Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
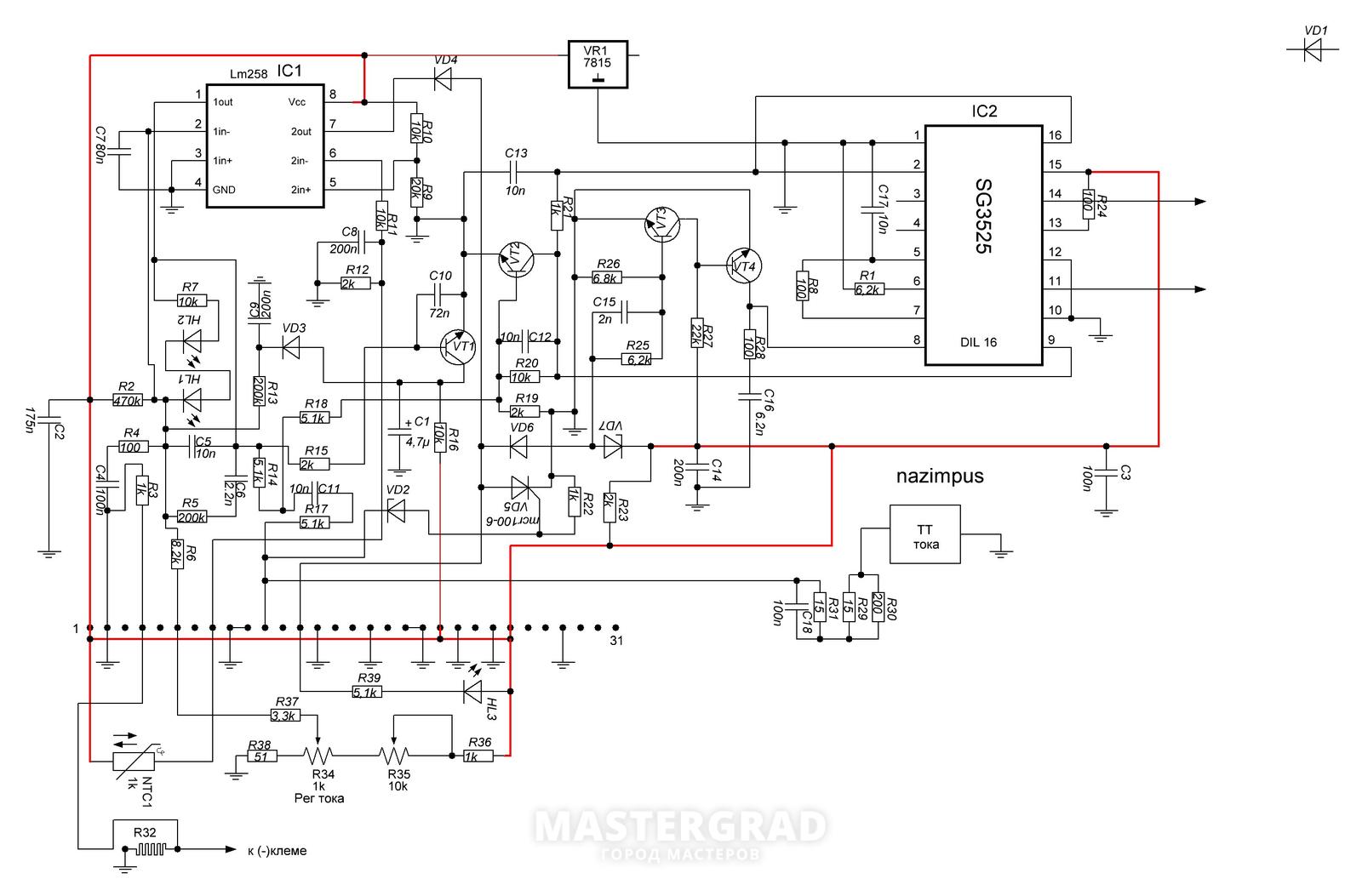
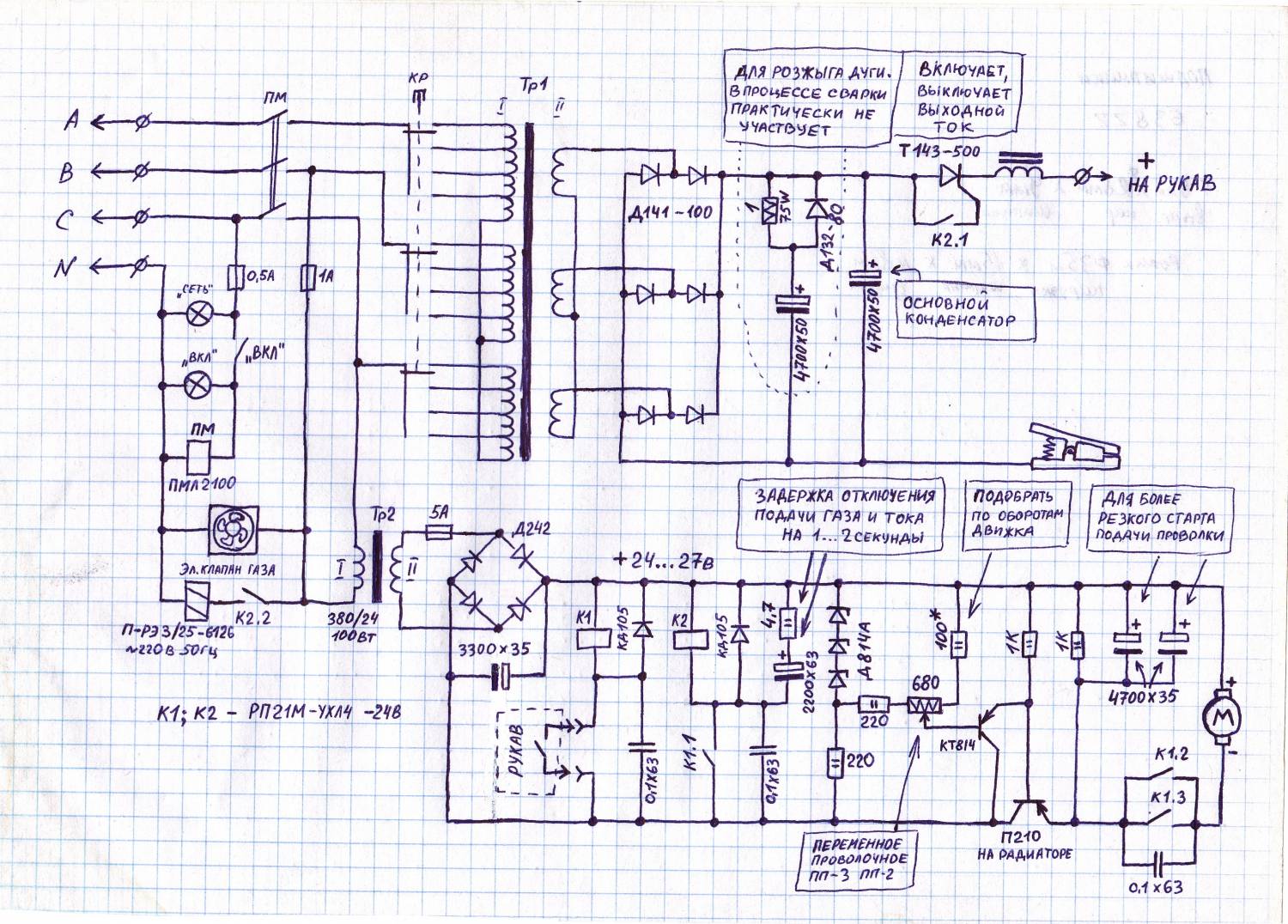
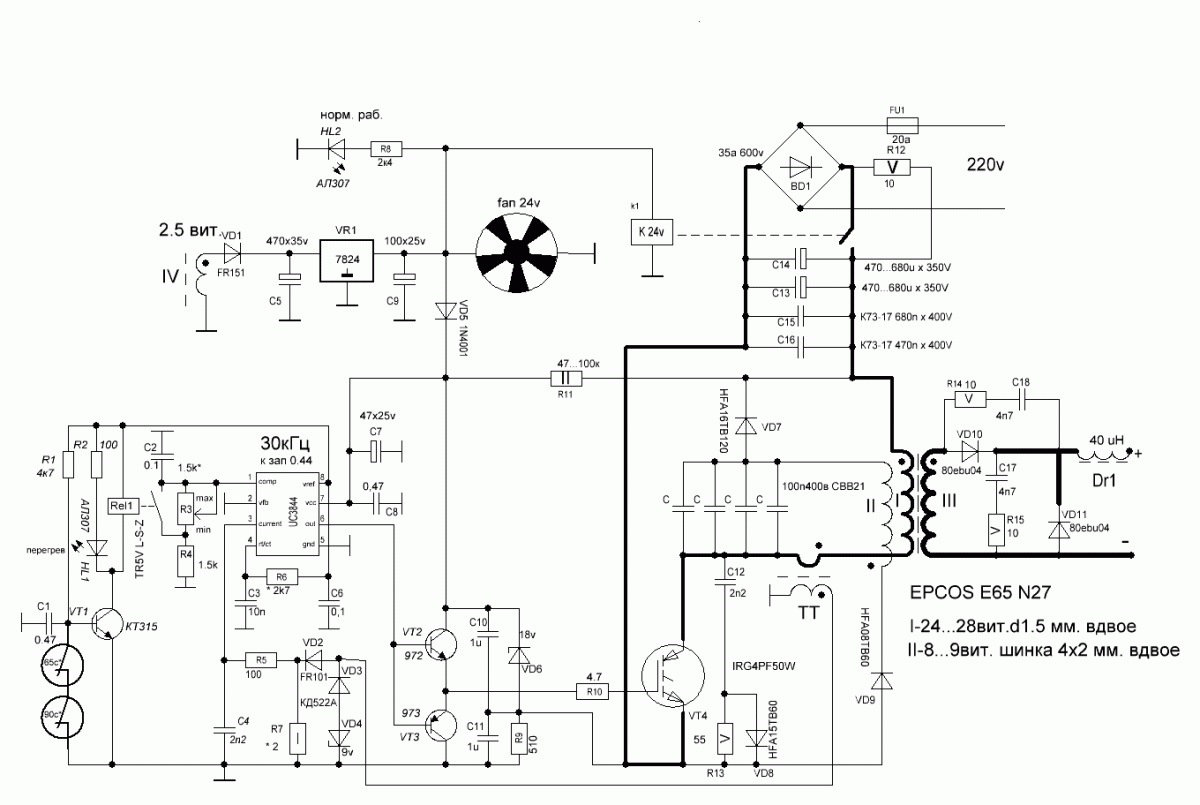
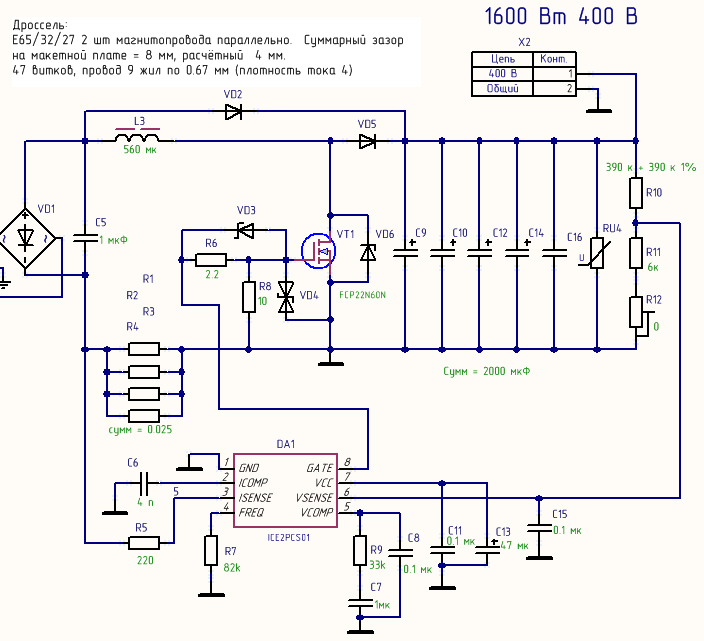
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Ремонт неисправностей сварочного инвертора
Простые поломки, возникающие из-за неправильной эксплуатации, можно устранить в домашних условиях. Стоит пошагово разобрать методики решения основных проблем.
При повышении температуры срабатывает защитный модуль – устройство перестает варить. В таком случае правильно выбирают длительность поддержания дуги.


Инвертор не включается
Работу начинают с осмотра питающего кабеля. С провода снимают защитный рукав. Каждую жилу прозванивают мультиметром. Если кабель исправен, требуется более тщательная диагностика аппарата. Иногда инвертор не включается из-за поломки вспомогательного источника питания. В таком случае обращаются к специалисту.
Сварочная дуга нестабильна
Неполадка возникает из-за некорректного выбора силы тока. Параметр необходимо выставлять в соответствии с диаметром электрода. Начинающие сварщики нередко игнорируют это правило. Если упаковка с электродами не содержит инструкции, на 1 мм расходного материала должен приходиться ток в 20-40 А.
После правильного выбора параметра дуга стабилизируется.
Не регулируется подача тока
Такая неисправность возникает при поломке регулятора, расслаблении клемм для подсоединения проводов. Необходимо освободить агрегат от защитного корпуса, оценить надежность крепления проводников. При необходимости регулятор проверяют универсальным тестером. Если деталь исправна, инвертор перестает работать из-за замыкания в трансформаторе или дросселе. Эти элементы также прозванивают мультиметром. Перемотка при наличии неисправностей выполняется в мастерской.
Повышение энергопотребления
Чрезмерный расход электричества даже при отсутствии нагрузок требует проверки одного из трансформаторов. Самостоятельный ремонт вышедших из строя деталей невозможен. Трансформатор отдают на перемотку специалисту.
Прикипание электрода
Залипание стержня наблюдается при резком снижении напряжения. Справиться с этой проблемой можно, правильно настроив оборудование. Выбрать режим сварки помогают приложенные к руководству пользователя таблицы. Напряжение, поступающее к аппарату, падает из-за подключения через удлинители с тонкими кабелями. Проблему решают подсоединением инвертора к генератору.
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей инверторных устройств следует ознакомиться с устройством инвертора.
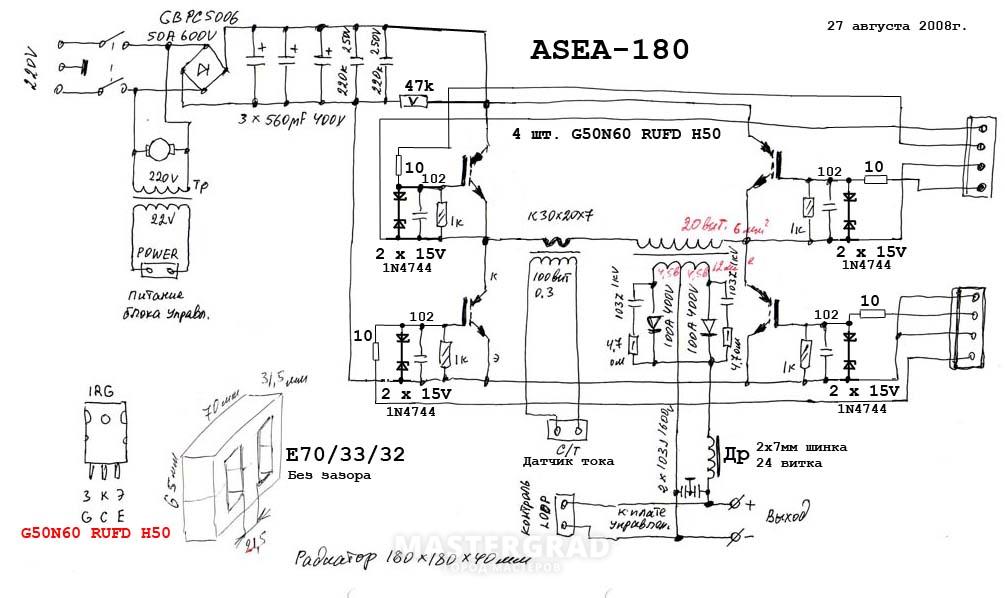
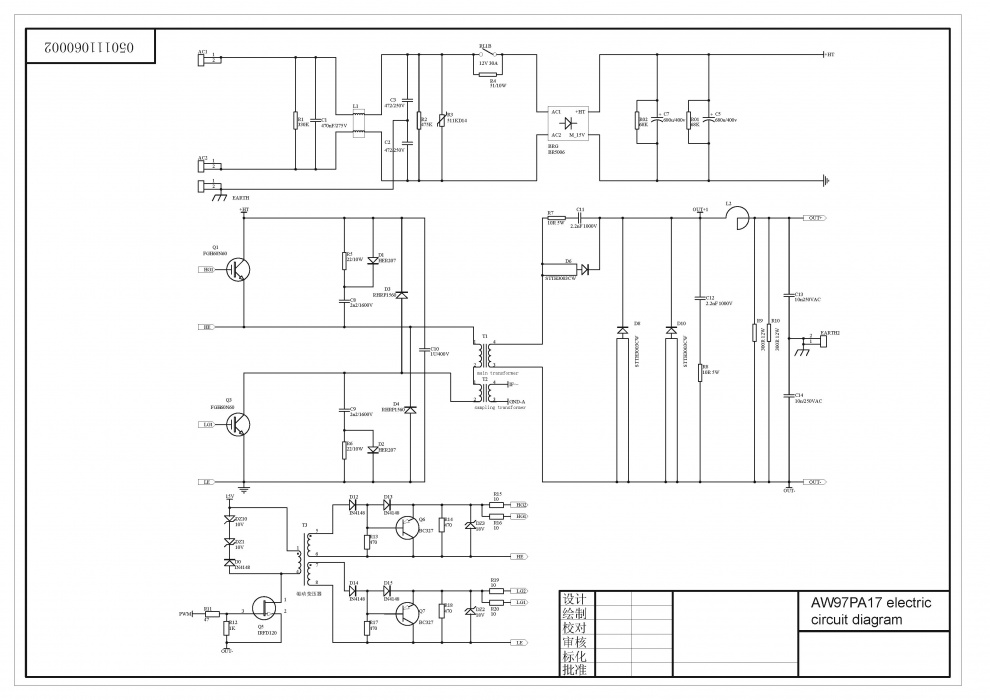
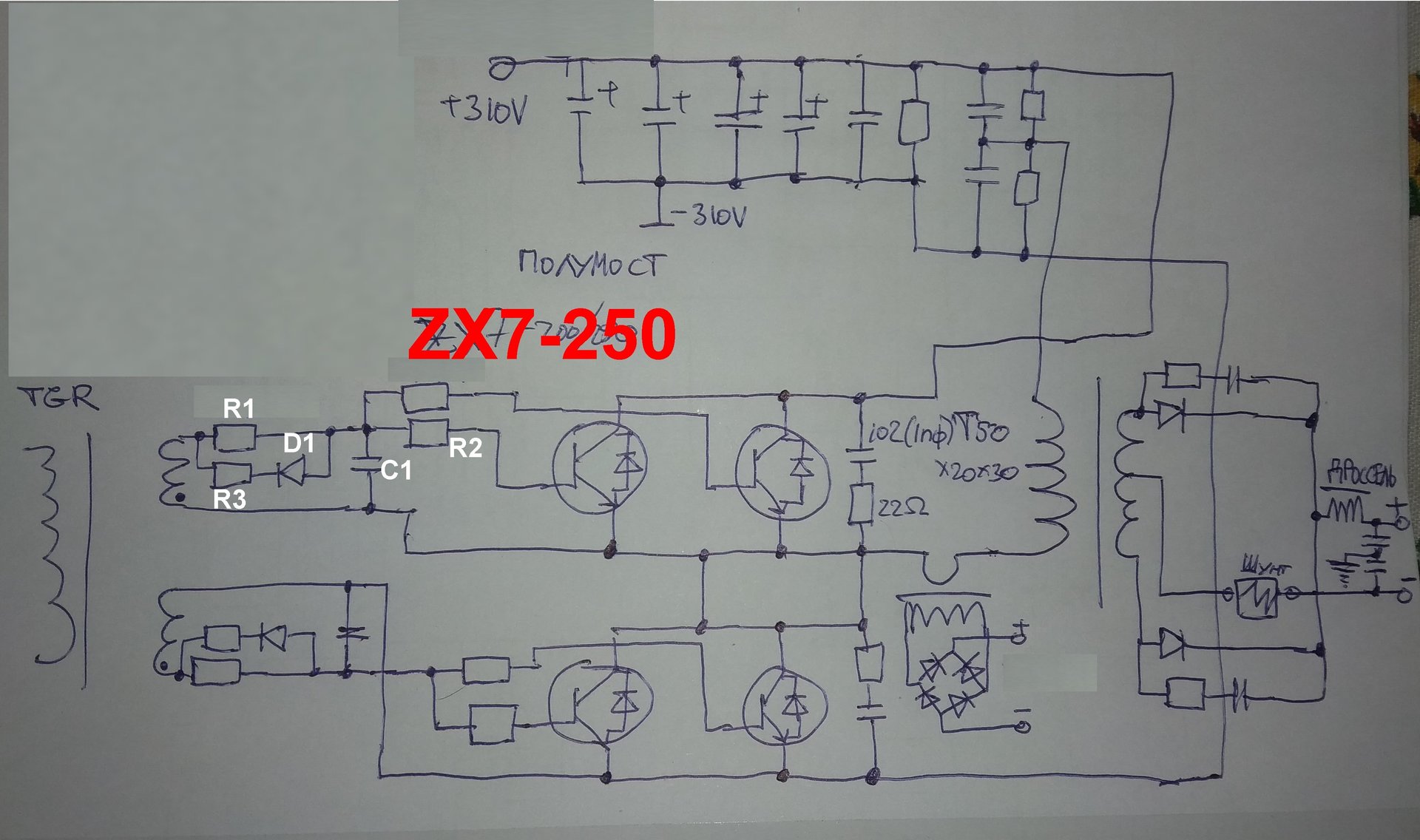
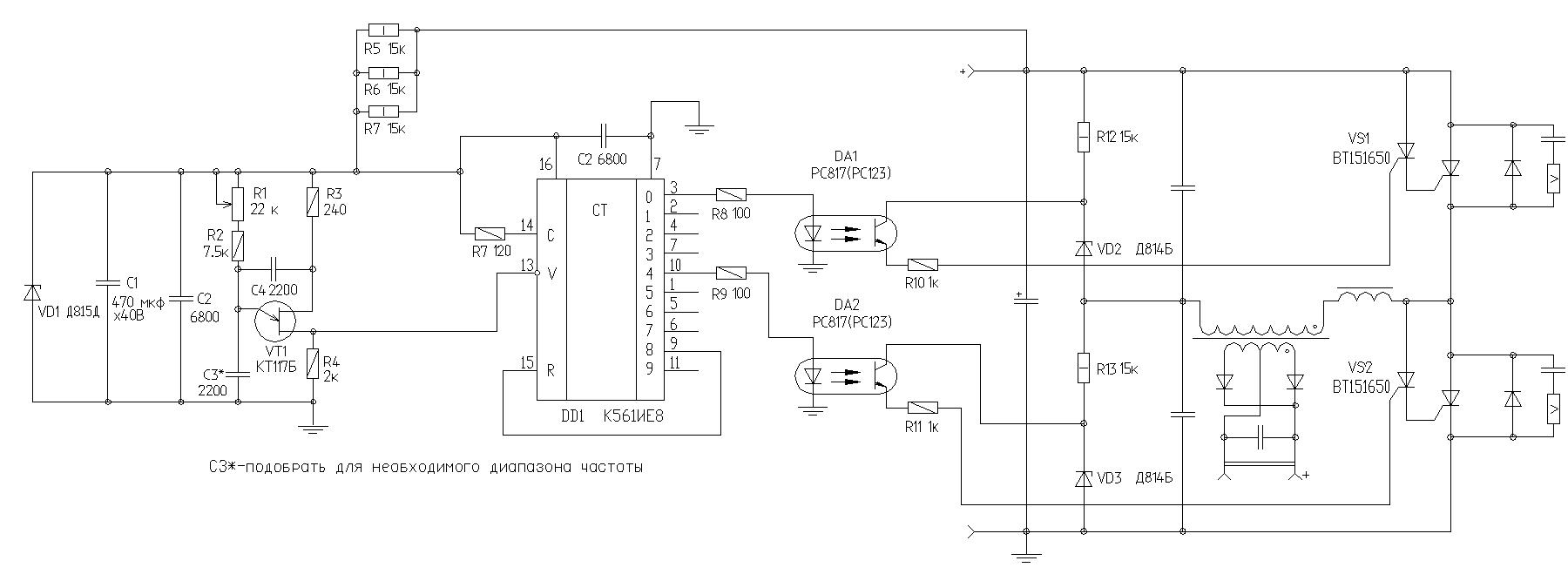
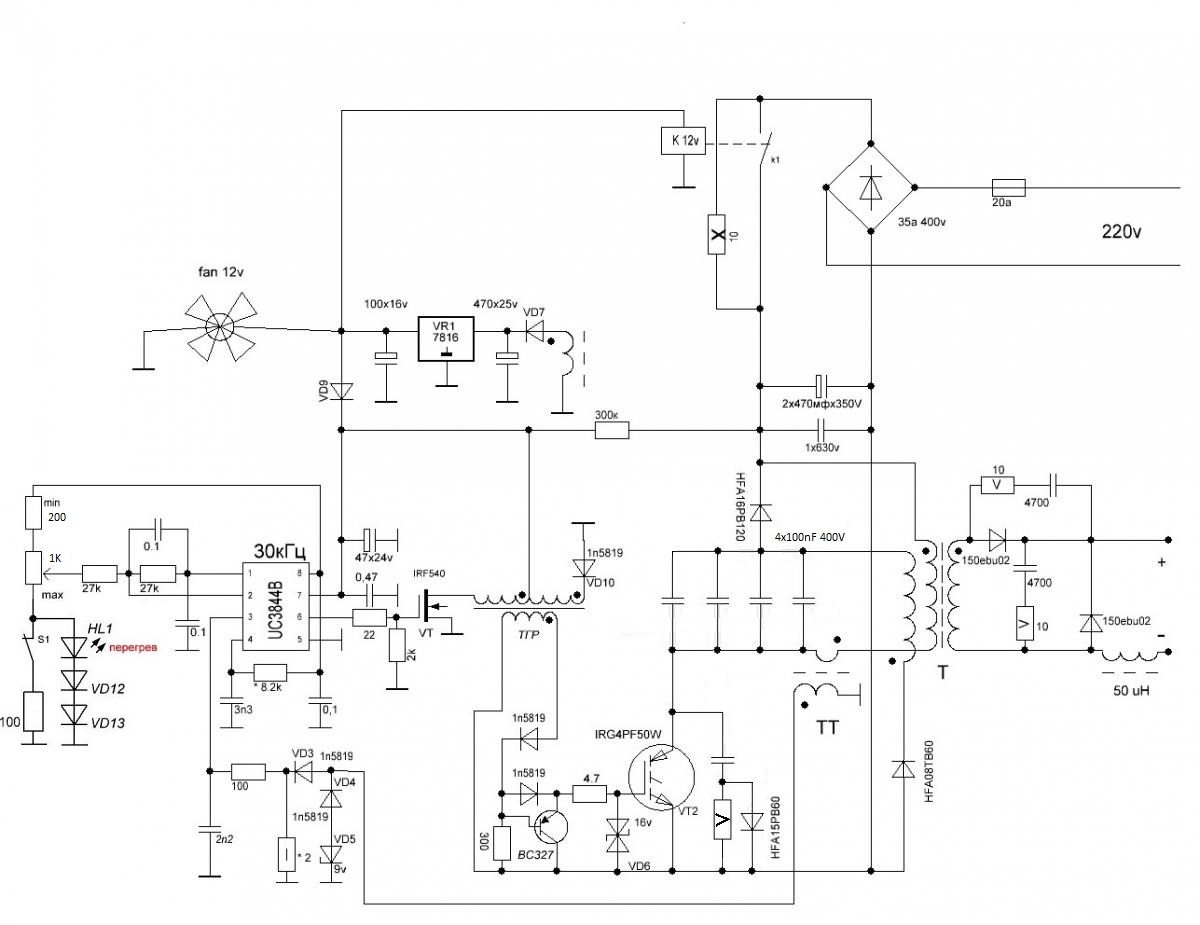
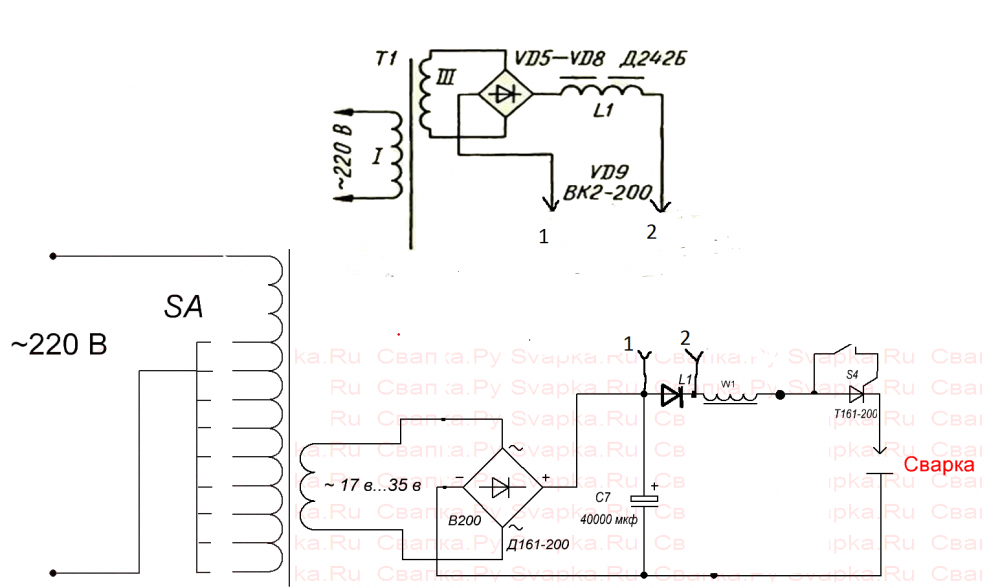
Электрическая схема сварочного инвертора.
Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
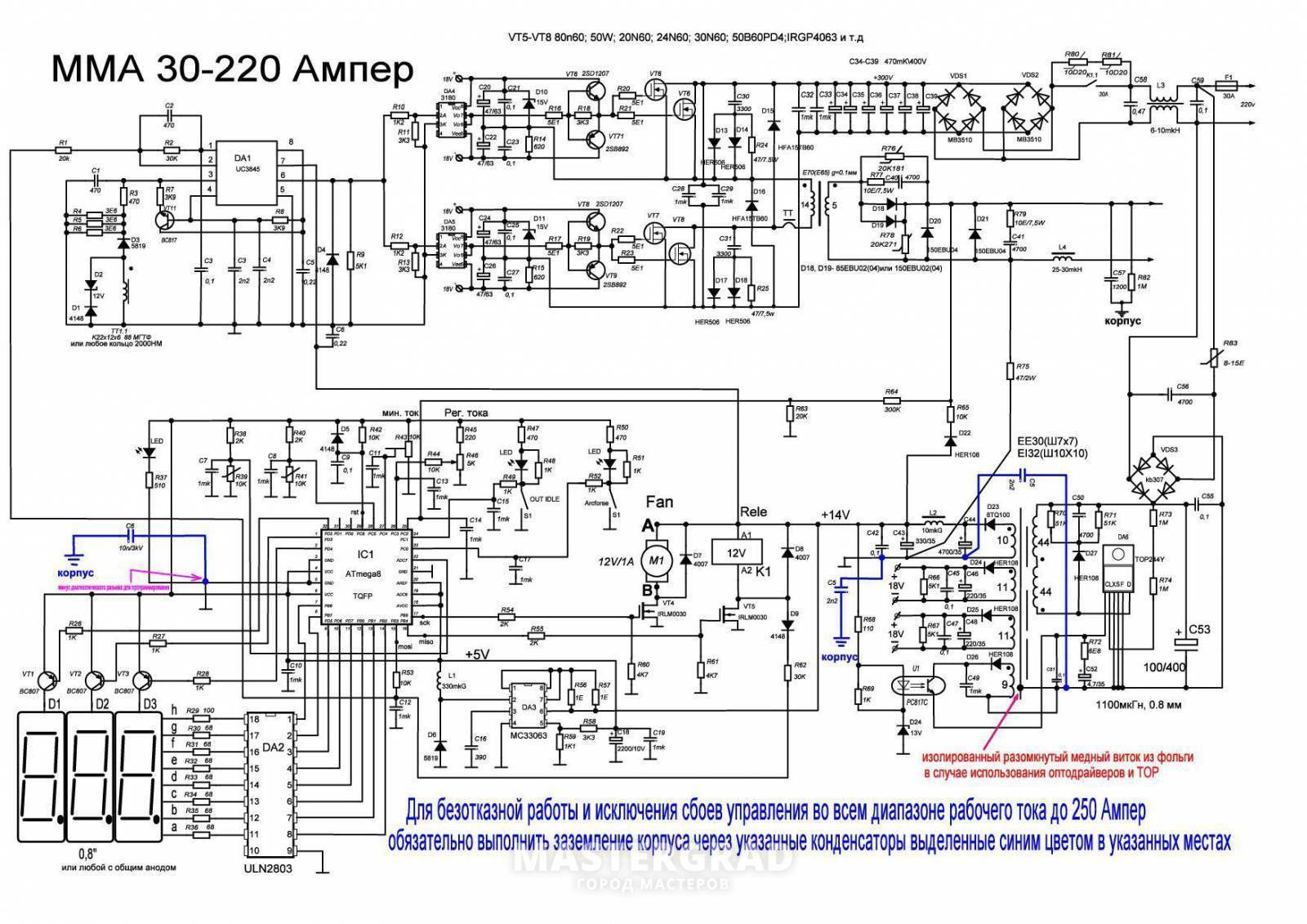
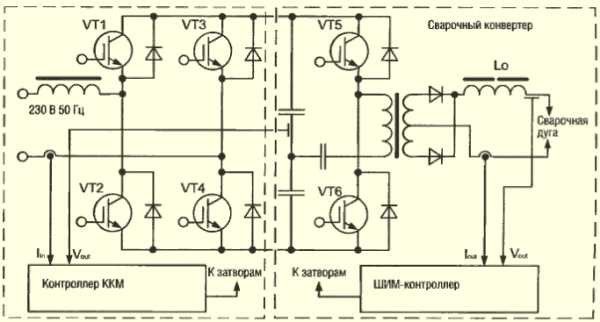
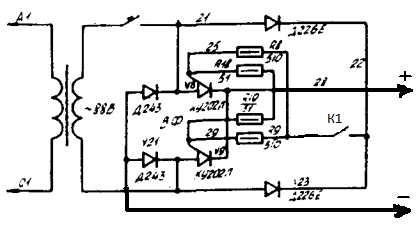
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
- Первичного и вторичного выпрямителей. В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста.
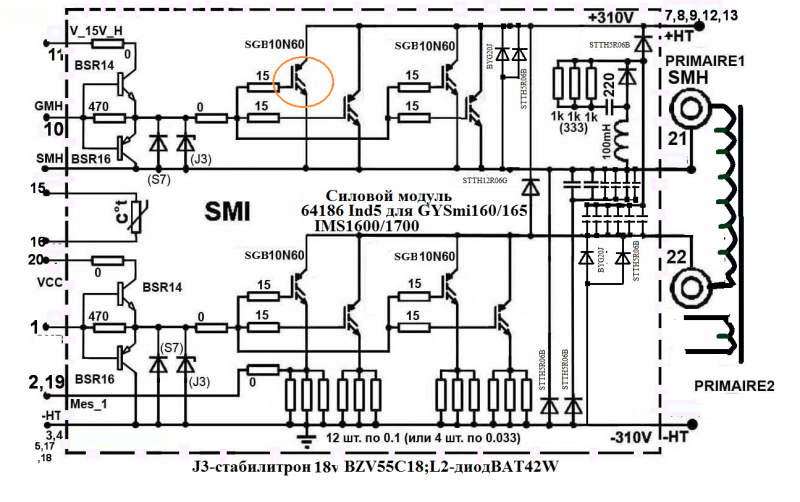
- Инверторного преобразователя. Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт.
- Высокочастотного трансформатора. Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.
Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.

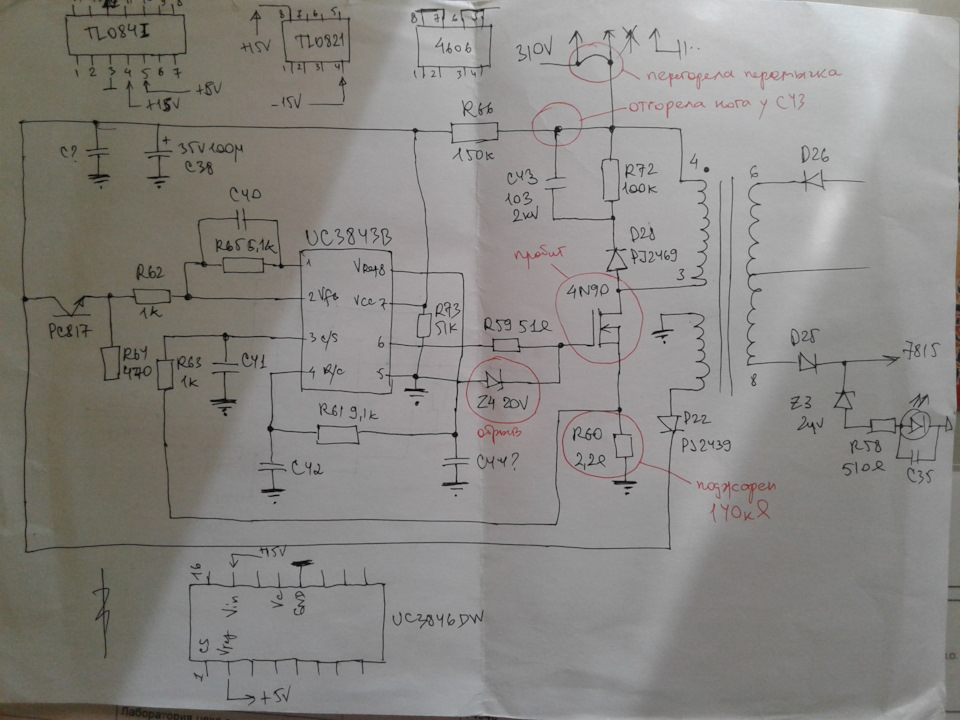
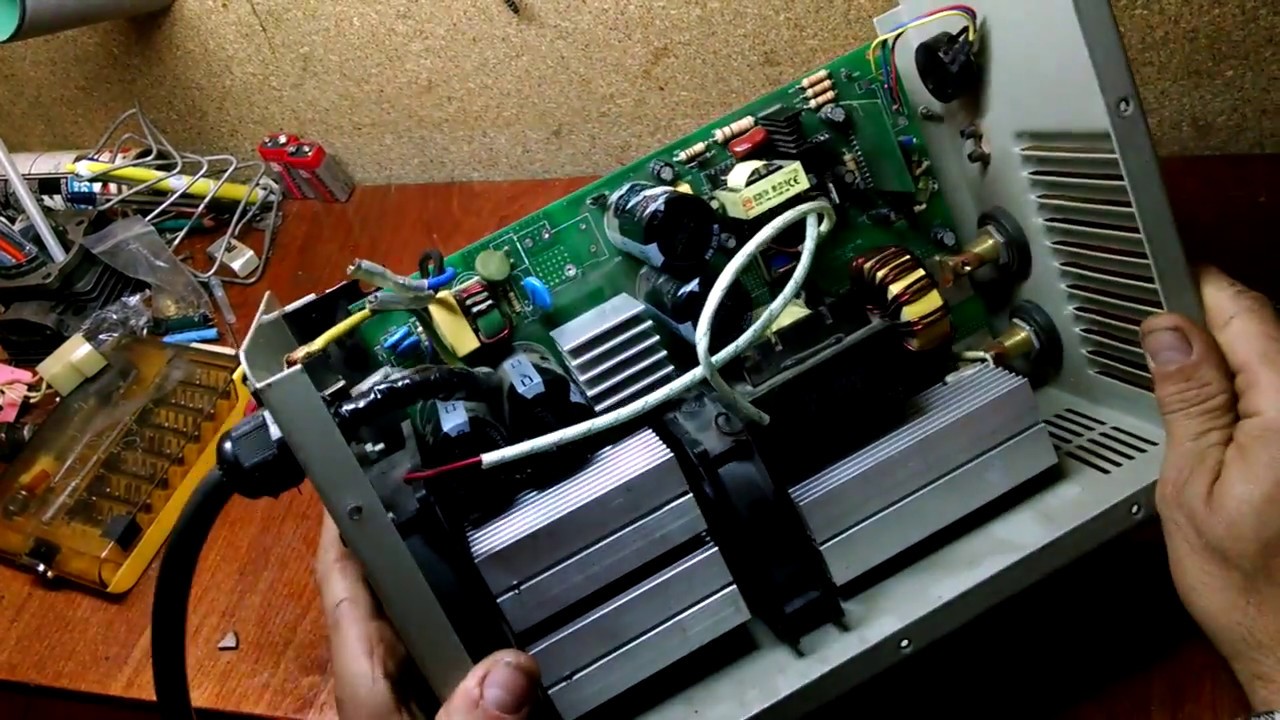
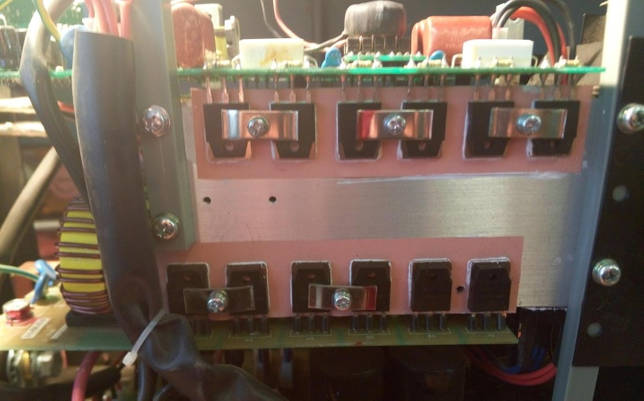
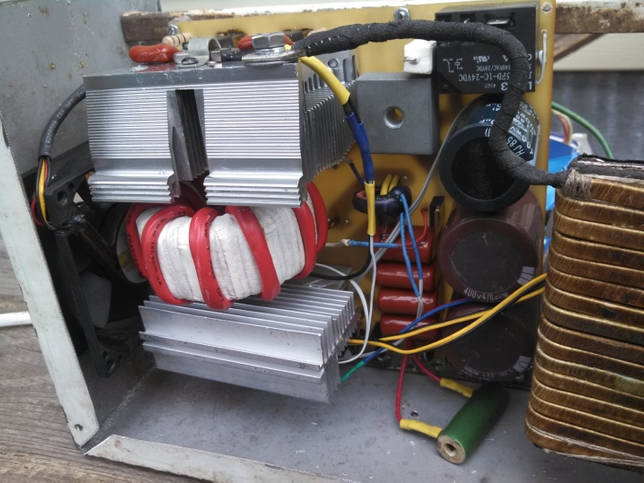
Компоновка деталей сварочного инвертора.
Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода. Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер.
- Прилипания сварки к металлу. Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети.
- Отсутствие дуги при включении аппаратуры. Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах.
- Аварийное отключение инвертора. Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора.
- Огромное потребление электрического тока при холостой работе. Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции.
- Отключение сварочного оборудования через определенный промежуток времени. Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу.
- Посторонние звуки при работе блока питания. Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.
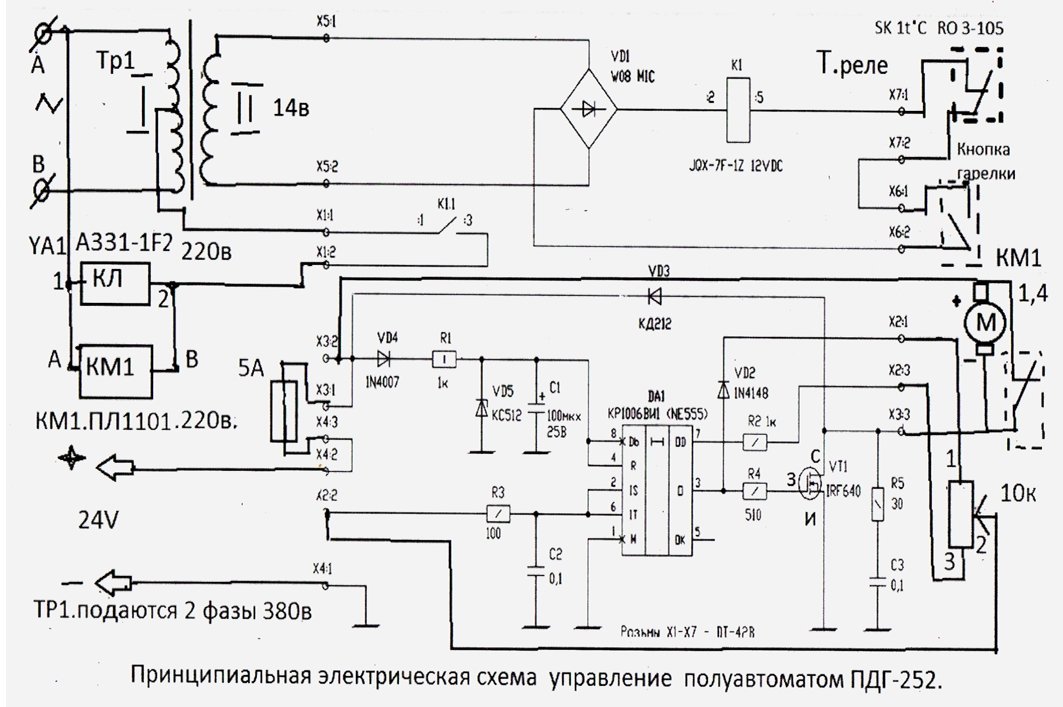
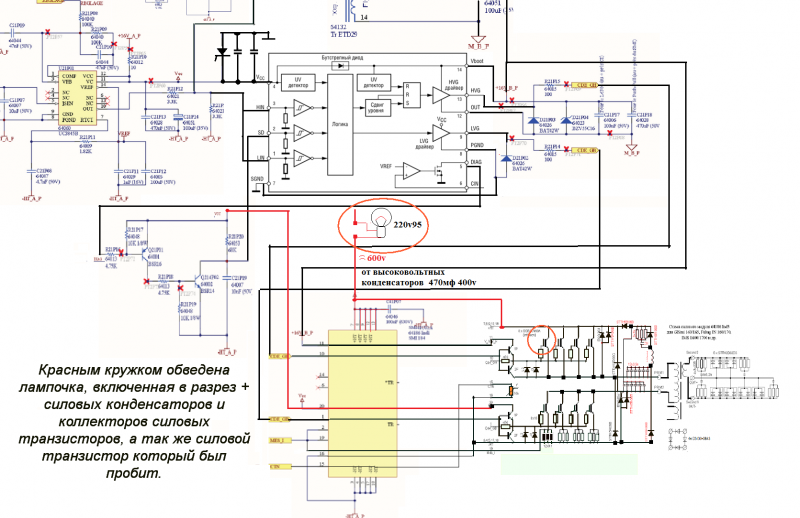
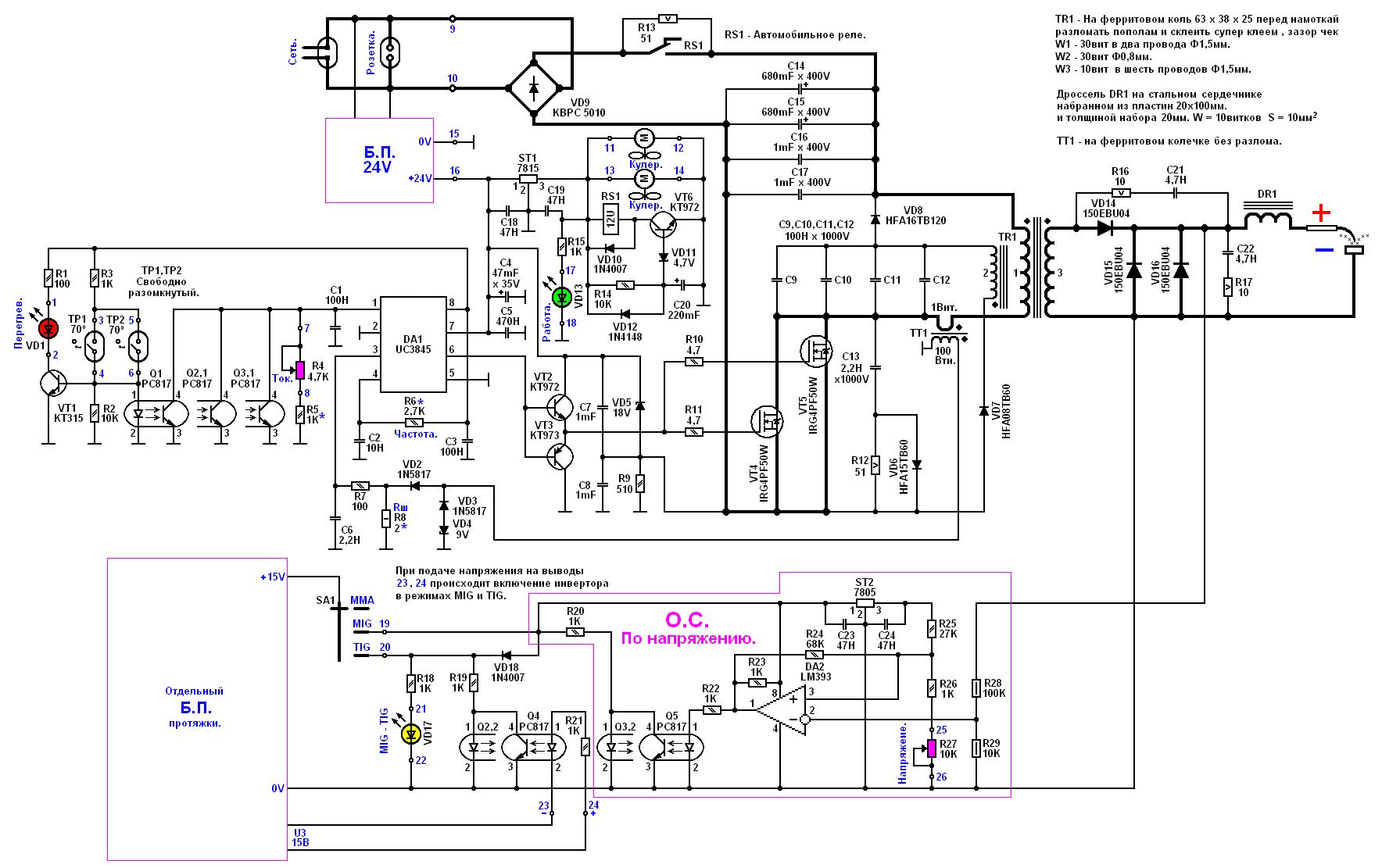
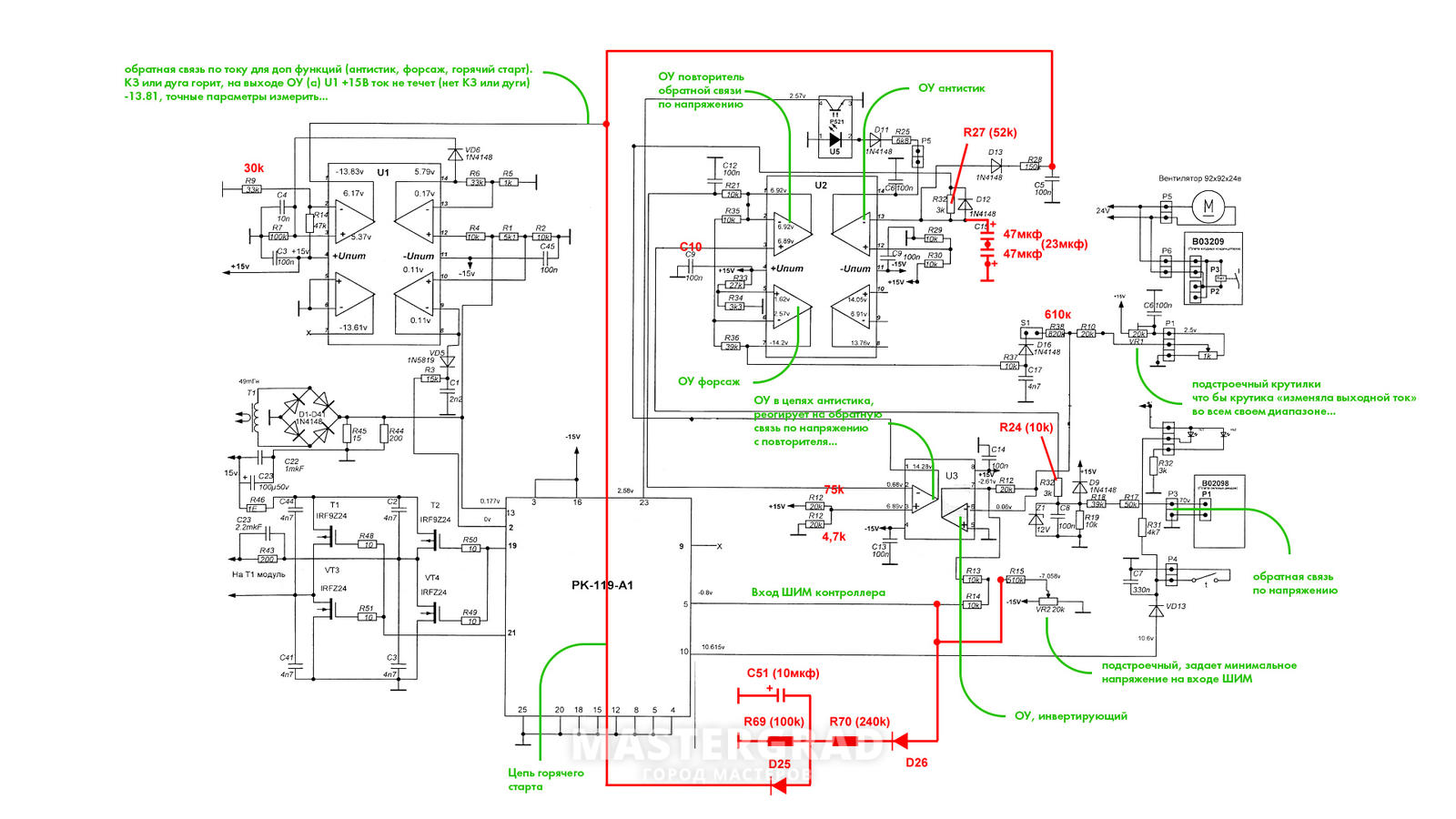
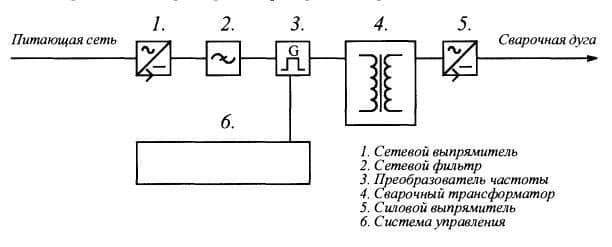 Функциональная схема сварочного инвертора.
Функциональная схема сварочного инвертора.
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.
Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
Основные причины возникновения неисправностей
Основными критериями, которыми следует руководствоваться при выборе сварочного аппарата, являются его надежная работа и простота конструкции. Но рано или поздно даже в самых лучших устройствах возникают определенные поломки. Основными их причинами могут быть:
- неправильное подключение агрегата;
- неправильная эксплуатация;
- нестабильная внешняя электросеть;
- эксплуатация сварки в жестких погодных условиях (повышенная влажность, снег, дождь).
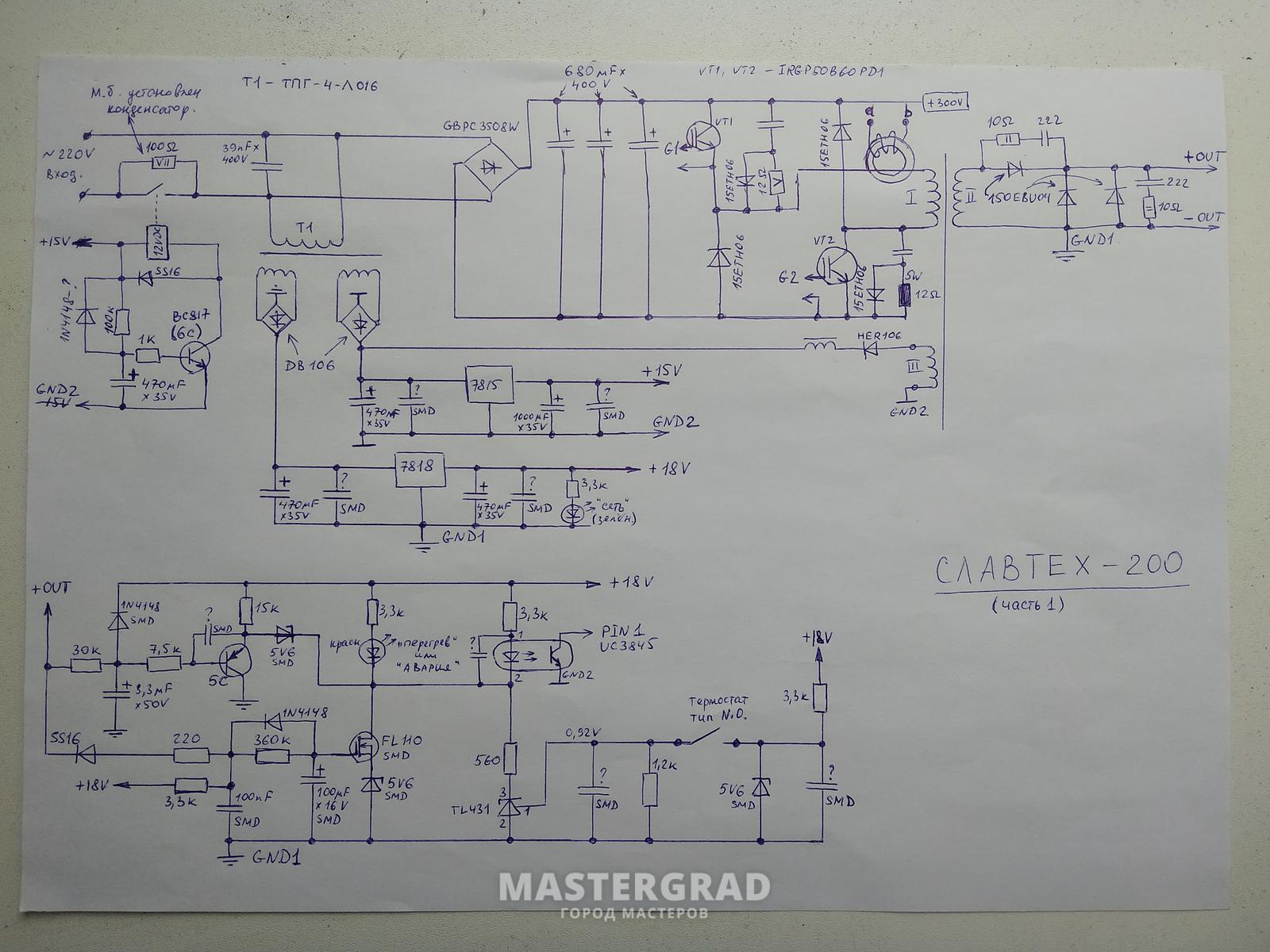
Функциональная схема аппарата.
Неудовлетворительная работа сварочного аппарата необязательно должна быть вызвана его поломкой. Существует множество причин, по которым сварка будет работать ненадлежащим образом:
- неправильно выбранный режим сварки может привести к разбрызгиванию металла электрода или к возникновению слабой дуги;
- отсутствие дуги может быть следствием плохого контакта между свариваемой деталью и кабелем;
- частое залипание электрода может говорить о слабом напряжении внешней электросети. Инверторные типы сварочных аппаратов очень чувствительны к изменению параметров электропитания. Их нестабильная работа может наступить при снижении напряжения на 10%;
- срабатывание терморегулятора инвертора может наступить в результате длительной сварки. Температурная защита срабатывает при температуре выше 750-800 °C;
- срабатывание внешней защиты по току может быть следствием несоответствия установленного предохранительного автомата требуемому технологией сварки.
Рекомендации
Как видим, устранение неполадок инверторной техники сплошь и рядом встречает серьезные затруднения. Однако есть ряд моментов, которые позволяют сократить риск самого выхода из строя. Опасность для сварочного инвертора представляет слабая устойчивость к попаданию пыли. Разбирать устройство и вычищать его нужно хотя бы раз в 5-6 месяцев. Для очистки используют либо кисточки с мягким ворсом, либо сжатый воздух.

Серьезный риск представляет и проникновение внутрь воды — как жидкой, так и конденсирующейся из воздуха. Недорогие инверторы подвержены поломкам охладительной системы, которые не дают сработать блокам аварийного отключения и приводят к плавлению пластмассы
Еще важно оберегать аппарат от падений напряжения более чем до 190 В. Подъем напряжения сверх нормы тоже опасен, хотя и менее, чем его недостаточный уровень
Риск также бывает связан с:
-
перегрузкой из-за выполнения чрезмерно сложной и объемной работы;
-
падениями;
-
сильными ударами;
-
плохим креплением колодок;
-
использованием низкокачественных запчастей;
-
чрезмерным нагревом или переохлаждением.


Стоит учесть и рекомендации по выявлению основных дефектов в работе инвертора. Если прилипание электрода провоцируется пониженным напряжением в сети, то способов борьбы с этим, не затрагивающих само напряжение, просто нет.


Тогда их нужно зажать вращением по часовой стрелке. Также прилипать электрод будет, если:
-
диаметр питающего провода менее 2,5 кв. мм (решается использованием более крупного провода);
-
начинают гореть контакты;
-
используется удлинитель более 40 м.
Отсутствие выхода на сварочный режим, несмотря на стабильное подключение к сети и работающий индикатор подключения — еще одна частая проблема. В этом случае можно предполагать три причины:
-
обрыв кабелей;
-
полное отсутствие контакта;
-
недостаточно плотный контакт.
Иногда в процессе сварки отключается напряжение. Это свидетельствует или о неисправности автоматического регулятора, или о том, что он не соответствует используемому напряжению. Индикатор перегрева будет загораться всякий раз, когда критически важные части устройства достигнут температуры 80 градусов. Единственное, что может сделать пользователь в такой ситуации — это подождать естественного охлаждения.

Стоит учесть при ремонте инвертора, что если вышли из строя транзисторы, то скорее всего та же участь постигла и контур раскачки (тот самый, который еще иногда называют драйвером). Все составные части этого контура подлежат немедленной проверке. Осматривая печатную плату с автоматикой, надо внимательно проверять, чтобы на ней не было подгоревших участков и разрывов. Все проблемные места с такими отклонениями аккуратно зачищают и напаивают перемычки заново
Важно: перегоревшие, изношенные или порванные провода можно менять только на аналогичные им по сечению (при условии, что этого сечения достаточно для нормальной работы)
Пытаться корректировать вольт-амперную характеристику не имеет особого смысла. Сделать это могут только подготовленные специалисты. Потребуется не перепрограммирование (с бюджетными аналоговыми устройствами оно невозможно), а замена основных компонентов на цифровые блоки. Потому придется знать в совершенстве схемотехнику и особенности работы устройств на низком уровне. Но даже при небольшом уровне квалификации стоит работать над профилактикой перегрева, характерного для изделий дешевого класса.

В первую очередь заботятся о том, чтобы нормально отводилось образующееся тепло. Особенно плохо организовано его удаление обычно с силовых ключей и диодов выпрямляющих контуров. Целесообразно поэтому позаботиться максимально об усилении обдува. Некоторые инверторы вовсе не имеют вентиляторов, в других вентиляционные устройства недостаточно мощны и совершенны. «Исходные» кулеры практически всегда приходится демонтировать и заменять на 3-4 идентичных по размаху лопастей и прочим параметрам устройств.

Категорически нельзя использовать компоненты сомнительного происхождения. Только официально поставляемые устройства и детали справятся со своей задачей.
Теплоотвод можно улучшать, меняя не только вентиляторы, но и радиаторы. Традиционные предустанавливаемые радиаторы не всегда достаточно производительны. Слюдяные и резиновые разграничители, отделяющие устройство от фланцев, надо обязательно сохранять. Подрезая ребра, следует аккуратно дорабатывать их надфилем, чтобы убрать даже небольшие заусенцы. Если это не сделано, придется постоянно бороться со скоплением пыли.
Про ремонт сварочного инвертора своими руками смотрите далее.
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей инверторных устройств следует ознакомиться с устройством инвертора.
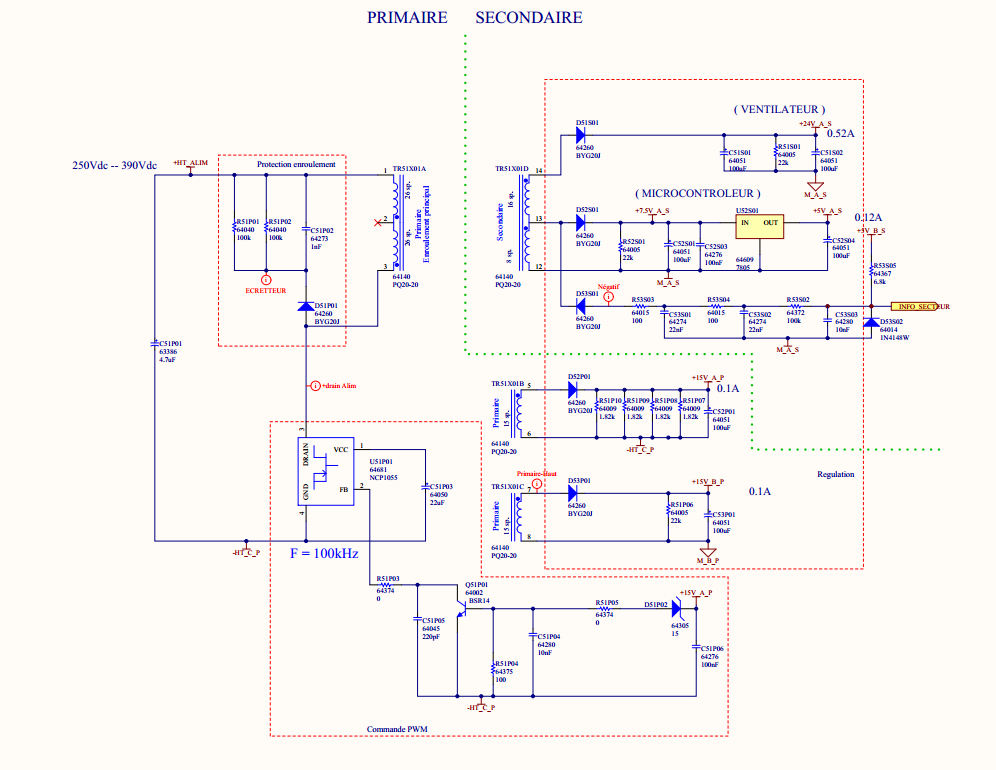
Электрическая схема сварочного инвертора.
Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
- Первичного и вторичного выпрямителей.В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста.
- Инверторного преобразователя.Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт.
- Высокочастотного трансформатора.Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.
Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.
Компоновка деталей сварочного инвертора.
Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода.Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер.
- Прилипания сварки к металлу.Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети.
- Отсутствие дуги при включении аппаратуры.Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах.
- Аварийное отключение инвертора.Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора.
- Огромное потребление электрического тока при холостой работе.Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции.
- Отключение сварочного оборудования через определенный промежуток времени.Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу.
- Посторонние звуки при работе блока питания.Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
Важно отметить, что большинство видов работ следует выполнять с использованием паяльника, укомплектованного специальным отсосом. Такой инструмент существенно облегчает работу по нанесению и удалению припоя на посадочные места радиотехнических элементов