
§ 97. ЛУЖЕНИЕ. Инструменты и приспособления, применяемые при лужении. Приемы лужения.
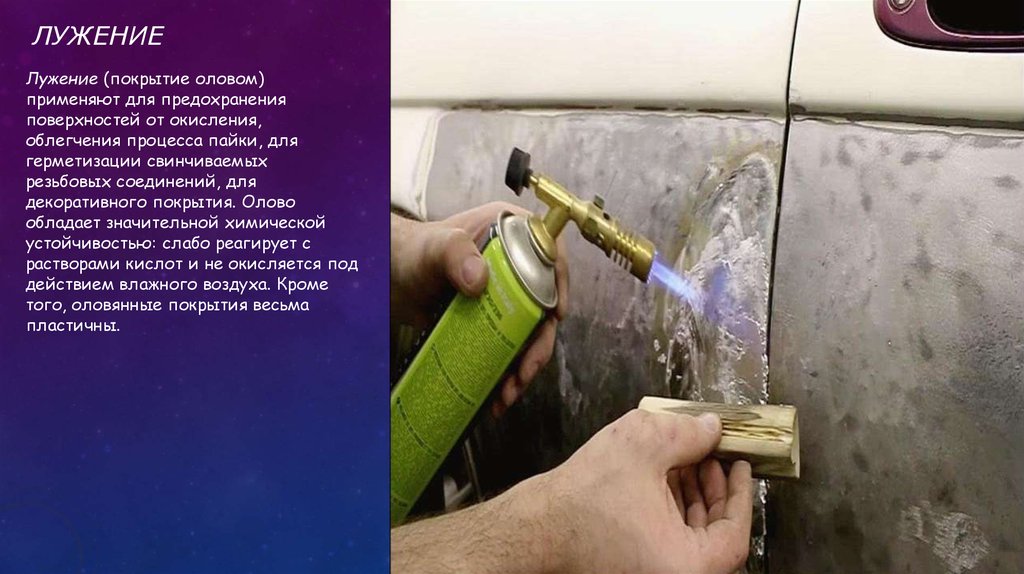
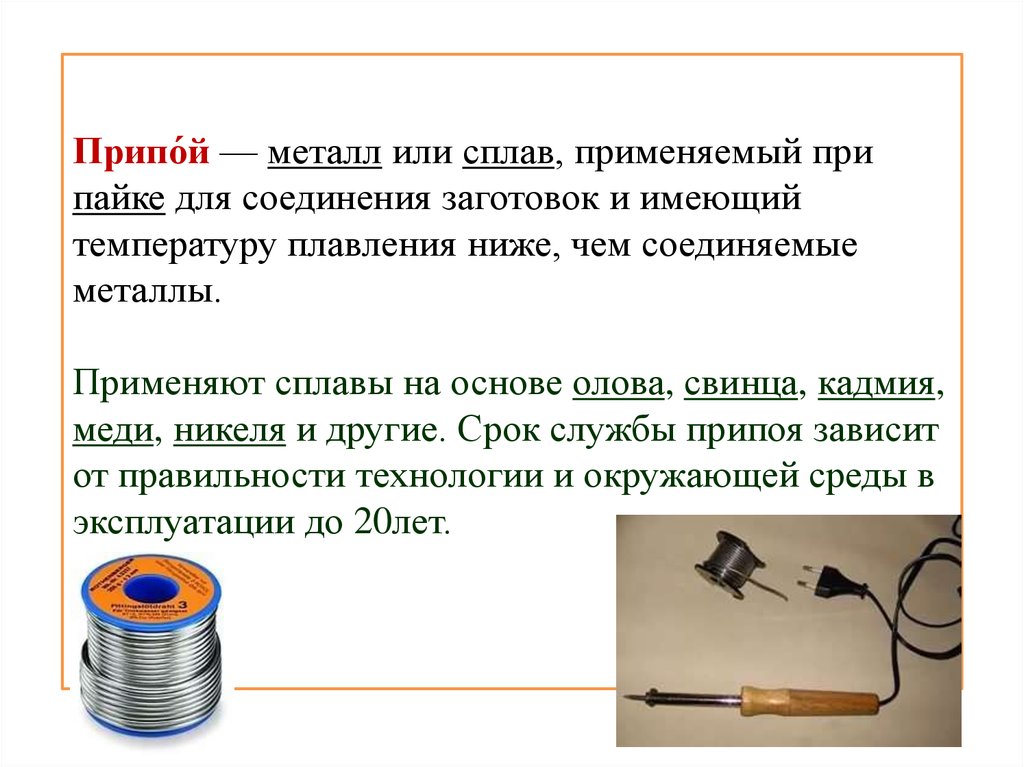
Лужение. Лужением называется процесс покрытия поверхностей изделий тонким слоем расплавленного олова или сплава олова со свинцом.
Металл, наносимый на поверхность изделия, называется полудой.
Лужение чаще всего выполняется при подготовке деталей к паянию, а также для предохранения изделий от ржавления (коррозии). Иногда лужение производится для специальных целей, например перед заливкой подшипников.
В качестве полуд применяется чистое олово, а для неответственных деталей олово иногда заменяют более дешевым сплавом, состоящим из 5 частей олова и 3 частей свинца. Сплавы (оловянно-свинцовые) нельзя применять при лужении посуды для пищи.
Лудят двумя способами: натиранием (большие изделия) и погружением (небольшие изделия) в расплавленную полуду.
Процесс лужения состоит из трех основных операций: подготовки поверхности, приготовления полуды и лужения.
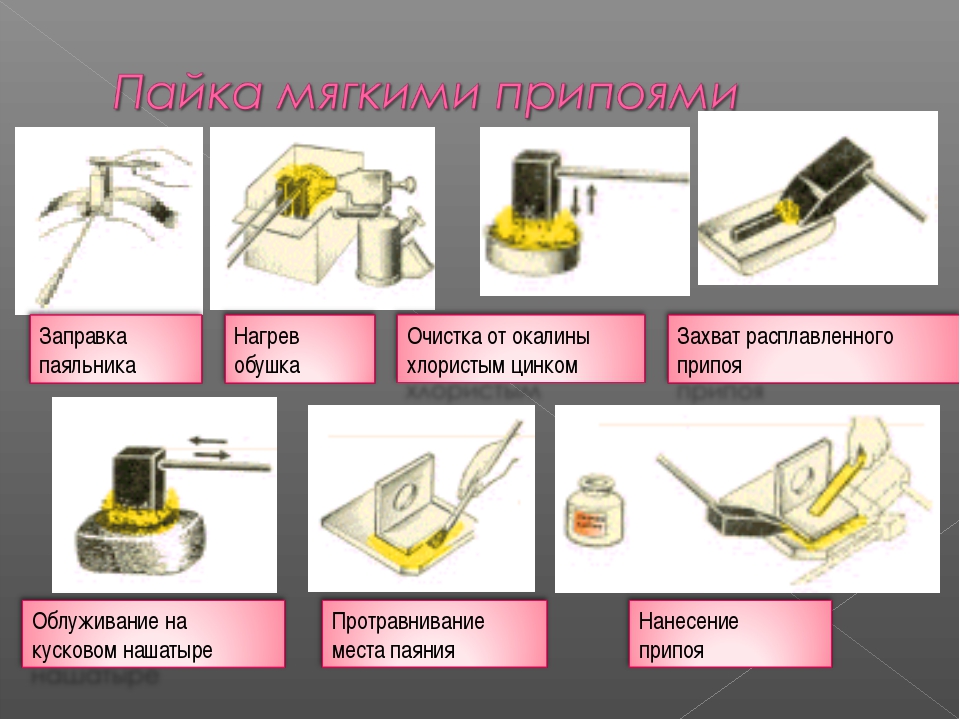
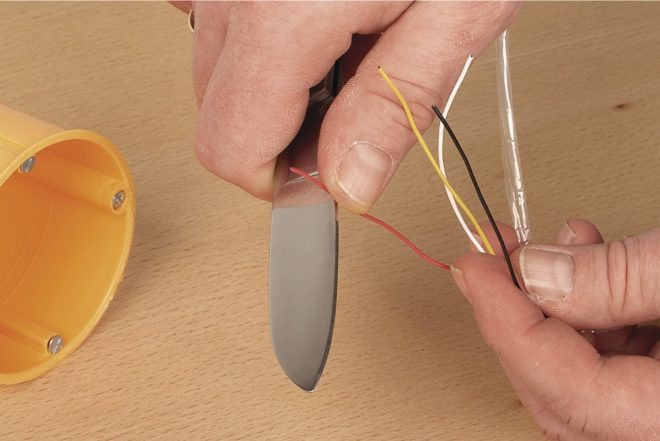
Подготовка поверхности к лужению. Поверхность, подлежащая лужению, должна быть тщательно очищена от грязи, окалины, жиров и т. д. Очистка поверхности изделия производится до металлического блеска при помощи шабера, напильника, наждачной бумаги, кордовых щеток и т. д. Большие поверхности для облегчения работы травят разбавленной соляной или серной кислотой.
Обезжиривают и удаляют окисную пленку с поверхности изделия промывкой (протравливанием) в водном растворе соляной кислоты. Затем поверхность промывают чистой водой и протирают насухо. В целях предохранения очищенной поверхности от окисления ее смазывают хлористым цинком и сверху посыпают порошком нашатыря.
При выполнении травления и нейтрализации следует работать в резиновых перчатках, фартуке и защитных очках во избежание ожогов и порчи одежды.
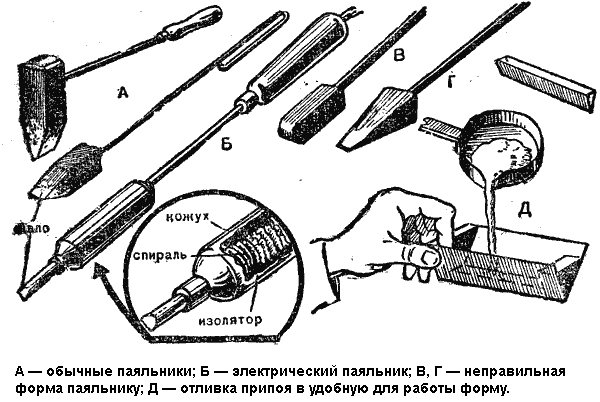
Инструменты и приспособления, применяемые при лужении. При лужении пользуются различными инструментами и приспособлениями, например шаберами различных размеров и форм для очистки поверхностей деталей от ржавчины; паяльной лампой для нагревания деталей небольшого размера; щеткой для очистки поверхностей изделий от грязи; кистью (волосяной) для смачивания деталей кислотой; клещами для поддерживания горячих деталей.
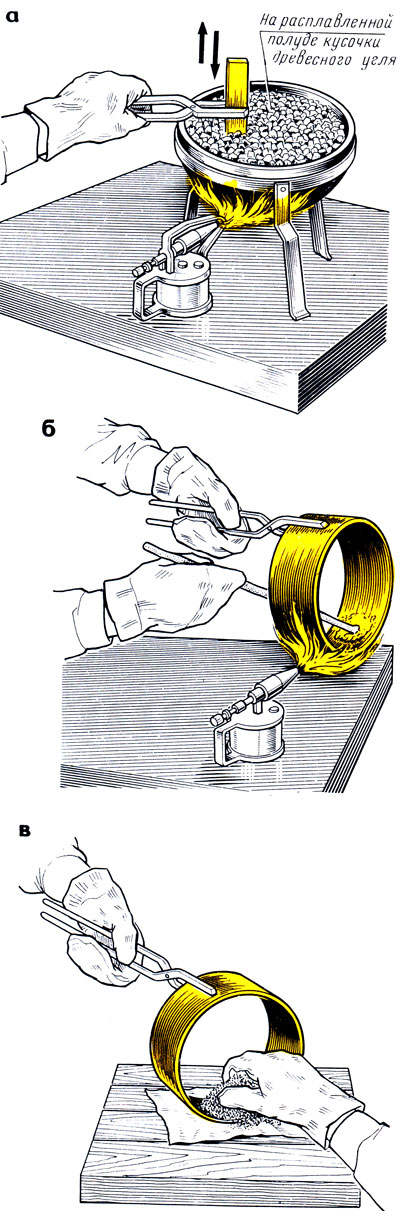
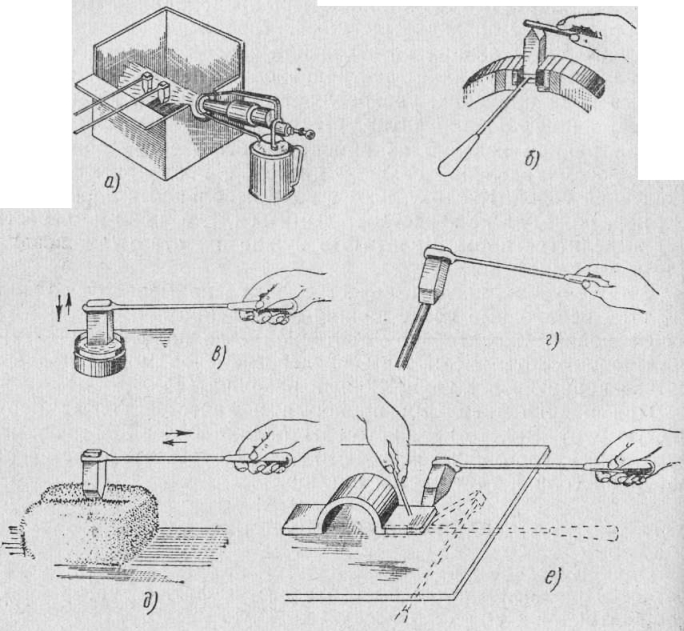
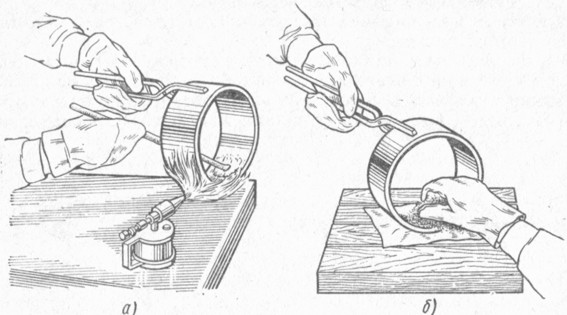
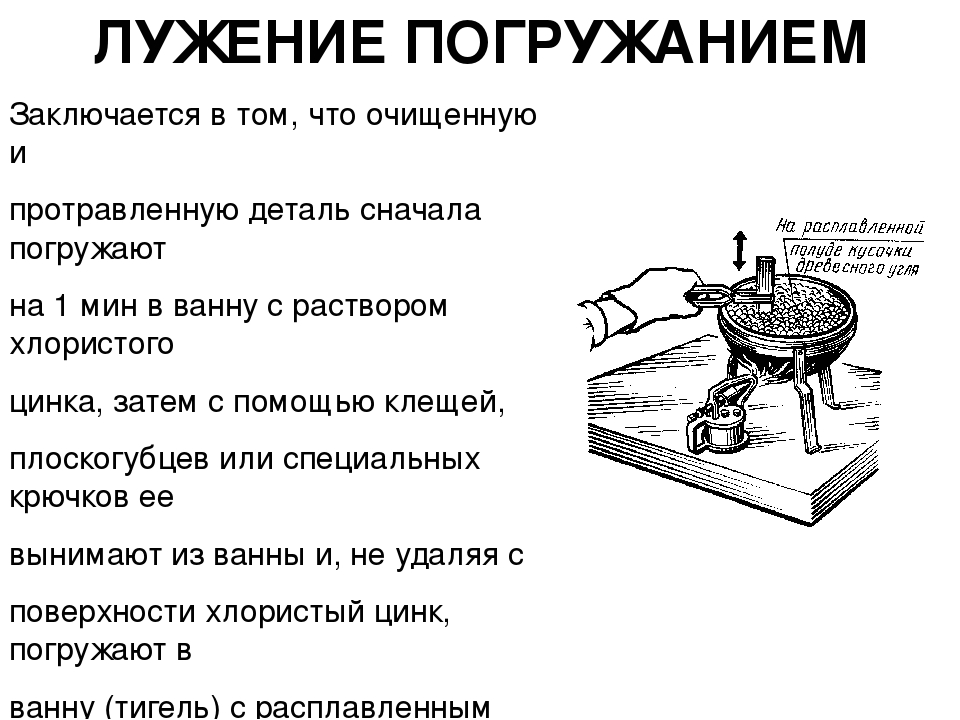
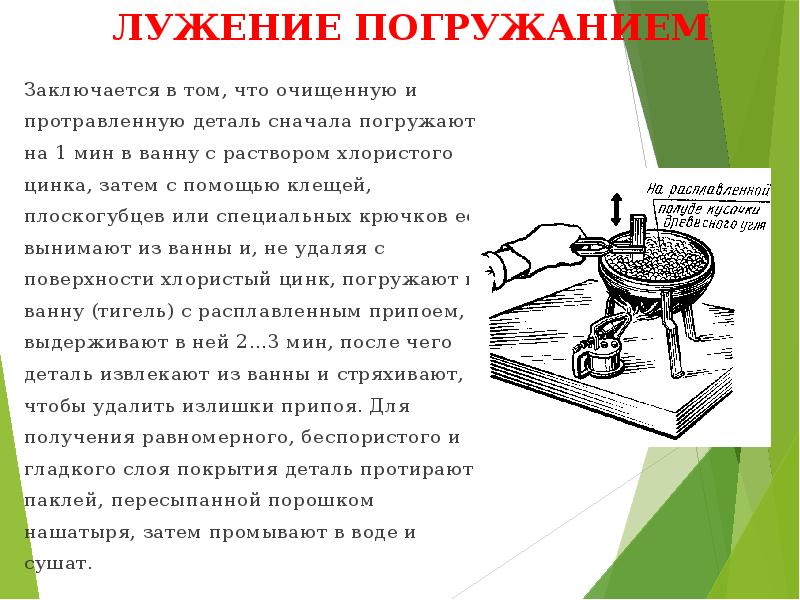
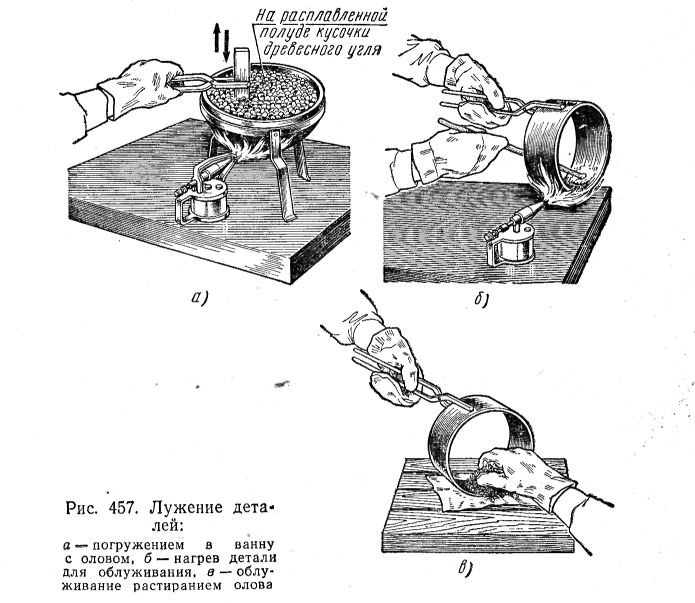
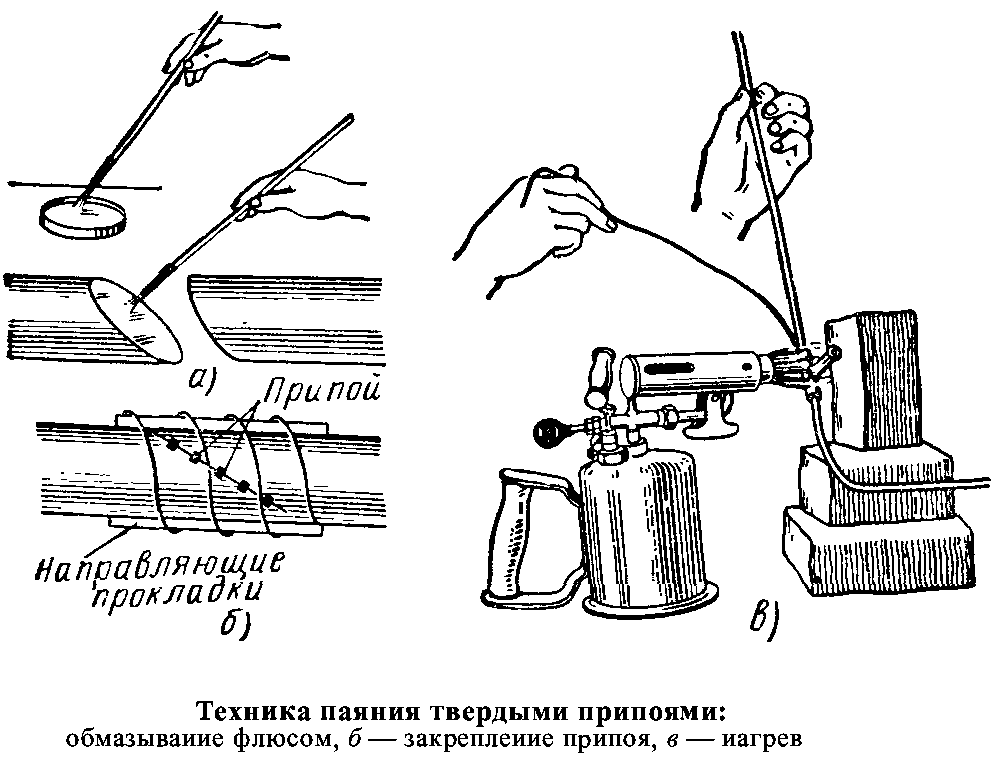
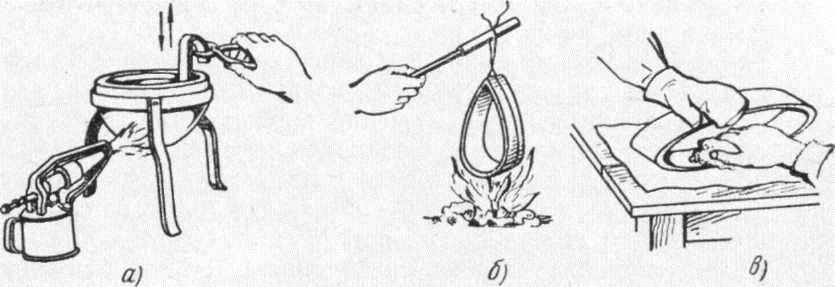
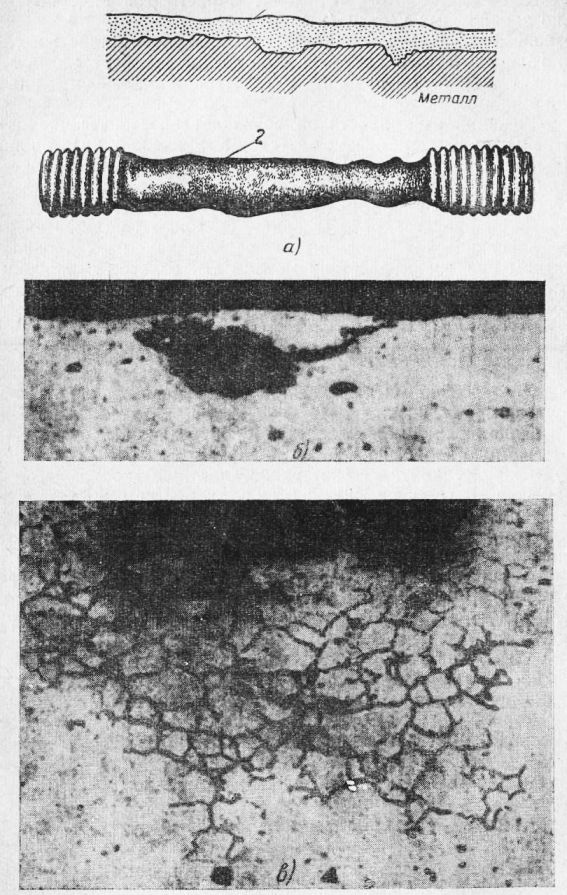
Приемы лужения. Лужение методом погружения в расплавленную полуду заключается в том, что подготовленную к лужению деталь сначала погружают в лудильную ванну с хлористым цинком. Затем клещами вынимают изделие из ванны и, не удаляя хлористый цинк с поверхности, погружают в ванну с расплавленным оловом (рис. 179, а).
Рис. 179. Лужение деталей:
а — облуживание детали погружением в ванну с оловом, б — нагрев детали для облуживания, в — облуживание нагретой детали путем растирания олова
В ванне необходимо держать изделие до полного прогрева (270-300°), после чего его вынимают из ванны, встряхивают для удаления излишнего слоя полуды. Когда изделие остынет, его промывают в воле или растворе извести для удаления хлористого цинка. Затем сушат в чистых древесных опилках.
Лужение методом натирания производится после предварительной подготовки изделия (очистки, промывки, травления).
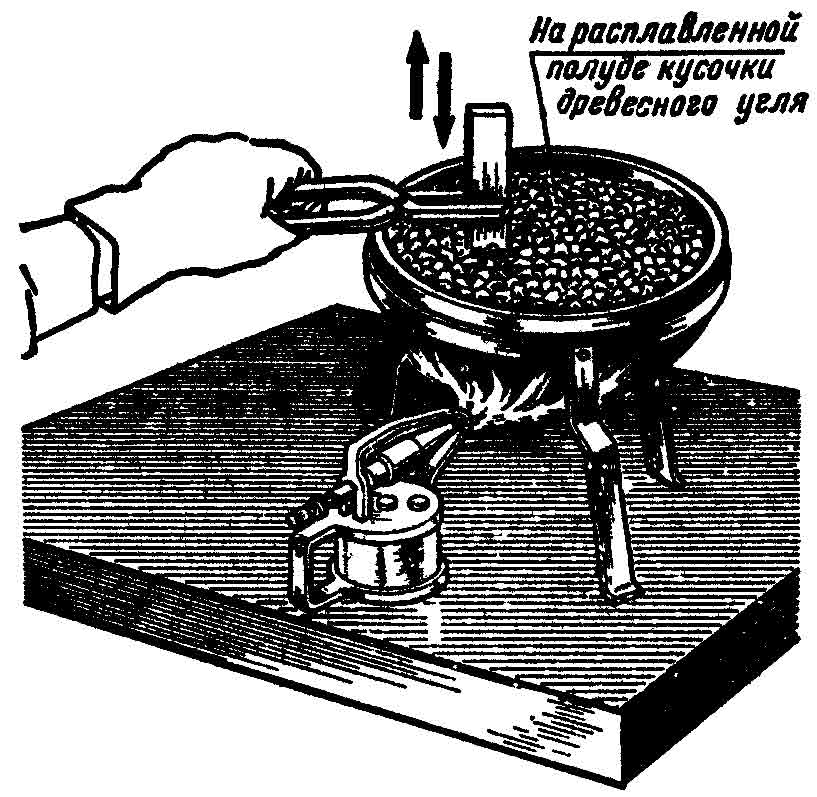
Изделие нагревается медленно и равномерно на древесном угле (рис. 179, б) до температуры 225-250°, затем на нагретую поверхность насыпают припой и, после того как он начнет плавиться, его быстро растирают щеткой или чистой холщовой тряпкой (рис. 179, в) по всей поверхности, удаляя излишний слой полуды.
Если из-за плохой очистки детали олово в каком-либо месте не пристало, это место снова зачищают напильником иди шабером, подогревают, наносят олово и протирают тряпкой или паклей.
Когда изделие остынет, его протирают смоченным песком, промывают водой и сушат.
Во время выполнения операций лужения нельзя вдыхать пары кислоты и нашатыря; горячие детали следует брать клещами; необходимо при погружении деталей пользоваться рукавицами; нужно остерегаться попадания кислоты на тело или одежду.
Технология лужения самовара пищевым оловом в домашних условиях
Технология лужения самовара пищевым оловом в домашних условиях.
Как известно, подлинные вещи редко можно встретить в хорошем состоянии, поэтому, прежде чем использовать, их почти всегда необходимо отреставрировать. Однако, грамотно отреставрировать какой-нибудь раритет зачастую оказывается намного сложнее, чем просто изготовить его реплику. Тем более, что малейшая неточность может нанести непоправимый вред уникальному предмету, стоящему зачастую немалых денег.
В отличие от стекла или керамики, металлическая посуда (особенно медная и железная) имеет один существенный недостаток. Под действием воздуха и пищевых продуктов её поверхность быстро окисляется и покрывается небезопасной для организма человека оксидной плёнкой. Во избежание этого, поверхность такой посуды, соприкасающаяся с едой, обычно покрывается другим металлом, лучше противостоящим внешнему воздействию.
Чаще всего для этой цели используется олово, на которое воздух и влага влияют весьма мало, а слабые растительные кислоты, жиры и прочие составные части пищевых продуктов совсем не действуют. Покрытие металлической поверхности тонким слоем олова называется лужением , а сам слой олова – полудой .
В принципе, технология лужения самовара очень проста и не требует больших затрат средств и особых навыков, но если вы вдруг задумаете полудить старый медный самовар, котелок или кружку, то с удивлением обнаружите, что вряд ли кто-нибудь сможет оказать вам в этом практическую помощь. Маленькие ремесленные мастерские и цыгане на рынках с их неизменным «лужу, паяю», похоже, навсегда ушли в прошлое, поэтому, если поблизости нет завода по выпуску консервной жести, то, скорей всего, вам придётся рассчитывать на собственные силы.
В специальной литературе можно найти описание до десятка различных способов лужения, но большинство из них не применимы в обычных условиях, так как достаточно трудоёмки и требуют специального оборудования или сложных реактивов. Вряд ли имеет смысл все их здесь приводить, поэтому ограничимся самым простым и доступным способом.
Для него понадобятся кусок чистого пищевого олова, наждачная бумага, паяльная кислота или нашатырный спирт, пакля, газовая или электрическая плита и, наконец, объект нашего эксперимента – медный или латунный самовар.
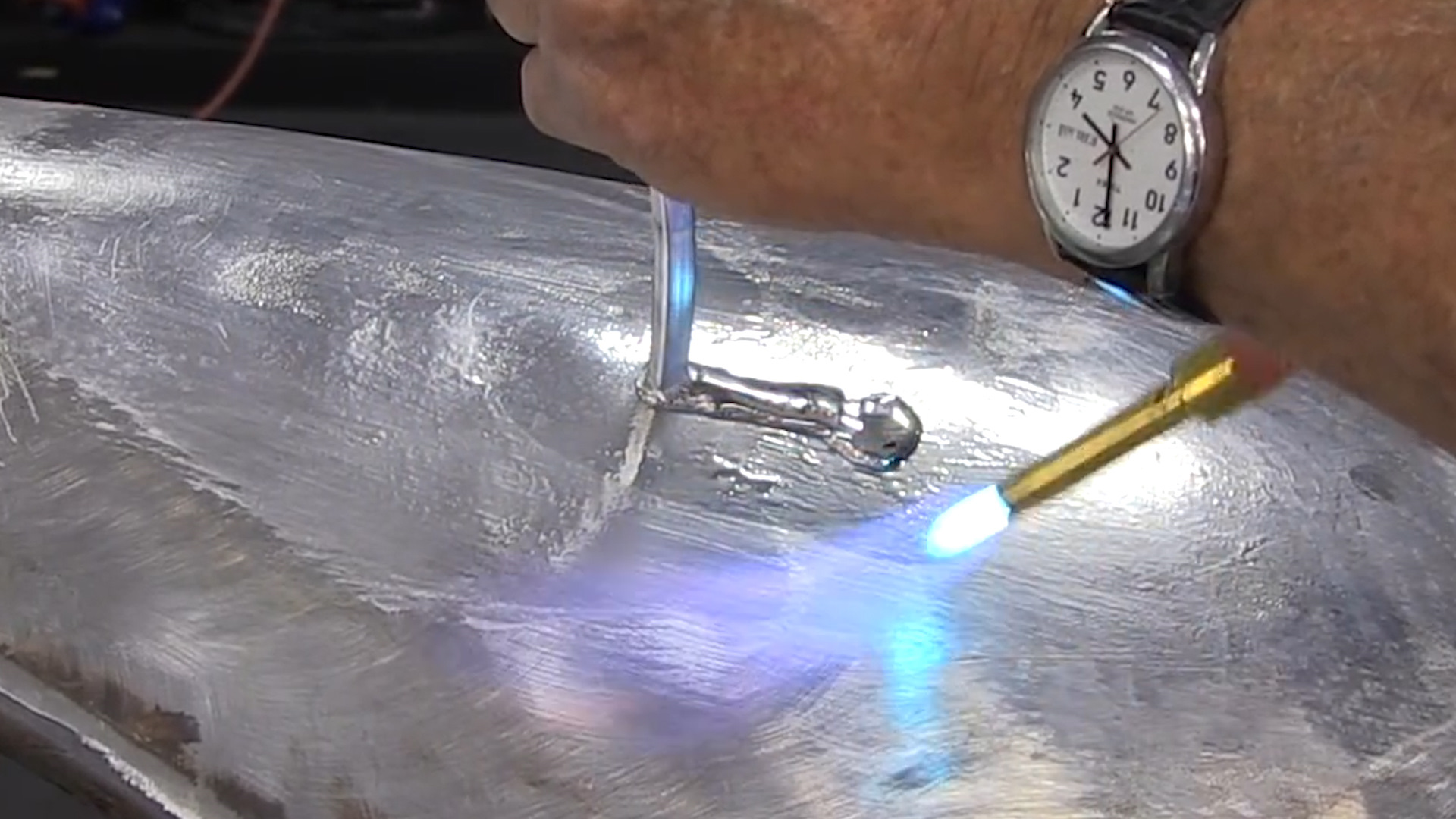
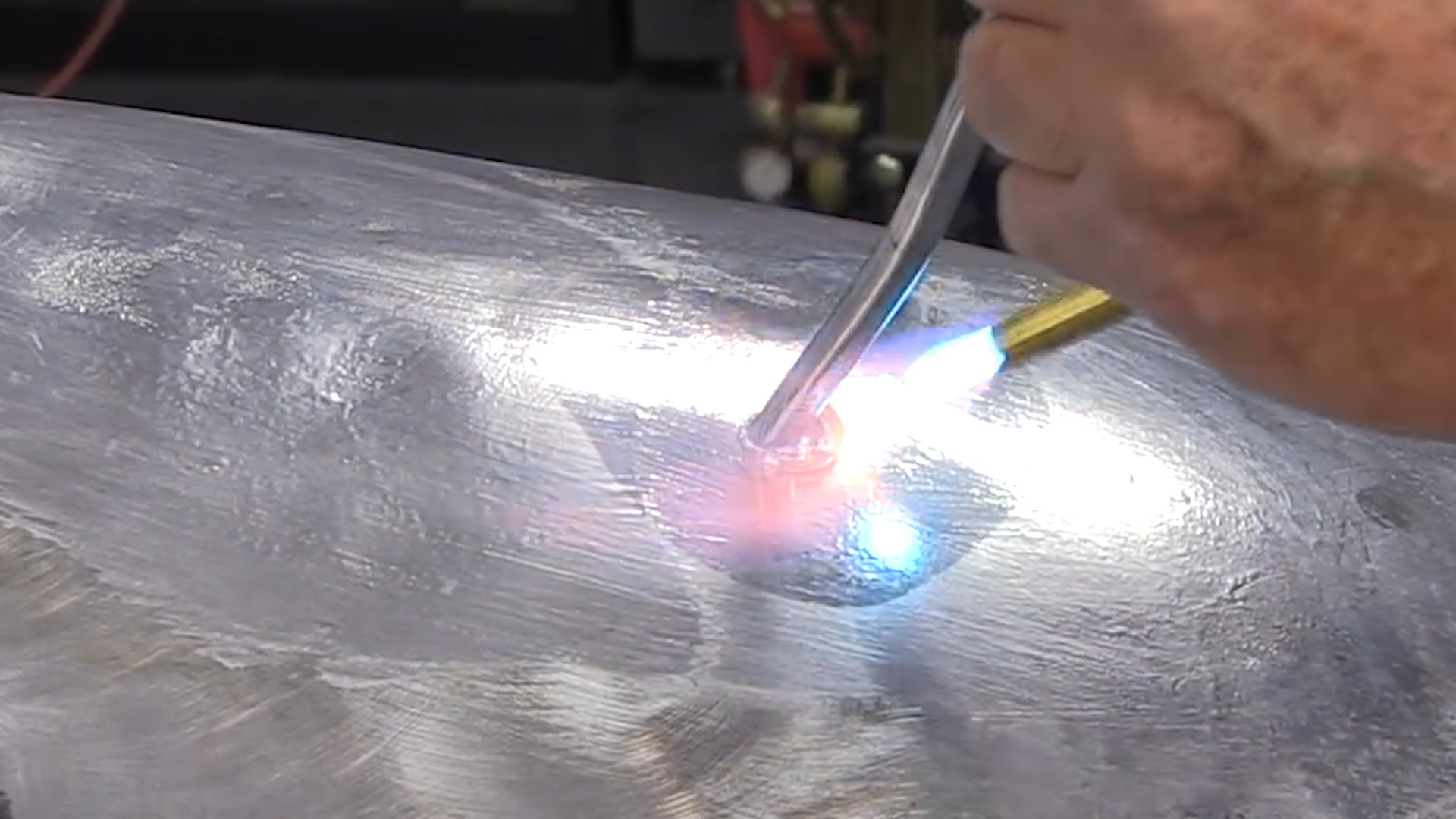
Сам способ сводится к следующему. Внутреннюю поверхность посуды при помощи наждачной бумаги (песка или золы) очищают от грязи и окислов, промывают водой и натирают паяльной кислотой (либо нашатырным спиртом). Затем посуду разогревают на плите, расплавляют в ней немного олова и тщательно растирают его паклей, наводя вчерне слой полуды на всю поверхность. Потом подогревают вторично и следующим растиранием окончательно выравнивают и уплотняют наведенный слой олова. Эту операцию повторяют до тех пор, пока вся поверхность посуды не покроется ровным и плотным слоем полуды.
Следует обратить внимание, что при лужении самовара необходимо употреблять по возможности чистое олово, не содержащее в себе вредных для здоровья примесей, таких как свинец, цинк и др. Вместе с тем, полуда, содержащая свинец, гораздо дешевле, её легко найти, и она более надёжно защищает поверхность металла от окисления
Поэтому в некоторых случаях, когда ядовитость примесей не имеет особого значения, некоторая прибавка свинца к олову вполне допустима. Так же не забудьте покрыть пищевым оловом внутреннюю поверхность крышки самовара и все болты прикрученных ручек и заглушек , соприкасающихся с водой внутри самовара.
В целом, при известном навыке, описанная технология позволяет добиться вполне приемлемого качества лужения и делает старую посуду пригодной к дальнейшему использованию.
Коррозионная стойкость оловянированной и никелированной медной шины.
Оловянное покрытие на медной токоведущей (заземляющей) шине является анодным (или протекторным) т.е. электрохимический потенциал олова отрицательнее, чем меди. Это означает, что в коррозионно-активной среде в первую очередь будет разрушаться олово и только после полного растворения олова на определенном участке будет повреждаться медь. Само по себе олово является достаточно стойким к коррозии металлом, поэтому применение оловянного покрытия на медной шине значительно увеличивает срок службы такой шины. Аналогию можно провести с оцинкованной сталью. В паре цинк-сталь цинк также является анодом и будет корродировать в первую очередь, защищая сталь.
Для увеличения коррозионной стойкости оловянного покрытия на медной шине покрытие осаждается из электролита с блескообразователями и легируется висмутом (т.е. осаждается сплав олово-висмут).
Коррозионная стойкость никелированной шины, безусловно, также высока, однако у нее есть недостаток. Оловянное покрытие (особенно блестящее) беспористое начиная с толщины 6 мкм, никелевое — с толщины 24 мкм. при средней требуемой толщине покрытия в 9-12 мкм олово будет иметь преимущество перед никелем. В то же время никелированная токоведущая шина все же лучше, чем шина вообще без покрытия.




Гальванические процессы.
Как понятно из названия, гальваническим способом наносят покрытия под пайку с применением внешнего электрического тока (постоянного или переменного асимметричного). К гальваническим покрытиям под пайку относятся:• оловянирование, олово-висмут;• олово-свинец;• никелирование;• палладирование;• серебрение;• золочение.
Возможно нанесение многослойных гальванических покрытий:• олово с подслоем никеля.• серебрение с подслоем меди и никеля.• золото с подслоем никеля.
Серебро, золото и палладий могут осаждаться также в виде сплавов с другими металлами.
По ссылкам выше можно посмотреть более подробную информацию о механизмах и технологиях нанесения этих покрытий.
Раствор при гальванической обработке
В принципе, обе технологии лужения (со щелочными и с кислыми электролитами) отличаются друг от друга присутствием в электролитной ванне щелочного или кислотного раствора. Сам же процесс налипания олова у них одинаковый, и происходит он при помощи электрического тока.

В состав кислотных растворов входит сернокислое олово, серная кислота, вещества кипиллярно-активного типа (это фенол или крезол), коллоидные вещества (клей, никотин, желатин или схожие с ними вещества).
Очень важно точно соблюсти пропорции основных компонентов: сернокислое олово – 65 г/л, серная кислота – 100 г/л. Что касается щелочных растворов для лужения металлов, то их разнообразие не определяется одной рецептурой
Поэтому состав растворов разный. В одних используется хлористое олово, в других оловянно-кислый натрий, в третьих двухлористое олово
Что касается щелочных растворов для лужения металлов, то их разнообразие не определяется одной рецептурой. Поэтому состав растворов разный. В одних используется хлористое олово, в других оловянно-кислый натрий, в третьих двухлористое олово.
То же самое касается и растворителей. Здесь и едкий нарт, и уксуснокислый натрий, и едкое кали. Можно из расчета наличия тех или иных компонентов подобрать свою рецептуру раствора.
При этом в каждой обязательно будут свои концентрации веществ. Конечно, под каждую рецептуру подбирается плотность тока и температура нагрева раствора в ванне.
Лужение, как защитный процесс металлов от коррозии, один из самых востребованных. Он не очень дешевый, но эффективный по сравнению со многими технологиями. Поэтому его часто применяют в разных производствах.
Источник
Химическое лужение
Из книги Никандровой Л.И. «Химические способы получения металлических покрытий»
Известно, что детали из меди и ее сплавов в процессе хранения окисляются, что приводит к значительным затруднениям при пайке. Обычно во избежание этого явления применяют гальваническое или горячее лужение. При гальваническом лужении требуется специальное оборудование, наличие электрического тока. При горячем лужении теряется значительное количество припоя за счет его окисления в процессе работы ванны. Получаемые покрытия имеют избыточную толщину. Взамен горячего и гальванического лужения можно применять химическое лужение, если не требуется высокая коррозионная стойкость покрытия. Процесс является контактным и основан на осаждении олова из раствора его комплексной соли за счет разности потенциалов, возникающей между медью и оловом. В качестве комплексообразователя олова применяют тиомочевину. В присутствии тиомочевины потенциал меди сдвигается в сторону более электроотрицательного значения, что дает возможность осуществления процесса контактного химического лужения. Подготовка поверхности деталей перед лужением осуществляется общепринятыми методами:
- обезжириванием,
- травлением,
- декапированием.
Процесс химического лужения осуществляется погружением деталей в один из растворов, приведенных в таблице.
Составы растворов для химического лужения.
| Наименование составляющих и режим процесса. | Составы: | |
| 1 | 2 | |
| Олово хлористое в г/л | 5-8 | 5,5 |
| Тиомочевина в г/л | 35-45 | 50 |
| Кислота серная уд. в. 1,84 в г/л | 30-40 | — |
| Кислота винная в г/л | — | 35 |
| Моющее средство Прогресс в мл/л | — | 1 |
| Температура раствора в ° C | 18-25 | 60-70 |
| Соотношение между объемом раствора и площадью покрываемой поверхности в см. куб./см. кв. | 3:1 | 3:1 |
| Время выдержки в растворе в мин. | 15-30 | 15-30 |
| Толщина покрытия в мкм не более | 1 | 1 |
Первый раствор в основном рекомендуется для нанесения покрытия на медные проводники печатных схем. Моющее средство Прогресс введено в раствор 2 с целью повышения смачиваемости покрываемых поверхностей и улучшения структуры осадка. Нанесение покрытия на мелкие детали осуществляется в корзинах или барабанах из неметаллических материалов, на которые не осаждается покрытие. Такими материалами могут быть винипласт, полиэтилен, полипропилен. В случае применения раствора 2 обогрев осуществляется с применением водяной рубашки или бани. Растворы химического лужения приготавливают последовательным растворением в воде соответствующей кислоты, двухлористого олова и тиомочевины. Раствор 2 при комнатной температуре имеет осадок. Растворы химического лужения стабильны и сохраняют свои свойства длительное время. В одном литре раствора можно покрывать до 50 дм. кв. поверхности. При уменьшении содержания олова в растворе до 3 г/л его корректируют или заменяют. Качество покрытия определяется визуальным осмотром: покрытие не должно иметь темных пятен, шероховатостей и непокрытых участков, цвет покрытия должен быть серебристо-белый. Толщина покрытия проверяется химическим методом. Для этого используется раствор следующего состава:
- Аммоний азотнокислый NH4NO3 в г/л — 70
- Медь сернокислая CuSO4 5H2O в г/л — 7
- Соляная кислота HCl (1 н. раствор) в мл — 70
- Вода дистиллированная в л — До 1
Для определения толщины покрытие деталь обезжиривают венской известью, погружают в вышеуказанный раствор и выдерживают в нем 30 сек (за это время снимается 0,2 мкм). Затем деталь вынимают из раствора, промывают, сушат между листами фильтровальной бумаги и тщательно осматривают. Покрытие считается пригодным, если на поверхности детали не обнаружено мест, не покрытых оловом. Луженые детали хорошо паяются некоррозионными флюсами: спиртово-канифольным (КСп) и флюсом ФПП и сохраняют способность к пайке в течение нескольких месяцев. Нанесение оловянного покрытия на медные проводники печатных схем дает возможность производить пайку некоррозионными флюсами, а также повысить качество плат за счет устранения перегрева при пайке. Процесс также пригоден для лужения мелких деталей (лепестки и др.) с целью улучшения последующей пайки.
Отличительные параметры
Луженая медь имеет высокую пластичность, отлично поддается механической обработке. Именно этот материал применяется в электротехнике для изготовления токопроводящих жил медных кабелей, оплетки для продукции военного и гражданского предназначения.
Попробуем выяснить, чем отличается луженая и нелуженая медь. Первый вариант в большей степени защищен от внешних воздействий, так как проволока покрыта слоем олова. Этот металл предохраняет металлическую нить от любых проявлений коррозии, давая материалу повышенную прочность на разрыв. Луженая медь не ломается при перегибах.
Нанесение органических веществ.
2.1 OSP (Organic Solderability Preservative).
При хранении и пайке медные проводники и площадки окисляются, что ухудшает качество паянного соединения. Для защиты меди от окисления успешно применяют покрытия органическими соединениями. Среди них можно выделить две главных группы: бензотриазолы и имидазолы. Эти вещества обладают важным свойством сорбироваться только на меди. Ни на паяльной маске, ни диэлектрике после обработки их не остается.
Бензотриазолы сорбируются на меди тончайшим слоем толщиной в одну молекулу. Этот слой легко разрушается при нагреве. Бензотриазолы способны эффективно, но одноразово защищать медь от окисления.
Имидазолы реагируют с медью и образуют более толстые покрытия. Поведение их при пайке аналогично бензотриазолам. Имидазолы также дают одноразовую защиту, которая разрушается при пайке, если она выполнялась не в инертной среде, например, в токе азота. OSP наносится из водного раствора алкилимидазола. В Японии этот способ защиты меди применяется более 35 лет.
Горячие процессы.
3.1 HASL-процесс (Hot-Air Solder Leveling).

Рисунок 2 — Установка для горячего лужения HASL: нанесение флюса, общий вид установки, ванна с припоем и гидравлический захват для покрываемых плат.
Метод широко распространен и безусловно заслуживает внимания. HASL — горячее лужение печатных плат с обдувкой горячим воздухом. Он состоит в их флюсовании, монтаже на специальный гидравлический захват и автоматическом погружении на несколько секунд в ванну с расплавленным припоем (рисунок 2,3). При контакте с припоем образуются прочные интерметаллические соединения между ним и медными проводниками.

Рисунок 3 — Ванна с припоем крупным планом.
При поднятии платы из расплава производится сдувание излишков припоя потоком горячего сжатого воздуха через специальные воздушные ножи (рисунок 4).

Рисунок 4 — Воздушные ножи для установки HASL.
В качестве расплавленного припоя применяется, например, ПОС-63 (олово 63%, свинец 37%) с tпл = 183-225 оС или сплав Розе (олово 25%, свинец 25%, висмут 50%) с температурой плавления 93 оС. Толщина покрытия начинается со значений 10-15 мкм.


При использовании ПОС 63 годным по составу является припой, температура плавления которого не более 265 °С. Превышение температуры плавления (свыше 265 °С) свидетельствует о чрезмерном накоплении меди в расплаве. В этом случае необходимо полностью обновить ванну с припоем. В случае отсутствия блеска либо увеличивается время погружения, либо увеличивается температура лужения на 5 °С.
После лужения платы очищаются смесью воды с чистящими веществами для обеспечения полного удаления флюса и масел. Это делается для того, чтобы исключить на готовых платах ионогенные загрязнения, источником которых являются остатки активных флюсов. Эти соединения могут вызвать в условиях повышенной влажности сильную коррозию.
При позитивном методе изготовления печатных плат перед нанесением расплавленного припоя после операции травления удаляется металлорезист со всех металлизированных поверхностей. Далее паяльная маска наносится на чистые медные проводники. Потом формируется рисунок защитного слоя, и вся печатная плата окунается в расплавленный припой, который наносится на все поверхности, свободные от паяльной маски.
При тентинг-методе после травления рисунка все проводники чисто медные. Поэтому одно из преимуществ этой технологии и лужения HASL в том, что уменьшается количество шагов обработки. Другое преимущество заключается в том, что припой не подвергается дополнительной химической обработке, которая могла бы загрязнить поверхность или изменить состав сплава.
Несмотря мощную обдувку, наплывы припоя на монтажных элементах могут все-таки формироваться. При последующей сборке эти наплывы мешают установке мелких компонентов, что затрудняет применение HASL-процесса.
Второй существенный недостаток HASL — сильный термоудар, который испытывают платы при погружении в расплавленный припой (особенно это сказывается на надежности многослойных печатных плат). Удовлетворительные по качеству и относительно низкотемпературные бессвинцовые припои для HASL на сегодняшний день отсутствуют.
Третий большой недостаток — при выравнивании паяльного покрытия плата подвергается также воздействию высокого давления горячего воздуха во время выхода из бака с припоем. Воздушный поток воздействует на поверхность платы и при ударе о поверхность вызывает динамические нагрузки.
А вот с точки зрения качества и сохранения способности к пайке во времени это покрытие наилучшее.
лужёная сталь — это… Что такое лужёная сталь?
лужёная сталь 1) Engineering: lead-coated steel
2) Automation: lead-coated steel
Универсальный русско-английский словарь. Академик.ру. 2011.
- лужёная проволока из нержавеющей стали
- лужённая подложка
Смотреть что такое «лужёная сталь» в других словарях:
- Жесть — У этого термина существуют и другие значения, см. Жесть (значения). Гофрированная жесть … Википедия
- Жесть — холоднокатаная отожжённая листовая сталь толщиной 0,08 0,32 мм. Для предохранения Ж. от коррозии на её поверхность наносят Защитные лакокрасочные покрытия (олово, специальные лаки и др.). Наибольшее распространение получила Ж., покрытая… … Большая советская энциклопедия
- Гальванотехника — область прикладной электрохимии (См. Электрохимия), охватывающая процессы электролитического осаждения металлов на поверхность металлических и неметаллических изделий. Г. включает: гальваностегию получение на поверхности изделий прочно… … Большая советская энциклопедия
- Железо — (Ferrum) Металл железо, свойства металла, получение и применение Информация о металле железо, физические и химические свойства металла, добыча и применение железа Содержание Содержание Определение термина Этимология История железа Происхождение… … Энциклопедия инвестора
- Северо-Американские Соединенные Штаты* — (United States of America, Etats Unis, Vereinigte Staaten von Nord America) федеральная республика в Северной Америке, между 24° 30 и 49° сев. шир., и 66° 50 и 124° 31 зап. долг. (по Гринвичу), тянется от Атлантического до Тихого океана и… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
- Северо-Американские Соединенные Штаты — I (United States of America, Etats Unis, Vereinigte Staaten von Nord America) федеральная республика в Северной Америке, между 24° 30 и 49° сев. шир., и 66° 50 и 124° 31 зап. долг. (по Гринвичу), тянется от Атлантического до Тихого океана и… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
universal_ru_en.academic.ru
Порядок пайки
Техника паяльных работ непосредственно связана с типом образуемого соединения, которое может иметь следующие исполнения:
- обычная скрутка, чаще всего встречающаяся в распределительных цепях;
- стыковочный узел из проводов различного класса (меди и алюминия, в частности);
- витые сочленения, оформляемые в квартирных коробках распределения и другие виды соединений.
При пайке обычной скрутки особое внимание следует обратить на сечения каждого из проводов, которые могут иметь существенное отличие по толщине. Если один из них толстый, а другой несравненно тоньше его – их скрутка формируется особым образом. Для получения надёжного паяного соединения в этом случае следует намотать заранее залуженный тонкий провод вокруг хорошо зачищенной оголённой части толстого, а затем изогнуть её в любом удобном направлении
Лишь после этого следует тщательно пропаять зону из сочленения по всей длине оголённой части (предварительно нанеся на это место раствор канифоли)
Для получения надёжного паяного соединения в этом случае следует намотать заранее залуженный тонкий провод вокруг хорошо зачищенной оголённой части толстого, а затем изогнуть её в любом удобном направлении. Лишь после этого следует тщательно пропаять зону из сочленения по всей длине оголённой части (предварительно нанеся на это место раствор канифоли).

Для снятия изоляции с проводников можно воспользоваться обычной зажигалкой, под пламенем которой защитная плёнка сначала сжигается, после чего её остатки соскабливаются ножом или скальпелем.
Таким образом, весь процесс пайки условно может быть разбит на два этапа, на каждом из которых осуществляются следующие действия.
Во-первых – подготовка (удаление с поверхности лака) и лужение самих проводов. А во-вторых – их надёжная запайка в месте контакта. При параллельном соединении (без скрутки) жил необходимо уложить их вплотную на рабочей площадке стола и, придерживая одной рукой, во вторую взять паяльник и прогладить жалом место контакта.
Правильный порядок действий
Облуживать провода посредством паяльника следует в соответствии с алгоритмом, выверенным многолетней практикой. У проводов в самом начале работы нужно тщательно снять ножом или клещами наружный изолирующий слой. Желательно освободить от полимерного покрытия минимум 10 мм, максимум – 50 мм с каждого соединяемого конца. После этого тем же ножом поверхность зачищают до блестящего состояния. Это исключит наличие остатков изолирующей оболочки, удалит с проводов оксидный налет.
Толстый провод удерживать и очищать проще. Если кабель включает в себя несколько тонких жил, их желательно растрепать, разъединить, зачистить со всех сторон, а потом скрутить заново.
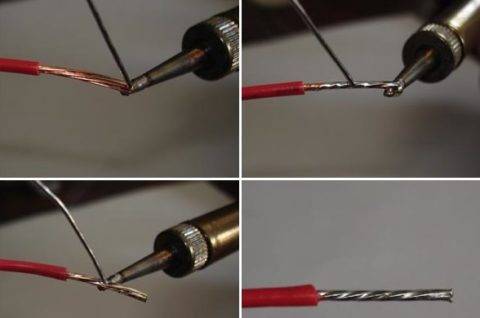
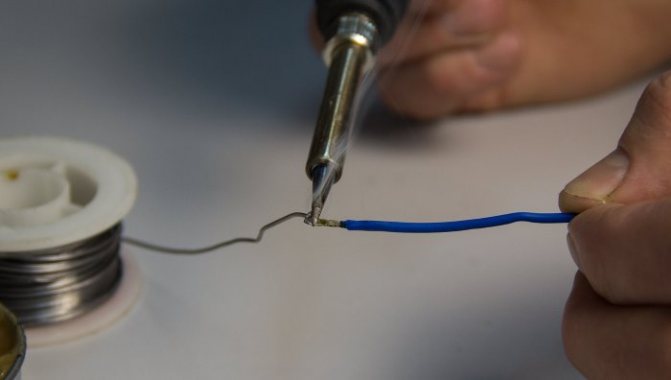
Затем можно разогревать паяльник, предварительно проверив степень чистоты жала. Поверхность будет хорошо облуживаться только абсолютно чистым жалом паяльника.
Нагретым паяльником следует разогреть подготовленные, тщательно зачищенные концы проводов, опустив их в канифоль. Надо чтоб канифоль хорошо обволокла провод.
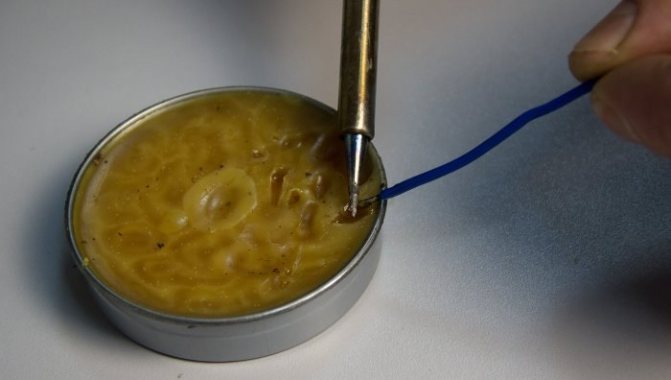
Жалом паяльника нужно взять припой и равномерно распределить смесь по срезу проводков, которые зафиксированы пинцетом или обычными плоскогубцами. Для обеспечения полноты нанесения массы из расплавленных расходных материалов, провода следует проворачивать вокруг собственной оси.
Медный провод можно обрабатывать не только канифолью, но и кислым флюсом. Некоторые предпочитают использовать готовую паяльную кислоту, всегда имеющуюся в продаже. Для лужения алюминиевых проводов предусмотрен свой специальный флюс.
Металлы и сплавы для лужения
Технология обработки металлических поверхностей зависит от типа базового материала. Например, лужение алюминия выполняется чистым оловом, без посторонних примесей. Металл необходимо предварительно нагреть до 180 °C, после чего приступают к покрытию изделия. Для обработки алюминиевых элементов запрещено применять какие-либо флюсы.
Для лужения применяют следующие металлы и сплавы:
- Олово и оловянные сплавы. В природе отсутствует олово в чистом виде. Оно встречается в виде соединений с серой, сурьмой, медью, железом и прочими элементами, которые влияют на технические характеристики элемента. Мышьяк или сурьма делают олово хрупким, а высокое содержание меди повышает твердость, но снижает пластичность. Существует несколько сплавов, применяемых при выполнении работ. Они отличаются сферой использования. Сплавом, который содержит олово, никель и железо, покрывают продукцию для пищевой промышленности. Комбинацией олова, свинца и цинка лудят заготовки из металла или стали. Для декоративной обработки применяют смесь олова и висмута. Данный сплав придает поверхности яркий блеск.
- Хлористый цинк. Применяют в качестве флюса при лужении и пайке. Он выпускается в виде кусков или брусков небольшой величины. В промышленных масштабах хлористый цинк получают путем обработки чистого металла соляной кислотой.
- Двухлористое олово. Является базовым компонентом при лужении электрохимическим методом.
- 0098290 Паста для пайки оловом Wurth (банка) 1 кг;
- 0982 . 90 Паста для пайки оловом Wurth (банка) 1 кг.
Паяльная паста Wurth проста и удобна в применении. Инструкция включает в себя следующие шаги:
- очистить обрабатываемые области до основного металла;
- обезжирить обрабатываемую поверхность;
- нанести тонкий слой пасты с помощью шпателя;
- нагреть с помощью фена или паяльной лампы до нужной температуры.
После проведения процедуры остается лишь удалить остатки флюса мягким нетканым материалом.
Технология лужения металла
Процесс лужения разделяют на два этапа:
- Предварительная подготовка поверхности.
- Обработка изделия.
Технология выполнения работ такова, что малейшая небрежность на любом этапе окажет сильное влияние на результат. Некачественная подготовка изделий влияет на адгезию слоя олова, покрывающего металл: он прослужит гораздо меньше положенного срока. При ошибках в процессе обработки металла слой полуды не будет иметь заданной толщины и не сможет справиться с поставленными задачами. Свои нюансы имеются на всех стадиях выполнения работ.




Подготовка изделий
От степени чистоты поверхности зависит прочность антикоррозийной защиты и надежность крепления припоя. Стандартный способ подготовки плоскости – механическая обработка металлическими щетками и специальными насадками на болгарку.
Для финишной обработки применяют мелкозернистые абразивные полотна, чтобы получить максимально гладкую поверхность.
В качестве химических очистителей используют предварительно разогретые натриевые составы. Непосредственно перед проведением обработки проводят процедуру травления с помощью серной кислоты.
Растирание и погружение
В процессе растирания расплавленного олова по поверхности используют специальный флюс, в состав которого входят хлористый аммоний и цинка хлорид. Алгоритм применения флюса выглядит следующим образом:
- Хлорид цинка наносят на поверхность и разогревают паяльной лампой или иным доступным способом.
- По достижении точки кипения в соль добавляют припой, который расплавляется под воздействием высокой температуры.
- Следом добавляют порошок хлористого аммония.
- Состав равномерно распределяется по рабочей поверхности.
Это интересно: Мангал своими руками — чертежи мангалов из кирпича, из металла
Подготовка изделий
Чем чище будет поверхность металла, тем прочнее к ней прикрепится припой. Поэтому в зависимости от требований к самой заготовке используются разные способы подготовки к лужению металла.
 Первый способ – это очистка поверхности металла щетками. Обычно таким инструментом снимается окалина и ржавчина. Сначала изделие промывается водой, а затем щеткой вычищается. Нередко на этой стадии применяют известь, песок, пемзу.
Первый способ – это очистка поверхности металла щетками. Обычно таким инструментом снимается окалина и ржавчина. Сначала изделие промывается водой, а затем щеткой вычищается. Нередко на этой стадии применяют известь, песок, пемзу.
Следующий способ подготовки к лужению заключается в шлифовании металла шкурками и дисками. Этот этап является доработкой изделия, то есть, доведение его поверхности до максимальной ровности.
Применяют обезжиривание с помощью натриевых составов: едкий натр – 10-15%, фосфорнокислый натрий – 10-15%, углекислый натрий – 10-15%-ный раствор. Добавим, что химические растворы перед использованием надо нагреть до 50-80С.
Применяют также травление. Для этого используют серную кислоту.
Процессы лужения
Есть два процесса лужения черных пластин: горячее погружение и гальваника.
Горячее погружение
Жесть изготовлена через лужение горячим способом
сделано холодная прокатка сталь или железо, травление удалить любые шкала, отжиг удалить любые деформационное упрочнение, а затем покрыть его тонким слоем банка. Первоначально это было сделано путем производства отдельных или небольших пакетов тарелок, которые стали известны какпроцесс упаковочной мельницы . В конце 1920-х гг.полосовые станы начали заменять упаковочные мельницы, поскольку они могли производить необработанный лист в больших количествах и более экономично.
Гальваника
Основная статья: гальваника
При гальванике покрываемый предмет помещают в контейнер, содержащий раствор одной или нескольких солей олова. Товар подключен к электрическая цепь, формируя катод (отрицательный) цепи, в то время как электрод, как правило, из того же металла, который должен быть покрыт, образует анод (положительный). Когда электрический ток пропускается по цепи, металл ионы в растворе привлекаются к предмету. Чтобы получить гладкую, блестящую поверхность, гальванический лист затем ненадолго нагревают до температуры выше точки плавления олова. На большую часть производимой сегодня луженой стали затем наносится гальваническое покрытие очень тонким слоем хром для предотвращения потускнения поверхности от окисления олова.