединить кусок необходимого размера.
- Удалить заусеницы фаскоснимателем, очистить ершиком полость трубы внутри и обезжирить.
- Отрезать еще один кусок и развальцевать его торец до нужного диаметра. Также очистить и обезжирить.
- Нанести на внутренний отрезок флюс и равномерно размазать его при помощи кисточки.
- Соединить отрезки в раструб, убрав оставшийся флюс тряпкой.
- Использовать газ для нагрева соединения до приобретения медью темного оттенка.
- Прекратить запайку при появлении на поверхности трубы капель.
- Оставить соединение до застывания в неподвижном состоянии.
- После выполнения монтажа, прогнать систему горячей водой.
Мягкая и твердая пайка – разница
Технология пайки включает два способа соединения медных отрезков:
- мягкий или легкий;
- твердый.
Мягкий способ эффективен для соединения труб большой толщины. В этом случае применяется газ, так как направленная пропановая горелка нагревает стык быстрее, чем паяльник. Метод мягкого соединения подходит не только для меди, но и большинства металлических сплавов, кроме легких, таких, как алюминий.
Перед тем, как паять медные трубы мягким способом, стоит максимально качественно зачистить контактные поверхности.
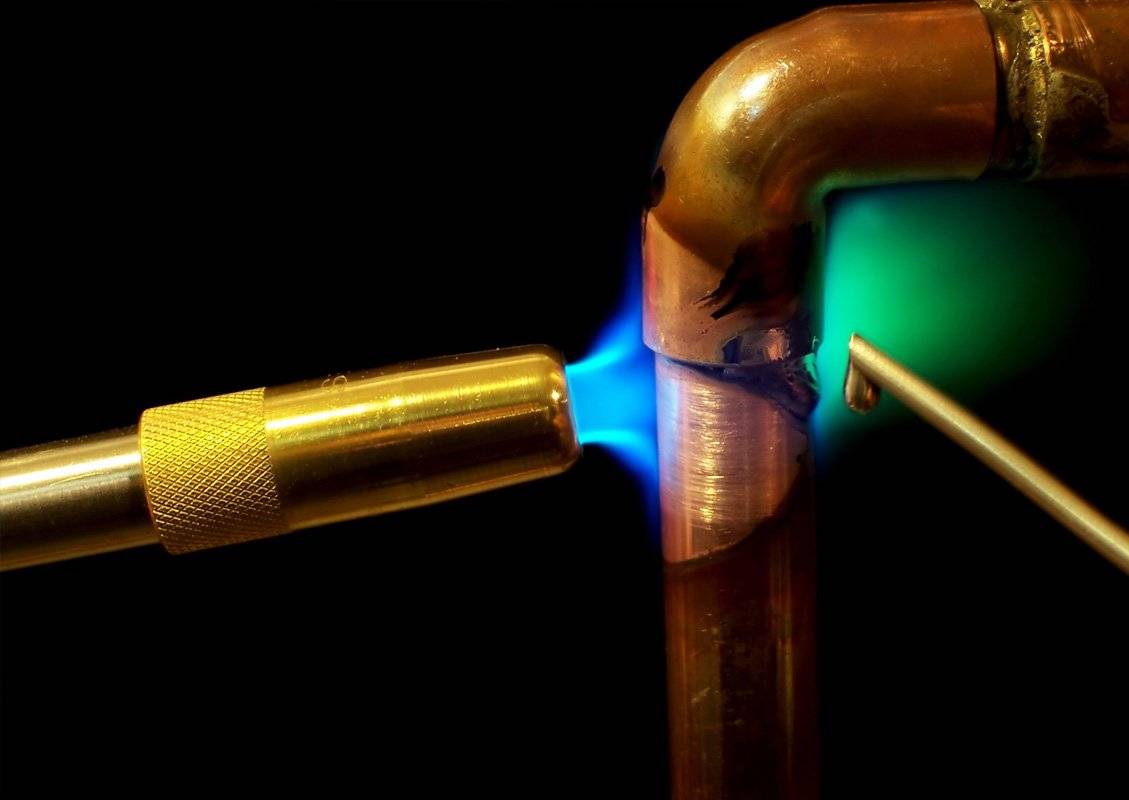
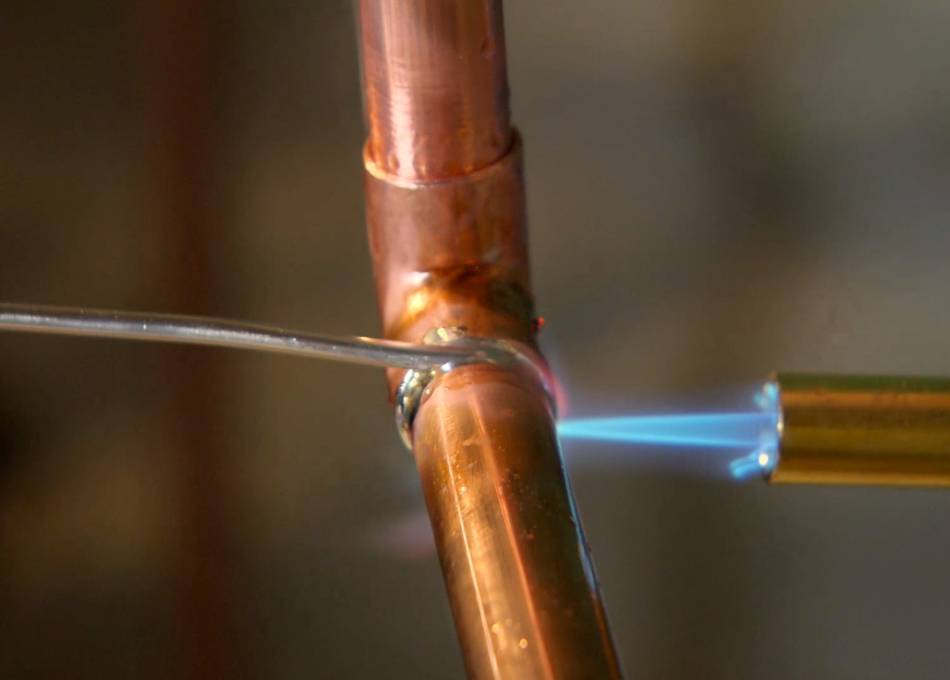
Технология пайки медных труб мягким способом с помощью газовой горелки
Во время процесса нагревания пропановая горелка все время перемещается по поверхности стыка, чтобы избежать неравномерного нагрева или перегрева участка.
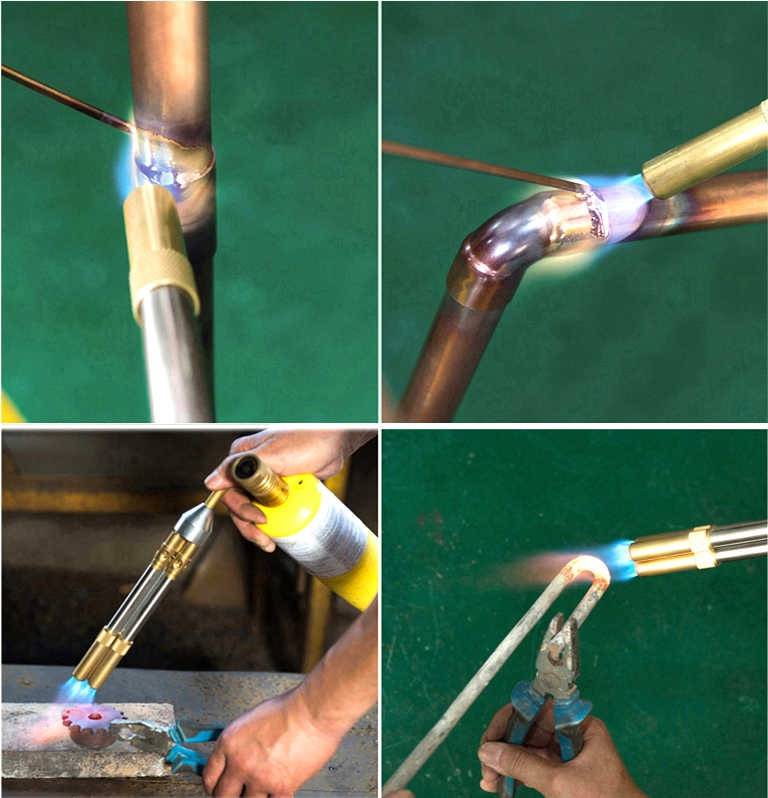
Отличается пайка медных труб твердым припоем тем, что она осуществляется при более высоких температурах. Для соединения отрезков используется паяльник. Шов соединения может быть уже, чем при мягком методе.









Соединение нужно разогреть по всей окружности равномерно.
Технология пайки медных труб твердым способом с помощью высокотемпературного паяльника
Паяльник должен быть заправлен сбалансированной смесью газа с равным количеством кислорода и топлива. На то, что паяльник заправлен правильно, указывает короткое пламя ярко синего цвета.
Правила безопасности
Используя паяльник или другое оборудование, нужно придерживаться следующих правил безопасности:
- Чтобы запаять трубу нельзя держать под пламенем в руках отрезки короче 30-ти сантиметров. Медь – хороший проводник тепла, поэтому можно получить ожоги.
- Если на кожу попал флюс, его незамедлительно смывают водой, чтобы предотвратить образование ожога химией.
- Так как паяльник продуцирует открытое пламя, работать нужно в одежде из натуральных тканей.
- Перед тем, как спаять трубу, стоит позаботиться о вентиляции в помещении, так как во время работы припой для пайки медных труб выделяет вредные пары.
Стоимость пайки заставляет мастеров выбирать именно этот вид соединения труб. Чтобы запаять стык не требуется дорогое оборудование.
Виды и особенности газовых горелок
Газовая горелка по праву считается самым удобным приспособлением для сварки любых медных изделий. Аппарат имеет малый вес и габариты, он удобен в работе и экономичен. Возможность регулировки мощности пламени позволяет выставить параметры для проведения конкретных видов работ.
Стандартная конструкция газовой горелки включает следующие элементы:
- Узел для закрепления емкости с топливом.
- Приборная головка.
- Форсунка.
- Редуктор.
- Регулятор интенсивности пламени.

Кроме того, производители включают в конструкцию дополнительные элементы: переходники, наконечники, отражатель пламени и т.п.
Классификация устройств производится по нескольким параметрам. Так, по техническим возможностям устройства бывают:
- Бытовые. Недорогие аппараты с минимальным набором функций. Температура огня регулируется в диапазоне 1000-1500°С.
- Профессиональные. Более дорогие горелки, рассчитанные на серьезные объемы работ. Пламя имеет температуру 1500-2000°С.
В зависимости от используемой газовой смеси, горелки разделяют на несколько видов:
- Пропановые. Бывают специализированными или универсальными. Считаются наиболее распространенными. Газ дает ровный интенсивный факел пламени.
- На МАРР-газе. Отличаются мягким, но энергичным пламенем, щадящим образом воздействующем на материал трубы, препятствуя его повреждению.
- Ацетиленовые. Чаще используются при работе на магистральных объектах. Питаются от одноразовых баллонов, либо являются стационарными. Газ дает высокую температуру пламени, что положительно сказывается на экономичности, но часто приводит к перегреву деталей и увеличивает вероятность их повреждения.
Газовые горелки с одноразовыми баллонами просты в использовании, не зависят от источников электроэнергии, компактны и безопасны. Единственный недостаток – необходимость частой смены баллонов.
Стационарные установки отличаются мощным факелом пламени, позволяющим производить пайку быстро и качественно. В быту используются крайне редко.
Избегаем ошибок

При пайке медных туб мастера-новички часто допускают ряд распространенных ошибок. Таковыми являются:
- Слабый прогрев элементов магистрали, вследствие чего плавление припоя происходит неполностью. Такое соединение разрушится при любой нагрузке.
- Чрезмерный перегрев медного сплава, наоборот, ведет к разрушению слоя флюса. Это, в свою очередь, приведет к образованию окиси и окалины на поверхности металла. Такой эффект также приведет к разрушению соединения.
- Игнорирование мер безопасности. Поскольку работа ведется с химическими элементами и при высоких температурах, то следует надевать защитные перчатки и маску.
- Собираясь проверить соединение, стоит убедиться, что туба в месте пайки остыла.
- При процедуре пайки стоит обеспечить хорошую вентиляцию помещения. Этого требует технология выполнения работ, поскольку пайка выполняется с применением агрессивных кислотных веществ.
- Защитная одежда из грубой ткани также не будет лишней, поскольку есть риск попадания на тело искр пламени и частичек припоя, что может привести к ожогу.
Видео: технология спаивания медных туб
Правила пайки меди
При потребности спаять медное изделие или изделие, содержащее медные компоненты, нельзя дать однозначный ответ, как и чем лучше всего это сделать. Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
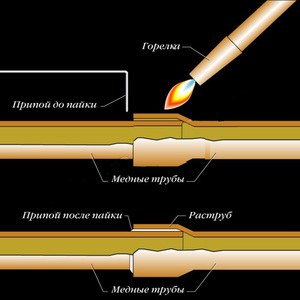
Пайка крупных деталей
Схема капиллярной пайки меди.
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом. Когда капли припоя начнут оставаться на поверхности труб, припой убирают.
Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Схема сварки меди в среде инертных газов.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.









Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца. Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.
Каким припоем паять медные трубы?
Существует огромное множество припоев для соединения отдельных элементов медного трубопровода с помощью пайки. Все они подразделяются на два вида по консистенции:
- твёрдый (тугоплавкий);
- мягкий (легкоплавкий).
Наиболее популярными для этих целей являются низкотемпературные припои. Они позволяют стыковать медные трубы при низких показателях температур, в результате чего исключается возможность их деформации. Но стоит отметить, что швы после такого припоя обладают довольно низкими механическими качествами.
Высокотемпературные припои, в отличие от низкотемпературных, позволяют выполнять максимально прочные соединения труб.
При низкотемпературной пайке, которая является очень популярной при монтаже медных трубопроводов в бытовых условиях, чаще всего используют припои, не содержащие в своём составе свинца. Бессвинцовые припои позволяют получить устойчивое к механическим воздействиям сцепление. К бессвинцовым припоям относят: сплавы олова с висмутом, сурьмой, серебром и т. д. Олова в таких припоях содержится порядка 95%, остальные 5% приходятся на дополнительные элементы.
В бытовых условиях чаще всего используется мягкий припой, в котором содержится большое количество олова
Для пайки при низких температурах может применяться припой, который является сплавом олова и свинца, однако, такой материал не рекомендуется использовать для монтажа водопроводной конструкции. Это связано с тем, что свинец является токсичным материалом и может нанести вред здоровью жильцов.
Для пайки медных труб используют специальную газовую горелку, которая позволяет добиться максимальных показателей прочности и надёжности соединения.
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.
Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
https://youtube.com/watch?v=U2XvjUSkwJs
Выбор газовой горелки
В зависимости от необходимой мощности горелки могут иметь:
- одноразовый баллон;
- стационарный баллон;
- ацетилено-кислородную систему.
Для профессиональных горелок используется только твердый припой. Бытовые модели предназначены для мягкого припоя. Полупрофессиональные горелки могут работать с любым типом припоя. Смесь в газовом баллоне может различаться в зависимости от вида пайки.
Для пайки с мягким припоем можно использовать электрический термофен с предельной температурой в 650 градусов. Преимущество этого инструмента в возможности сохранять постоянную температуру плавки и менять ее при необходимости. Специальные насадки помогают сосредотачивать поток горячего воздуха на требуемом участке трубы.
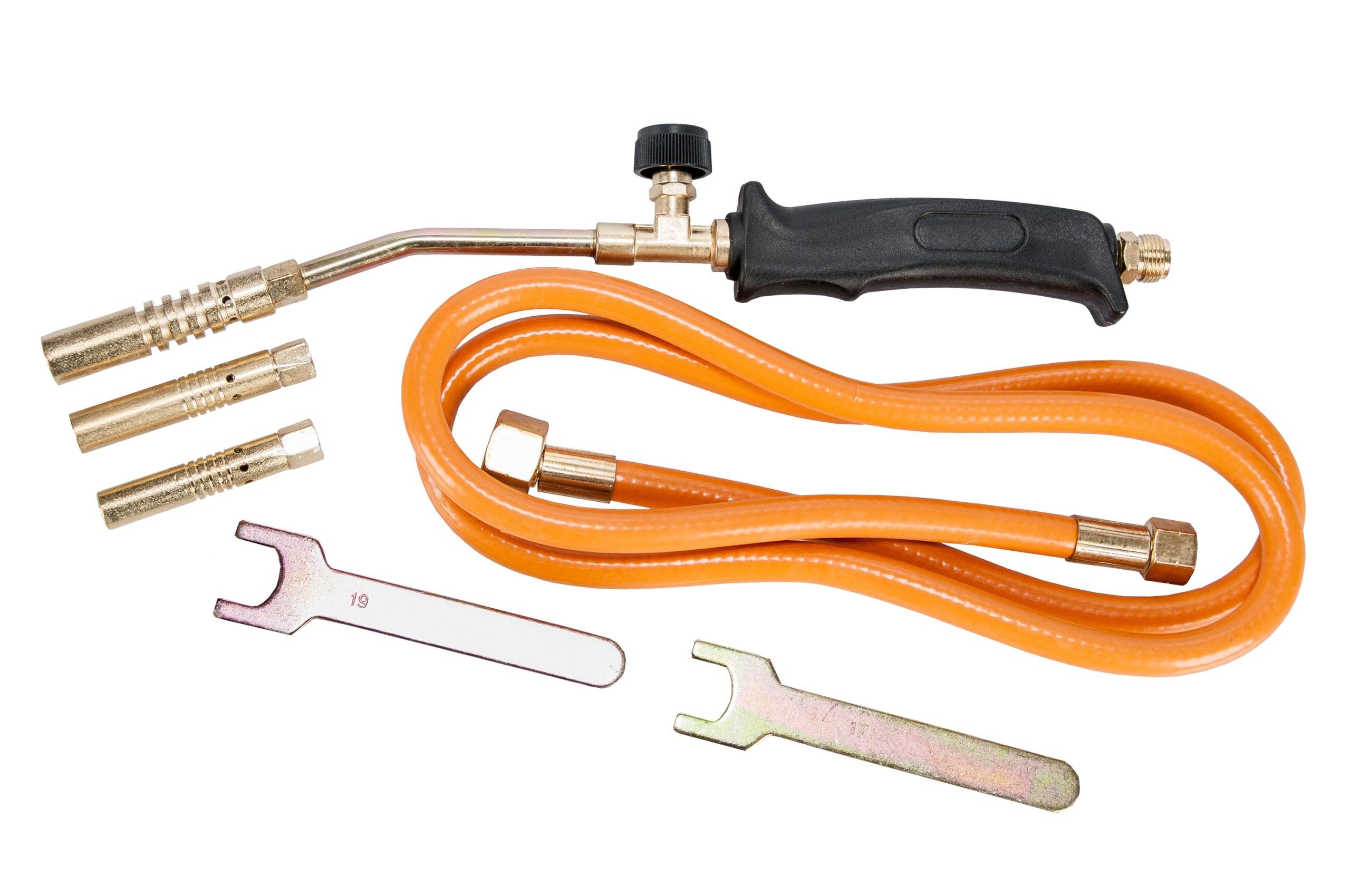
Разновидности ручных горелок
 Ручные горелки имеют компактные размеры и удобны при работе в тесных помещениях. Работают они от баллона одноразового использования, наполненного ацетиленом, бутаном или пропаном. Длина пламени регулируется специальным вентилем, находящимся на держателе-ручке. Такую горелку можно применять при пайке твердым и мягким припоями.
Ручные горелки имеют компактные размеры и удобны при работе в тесных помещениях. Работают они от баллона одноразового использования, наполненного ацетиленом, бутаном или пропаном. Длина пламени регулируется специальным вентилем, находящимся на держателе-ручке. Такую горелку можно применять при пайке твердым и мягким припоями.
Функционал устройства дает возможность настраивать мощность огня, а мобильность позволяет легко переносить его на любые расстояния. Набор из пяти сопел позволяет управлять скоростью нагрева металла. Блокирование подачи газа при помощи обратного клапана делает горелку достаточно безопасной. Ручные горелки не нуждаются в дополнительном источнике питания. Многие виды горелок дополнительно снабжены отражателем, который позволяет предотвратить потерю тепла и сохранить равномерность прогрева изделия из меди. Отражатель позволяет производить пайку в местах труднодоступных для других устройств.
Среди отечественных производителей горелок наиболее популярны устройства «Донмет». У компании имеется обширный выбор ручных горелок с различными видами газового топлива и приемлемой ценой. К примеру, горелка ГЗУ имеет множество насадок различных размеров и работает на смеси пропанокислорода. Также есть модели с экономным расходом газа и возможностью работы с твердыми и мягкими типами припоя.
Зарубежные горелки различны по уровню цены. Из бюджетных вариантов можно выделить горелку китайского производства Kovica KS-1005 KIT с одноразовым цанговым баллоном. Обычно цена на них не превышает 1000 р.
Из популярных и более дорогостоящих брендов можно выделить горелки Roflame Piezo для пайки при низких температурах. Они стоят около 3000 р. Горелка на пропане Virax, имеющая пьезоподжиг обойдется в 4000 р. Европейские модели Castolin выпускаются с баллонами на бутане и газе MAPP. Стандартная горелка этой фирмы имеет цену в 1500 р. и более. Модели, имеющие кнопку фиксирования пламени, сменные сопла и регуляторы давления стоят от 2200 р.
Горелка Super Fire 3 от компании Rothenberger, работающая на газе MAPP, имеющая пьездоподжиг и защитный клапан, в разных комплектациях будет стоить от 7000 до 9000 р. С ее помощью осуществляется пайка труб диаметром до 35 мм с мягким припоем. Трубы диаметром до 28 мм соединяют твердым припоем.
Итальянские горелки Kemper с одноразовыми баллонами, укомплектованные наборами сменных жал и насадками обойдутся в 1500 р. За такую же цену можно приобрести американские модели Bernzomatic. Тайваньские газовые горелки Dayrex-22 с температурой для работы 400-1300 градусов, стоят немного дороже. Они имеют в комплекте: припой, некоторое количество насадок и губку.







Немецкая компания Rems производит горелки для пайки при высоких температурах, с разнообразным составом газовых смесей, имеющие турбоподдув и самоподжиг. Модель Rems Blitz выдает точечный поток пламени в 1950 градусов и используется для мягкой пайки труб в 35 мм диаметром. Горелка модели Rems Macho использует в качестве топлива ацетилен и применяется для твердой и мягкой пайки труб с диаметром в 64 мм. Температура потока пламени у такой горелки достигает 2500 градусов. Данные горелки имеют высокое качество и экономичны в использовании, но и цена у них достаточно высокая — 10-13 тыс. руб.
Инструменты и оборудование для пайки медных труб
Пайка представляет собой процесс получения неразъемного соединения посредством ввода в пространство между соединяемыми элементами расплавленного припоя.

Припой расплавляется от пламени газовой горелки и всегда обладает меньшей, чем у материала трубы, температурой плавления, что позволяет ему равномерно заполнять все полости и формировать ровный шов. Различают две разновидности пайки:
- Низкотемпературная. Припой плавится при разогреве до 400-450°С. Способ отлично подходит для монтажа бытовых трубопроводных систем.
- Высокотемпературная. Дает более прочное соединение. Температура плавления – 600-900°С. Чаще используется для строительства систем, работающих в условиях повышенных нагрузок.
Существует две разновидности припоя для газовых горелок: мягкий и твердый. Первый представляет собой гибкую тонкую проволоку (сечением 2-6 мм) из свинца, олова, иных металлических сплавов. Второй чаще выпускается в формате жестких коротких стержней. Добавки серебра и фосфора усиливают эксплуатационные качества получаемых соединений.
Так, оловянно-свинцовый припой (ПОС) считается самым легкоплавким (текучесть наступает уже при 180°С). Добавление серебра положительно влияет на пластичность шва, увеличивает текучесть и адгезию. Медно-фосфорный припой применяется не только для сочленения медных деталей, но и эффективно паяет медь с латунью и бронзой. Пайку меди со сталью рекомендуется производить тугоплавким припоем, в котором содержится не менее 35% серебра.
Помимо припоя, для качественной пайки медных изделий пригодятся такие инструменты:
Газовая горелка (возможно, паяльник), предназначенные для работы с медью.
Труборез. Позволяет получать строго перпендикулярный ровный срез.
Фаскосниматель. Поможет удалить заусенцы, выровнять соединяемые края.
Расширитель. Для подгонки изделий разного диаметра
Здесь важно помнить, что расширяемая труба должна быть отожженной.
Рулетка, молоток.
Рекомендуем ознакомиться: Обжимные фитинги для монтажа стальных труб

Инструменты, необходимые для выполнения работ

Чтобы грамотно спаять медные трубы системы водопровода, необходимо запастись таким набором инструментов:
- Труборез. Необходим для идеально ровного реза участков трубы перед пайкой. Благодаря такому инструменту внутренний просвет трубы и её окружность при резке не нарушаются.
- Фаскосниматель. Используется для зачистки края среза и его закругления вовнутрь трубы для качественного стыкования водопроводной магистрали из нескольких кусков трубы.
- Труборасширитель. Его применяют в том случае, если спаивание медных труб водопровода будет проводиться без применения фитингов и муфт. Труборасширитель расширяет один конец трубы до нужного диаметра таким образом, чтобы в него плотно входит отрез другой тубы.
- Щетка и ерш для качественной зачистки спаянных труб от окиси.
- Отражатель. Рабочий элемент, который крепят на сопло горелки, чтобы пламя не повредило другие близрасположенные предметы.
- Газовая горелка. Именно она подаёт пламя на участок спаиваемой тубы.
О том, какую именно горелку нужно подготовить, разбираем ниже.