
Краткая история пайки металлов
А есть ещё и медные «молотки», разогреваемые паяльными лампами и ими паяют медные радиаторы автомашин, любые стальные вещи.
Эти паяльники действительно по форме напоминают средние по размерам молоточки, у них самое большое жало (до 3-4 см), что даёт быстрое соединение металлов на большой площади.
Раскопки древнейших поселений мира дают право ученым говорить, что тысячи лет назад пайкой обладали египтяне, римляне, греки и китайцы. Их методами и сегодня пользуются ювелиры, паяющие драгоценные изделия золотом.
Пайка медью началась несколько позже, и только десять столетий назад – латунью.
Как правильно припаивать?
Чтобы припаять два провода, следует для начала залудить паяльник и провода. Дело в том, что если проигнорировать эту процедуру, прибор просто не будет паять, так что крайне рекомендуется это сделать. Кстати, если у пользователя имеется в наличие паяльная станция, а не паяльник, то лужение не потребуется.
Как залудить паяльник?
- Для лужения паяльника следует взять напильник и приложить плашмя к срезу жала паяльника. Нужно точить жало, пока оно не станет гладким, плоским и блестящим.
- Разогретое жало следует погрузить в канифоль, а затем и в припой (обычно это олово). Припой почти не будет прилипать к жалу, поэтому следует после вышеописанной процедуры приложить жало к дощечке природного происхождения. Следует помнить, что доска ДСП для таких целей не подходит.
- Следует повторять эти манипуляции с жалом (погружение в канифоль — олово — приложение к дощечке), пока оно не станет полностью серебристым от припоя, равномерно его покрывающего. Это и называется «лужением» паяльника. Залудить паяльник не так трудно, так что выполнить эту процедуру сможет любой пользователь, даже тот, который раньше с паянием дела вообще не имел.
Как залудить провод?
Для начала надо снять изоляцию с провода. Снять надо именно настолько, чтобы в будущем хватило места для последующей пайки. Также следует контролировать процесс снятия изоляция, для того чтобы затем избежать коротких замыканий.
Конечно же, лудить провод намного проще. Дело в том, что под изоляцией у провода чистый металл, а не окисленный. Оголённый провод следует окунуть в уже упомянутую выше канифоль, приложив сверху него жало паяльника (предварительно разогретого). Затем следует вытащить провод из канифоли, после того как она начнёт плавиться и дымиться. Данная процедура нужна для того, чтобы расплавленная канифоль обволокла провод, а именно контактную его часть. Затем следует обогатить жало паяльника припоем, используя всё то же олово, то есть, коснувшись его, после чего нужно поднести жало к канифоли, облепившей провод.
Нельзя не упомянуть тот момент, что если провод будет медным и чистым, лужение произойдёт буквально сразу же. В том случае, если лужение не произошло с первого раза, требуется повторить процедуру, или же воспользоваться специальным веществом — паяльной пастой, которая является весьма действенным помощником в паяльном деле, учитывая тот факт, что с её помощью можно залудить даже железо.
Как правильно паять провод?
Сам процесс спаивания будет заключаться в том что надо будет просто поднести одну залуженную часть одного провода с залуженной частью другого. Затем к месту их контакта следует поднести раскалённое жало паяльника, которое предварительно должно было быть обогащено припоем. Припой должен хорошо и плотно обволакивать залуженные части припаиваемых проводов. Этому поспособствует канифоль, которая благотворно участвует и в этом процессе.
После того как провода оказались в расплавленном припое, следует постараться избежать любого шевеления, чтобы спаивание прошло успешно. Можно также слегка подуть на то место, где находится расплавленный припой, пока он из блестящего не станет тёмным, что будет свидетельством того, что пайка твердеет.
Вот, в принципе, и всё. Пользователь может гордиться проделанной работой, особенно в том случае, если это его первая пайка, и он сделал всё как надо, следуя вышеописанным советам.
Отпаять провода, кстати, тоже представляется возможным. Если вдруг пользователю понадобилось отпаять два провода, следует проделать ту же процедуру, только обратным методом. Нужно просто разогреть место пайки раскалённым жалом паяльника. Следует поднести жало к месту соединения проводов и расплавить затвердевший припой. После того как припой расплавится, то представить возможным просто разъединить спаянные ранее провода. Кстати, нельзя забывать, что во время распаивания жало паяльника также должно быть в канифоли.
Паяльная паста для пайки без паяльника – особенности применения
При любом способе нагрева без паяльника, работать с твердым припоем неудобно. Для пайки бесконтактным способом нагрева (а именно их мы рассматриваем), разработаны специальные паяльные пасты.
Любая паста обязательно содержит в своем составе следующие компоненты:
- Молотый порошкообразный припой. Для различных видов пайки применяется разная степень дробления;
- Очищающий состав — флюс;
- Связующая добавка для удержания консистенции и фиксации припаиваемых деталей перед пайкой;
- Разнообразные добавки, ускоряющие реакцию, активаторы, антиоксиданты.
Припой в пастах может быть как составным (свинец, олово и серебро в разных пропорциях), так и просто свинцовым. Последний вариант наиболее распространен.
Очищенные контакты обмазывают пастой, соединяют между собой и нагревают любым способом. Флюс, выполнив свою работу, испаряется (частично), а входящий в состав пасты припой моментально плавится и качественно соединяет спаиваемые компоненты.
Проникаемость припоя при таком способе очень высока, качество соединения намного лучше, чем при использовании твердого припоя.

Пайку при помощи пасты применяют не только при отсутствии паяльника. Для монтажа радиокомпонентов с контактами SMD, такой способ просто незаменим.
Еще одно преимущество пасты в том, что она покрывает зачищенные контакты, уменьшая вероятность окисления при температурном испарении флюса. Консистенция как у сметаны, при нагреве она не успевает стать более жидкой, и стечь с места пайки. Припой моментально обволакивает контакты и остается на поверхности деталей.
Пример пайки паяльной пастой без паяльника на этом видео.
Еще одним удобным материалом при отсутствии паяльника является паяльная лента.

Фактически – это тонкая фольга из припоя. С ее помощью удобно соединять скрутки проводов. Технология следующая:


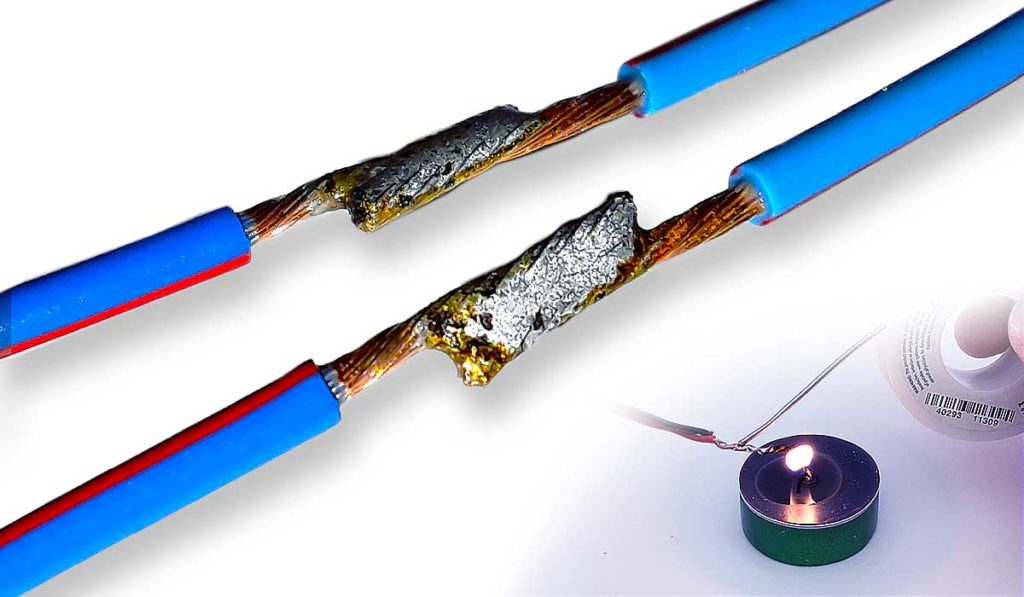



- Зачищаем провод, формируем скрутку;
- Обрабатываем флюсом;
- Оборачиваем место пайки лентой;
- Нагреваем любым способом, кроме паяльника.
Флюс находится внутри рулончика припоя, и не испаряется при нагреве. Тонкая лента быстро плавится, и припой заполняет собой мельчайшие щели в месте соединения.
Пайка посуды или емкостей
Паяльник может понадобиться не только для качественного соединения проводов, но и для ремонта бытовой, садово-огородной посуды. Это могут быть кастрюли, ведра, в которых образовались небольшие отверстия. Чтобы их паять необходимо подготовить место припоя, обработав отверстие изнутри наждачной бумагой и кислотой. Далее снизу емкости устанавливается пластина, чтобы предотвратить утечку расплавленного припоя, который в мелко нарезанном виде вместе с канифолью насыпается изнутри в отверстие. Заканчивается пайка без паяльника нагреванием снизу места запаивания огнем до полного заполнения ремонтируемого участка. Проблематичным будет ремонт алюминиевой тары, для которой потребуется специальный припой. В его составе должен кроме олова присутствовать цинк, висмут или алюминий. Приготовление сплавов осуществляется с помощью перемешивания и нагрева до высокой температуры.
Стабилизатор температуры жал
Разумеется, одного качественного материала недостаточно. Необходимо, чтобы на кончике жала поддерживалась оптимальная температура. Для этого в его тело может быть встроен датчик. Такой вариант идеален для поддержания постоянной температуры в зоне пайки.
На самом деле, такая схема нужна лишь при работе с элементной базой, чувствительной к перегреву. Тогда на жале выставляется температура не несколько градусов выше, чем точка плавления припоя, и можно паять без боязни повредить детали. В большинстве конструкций применяется более простая схема – с предварительной установкой температуры без объективного контроля.
Регулятор температуры жала может быть встроенным в корпус (если схема питания паяльника индукционная), или вынесен в отдельный блок. На качество работ это не влияет. Тем более что подавляющее большинство работ выполняются, подбирая паяльник по мощности, то есть «на глазок».
Есть категория радиолюбителей, предпочитающих пользоваться инструментами собственной конструкции, в том числе и жалом для паяльника. Как правило, перепробовав различные варианты, от дорогих японских или немецких, и любимых отечественных медных – до никелированных гвоздей из Поднебесной, вы придете к единственному подходящему изделию. Или попробуете сделать жало своими руками.
Для такого случая предлагаем посмотреть следующий материал:
Что потребуется для пайки
Для соединения кабелей припоем потребуется электрический паяльник, мощность устройства зависит от сечения и материала провода. Для повышения качества работы жало очищается от нагара и следов канифоли абразивным инструментом. В бытовых условиях для чистки применяется напильник или наждак на плотной основе. Напильник позволяет удалить грубые наросты нагара, наждачная бумага предназначена для финишной обработки рабочей поверхности жала.
При пайке медных проводов потребуются дополнительные приспособления для обрезки и удаления изоляционного слоя. Кабели подгоняются под требуемый размер электротехническими кусачками, рекомендуется использовать инструмент с изолированными рукоятками. Для удаления изолятора применяется канцелярский нож или специальные клещи, позволяющие равномерно зачищать кабель.
Дополнительные приспособления, используемые при пайке:
- Основание, предназначенное для хранения паяльника и дополнительных принадлежностей. Устройство изготовлено из металла или термостойкого пластика.
- Подставка, позволяющая корректно позиционировать соединяемые детали. При удержании толстых кабелей рукой детали будут разъезжаться в стороны, что ухудшает качество соединения. Встречаются подставки с дополнительными зажимами, увеличительным стеклом и подсветкой. Оборудование предназначено для пайки малогабаритных деталей.
- Металлическая сетка, позволяющая убрать из линии стыка излишки припоя.
- Пинцеты или зажимы, предназначенные для облегчения процедуры соединения деталей припоем.
Самостоятельное приготовление паяльной кислоты
Если этот флюс закончился, можно не только воспользоваться одним из заменителей, но и сделать паяльную кислоту самостоятельно. При этом нужно понимать, что качество полученного вещества будет ниже, чем при промышленном производстве. Для приготовления нужно взять 1000 мл концентрированной соляной кислоты и 400 г цинка. Эти вещества можно легко приобрести в специализированном магазине.

Вместо паяльной кислоты можно использовать один из её аналоговИсточник pilomaterialy-spb.ru
Паяльная кислота на самом деле представляет собой раствор хлористого цинка. Для её получения применяется травление. Для работы должна использоваться фарфоровая или керамическая посуда. В ёмкость кладётся кусочек цинка, в который нужно тонкой струйкой лить соляную кислоту. В процессе работы выделяются пузырьки водорода.
Нельзя готовить флюс, добавляя кусочки цинка в кислоту. Это может привести к её разбрызгиванию. Выделяющийся водород с кислородом может образовать взрывоопасную смесь, которая носит название «гремучий газ». Поэтому при проведении работы необходимо обеспечить качественную вентиляцию. Лучше всего действовать на открытом воздухе.
После завершения обработки в растворе обычно остаётся небольшая часть не прореагировавшей соляной кислоты, которая может воздействовать на обрабатываемые детали. Если после пайки промыть место соединения водой, то она будет полностью удалена.

Канифоль обычно применяется для пайки радиодеталейИсточник pilomaterialy-spb.ru
Достоинства и недостатки спаивания проводов
Пайка заметно выигрывает перед большинством других методик соединения проводов. Из основных ее достоинств отмечается:
- Дешевизна. Достаточно 1 раз приобрести паяльник и комплект припоя с флюсом, и получится надежно спаять тысячи проводов.
- Простота. Научиться пользоваться паяльником возможно за 1 час.
- Надежность соединения. Контакт уступает по электрическим и механическим свойствам разве что сварке. Клеммы Wago, обжимки и, тем более, скрутки не способны обеспечить столь качественный контакт, как пайка.
- Универсальность. Возможно одновременно соединять жилы кабелей разного сечения. Причем их количество в одной точке контакта неограниченно.
- Спайка проводов разрешена по ПУЭ. Получаемое соединение надежно.
- Не нужен громоздкий сварочный трансформатор. Переносить паяльник гораздо легче.
У этого способа соединения имеются и недостатки:
- Для работы стандартного паяльника требуется розетка с сетевым напряжением 220 В. Недостаток слабый. Существуют паяльники, работающие от встроенного аккумулятора и даже от газа. Последние вообще не требуют электричества.
- Соединение получается неразборным. Спаянные между собой провода возможно рассоединить только при помощи паяльника и повторного расплавления припоя.
Порядок действий
 Чтобы облудить провод, нужно действовать по следующему алгоритму:
Чтобы облудить провод, нужно действовать по следующему алгоритму:
- С помощью специального инструмента, ножа или скальпеля удалить изоляционный слой с проводов, которые потребуется соединить.
- После удаления изоляционного материала токопроводящие жилы зачистить до образования характерного блеска. Для этого можно использовать нож или наждачную бумагу. Если работа предстоит не с литой жилой, а многожильным проводом, каждый проводок распушается и зачищается по отдельности.
- В розетку включается паяльник и очищается от всех загрязнений, которые он любит собирать, особенно старого припоя и пыли. Во время очищения жилы паяльника рекомендуется использовать небольшую наждачную бумагу.
- Требуется разогреть кончик провода. Это можно сделать с помощью паяльника, газовой горелки или обычной зажигалки.
- Когда паяльник разогрелся до рабочей температуры, его жилой прикасаются к припою и канифоли. Рабочая поверхность обильно должна быть покрыта растопленным оловом.
- Следующий этап – горячим паяльником касаться медного проводника. Припой должен равномерно распределяться по жиле. Чтобы нанести припой, используются пассатижи и пинцеты.
- По окончании работ внимательно осматривается кабель или провод. Рабочая поверхность должна быть полностью и равномерно покрыта припоем. Пустые полости или скопления вещества должны отсутствовать. Если обнаружены недочеты в работе, к процедуре приступают повторно.
Учимся паять паяльником провода с нуля или что такое канифоль и флюсы
Новичкам кроме покупки паяльника, необходимо еще приобрести канифоль и флюсы. Это расходные материалы, без которых процесс пайки невозможен. Они еще называются противоокисляющими веществами. Если это важные материалы, тогда разберемся с их назначением, и особенностями применения.
Канифоль или флюсы нужны, чтобы очистить поверхность спаиваемых деталей от различных загрязнений. Флюсы способствуют растворению загрязнений и оксидной пленки, формирующейся на поверхности детали. Чтобы понимать, для чего это необходимо, вспомним назначение грунтовых смесей в строительстве. Перед оштукатуриванием стены наносится грунтовый слой, посредством которого обеспечивается надежное и эффективное присоединение материала. Аналогичная ситуация и с проводами, и если одножильный проводник можно зачистить вручную острым предметом, то с многожильными проводами это сделать будет крайне трудно.
Канифоль представлена в твердом виде, а флюсы преимущественно имеют жидкую или вязкую форму. Отсюда получается, что пользоваться флюсами намного проще, так как для этого жилу провода нужно окунуть в состав, и приступать к пайке. Чтобы воспользоваться канифолью, необходимо расположить жилу провода на поверхности, и нагреть ее до расплавления вещества. При расплавлении канифоль обволакивает поверхность жилы кабеля, после чего он готов к последующему процессу пайки.
Это интересно! Не торопитесь выбирать флюсы, так как они имеют существенный недостаток по сравнению с канифолью. После пайки провода, на нем остаются частицы флюса. Если их не удалить с поверхности, то они постепенно будут разъедать поверхность провода, снижая его проводимость. Именно поэтому при использовании флюса для пайки, после проведения работ, участок подлежит обработке спиртовым раствором. Канифоль после пайки смывать спиртом не нужно.
Прежде, чем паять провода, необходимо знать, что канифолью можно обрабатывать различные материалы — медь, алюминий и т.п., что говорит об ее универсальности. Флюсы имеют соответствующие предназначения, поэтому их нужно применять в зависимости от того, какие материалы паяются. Универсальный флюс легко сделать своими руками, для чего нужно растереть канифоль, получив пылеобразную консистенцию, и соединить ее со спиртом. После тщательного размешивания, получаем универсальный и легко используемый флюс из канифоли.
Необходимый инструмент
Вроде бы на первый взгляд припаять без паяльника кажется абсурдным занятием, но ничего удивительного нет, особенно если потребность пайки становится необходимой. Для того чтобы работа была продуктивной, а результат достигнутым, помимо самодельного паяльника необходимо вооружиться подручным инструментом:
- плоскогубцы. Лучше запастись обычными пассатижами и с узкими носиками;
- напильник, надфиль;
- наждачная бумага;
- нож, ножницы;
- кисть.
Этот инструмент есть у каждого домашнего мастера не только дома, но и может быть в автомобиле, что делает возможным проведение паяльных работ независимо от места нахождения. Помимо необходимости паяльника дома он может понадобиться для ремонта авто электрики. Тем самым паяльник своими руками становится незаменимым помощником независимо от места потребности.

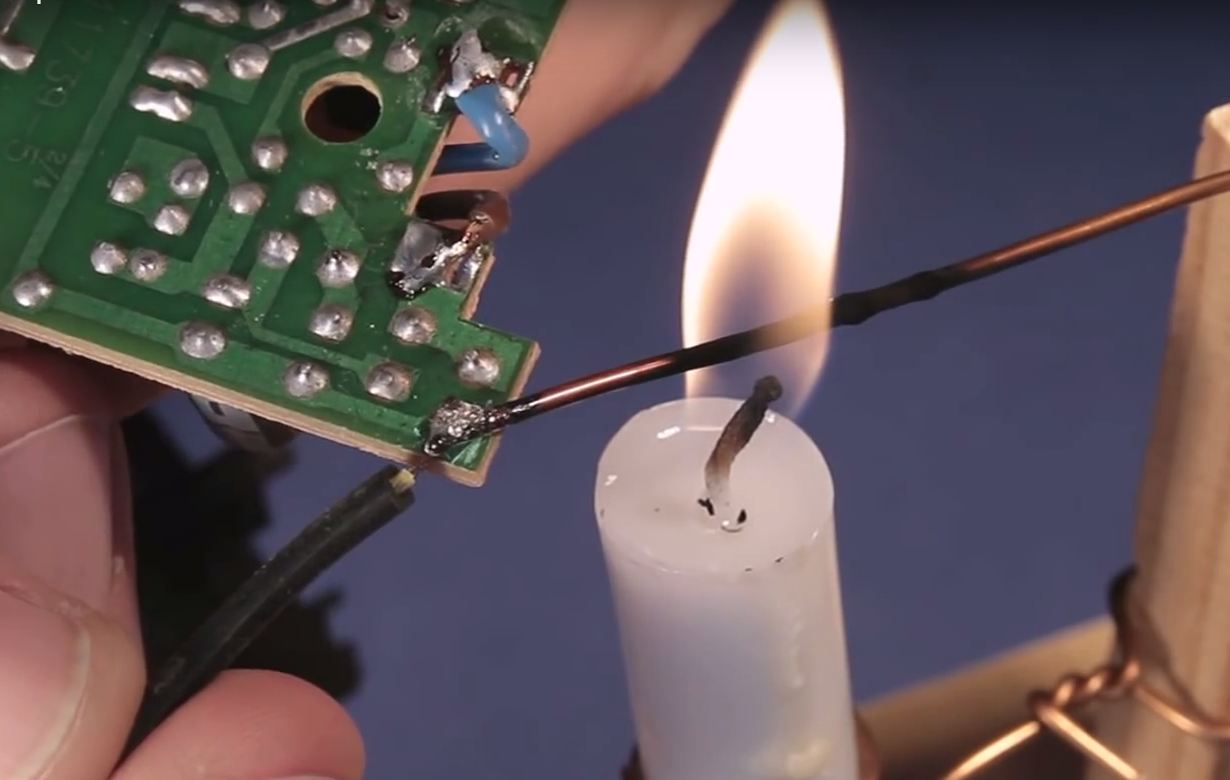
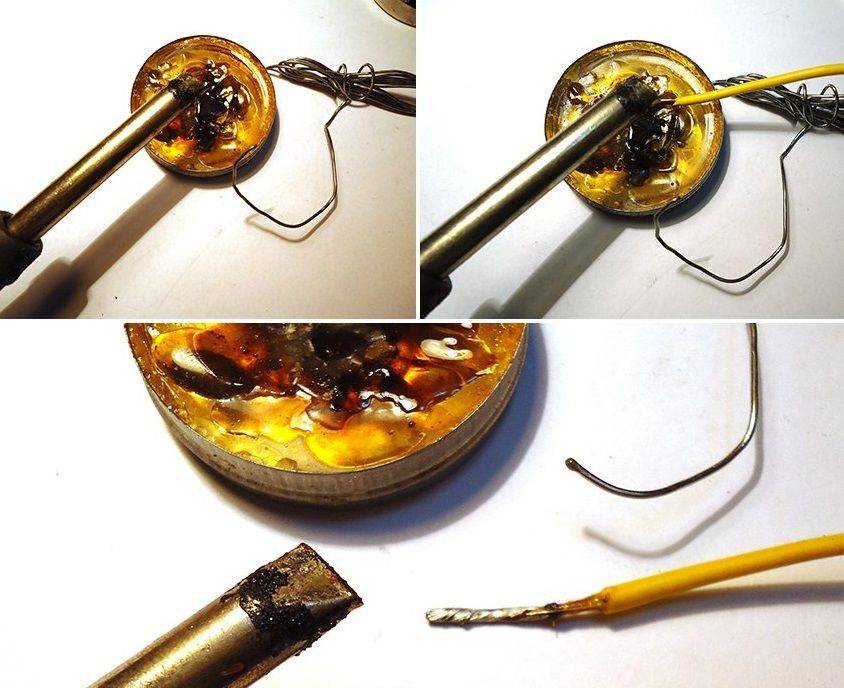
Самодельный паяльник
В местах, где отсутствует электричество, можно использовать самодельный аналог паяльника. Для этого необходимо найти медный стержень (провод) диаметром 4-5 мм и длиной порядка 10 см. Один конец стержня стачивается в виде отвертки, а другой — закрепляется в деревянной ручке. Такую ручку круглой формы легко вырезать из ветки дерева. Нагрев такого элементарного паяльника производится от открытого пламени. Сам процесс пайки мало чем отличается от пайки электрическим паяльником. Надо только приспособить термостойкую подставку, в которую устанавливается устройство при нагревании. Установка должна производиться быстро — одним движением руки. Припой и канифоль должны находиться в плоской емкости. Сама пайка провода или других деталей производится в непосредственной близости от источника нагрева.





Несколько советов, как пользоваться самодельным паяльником
В общем случае пайка представляет собой соединение двух металлов при помощи другого расплавленного металла. Такой металл, называемый припоем, должен заполнить пространство между деталями и схватиться с поверхностью соединяемых материалов.
https://youtube.com/watch?v=9el9PikObQY
В качестве припоя чаще всего используется оловянно-свинцовый сплав с разным содержанием олова; причем чем больше в сплаве олова, тем меньше температура его плавления. Так, распространенный припой марки ПОС40 (содержание олова 40%) плавится при температуре 230ºС, а ПОС60 (60% олова) — при 180ºС. Еще меньшую температуру плавления имеет оловянно-свинцовый сплав с введением висмута (припой марки ПОСВ33) — 130ºС. При пайке алюминия требуются специальные сплавы с температурой плавления более 400ºС. Стандартные оловянно-свинцовые припои реализуются в виде прутиков или проволоки диаметром до 2 мм.
Пайку не удастся осуществить без очистки деталей в зоне соединения от окисной пленки. Для этого необходимо использовать флюс, т.е. вещество, которое во время пайки не дает образовываться окисной пленке. При соединении медных деталей в качестве флюса обычно используется канифоль. Очистка поверхности заготовок может производиться при помощи паяльной кислоты или других кислот (например, ортофосфорная кислота применительно к пайке алюминия). Если необходимо осуществить пайку стальных изделий или оцинкованных деталей, то канифоль не поможет, тут следует использовать паяльную кислоту. Современный проволочный припой типа ПОС имеет канифоль внутри себя, что обеспечивает пайку меди без дополнительного флюса. Для соединения стальных и нихромовых элементов иногда используют флюс, выполненный по «народному рецепту» — аспирин.
https://youtube.com/watch?v=Qdzl7ZskqXo
Обобщенный механизм пайки металлов выглядит следующим образом. Соединяемые детали плотно прижимаются друг к другу. В зону пайки вводится припой и флюс. Участок пайки должен быть разогрет до температуры, достаточной для расплавления припоя и затекания его в зазор между металлами. До затвердения необходимо обеспечить нахождение расплава в зазоре. Обычно весь процесс легко производится при помощи паяльника, но спаять детали можно и без него. Для этого самое главное — найти альтернативный нагреватель, не использующий электроэнергию.
Особенности пайки в жёлобе
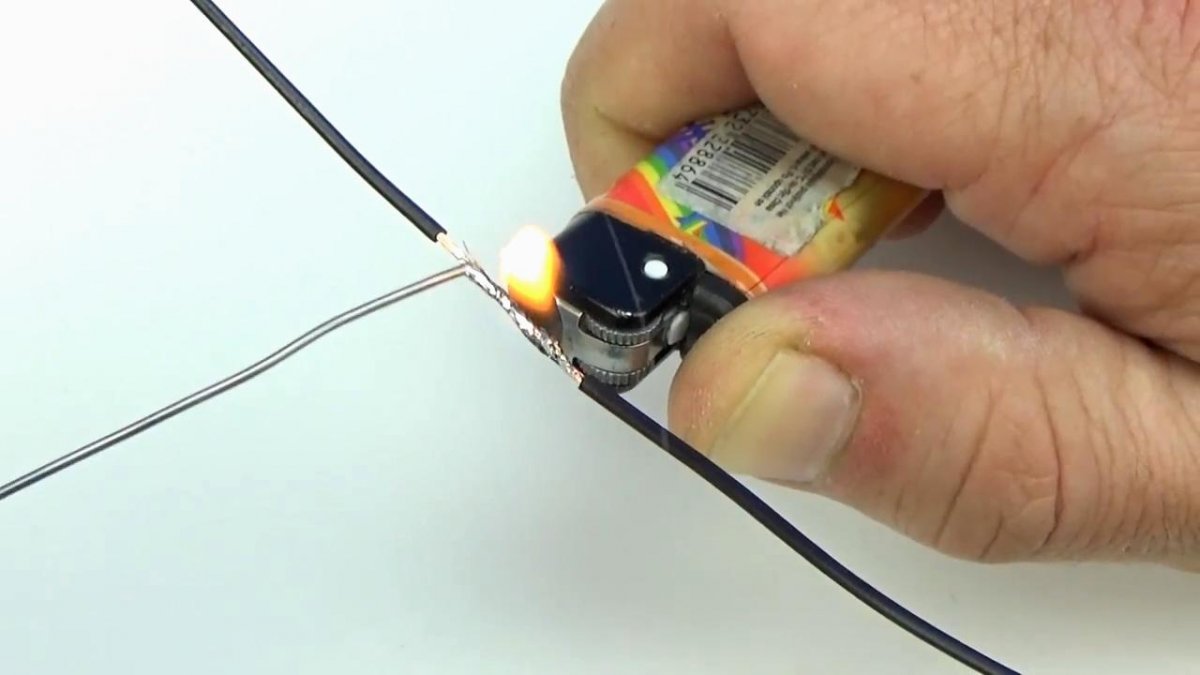
Соединение как одножильных, так и многожильных кабелей сечением 3 мм2 без паяльного оборудования возможно оригинальным способом:
- делают скрутку зачищенных концов проводов;
- кусок фольги сгибают так, чтобы получилась удлинённая ванночка;
- в неё помещают скрутку;
- на зачищенные провода наносят флюс и засыпают оловянный порошок;
- фольгу прогревают открытым огнём зажигалки или другим источником пламени;
- во время прогрева скрутку поворачивают вокруг своей оси;
- по окончании пайки остатки фольги удаляют;
- спаянную скрутку оборачивают термоусадочной плёнкой и прогревают до получения плотного слоя изоляции.
Пайка посуды или ёмкостей
Со временем металлическая посуда может проржаветь. Не надо спешить выкидывать прохудившуюся кастрюлю, её стоит запаять.
Изменение температуры паяльника с помощью диммера
Как это сделать без паяльника? Для этого существует простой способ. Для жала понадобится кусок металлической полосы шириной 30-40 мм и толщиной не более 1 мм. Это то, что можно использовать вместо паяльника. Также нужно приготовить кусок свинцово-оловянного сплава, флюс и паяльную лампу или газовую горелку. Работу выполняют в несколько этапов:
- Металлическую полосу обрезают таким образом, чтобы было удобно её держать рукой. Эту сторону полосы оборачивают теплостойким материалом.
- Второй конец обрезают в виде литеры V. Его затачивают напильником.
- Кастрюлю переворачивают вверх дном. Под неё подкладывают какой-либо материал с металлической пластинкой так, чтобы металл плотно прилегал снизу к отверстию в днище.
- Наждачной бумагой зачищают поверхность вокруг дырки.
- Припой нарезают кусочками ø 3-5 мм.
- На зачищенную поверхность наносят флюс.
- Затем вокруг отверстия укладывают кусочки припоя.
- Рабочий конец полосы нагревают на открытом огне.
- Самодельным паяльником лудят ремонтируемый участок днища кастрюли.
- После остывания пайку полируют наждаком.
Обратите внимание! Для пайки посуды и различных ёмкостей для готовки еды нужно применять пищевой сплав, который состоит на 90% из олова. Этот металл абсолютно безвреден для здоровья человека
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно. Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Можно ли обойтись без паяльника
Затем ёмкость с твёрдой паяльной смесью разогревается любым доступным способом до момента перехода последней в жидкую фазу. Все последующие операции должны выполняться очень быстро, чтобы не допустить остывания готового состава.
В заключение обзора отметим, что в современных электронных устройствах обрыв проводника в контактной точке платы – это самая распространённая неисправность.
Так что после освоения технического приёма их соединения без паяльника можно будет легко восстановить любое повреждённое электронное изделие (такое, например, как клавиатура персонального компьютера).
Подготовительный этап
Прежде чем освоить правильные приёмы обращения с припоями и паяльником в домашних условиях, следует пройти специальный курс, предполагающий обучение пайке и всему, что предшествует этой процедуре. Можно обучаться самостоятельно, но при освоении работы с ювелирными изделиями, сложными электронными схемами, без опытного наставника не обойтись.
С точки зрения организации процесса, пайка металлов с использованием специальных припоев – это набор достаточно простых по своему содержанию операций. Однако, несмотря на кажущуюся лёгкость, правильно паять с первого раза сможет не каждый. При первом знакомстве возникают некоторые затруднения, связанные с отсутствием чёткого представления о том, что и в какой последовательности нужно делать.
Рекомендуется соблюдать определённые правила подготовки к проведению паяльных операций, суть которых сводится к следующему:
- необходимо правильно выбрать основной рабочий инструмент, которым предстоит паять;
- следует побеспокоиться об изготовлении удобной и функциональной подставки, подготовить место, где придется паять большую часть времени;
- обучающийся должен запастись подходящими расходными материалами, без которых не обходится ни одна подобная процедура (припой, жидкий или пастообразный флюс).
И, наконец, начинающий пользователь должен освоить основные технологические приёмы пайки, предполагающие определённую последовательность целенаправленных действий.
Паять можно электрическим паяльником, газовой горелкой или паяльной лампой. Платы, микросхемы принято паять специальными фенами, термостанциями, обеспечивающими равномерный разогрев. Выбор того или иного типа инструмента и подставки или держателя для него определяется температурными условиями, при которых предполагается проводить рабочие операции.







Следующее по порядку требование предполагает подготовку обязательных компонентов, позволяющих правильно спаять любое металлическое соединение. К ним принято относить различные виды припоя, флюсовые добавки и специальные жидкости для пайки, необходимые для улучшения её качества (канифоли и спиртовые составы для лужения).
Пайка деталей к платам
Такой процесс сложнее и серьезнее, чем методы, описанные выше, и без паяльника его проделать не так уж и просто, но вполне возможно. В данном случае, чтобы паять, понадобятся следующие инструменты:
- автогенная зажигалка;
- плоскогубцы;
- скрепка;
- кисточка;
- плоская отвертка.
Этого будет вполне достаточно. Но самый главный предмет, без которого такая пайка будет невозможна, – это паяльная паста. Таким методом к плате можно припаять не только провод, но даже радиодеталь.
Для начала надо зачистить участок на плате, в котором будет производиться соединение, с контакта провода снимается изоляция. Затем на плату наносится паста: для этого применяется кисточка. Участок пайки нагревается источникам огня. Таким образом происходит соединение, и как итог — удаётся спаять контакты
Вроде бы ничего сложного в этом процессе нет, но нагрев стоит производить осторожно, и желательно, чтобы пламя было направленным, поэтому рекомендуется использовать автогенную зажигалку. Провод или деталь нельзя держать руками — для этого подойдут плоскогубцы или пассатижи
Для соединения проводов на плате и их удержания до окончательного соединения используется отвертка или скрепка.
Чем и как лудить/паять?
Для следующих операций понадобится уже специальный электронагревательный инструмент: паяльник, футорка или паяльная горелка. Паять в домашних условиях чаще всего приходится электропаяльником с медным луженым жалом. Его устройство показано на поз. 1 рис. «Для полного счастья» спайщика-любителя нужны стержневые паяльники на 16-20 Вт для микросхем и печатных плат, поз. 2а, 40-50 Вт (поз. 2б), для электропроводов и навесного монтажа компонент радиоэлектроники, и 80-150 Вт (поз. 2в), для сборки небольших металлоконструкций пайкой.
Устройство и разновидности электропаяльников с медным луженым жалом
Если не предполагается работ с микрочипами (телефоны, планшеты, компьютеры) и пайки стали толщиной более 0,5-0,6 мм, можно обойтись комплектом из паяльников на 25 Вт (поз. 3а) и 60-65 Вт, поз. 3 б. Вдруг возникнет необходимость паять металлопрофили с толщиной стенок до 3-4 мм и/или толстый стальной лист, потребуется радиаторный паяльник-«топор» на 300-400 Вт, поз. 4.
Жала паяльников малой мощности (поз. 2а, 2б, 3а, 3б) изначально не прокованы и потому довольно быстро окисляются (подгорают). Чтобы повысить их стойкость, а заодно и отформовать нужным образом, вынутый из паяльника стержень проковывают слесарным молотком на наковальне настольных тисков. «Ширкать» его надфилем после этого нет нужды, да и не надо, чтобы не стереть наружный уплотненный слой меди. После проковки жало сразу же покрывают активированным флюсом.
Теперь понадобится твердая канифоль и мягкий, достаточно тугоплавкий припой (см. далее): ПОС-10, ПОС-30 или ПОС-40. Стержень паяльника вставляют на место, фиксируют, если есть винт-фиксатор, и включают паяльник в сеть. По мере выкипания флюса при прогреве жало погружают в канифоль, чтобы не оголялось. Когда канифоль вокруг жала начнет пузыриться, его натирают палочкой припоя до получения на всей поверхности жала ровной плотной полуды. Нитевидный припой на катушке в данном случае не совсем хорош, он для пайки мелких деталей.
Пока мы готовили паяльник, флюс на паечных поверхностях сделал свое дело: под его слоем они чистые, можно лудить. Здесь критическим пунктом будет толщина деталей:
- Менее 1/8 диаметра стержня паяльника – прогреются насквозь до температуры плавления припоя менее чем за 7 с. Флюс не успеет выкипеть.
- Более 1/6 той же величины – прогреются более чем за 10 с, флюс выкипит, детали оголятся и окислятся.
- 1/8-1/6 диаметра стержня – нужно, чаще всего основываясь на собственном опыте, лудить легкоплавким припоем под высококипящим флюсом. Или воспользоваться паяльником помощнее.
В первом случае на жало набирают каплю припоя, переносят на паяемую поверхность, и, если:
- Провод тонкий – легко, без нажима, двигают по оголенному концу жалом с одной и затем с противоположной стороны, пока припой не растечется. Провод держат кончиком вниз. Стекшую туда каплю излишка припоя снимают паяльником.
- Провод толстый – жало двигают по спирали взад-вперед.
- Плоская тонкая длинная деталь – припой наносят на конец и двигают жало вдоль. Когда за жалом покажутся незалуженные края детали, наносят на недолуженный участок еще флюса, набирают другую каплю припоя и продолжают лужение.
- Длинная более широкая деталь – то же, что и в пред. случае, но жало ведут змейкой.
- Широкая деталь – жало двигают по спирали от центра в краям.
Для лужения толстых деталей берут ниточный припой с флюсом, т. наз. гарпиус: это тонкая гибкая трубочка из фольги припоя, в просвете которой порошкообразная канифоль. Лужение начинают с края длинных или с середины широких деталей. Конец гарпиуса прикладывают к месту начала лужения, греют паяльником, пока не растечется. Движения жалом – такие же, как в пред. случаях. Припой подают под жало по мере расходования. Дать на жало – он к нему будет липнуть, пока не образуется большая капля, которая стечет куда не надо.