
Варианты изготовления
Исходя из типа производимых работ, для изготовления состава можно воспользоваться одним из нескольких способов, описанных ниже.
Способ первый
- Берем пруток олова и надфиль (напильник) и начинаем точить олово в крошку.
- Затем высыпаем полученные опилки в емкость.
- Чтобы соединить опилки, нам потребуется паяльный жир либо густой флюс. Флюса необходимо брать небольшое количество, иначе можно испортить припойную пасту.
- Помещаем паяльный жир в посуду вместе с опилками и начинаем смешивать (как тесто). Перемешивать нужно тщательно до получения густой и однородной консистенции.
- Под конец нам необходимо добавить в полученную массу флюс из глицерина. Как и в первом случае, не надо применять флюс в большом объеме – хватит и пары капель.
- Еще раз тщательным образом перемешиваем.
Наша припойная паста готова. Хранить ее можно в шприце либо в плотно закрытой баночке. Это даст возможность пользоваться пастой в течение продолжительного времени. Подобный способ хранения очень полезен, когда вы приготовили припойную пасту в большом объеме и собираетесь использовать часто.
Способ второй
Подготовка куска припоя для плавления
- Разрежьте кусок на кусочки либо полоски. Соорудите емкость для плавки из алюминиевой фольги. Сделайте «миску» либо «лодочку». Сверните фольгу в несколько слоев так, чтобы свинец не просачивался и не портил ваш духовой шкаф (печь).
- Произведите тепловую обработку припоя. Поместите лодочку из фольги в духовку. Вам необходимо довести твердый кусок припоя до жидкого состояния.
- Измельчение припоя
- Посредством напильника измельчите полученный кусок в мелкий порошок.
- Имейте в виду, что при сильном трении опилки будут чересчур крупными. Обязательно используйте перчатки и защитную маску.
- Тщательно перемешайте полученное сырье с флюсом. Припойная паста готова.
Способ третий (на растительном масле)
Множество людей рекомендуют использовать для припойной пасты-флюса масло из косточек пальмы. Оно само по себе уже обладает подходящей консистенцией, дает возможность производить самую филигранную пайку при выполнении электротехнических работ.
Повысить активность данной припойной пасты можно добавлением хлористого аммония (нашатыря). Дозу добавки меняют от 5% до 10%. Отдельные домашние мастера считают важным вводить в паяльную массу еще анилин солянокислый.
При осуществлении тонкой работы прекрасно показала себя припойная флюсовая паста, изготовленная дома собственными руками из наиболее доступных средств.
Необходимо взять 100 граммов простого растительного масла. Лучше применять рафинированный продукт: он очищен от включений, не станет запенивать припойную пасту при увеличении температуры. Потребуется еще 300 граммов чистого говяжьего жира. Желательно брать перетопленный жир, не содержащий включений волокон и соединительных тканей. Главный ингредиент домашней припойной пасты – канифоль. Ее потребуется 500 граммов
Все это необходимо объединить в фарфоровой чашке, осторожно смешать, нагревая на водяной бане до абсолютного расплавления. В получившуюся смесь необходимо добавить 100 граммов тонкоизмельченного хлористого аммония, размешивая до растворения
Нагретую припойную пасту необходимо сразу же поместить в банку для дальнейшего хранения. Оставлять смесь в чашке нежелательно.
Вариант четвертый (на минеральном масле)
- Мелкие радиодетали удобно паять посредством самодельной флюсовой пасты из 2-х ингредиентов. Для ее самостоятельного приготовления необходимо взять какое угодно минеральное масло (продукт нефтепереработки) в объеме 900 граммов.
- Оно не должно заключать в себе веществ кислотного характера. В масло необходимо помаленьку ввести 100 граммов хлористого аммония, растирая состав до гомогенного состояния.
- Подготовленный продукт сразу же поместите в герметичную посуду.
- Отдельным мастерам нравится работать с вязкими растворами. Для подобных моментов рекомендуется хлорид аммония в обозначенной пропорции развести в керосине.
Вариант пятый (для лужения пайки и меди)
Для изготовления подобного состава понадобятся следующие составляющие:
- прут оловянно-свинцового припоя;
- паяльный жир.
Посредством напильника, надфиля или механической насадки на электродрель необходимо размельчить прут в мелкую крошку и перемешать ее в одинаковых пропорциях с паяльным жиром, нагревая на водяной бане. Когда состав приобретет гомогенную консистенцию, его помещают в большой медицинский шприц.
Описание
Паяльная станция отличается от простого сетевого паяльника тем, что в ней есть стабилизация температуры
И это очень важно при работе с различной мелочью. Сетевой паяльник всегда рассеивает одну и ту же мощность
То есть если он лежит на месте, то может нагреться даже до 500 градусов, а когда вы начинаете паять, то резко остывает. С другой стороны, если в паяльник встроена термопара, то можно организовать обратную связь. Это дает возможность регулировать мощность на нагревателе с целью поддержания стабильной температуры.
Нашей целью была разработка именно паяльной станции на базе распространенного и дешевого паяльника с термопарой. Она обладает следующими характиеристиками:
- Питание от источника постоянного напряжения 12-24В
- Потребляемая мощность, при питании 24В: 50Вт
- Сопротивление паяльника: 12Ом
- Время выхода на рабочий режим: 1-2 минуты в зависимости от питающего напряжения
- Предельное отклонение температуры в режиме стабилизации, не более 5ти градусов
- Алгоритм регулирования: ПИД
- Отображение температуры на семисегментном индикаторе
- Тип нагревателя: нихромовый
- Тип датчика температуры: термопара
- Возможность калибровки температуры
- Установка температуры при помощи энкодера
- Светодиод для отображения состояния паяльника (нагрев/работа)
Свойства
Вязкость
Это не что иное, как густота паяльного пастообразного вещества. Паста наделена способностью изменения степени своей вязкости при воздействии нагрузки механического типа. Определить ее можно с помощью специальных приборов: вискозиметров Брукфилда и Малкома. Как правило, этот показатель указывается методом маркировки.
Осадка
Паяльные пасты обладают способностью увеличиваться в размерах после, того как отпечаток нанесен на поверхность. Рассматриваемый показатель должен находиться на низком уровне, поскольку значительное увеличение размеров отпечатка паяльной пасты является причиной образования перемычек.
Время сохранения свойств
Находит свое отражение в таких показателях, как наибольшее время пребывания вещества на трафаретке до нанесения или после нанесения, которое не влечет за собой деградацию свойств. В большинстве случаев значение первого параметра находится в пределах 8-48 часов, второго — 72 часа. Фиксируются эти показатели производителем на упаковке. Причем может быть указан как один параметр (любой из двух), так и оба.
Клейкость
Идентифицирует возможность паяльной пасты удерживать SMD-компоненты на своих местах после инсталляции их на поверхность и до паяльной процедуры. Степень клейкости свидетельствует о «жизнеспособности» пасты и определяет ее срок годности. Вычисляется посредством реализации специального теста, при котором используется традиционный тестер, способный измерять силу, необходимую для передвижения элемента определенных весовых параметров с площади пастообразного вещества тех или иных размеров.






Наличие клеистой способности и ее уровень зависят от типа паяльной пасты. В среднем же время удержания находится в диапазоне 4-8 часов, в то время как максимальный показатель, который характерен для ряда паст, может достигать 24 часов и более.
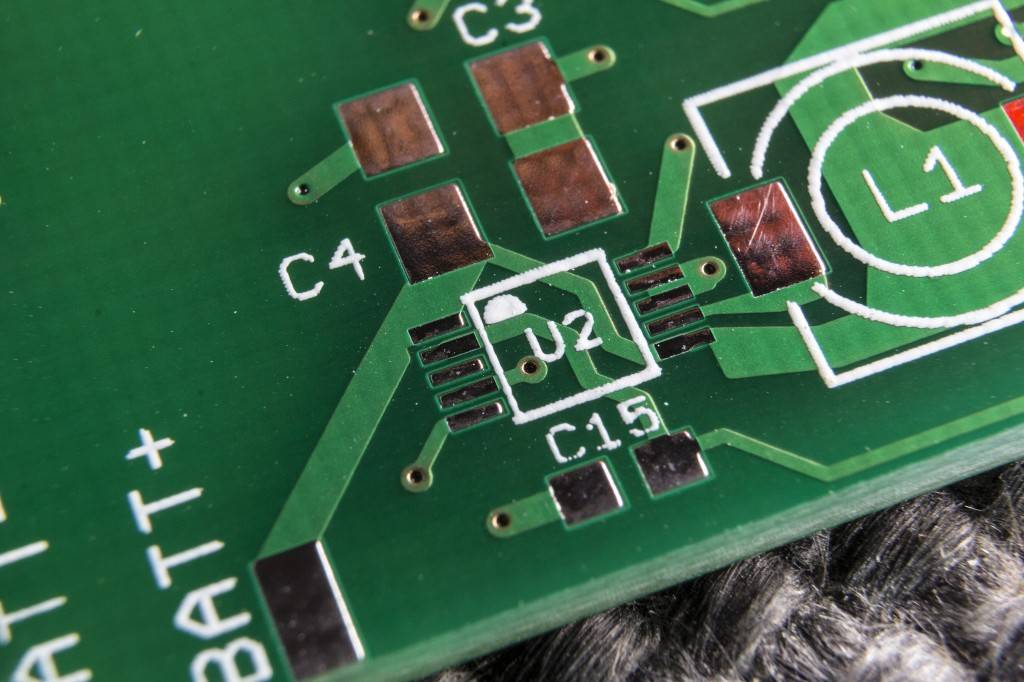
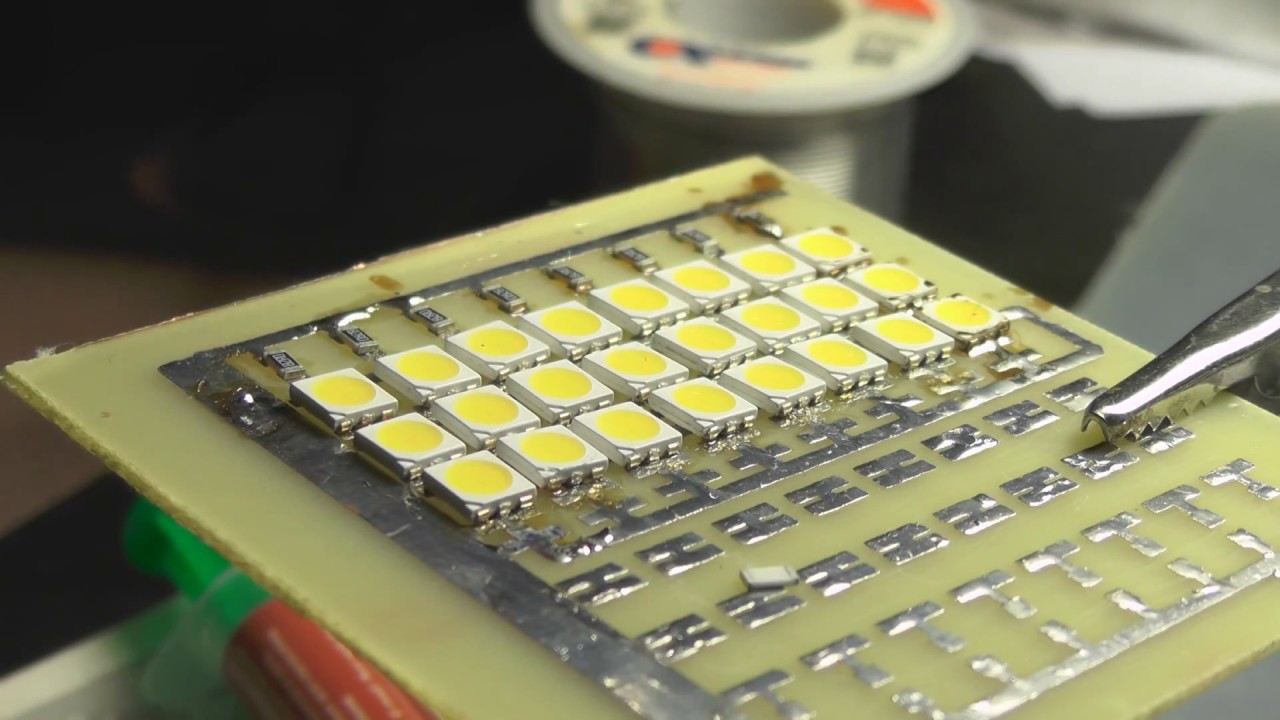
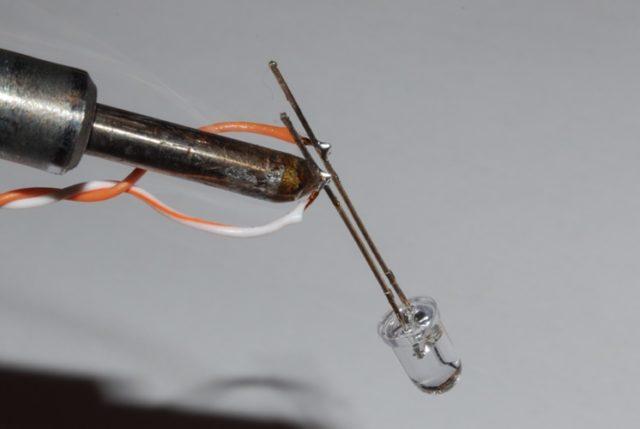
Пайка SMD компонентов в домашних условиях
Многие задаются вопросом, как правильно паять SMD-компоненты. Но перед тем как разобраться с этой проблемой, необходимо уточнить, что же это за элементы. Surface Mounted Devices – в переводе с английского это выражение означает компоненты для поверхностного монтажа. Главным их достоинством является большая, нежели у обычных деталей, монтажная плотность. Этот аспект влияет на использование SMD-элементов в массовом производстве печатных плат, а также на их экономичность и технологичность монтажа. Обычные детали, у которых выводы проволочного типа, утратили свое широкое применение наряду с быстрорастущей популярностью SMD-компонентов.
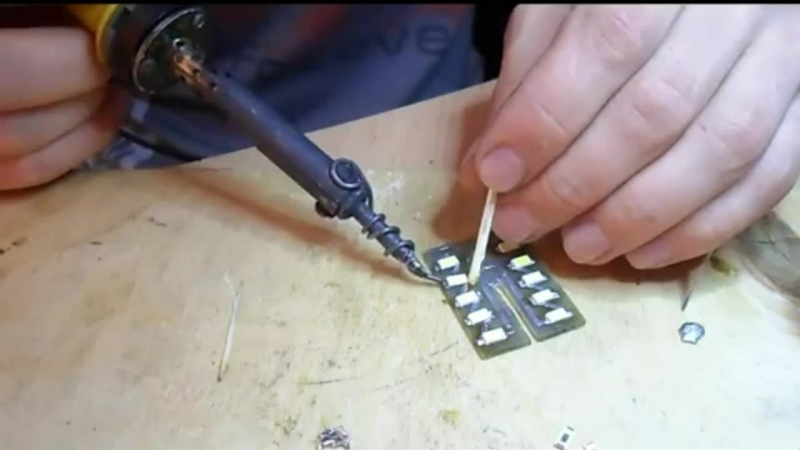
Основные принципы пайки и распространенные ошибки
Процесс пайки SMD светодиодов состоит в нанесении тонкого слоя припоя (легкоплавкого оловянно-свинцового сплава с различными добавками) одновременно на контакты присоединяемой детали и токоведущих дорожек печатной платы. Используются физические процессы:
- смачивание металлов расплавом;
- капиллярное пропитывание мелких зазоров между контактами, обеспечивающее соединение как в механическом, так и в электрическом отношении.
Для того, чтобы паять диоды SMD, необходимо использовать специальный паяльник с малой мощностью и ограничивать время контакта ЛЕД прибора с горячим рабочим органом. Специалисты рекомендуют не превышать 3-5 секунд. Распространенной ошибкой является использование паяльников с тонким жалом. Это снижает эффективность теплопередачи и не позволяет качественно нагреть контакты и дорожки печатной платы.
Опытные люди рекомендуют пользоваться нормальным жалом, сточенным под углом. Большая масса обеспечит быстрый прогрев площадок и расплав припоя, исключая перегрев светодиода. Жидкий припой под действием эффектов смачивания и капиллярного впитывания затекает в мельчайшие зазоры между ножками элемента и дорожкой печатной платы, после чего горячий паяльник убирают в сторону. Припой застывает и создает монолитный участок прочного соединения деталей.
Вторая ошибка, приводящая к выходу светодиода из строя — перегрев. Чрезмерно долгое прикосновение паяльника к ножкам ЛЕД элемента приводит к повышению температуры излучающего кристалла. Если постоянно не контролировать длительность прикосновения жала к детали, избежать чрезмерного нагрева не удастся.
Условия хранения
Паяльные пасты требуют не только соблюдения правил эксплуатации, но и особых условий хранения, основные среди них следующие:
- температура помещения, где хранится вещество, не должна превышать 25°С;
- температурный диапазон хранения пасты зависит от производителя и может находится в пределах 4-10°С;
- годность пасты при хранении в рекомендуемых условиях для составов с водосмываемыми флюсами составляет 3-6 месяцев, а с несмываемыми – 6-12 месяцев;
- пайка паяльной пастой должна осуществляться в помещении, где показатель относительной влажности соответствует 60-80%.
- начатые пасты разрешается хранить не более 12 часов;
- в целях снижения степени деградации, которая осталась от предыдущего процесса пайки, в новых паяльных работах пасту задействовать можно, но только с добавлением новой;
- банки, картриджи и шприцы с паяльным веществом хранить следует только в вертикальном положении, наконечниками шприцов вниз для исключения возможности расслоения.
Пайка SMD в корпусе TQFP32, TQFP44, TQFP64 и т. д.
В принципе компоненты в корпусе TQFP тоже можно припаять без флюса, так же, как и SO, но мы хотим здесь наглядно показать, что дает активный флюс. Вы можете купить его в шприцах с надписью FLUX.

В следующем примере мы припаяем микросхему в корпус TQFP44.
Начнем с смазывания всех паяльных площадок флюсом. Флюс имеет густую консистенцию и очень липкий. Будьте осторожны, чтобы не испачкаться, потому что вы сможете отмыть его только растворителем.
Мы не будем предварительно облуживать, как писали ранее. Мы ставим микросхему сразу на ее место и устанавливаем в правильном положении.

До этого пайка осуществлялась острым жалом. Теперь продемонстрируем пайку жалом в форме ножа, которым одновременно можно припаять сразу несколько ножек.

Набираем немного припоя на кончике жала, а затем касаемся двух ножек в противоположных углах микросхемы. Таким образом, мы фиксируем микросхему, чтобы она не сдвигалась при пайке остальных ножек.

Теперь важно иметь на жале паяльника небольшое количество припоя. Если его много, протрите жало влажной губкой
Мы касаемся кончиком жала ножек, которые еще не пропаяны. Не следует опасаться замыкания ножек, поскольку благодаря использованию активного флюса этого можно избежать.


Если все-таки где-то произошло замыкание ножек припоем, то достаточно очистить жало паяльника, а затем распределить припой по соседним ножкам, или вовсе убрать его в сторону.
В заключение, нужно смыть активный флюс, так как через некоторое время он может окислить медь на плате. Для этого можно использовать этиловый или изопропиловый спирт.


Тестер транзисторов / ESR-метр / генератор
Многофункциональный прибор для проверки транзисторов, диодов, тиристоров…
Подробнее
Разновидности
На рынке широко представлена продукция лучших производителей паяльной пасты под брендами Qualitek, UNIVERSAL, Felder, HERAEUS, ALPHA и т.д. Вся ассортиментная линейка может делиться на группы по видам:
- По химическому составу флюса – галогенсодержащие и без галогенов.
- По потребности в отмывании – требующие обработки и не требующие. Пасты первого вида могут отмываться водой (водорастворимые) или специальными жидкостями.
- В зависимости от припоя – содержащие свинец и бессвинцовые.
- По температуре – низко, средне и высокотемпературные.

Если паста не смывается водой, то в ее составе присутствует канифоль. В таком случае промывать детали надо при помощи растворителей.

Оборудование для пайки
С точки зрения техники, спайка проводов — это не самый простой способ подключения токоведущих жил. Для создания контакта необходимы инструменты и расходные материалы. Минимальный комплект для пайки включает:
- паяльник и подставка;
- припой;
- флюс.
Однако для более продвинутого и качественного соединения также могут пригодиться:
- паяльная паста;
- оплетка для удаления припоя.
Инструменты и расходные материалы для пайки
Паяльник электрический
Классический паяльник состоит из 4 конструктивных элементов:
- кабель питания;
- рукоять;
- нагревательный элемент;
- жало.
Питающий кабель предназначен для передачи электроэнергии от розетки к нагревательному элементу. На его конце имеется стандартная штепсельная вилка. Нагревательный элемент выполнен из нихромовой проволоки. Он крепится в рукояти из дерева или пластика обычно при помощи винта. Тепло от нагревателя передается на медное жало паяльника. Выбран именно этот металл, так как он хорошо передает тепло к месту пайки. Медное жало периодически необходимо подтачивать напильником. Это придает ему требуемую форму. В современные паяльники часто устанавливают необгораемые жала. Они не меняют формы от длительной работы и не нуждаются в обработке напильником.
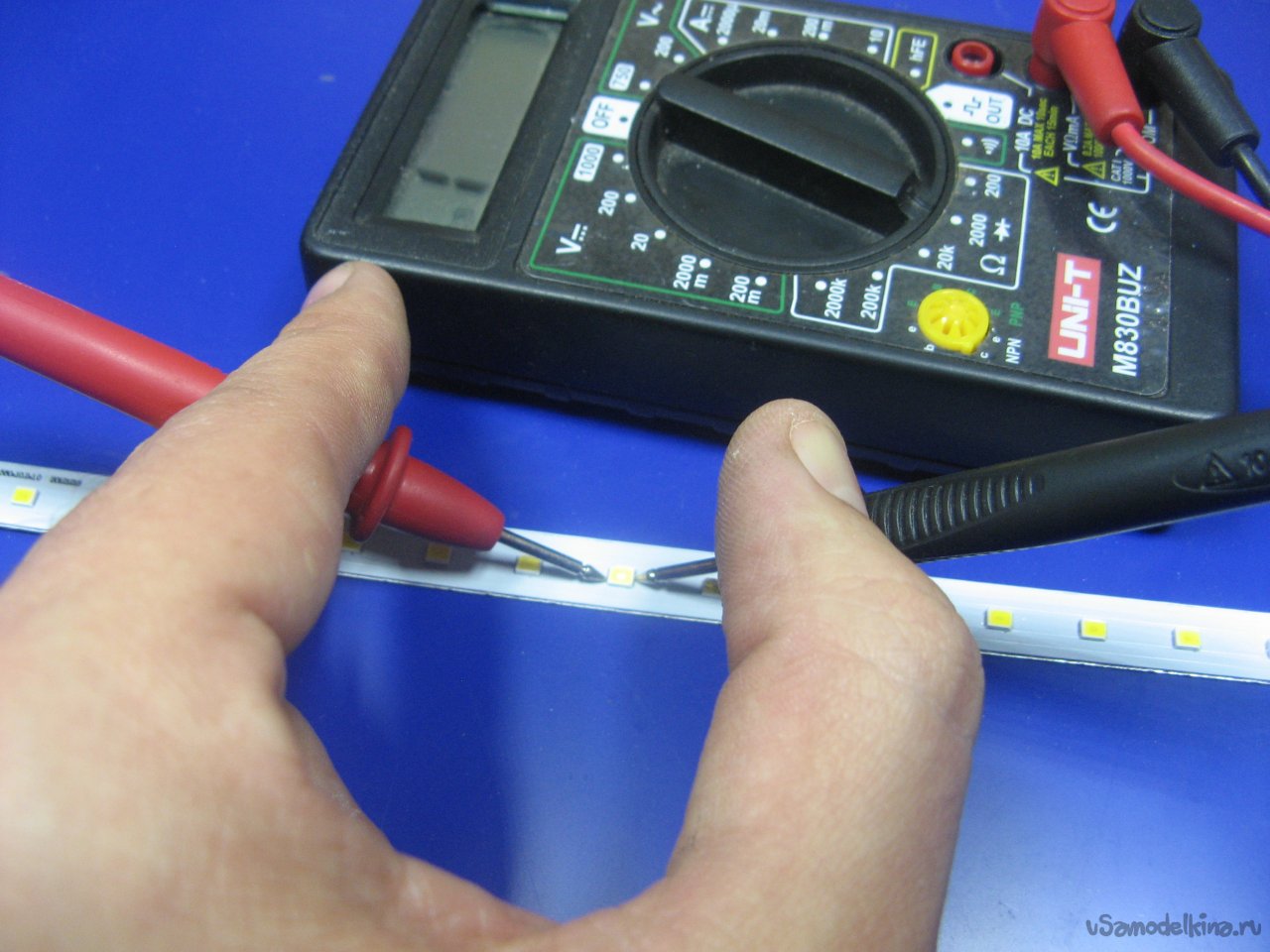
Припой оловянно-свинцовый
Припой представляет собой мягкую проволоку матового серебристого цвета диаметром 0,1-6 мм. Она выполнена из сплава олова и свинца. С советских времен популярностью пользуется припой марки ПОС-60. Он оптимально подходит для пайки медных проводов. В состав ПОС-60 входит 60% олова и 40% свинца.
Существуют и другие марки припоев (ПОС-10, ПОСК, ОЦ). Они отличаются химическим составом и физическими свойствами. Например, припой ПОС-60 плавится при температуре 183°C. Для работы с ним жало паяльника необходимо разогреть до температуры 200-240°C. Припой ПОС-15 плавится при 280°C. Паяльник придется разогреть до более высоких температур.
Флюс для медных проводов
Без флюса не получится выполнить качественное соединение. Он предназначен для подготовки спаиваемых поверхностей к лужению припоем. Флюс растворяет жиры и оксидную пленку, которые всегда присутствуют на медных жилах.
Флюсы бывают 3 видов:
- твердые;
- жидкие;
- пастообразные.
Жидкие флюсы выпускаются в виде баночек с кисточкой. Формат такой же, как у женского лака для ногтей. С помощью кисточки удобно наносить жидкий флюс на электропроводку или иное место пайки.
Пастообразные флюсы представляют смесь жидких и твердых. Нередко в состав входит вазелин и различные жиры. Такой флюс удобно наносить на место пайки при помощи зубочистки или спички. Также практикуется простое окунание зачищенного провода в смесь.
Паяльные пасты
Под паяльными пастами принято называть или пастообразные флюсы или готовый состав для пайки, в котором уже содержится припой. Использование данной смеси упрощает процесс пайки. В составе паяльных паст присутствует флюс и мелкодисперсный припой. Их соотношение подобрано оптимальным образом. Поэтому нет необходимости самостоятельно брать на жало нужное количество припоя и канифоли.
Паяльная паста Mechanic XGSP-50
Паяльные пасты используются преимущественно для работы с smd радиодеталями. Обычно с их помощью не паяют проводку, но в теории это вполне возможно.
Подставка для горячего паяльника
Во время работы паяльник не всегда находится в руках. Он может быть отложен в сторону, например, для скручивания проводов в распредкоробке. Паяльник горячий, его нельзя класть на горючие или плавящиеся материалы. Поэтому для безопасной работы необходима жаростойкая подставка.
Иногда она идет в комплекте с паяльником. Хотя ее отсутствие в коробке не критично. Большинство радиолюбителей и электриков изготавливают подставку своими руками. В самодельном варианте можно удобно и под свою руку расположить баночку с канифолью, припоем и некоторыми мелкими инструментами для пайки.
Оплетка для удаления лишнего припоя
Оплетка не является обязательным атрибутом для успешной пайки. Она используется для быстрого и удобного удаления лишнего припоя.


Оплетка выполнена в виде ленты, сплетенной из тонких проволок меди. Ее ширина лежит в пределах от 2 до 10 мм. Оплетка прикладывается к месту, где набежал лишний припой. Затем она прижимается горячим жалом паяльника. Лишний припой начинает плавиться и под действием капиллярного эффекта всасываться в волокна оплетки. Принцип такой же, как если положить губку для мытья посуды в тарелку с водой. Она втянет лишнюю влагу.
Условия хранения
Паяльные пасты требуют не только соблюдения правил эксплуатации, но и особых условий хранения, основные среди них следующие:
- температура помещения, где хранится вещество, не должна превышать 25°С;
- температурный диапазон хранения пасты зависит от производителя и может находится в пределах 4-10°С;
- годность пасты при хранении в рекомендуемых условиях для составов с водосмываемыми флюсами составляет 3-6 месяцев, а с несмываемыми – 6-12 месяцев;
- пайка паяльной пастой должна осуществляться в помещении, где показатель относительной влажности соответствует 60-80%.
- начатые пасты разрешается хранить не более 12 часов;
- в целях снижения степени деградации, которая осталась от предыдущего процесса пайки, в новых паяльных работах пасту задействовать можно, но только с добавлением новой;
- банки, картриджи и шприцы с паяльным веществом хранить следует только в вертикальном положении, наконечниками шприцов вниз для исключения возможности расслоения.
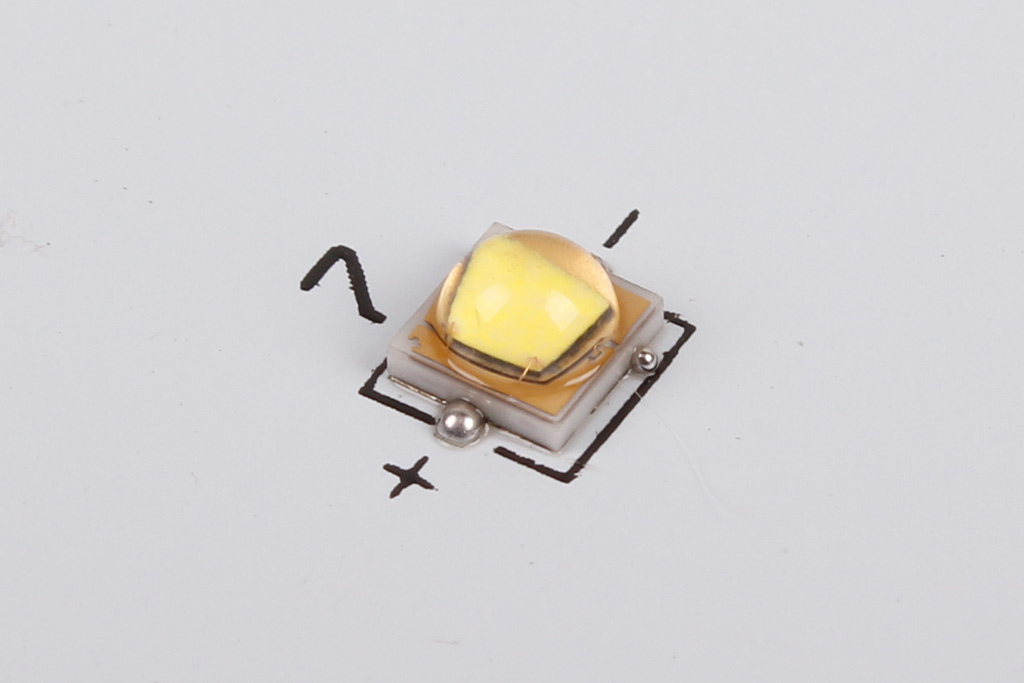
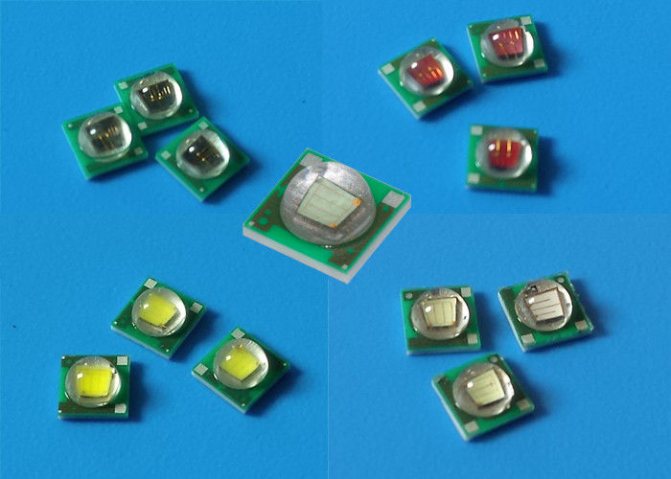
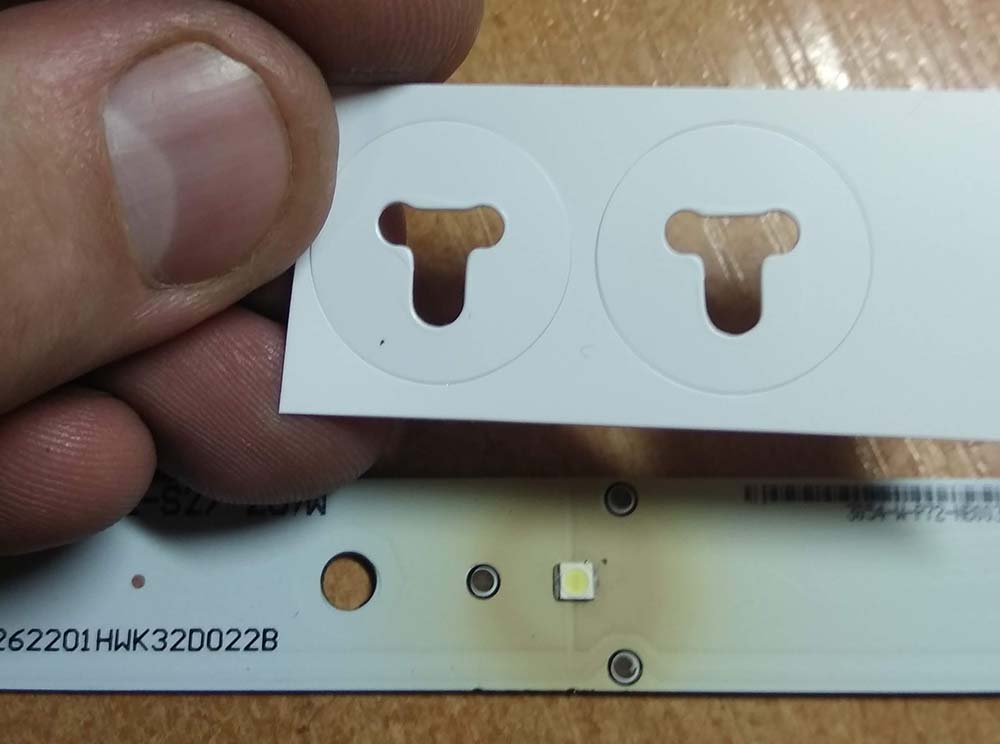
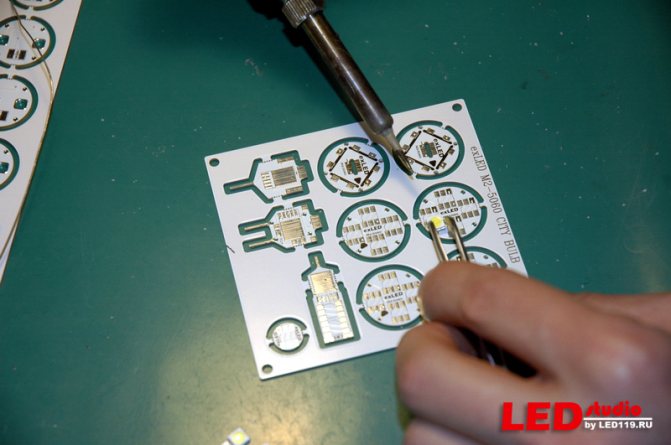
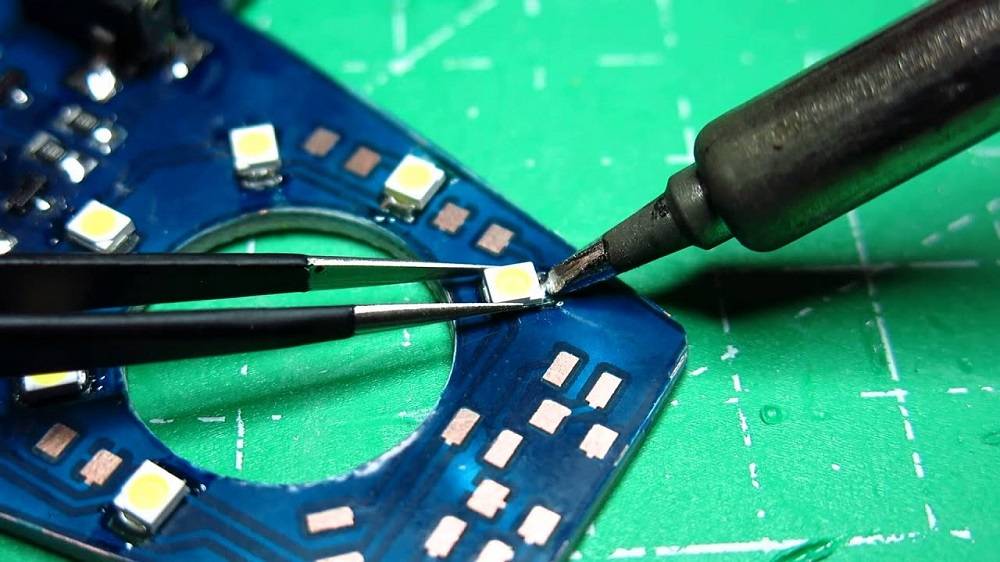
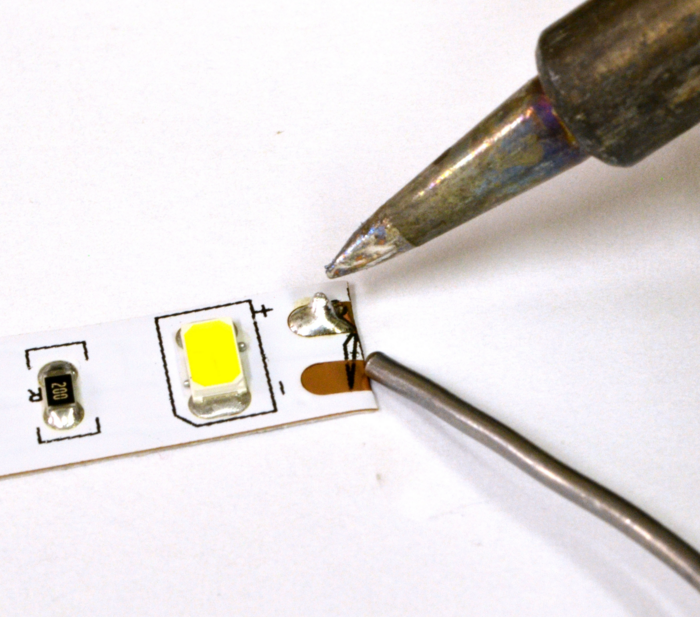
Как устроены диодные элементы
Внутри светодиодных ламп установлены диоды. Также их монтируют в линейки и ленты, которые часто используются в рекламных баннерах. Выводы контактов здесь отсутствует. Диоды установлены на пластиковую или алюминиевую печатную ленту и соединяются друг с другом специальной дорожкой во время пайки. Снять светодиод или установить новый не сложно, если под рукой есть газовая горелка паяльник и флюс.

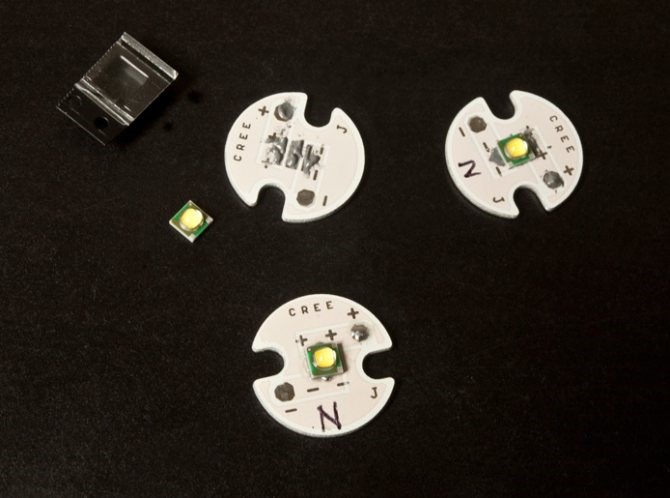
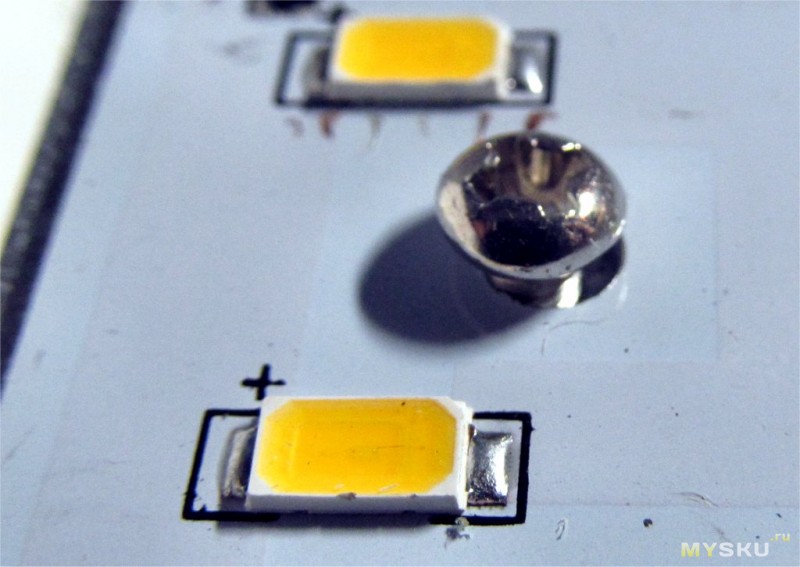
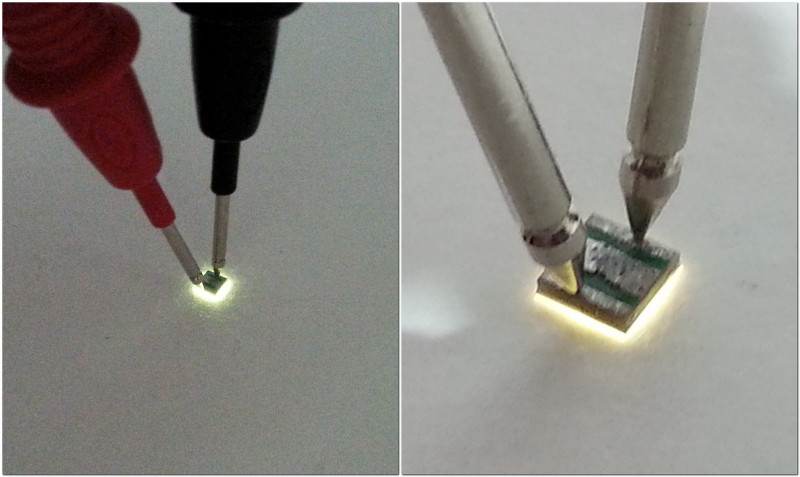
Строение лампочки LED.
В большинстве случаев светодиодные лампы изготавливают из алюминия, который способен обеспечить эффективный теплоотвод на радиатор. Внутри устанавливается разное количество светодиодов, что определяет мощность. Контактные выводы диодной ленты имеют с обратной стороны подложку для отвода тепла. Она припаивается к теплоотводящей площадке. Снимая один из диодов, её также придется отпаять.
Как паять SMD-компоненты?
Порядок работ
Процесс пайки при тщательном подходе к теории и получении определенного опыта не является сложным. Итак, можно всю процедуру разделить на несколько пунктов:
- Необходимо поместить SMD-компоненты на специальные контактные площадки, расположенные на плате.
- Наносится жидкий флюс на ножки детали и нагревается компонент при помощи жала паяльника.
- Под действием температуры происходит заливание контактных площадок и самих ножек детали.
- После заливки отводится паяльник и дается время на остывание компонента. Когда припой остыл — работа выполнена.
Процесс пайки SMD-компонентов При выполнении аналогичных действий с микросхемой процесс пайки немного отличается от вышеприведенного. Технология будет выглядеть следующим образом:
- Ножки SMD-компонентов устанавливаются точно на свои контактные места.
- В местах контактных площадок выполняется смачивание флюсом.
- Для точного попадания детали на посадочное место необходимо сначала припаять одну ее крайнюю ножку, после чего компонент легко выставляется.
- Дальнейшая пайка выполняется с предельной аккуратностью, и припой наносится на все ножки. Излишки припоя устраняются жалом паяльника.

Паяльник с острым жалом 24 В.
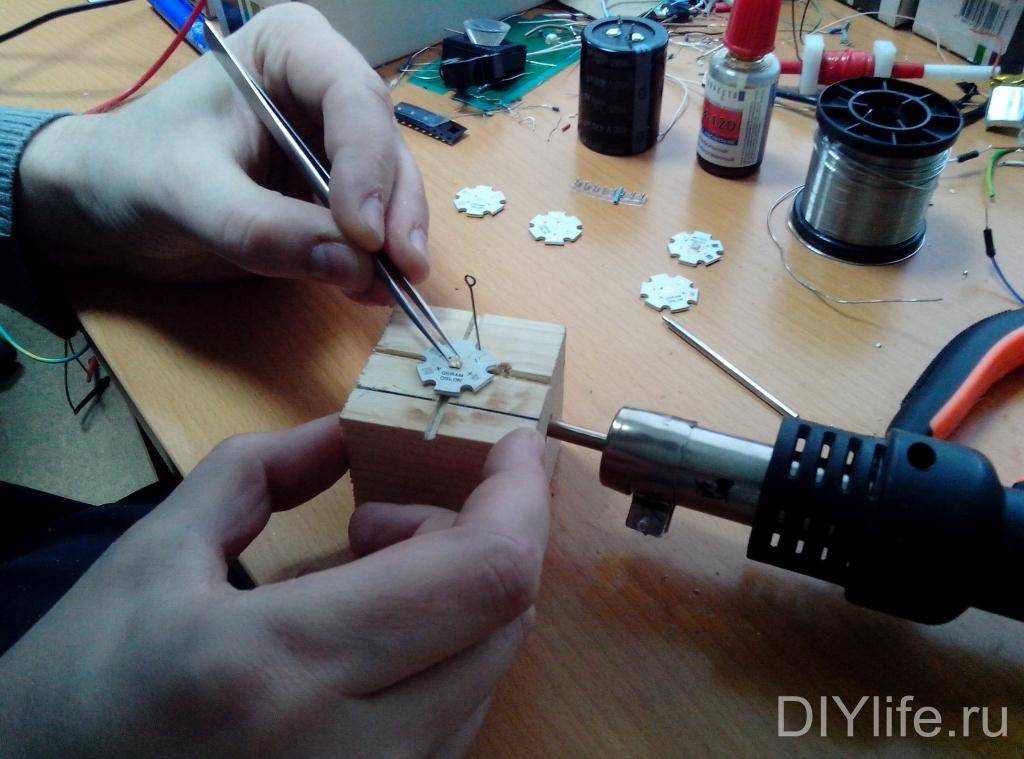
Как паять при помощи фена?
При таком способе пайки необходимо смазать посадочные места специальной пастой. Затем на контактную площадку укладывается необходимая деталь — помимо компонентов это могут быть резисторы, транзисторы, конденсаторы и т. д. Для удобства можно воспользоваться пинцетом. После этого деталь нагревается горячим воздухом, подаваемым из фена, температурой около 250º C. Как и в предыдущих примерах пайки, флюс под действием температуры испаряется и плавится припой, тем самым заливая контактные дорожки и ножки деталей. Затем отводится фен, и плата начинает остывать. При полном остывании можно считать пайку оконченной.

Фен для паяния мелких деталей
Рекомендации
- Дисковая фреза дает возможность сразу же получить довольно мелкий порошок и сэкономить время при работе со ступкой. Фреза обладает крупным зубом и благодаря этому не забивается мягким припоем, как это случается с мелкими и средними напильниками.
- Перед тем как «дробить» припой при помощи дисковой фрезы, рекомендуется изготовить защиту из пластиковой бутыли. Отрежьте нижнюю часть, в днище проделайте отверстие и наденьте на бормашину.
- Во время работы с фрезой необходимо быть осмотрительным. Фреза с большим зубом чаще предрасположена к удару (вероятен рывок фрезы в сторону вследствие резкого вхождения зубьев фрезы в материал).
- Помните! Чем меньше угол, тем меньше возможность удара. Изменяя угол промеж прутка припоя и плоскостью дисковой фрезы, можно корректировать продуктивность, а также величину получаемого порошка.
- Пасту, приготовленную по приведенным выше рецептам, желательно использовать исключительно при пайке проводков и прочих аналогичных элементов в условиях, когда к области соединения довольно сложно подать олово. Изготавливать с ее помощью микросхемы профессионалы не советуют.
Особенности состава и преимущества
Выбор паяльной пасты основан на ее химическом составе, определяющем основные технические характеристики шва (пластичность, прочность, t и т. д.). По системе классификации одним из условий разделения пасты является температурный режим, при котором «работает» смесь. Марки для пайки печатных плат, разъемов работают в диапазоне 180-300 °С, в то время как паста для высокотемпературной пайки превышает порог 450-500 °С и может достигает 1100 °С. В качестве основы ее состава может быть взято серебро, медь. Сюда же могут выборочно входить:
Паста паяльная низкотемпературная изготавливается на основе олова, свинца, с дополнительным использованием сурьмы, которая снижает температуру плавления до 90 °С. Основные марки имеют состав: Sn63Pb37, Sn60Pb40, Sn62Pb36Ag2. В бессвинцовые продукты входит в качестве основного компонента медь, добавочного — серебро. Также составляющими пасты определяются следующие критерии:
- Необходимость смывки остаточного флюса. Применяемые вещества могут быть 3 степеней активности. Использование малоактивных флюсов (с содержанием галогенов до 5%) позволяет не применять смывку после окончания пайки при работе изделия в нормальных условиях.
- Растворимость. Пасты, имеющие в своей основе воду, могут разбавляется до различной консистенции, в зависимости от формы конструкции и желаемых результатов.
- Содержание галогенов. Диапазон их содержания варьируется в пределах 0-7%. Это активные элементы, которые при сложных условиях эксплуатации (а при высоком содержании — даже при нормальных) вызывают окисление поверхности, разрушая соединительный слой. Но благодаря своей неполной электронной формуле, они активны при взаимодействии с другими элементами.