
Правильный порядок действий
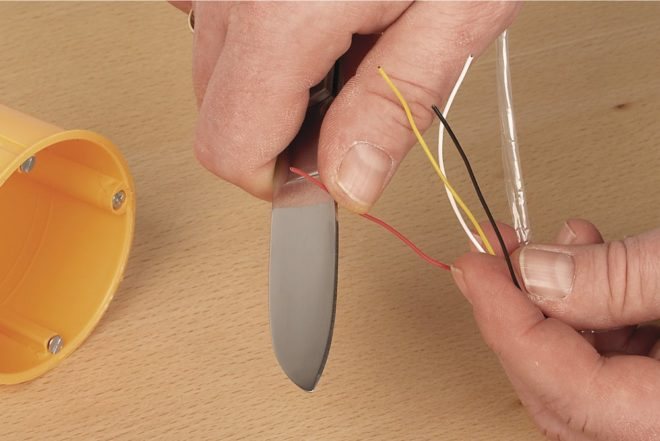
Облуживать провода посредством паяльника следует в соответствии с алгоритмом, выверенным многолетней практикой. У проводов в самом начале работы нужно тщательно снять ножом или клещами наружный изолирующий слой. Желательно освободить от полимерного покрытия минимум 10 мм, максимум – 50 мм с каждого соединяемого конца. После этого тем же ножом поверхность зачищают до блестящего состояния. Это исключит наличие остатков изолирующей оболочки, удалит с проводов оксидный налет.
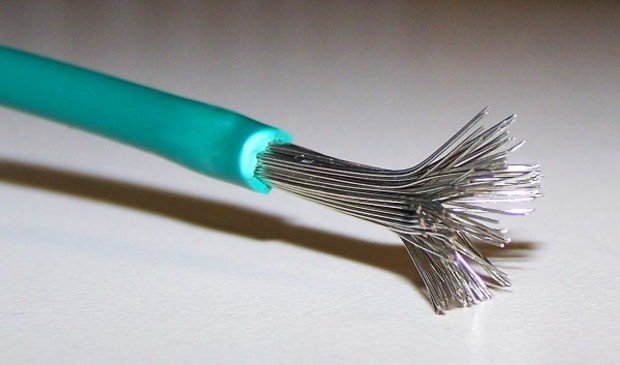
Толстый провод удерживать и очищать проще. Если кабель включает в себя несколько тонких жил, их желательно растрепать, разъединить, зачистить со всех сторон, а потом скрутить заново.
Затем можно разогревать паяльник, предварительно проверив степень чистоты жала. Поверхность будет хорошо облуживаться только абсолютно чистым жалом паяльника.
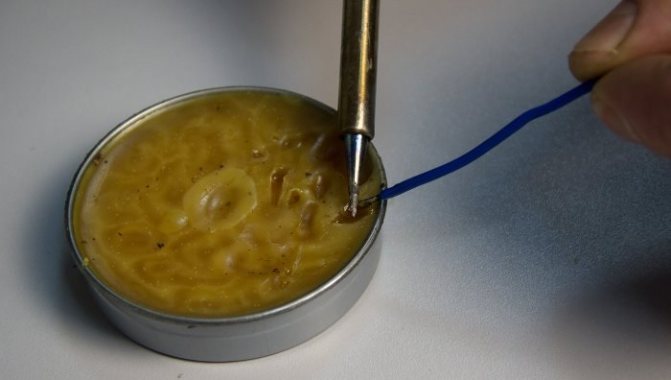
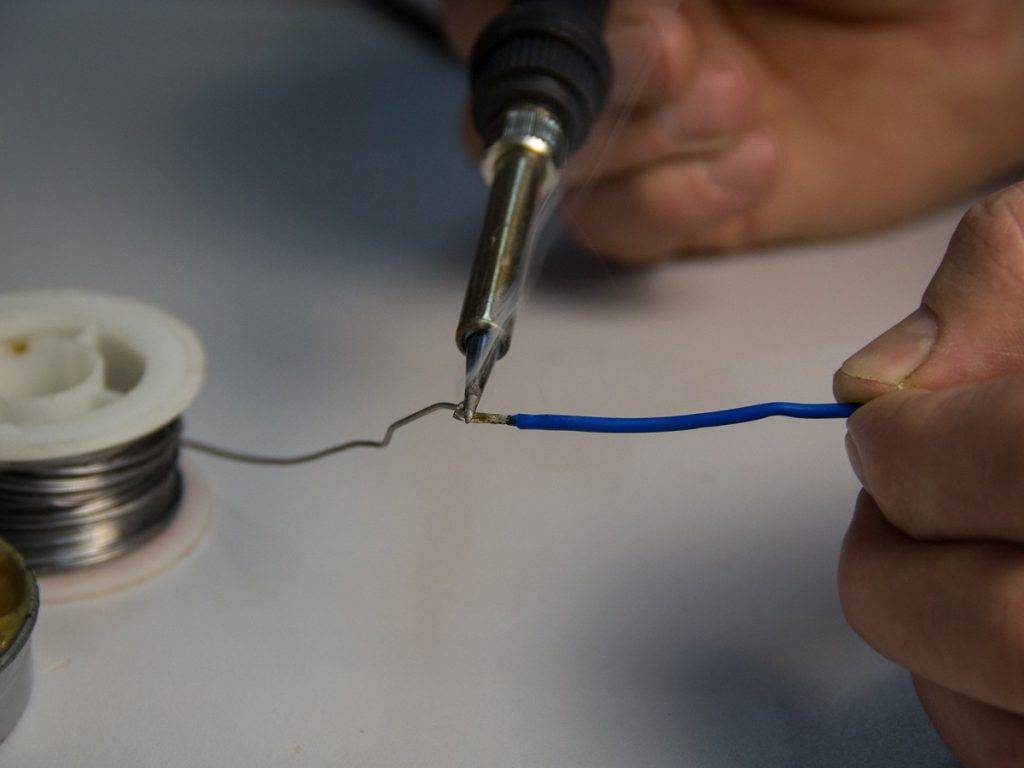
Нагретым паяльником следует разогреть подготовленные, тщательно зачищенные концы проводов, опустив их в канифоль. Надо чтоб канифоль хорошо обволокла провод.
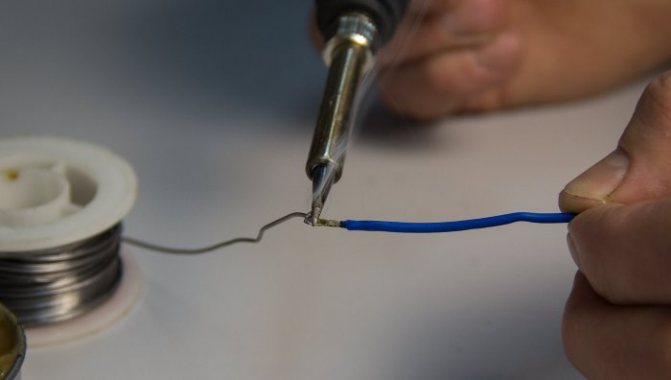
Жалом паяльника нужно взять припой и равномерно распределить смесь по срезу проводков, которые зафиксированы пинцетом или обычными плоскогубцами. Для обеспечения полноты нанесения массы из расплавленных расходных материалов, провода следует проворачивать вокруг собственной оси.
Медный провод можно обрабатывать не только канифолью, но и кислым флюсом. Некоторые предпочитают использовать готовую паяльную кислоту, всегда имеющуюся в продаже. Для лужения алюминиевых проводов предусмотрен свой специальный флюс.
Особенности пайки электропаяльником
Пайка электропаяльником имеет ряд особенностей перед другими способами соединения. Их необходимо учитывать при выполнении монтажных работ.
Выбор флюса
Чаще всего электрики используют твердый флюс — канифоль. Есть два способа нанести ее на спаиваемые провода:
Жало паяльника касается камушка канифоли. Затем флюс переносится с разогретого острия инструмента на спаиваемые провода
Важно успеть нанести канифоль на токоведущую жилу до того, как она испарится с жала. Обычно это 3-5 секунд.
Зачищенный провод кладется на канифоль и прижимается сверху нагретым жалом
При этом флюс плавится, а провод погружается в расплав.
Пайка многожильных проводов
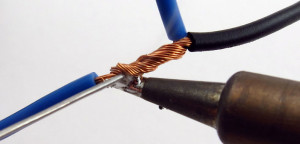
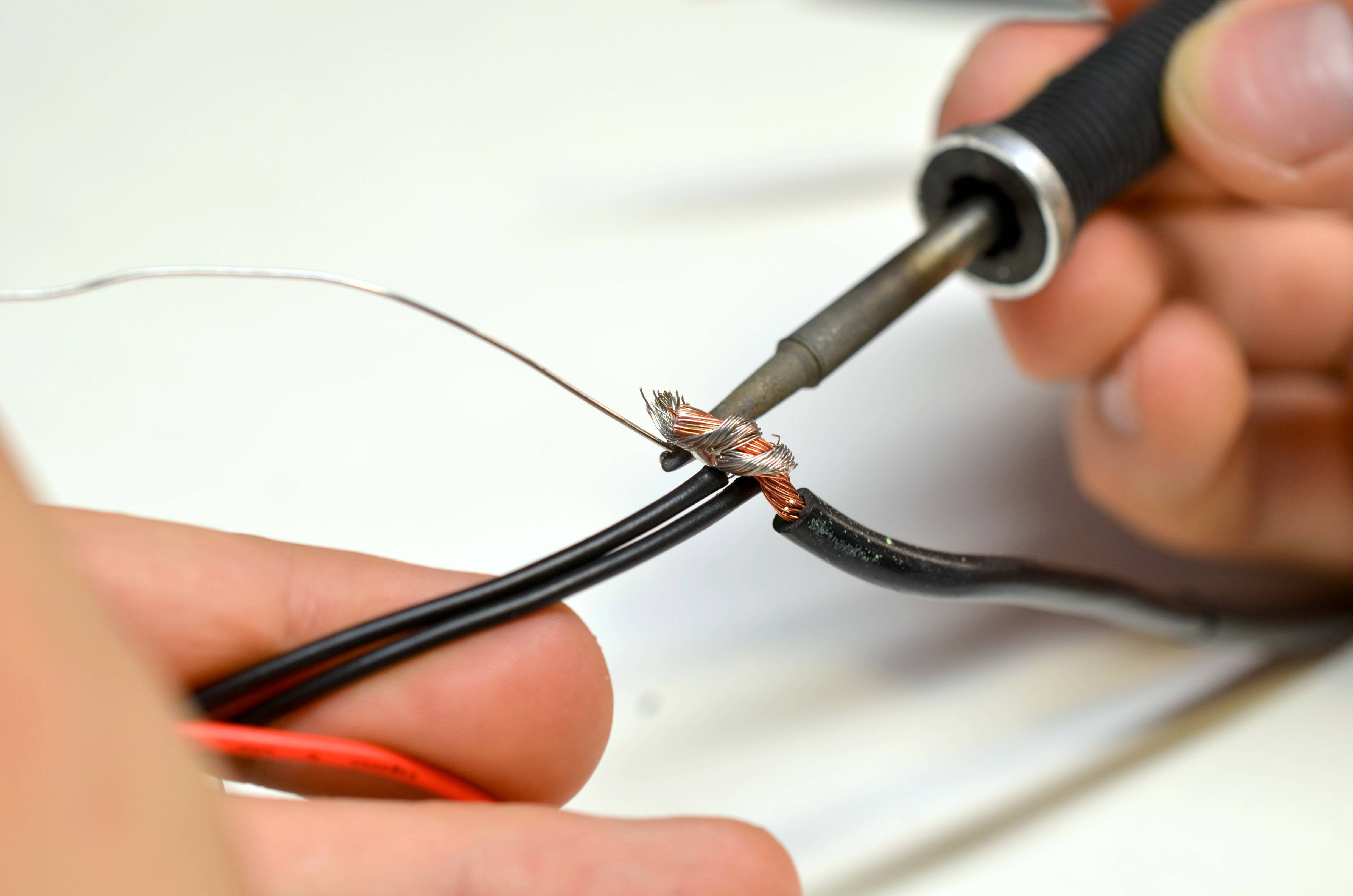
Многожильный провод представляет собой множество тонких проволок, сплетенных в один трос и покрытых изоляцией. Такой проводник проще паять, чем монолитный. Любой вид флюса охотно проникает и втягивается в пустоты между тонкими проволоками жилы. Касается это и припоев. Они легко пропитывают многожильный провод. Главное, как следует прогреть его, и пайка пойдет сама собой. Чтобы надежно спаять провода, их необходимо аккуратно скрутить пальцами.
Пайка распредкоробок с помощью тигля
Данный способ позволяет удобно пропаивать скрутки, которые находятся в коробках и подрозетниках. Припой заранее плавится в небольшом тигле объемом от 20 до 100 мл. Спаиваемые провода погружаются в емкость с расплавленным металлом.
Для разогрева тигля и расплавления припоя используется компактная газовая горелка. Некоторые специалисты применяют для этих целей самодельные приспособления, сделанные своими руками из мощных электропаяльников. Но такие устройства требуют напряжения, которое не всегда присутствует в ремонтируемой квартире.
Флюс для пайки алюминия
При пайке с обычной канифолью припой не будет прилипать к алюминию. Здесь необходимо использовать флюс наподобие Ф-64. Он выпускается специально для алюминиевых проводов. Средство продается в жидком виде в форме баночки с кисточкой.
Пайка позволяет надежно соединять провода при минимальных затратах. Все что нужно: паяльник, припой и флюс. Правильно пропаянный контакт прослужит не меньше, чем сама проводка.
Выбирать паяльник следует по мощности нагревателя. От этого критерия зависит максимальная толщина проводов, которые получится соединить. Тип флюса, припоя, форма и материал ручки паяльника выбираются исходя из индивидуальных предпочтений мастера.
Выбор инструмента
Если речь идёт об изделиях значительного размера, отложим электрический паяльник, температура которого достигает максимум 500 градусов Цельсия, в сторону, и приступим к выбору газовой горелки, поскольку паяльные лампы менее удобны для работы. Тут следует учитывать следующие критерии:
Температура пламени. Если для домашней мастерской можно ограничиться покупкой устройства, в котором этот параметр достигает 1000 – 1500 градусов, то профессионалу нужно, чтобы температура доходила до 2000 градусов. Это позволит работать с деталями большого размера и использовать тугоплавкие припои и флюсы.
Форма и размер пламени
Для точечных работ важно, чтобы оно имело карандашную форму, и было как можно компактнее. Но для пайки больших объёмов меди используется широкое вихревое пламя
Удобно, когда газовая горелка имеет несколько сменных сопел и систему регулировки, позволяющие производить точную настройку.
Удобство. Для домашней надобности подойдут и устройства, устанавливаемые на портативные газовые баллоны. Но в производстве лучше применять горелки, присоединяемые к большим газовым баллонам с помощью шланга. Они удобнее в использовании и рассчитаны на долговременную эксплуатацию.
В комплекте с горелкой должен поставляться кронштейн для закрепления сменных жал и сам комплект жал различного размера и сечения. Некоторые пытаются изготовить горелку своими руками. Но это требует специальных знаний и точных расчетов. Гораздо проще купить уже готовый инструмент.
В чем заключается необходимость лужения проводов
Современные проводники изготавливаются из цветных сплавов, покрытых изоляционным слоем, что сопровождается повышенным сопротивлением к коррозионному воздействию. При выполнении их соединения требуется зачистить часть изоляции. Это приводит к образованию контакта с воздушной средой, а со временем — к окислению поверхности проводника.

Лужение провода препятствует окислению токопроводящего материала
Для исключения указанных проблем следует лудить зачищенные участки проводов. Облуживание удалит с открытых жил кабеля оксидные примеси и позволит повысить сцепление между соединяемыми элементами.
Зачем лудить провода
Многие люди не совсем понимают, зачем все это вообще нужно делать. А дело в том, что на воздухе медь начинает процесс окисления, соответственно это приводит к ухудшению контакта между проводами. Если этот контакт оказывается слишком слабым, то он начинает перегреваться, поэтому может произойти возгорание проводки. Чтобы этого избежать, необходимо лудить все зачищенные жилы, тем более что сделать все это совсем не сложно.
Также лужение вы сможете использовать во время соединения светодиодной ленты пайкой. В этой случае она станет более надежной, со временем контакты не отпадут и будут долгое время радовать вас красивым светом в комнате.







Что необходимо для пайки
Чтобы спаять медные проводники, понадобятся следующие приспособления, материалы и инструменты:
- Электрический паяльник мощностью от 80 Ватт
- Припой
- Флюс
- Удалитель (нейтрализатор) флюса
- Пассатижи
- Кисточка для нанесения флюса
- ПВХ-изолента
- Термоусадочная трубка подходящего диаметра
- Фен
Паять медные провода можно не только электрическим паяльником, но и другим оборудованием: пропан-горелкой для пайки медных труб, газовой мини-горелкой или газовым паяльником с насадкой для горелки.
Горелка с небольшим факелом удобна тем, что она обеспечивает локальный нагрев скрутки, не повреждая изоляции проводника. Перед использованием электрического паяльника его жало необходимо очистить надфилем или наждачкой от окислов. В качестве припоя для меди рекомендуется использовать ПОС-60 или аналоги с температурой плавления 190°C.
Флюс убирает окислы металла, способствует лучшему сцеплению припоя и его равномерному растеканию по поверхности. Лучше использовать флюс на водной основе – он не содержит спирта или кислоты, поэтому не требует последующего удаления. Если использовать в этом качестве ортофосфорную кислоту, жидкую канифоль или ЛТИ-120, то средства необходимо удалять с поверхности после работы – иначе они со временем разрушат медные детали.
§ 97. ЛУЖЕНИЕ. Инструменты и приспособления, применяемые при лужении. Приемы лужения.
Лужение. Лужением называется процесс покрытия поверхностей изделий тонким слоем расплавленного олова или сплава олова со свинцом.
Металл, наносимый на поверхность изделия, называется полудой.
Лужение чаще всего выполняется при подготовке деталей к паянию, а также для предохранения изделий от ржавления (коррозии). Иногда лужение производится для специальных целей, например перед заливкой подшипников.
В качестве полуд применяется чистое олово, а для неответственных деталей олово иногда заменяют более дешевым сплавом, состоящим из 5 частей олова и 3 частей свинца. Сплавы (оловянно-свинцовые) нельзя применять при лужении посуды для пищи.
Лудят двумя способами: натиранием (большие изделия) и погружением (небольшие изделия) в расплавленную полуду.
Процесс лужения состоит из трех основных операций: подготовки поверхности, приготовления полуды и лужения.
Подготовка поверхности к лужению. Поверхность, подлежащая лужению, должна быть тщательно очищена от грязи, окалины, жиров и т. д. Очистка поверхности изделия производится до металлического блеска при помощи шабера, напильника, наждачной бумаги, кордовых щеток и т. д. Большие поверхности для облегчения работы травят разбавленной соляной или серной кислотой.
Обезжиривают и удаляют окисную пленку с поверхности изделия промывкой (протравливанием) в водном растворе соляной кислоты. Затем поверхность промывают чистой водой и протирают насухо. В целях предохранения очищенной поверхности от окисления ее смазывают хлористым цинком и сверху посыпают порошком нашатыря.
При выполнении травления и нейтрализации следует работать в резиновых перчатках, фартуке и защитных очках во избежание ожогов и порчи одежды.
Инструменты и приспособления, применяемые при лужении. При лужении пользуются различными инструментами и приспособлениями, например шаберами различных размеров и форм для очистки поверхностей деталей от ржавчины; паяльной лампой для нагревания деталей небольшого размера; щеткой для очистки поверхностей изделий от грязи; кистью (волосяной) для смачивания деталей кислотой; клещами для поддерживания горячих деталей.
Приемы лужения. Лужение методом погружения в расплавленную полуду заключается в том, что подготовленную к лужению деталь сначала погружают в лудильную ванну с хлористым цинком. Затем клещами вынимают изделие из ванны и, не удаляя хлористый цинк с поверхности, погружают в ванну с расплавленным оловом (рис. 179, а).
Рис. 179. Лужение деталей:
а — облуживание детали погружением в ванну с оловом, б — нагрев детали для облуживания, в — облуживание нагретой детали путем растирания олова
В ванне необходимо держать изделие до полного прогрева (270-300°), после чего его вынимают из ванны, встряхивают для удаления излишнего слоя полуды. Когда изделие остынет, его промывают в воле или растворе извести для удаления хлористого цинка. Затем сушат в чистых древесных опилках.
Лужение методом натирания производится после предварительной подготовки изделия (очистки, промывки, травления).
Изделие нагревается медленно и равномерно на древесном угле (рис. 179, б) до температуры 225-250°, затем на нагретую поверхность насыпают припой и, после того как он начнет плавиться, его быстро растирают щеткой или чистой холщовой тряпкой (рис. 179, в) по всей поверхности, удаляя излишний слой полуды.
Если из-за плохой очистки детали олово в каком-либо месте не пристало, это место снова зачищают напильником иди шабером, подогревают, наносят олово и протирают тряпкой или паклей.
Когда изделие остынет, его протирают смоченным песком, промывают водой и сушат.
Во время выполнения операций лужения нельзя вдыхать пары кислоты и нашатыря; горячие детали следует брать клещами; необходимо при погружении деталей пользоваться рукавицами; нужно остерегаться попадания кислоты на тело или одежду.
Выбор паяльника
Для качественной и комфортной пайки проводки необходимо выбрать подходящий паяльник. Подбор осуществляется исходя из мощности, размера, материала ручки и жала.
Имеющиеся в продаже паяльники не полностью готовы к использованию. Перед применением с ними потребуется провести подготовительные манипуляции. Процесс не занимает больше часа.
Мощность нагревателя
Мощность паяльника выбирается исходя из сечения спаиваемых проводов. Чем оно больше, тем мощнее нужен прибор. Тонкие провода сечением до 2,5 кв. мм успешно паяются паяльником на 25 Вт. Для жил потолще, 2,5-10 кв. мм, потребуется устройство на 40-60 Вт. Самые толстые провода паяются соответствующими паяльниками на сотни ватт.
Паяльники отличаются по типу нагревателя:
- из нихромовой проволоки (самые распространенные);
- с индукционным нагревом;
- паяльники, где жало нагревается проходящим по нему током.
Индукционная паяльная станция
Отличия существуют и с точки зрения эргономики:
- классический с продолговатой ручкой;
- паяльник в форме пистолета (похож на термоклеевой пистолет)
Уход за жалом паяльника
Современные необгораемые жала не нуждаются в заточке и обслуживании. Однако обычные медные приходится подтачивать.





В процессе работы медное жало разогревается до температур от 80 до 450°C. Нагрев приводит к его выгоранию. На кончике жала образуются ямки, кратеры и углубления. Неровности мешают качественной пайке. Поэтому форму жала периодически требуется подправлять напильником. Данная операция нужна не чаще 1 раза в месяц. По правилам безопасности перед заточкой жала паяльник требуется отключить от сети.
Частые подпиливания уменьшают длину жала. Со временем его придется заменить новым. Поэтому жало должно быть сменным и вытаскиваться из паяльника (если модель инструмента позволяет). Во время работы в полости паяльника попадают пары флюса. Они затвердевают и блокируют жало. Поэтому раз в год его рекомендуется извлекать из паяльного аппарата и вытряхивать из электроинструмента гарь от флюса. Если это не делать, то через несколько лет жало прикипит так, что его невозможно станет извлечь.
Выбор температуры пайки
Температура паяльника играет ключевую роль. Слишком холодное жало не способно расплавить припой до требуемой текучести. Он не растечется должным образом по спаиваемым деталям. Перегретое жало также плохо. Флюс будет слишком быстро сгорать и испаряться с места пайки. Характерный признак перегретого паяльника — это чрезмерное дымление канифоли. Раскаленное жало плохо и тем, что оно покрывается слоем окисла, после чего припаять провод не получится.
Паяльник с регулятором мощности
Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.
Меры предосторожности
Правила техники безопасности, которые необходимо соблюдать при работе с паяльным оборудованием:
- Поскольку при пайке свинцово-алюминиевыми припоями используются металлические детали, разогретые до 250-300°С, то возникает риск термических ожогов. Организация рабочего места и проведение работ без спешки снижают риск получения травм.
- При работе жало паяльника располагается на удалении от кабеля питания, поскольку разогретый элемент разрушит изоляцию. Для удержания инструмента рекомендуется применять специальную подставку.
- Запрещается прилагать физические усилия к паяльнику. Дополнительное давление не способствует ускорению процедуры соединения. Чтобы расплавить каплю припоя, необходимо прогреть точку до требуемой температуры. Жало прикладывается к этому месту, а затем необходимо выждать несколько секунд, пока место стыка не прогреется до температуры плавления припоя. При излишнем давлении возникает риск соскальзывания жала и травмирования кистей рук раскаленным инструментом.
- При работе с кислотными флюсами рекомендуется использовать защитные очки. При соединении деталей в неудобном месте (например, в распаечных коробках в помещении) очки используются и при применении канифоли. Защитные приспособления снижают риск травмирования брызгами припоя.
- Поскольку пары припоя и флюсов ядовиты, то все работы выполняются в проветриваемом помещении или под специальной вытяжкой с электрическим вентилятором.
Пошаговая инструкция
Итак, чтобы Вам было понятно, как правильно лудить провода, предоставляем пошаговую инструкцию в картинках:
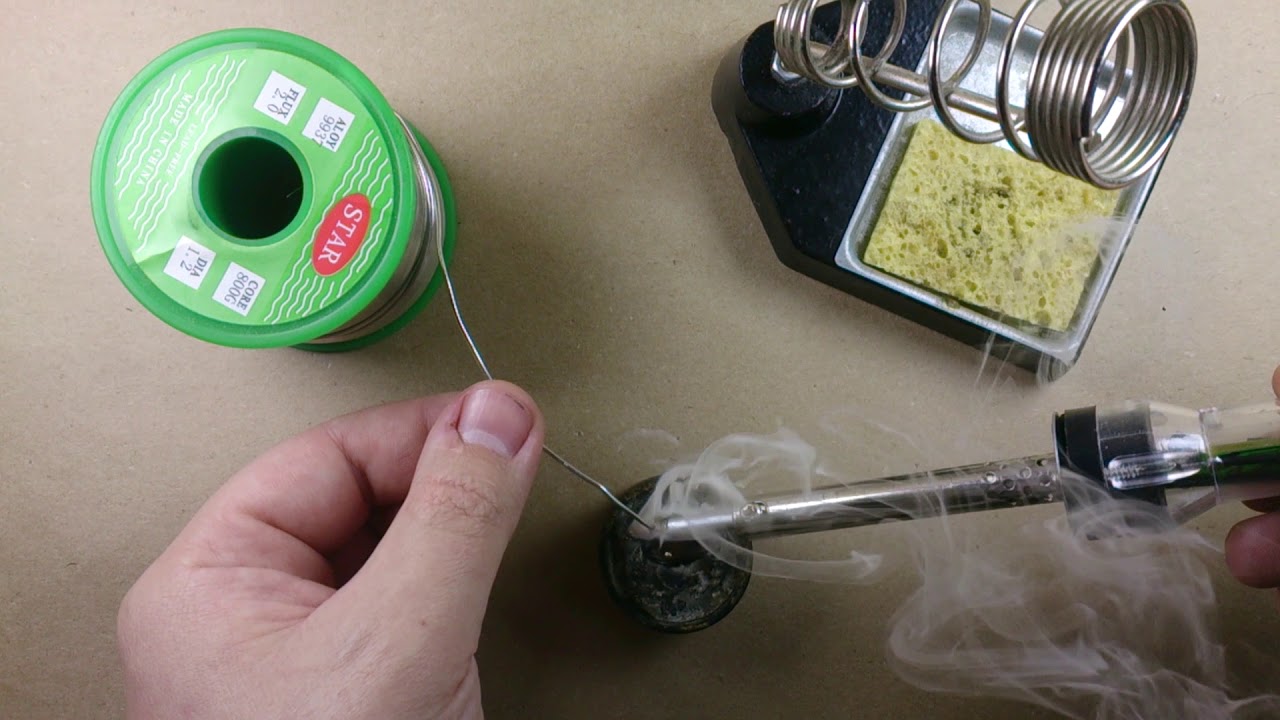
- Подготовьте нужный инструмент: острый нож, пинцет либо пассатижи, паяльник, припой и флюс (в нашем случае канифоль).
- Снимите ПВХ изоляцию с проводника. Для этого лучше всего использовать инструмент для снятия изоляции, но если такого нет – нож в помощь. Зачистить изолирующий слой нужно на 10-20 мм.
- Аккуратно, с помощью того же ножа зачистите жилу до металлического блеска. Если провод, который Вам нужно лудить, многожильный – распушите все проводки и очень аккуратно зачистите их ножом.
- Подключите паяльник к сети и подождите, пока он нагреется. Кстати, перед лужением нужно очистить жало паяльника от мусора и старого припоя. Для этого рекомендуем использовать напильник.
- Проведите разогретым жалом по кончику провода, который Вы собрались лудить.
- Прикоснитесь жалом паяльника к канифоли, а после этого сразу же к припою. Рабочая поверхность паяльника должна равномерно покрыться оловом.
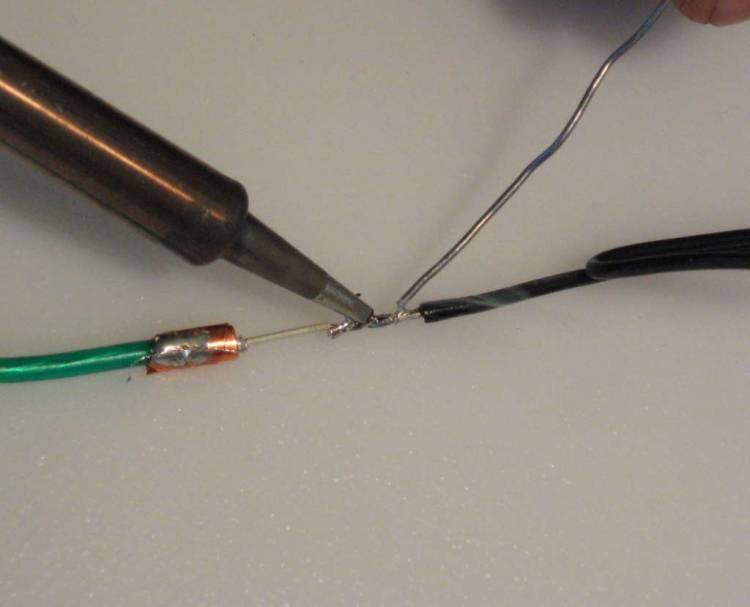
- Прикоснитесь жалом к медному проводу. Припой должен равномерно распределиться по медной жиле. Для лучшего лужения рекомендуем взять проводник пассатижами либо пинцетом, после чего залудить кончик со всех сторон, самостоятельно прокручивая провод.
- Визуально просмотрите, насколько хорошо у Вас получилось залудить кабель. На фото ниже пример отлично проделанной работы. Если не вся рабочая поверхность покрыта припоем, повторите пункты 6 и 7.
Вот таким способом Вы сможете качественно и быстро лудить провода в домашних условиях
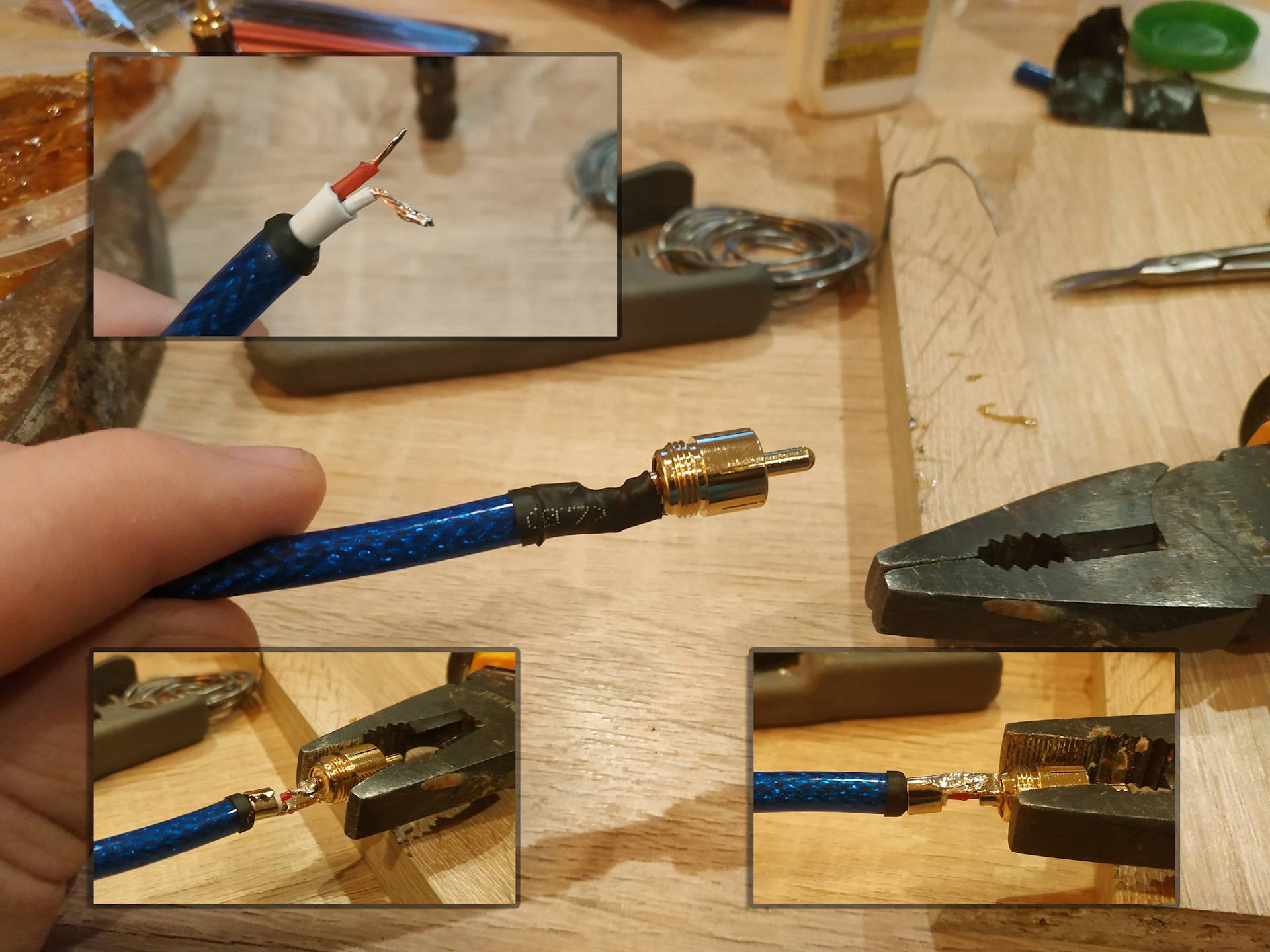
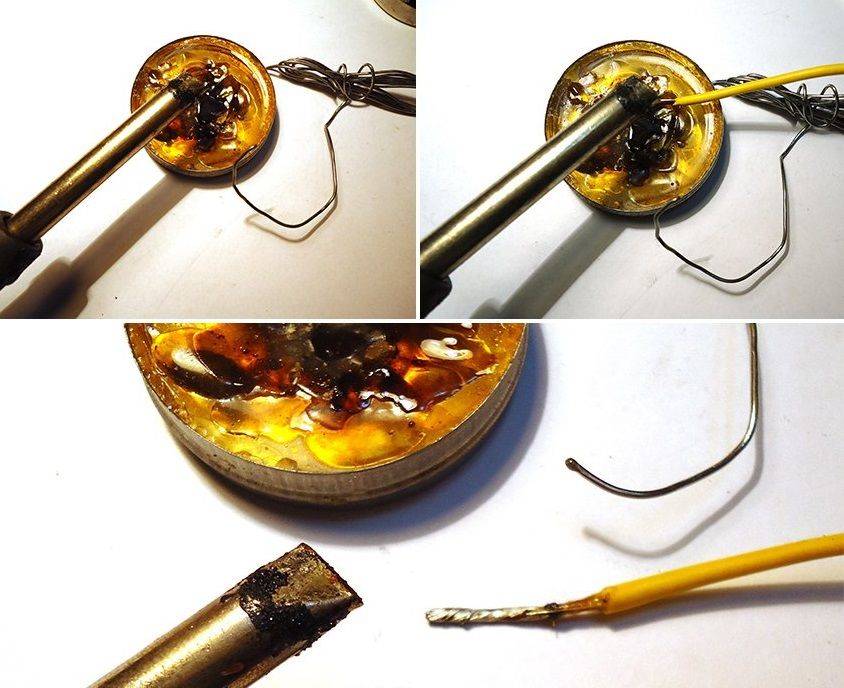
Обращаем Ваше внимание на то, что лужение тонких проводов от наушников (либо микрофона) нужно выполнять немного по-другому. Так как проводки эмалированные (вскрыты лаком), сначала Вы должны аккуратно счистить эмаль острым ножом. После этого уже необходимо выполнить лужение паяльником
После этого уже необходимо выполнить лужение паяльником.
Видео уроки по теме:
Вы можете лудить провода и без канифоли – используя специальную паяльную кислоту. В этом случае сначала нужно обработать рабочие поверхности (жало и кончик проводка) кисточкой, смоченной в кислоту, после чего уже наносить припой. И тот и другой способ можно использовать, не опасаясь за качество будущего соединения. Что касается толстого провода, облудить его проще, чем очень тонкого. Немного сноровки и еще меньше времени на это потребуется, главное – не забудьте зачистить поверхность жилы ножом.
Обязательно прочтите:
Процедура пайки
Пайка медных проводов технологически несложно, медь хорошо поддается обработке, не теряя токопроводящих свойств, при этом места соединения прочные. Пайка медных проводов, расположенных в распределительной коробке, происходит в следующей последовательности.
- Провода в распределительной коробке обрезают до необходимой длины – 20–25 см и правильно распределяют по цвету: желто-зеленые – это заземление, синие – ноль, белые (коричневые, красные или черные) – это фаза. При помощи специальных съемников с них удаляют изоляцию, оставляя оголенные концы длиной 4,5–5 см.
- Соединяют провода крест накрест – это необходимо, чтобы скрутка получилась равномерной и плотной. Чтобы сделать скрутку правильно, один провод кладется на другой, для соединения трех проводников первый кладут поверх двух других. Производят скрутку, затем ее обжимают при помощи пассатижей, обрезают лишние хвостики и опять обжимают.
- Перед началом пайки скрутку обильно смачивают флюсом или помещают в него.
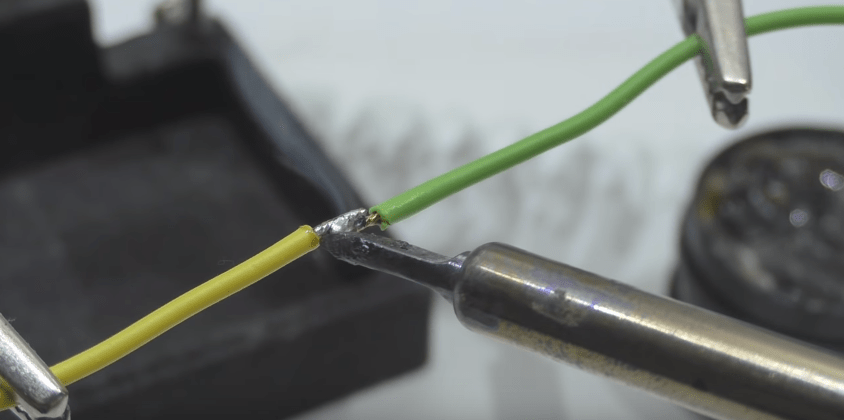
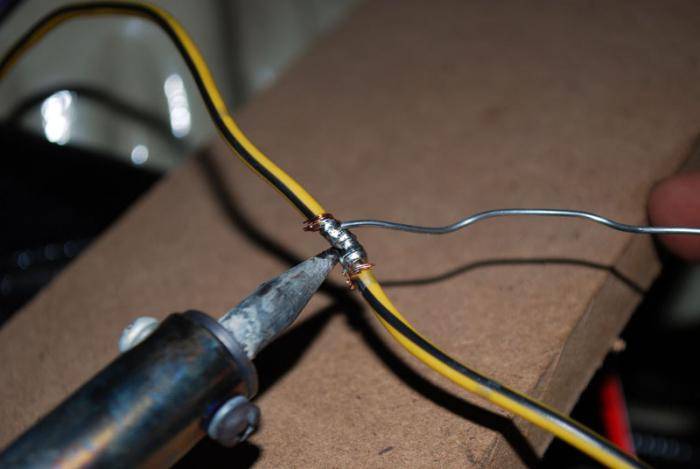
- Чтобы спаять провода правильно, скрутку нагревают паяльником или горелкой до тех пор, пока не начнет закипать флюс. Как только флюс начнет закипать, сверху на скрутку кладется припой. Для пайки меди используют припой ПОС-60 или аналоги. При использовании паяльника для соединения проводов его жало располагают снизу скрутки.
- Когда припой расплавится, он под действием сил натяжения растечется и заполнит скрутку, образуя надежное соединение. Красноваты медный цвет проводов приобретет серебристый оттенок.
- Последний шаг – изоляция места соединения. Для этого спаянное место обматывают ПВХ-изолентой начиная от неснятой изоляции. Клеевой слой изоленты со временем высыхает, а сама она может размотаться. Поэтому поверх нее надевается термоусадочная трубка подходящего диаметра, которая прогревается феном до усадки в размерах. Она плотно обжимает изоленту и обеспечивает дополнительную изоляцию.
- Аналогично производится дальнейшая пайка проводов в распределительной коробке – фазных и нулевых.
- После спайки и изоляции скруток провода аккуратно укладывают в распредкоробку и закрывают ее.
Подготовка проводов к спаиванию
Спаиваемые провода требуют подготовки. Для ее выполнения необходимо соблюдать следующие правила:
- Запрещена пайка проводов, находящихся под напряжением. Возникает риск короткого замыкания на корпус паяльника.
- С токоведущих жил снимается изоляция. Здесь пригодятся кусачки или нож. Все зависит от сечения и типа проводки.
- Если необходимо припаять тонкие слаботочные жилы, достаточно снять 15-20 мм изоляции. В компактных электронных устройствах хватит 1-2 мм.
- При пайке в распределительной коробке провод зачищается не менее чем на 50 мм. Затем выполняется скрутка, далее сама пайка.
- Если соединяемые проводники слишком грязные и окисленные, то флюс не поможет. Придется снять загрязнение при помощи ножа или надфиля.
- Для пайки эмалированных проводов с них следует снять изоляцию. Она легко удаляется с помощью ножа, надфиля или пламени зажигалки.
Классификация медных изделий
Медные трубы в Европе в основном метрические, 6, 8, 10, 12, 15, 22, 28, 42 и 48 мм встречаются и больших диаметров, но могут быть и дюймовые:
| дюймы | мм |
| 1/4 | 6,35 x 0,8 |
| 3/8 | 9,52 x 0,8 |
| 1/2 | 12,7 x 0,8 |
| 5/8 | 15,9 x 0,8 |
| 3/4 | 19,1 x 0,8-0,9 |
Маркировка меди в российских марках: ставится буква «М» обозначающая медь. Далее идут цифры показывающие степень чистоты в % (00-высокочистая, 0-чистая, 1, 2, 3 — технически чистая). Последний элемент маркировки – буква обозначающая способ изготовления меди: (к – катодная, у – катодная переплавленная, б – бескислородная, р – раскисленная, ф -раскисленная фосфором).
| Марка меди | М00 | М0 | М1 | М2 | М3 |
| Чистота | 99,99 | 99,95 | 99,90 | 99,70 | 99,50 |
Медь марок М1р, М2р и М3р при суммарном содержании примесей, одинаковом с медью марок М, М2 и М3, отличается от них тем, что они более полно раскислены и содержание кислорода в них снижено от 0,05 — 0,08 % до 0,01%. Поэтому в них дополнительно содержится от 0,002% до 0,012 % фосфора. Марка меди М1ф отличается от М1р еще большим количеством фосфора от 0.012% до 0,04%, для большего раскисления и соответственно полным отсутствием кислорода.
ХИМИЧЕСКИЙ СОСТАВ МЕДИ ПО ГОСТ 859 (%)
| Марка меди | Cu+Ag (%) | Примеси, не более (%) | ||||||||||
| Bi | Sb | As | Fe | Ni | Pb | Sn | S | Zn | O | P | ||
| М1ф | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,005 | 0,005 | — | 0,04 |
| М1р | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,005 | 0,005 | 0,01 | 0,012 |
| М1 | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,004 | 0,004 | 0,05 | — |
| М2 | 99,70 | 0,002 | 0,005 | 0,01 | 0,05 | 0,2 | 0,01 | 0,05 | 0,01 | — | 0,07 | — |
| М3 | 99,50 | 0,003 | 0,05 | 0,01 | 0,05 | 0,02 | 0,05 | 0,05 | 0,01 | — | 0,08 | — |
Применение различных марок меди в сантехнических изделиях определяется ГОСТ 52318, а в Европе – EN 1057. В строительных изделиях: ГОСТ 495-92, в Европе – EN 1172. Обычно водопроводные трубы содержат 99,90 меди и великолепно подходит для целей самогоноварения.




Почему припой не держится на паяльнике?
Этот вопрос возникает у многих новичков. Ведь почти у каждого начинающего пайщика был случай, когда все разогрето до нужной температуры, но нет ни какого взаимодействия между расходным материалом и инструментом. Иногда это проходит путем небольшой поправки параметров рабочего процесса, но порой нужно применять боле сложные методы.
Припой не держится на паяльнике
Первой и основной причиной, почему паяльник не берет припой, является недостаточное количество требуемого флюса. Именно это главная ошибка новичков. Флюс может вовсе отсутствовать, что легко исправляется его включением в рабочий процесс, и тогда какой бы высокой температура инструмента не была, он не сможет отделить часть расплавленного металла. Но может случиться, что флюс все же применяется, но его количества не хватает, чтобы припой остался на жале. Для этого нужно обильно смазать как само жало, так и припой. Для этого достаточно просто мокнуть разогретое жало в канифоль или другой подходящий флюс.
Более сложной проблемой является неправильный подбор дополнительных расходных материалов. Различные виды припоев для пайки требуют различных марок флюса, которые будут подходить им по составу. Здесь уже нужно смотреть, какой вариант больше подходит для конкретной используемой марки. В особенности это характерно для металлов, которые сложно поддаются спаиванию. Для них требуются специальные заводские флюсы, которые делаются под определенную марку припоя.
Еще одной причиной, почему не прилипает припой к паяльнику, является перегрев самого инструмента. Если он высокой мощности. К примеру на 25 Ватт, то очень часто такие модели перегреваются, если включены напрямую в электрическую сеть. Чтобы урегулировать это, требуется использовать подключение через диод с тумблером или регулятор. Тогда вязкость материала будет нормальной, чтобы он схватился с поверхностью наконечника. Также можно подобрать более слабые модели паяльника. Но это может привести к другой проблеме, описанной ниже.
Схожей проблемой, почему припой не липнет к паяльнику, является недостаточный нагрев. Когда паяльник слишком слабый или еще не успел прогреться, то он не сможет достичь нужного значения температуры, чтобы расплавить материал. Нужно знать, какая температура плавления припоя в конкретном случае, чтобы подобрать инструмент достаточной мощности, либо же дождаться, пока полностью прогреется имеющийся. Это также распространенная проблема в домашних условиях, где наблюдается ограниченность в техническом плане.
Очередной причиной почему припой не держится на паяльнике, является использование старого инструменты. Медь, из которой делается жало, со временем покрывается разнообразными окислами, хотя и не так сильно, как другие металлы. На ней даже может виднеться желтоватый налет, занимающий всю поверхность либо одну его часть. Это сильно ухудшает степень взаимодействия с другими материалами. Таким образом, даже при наличии нормальной температуры разогрева и достаточного количества флюса, процесс схватывания все равно может не выполняться. Чтобы исправить эту ситуацию, нужно зачистить поверхность инструмента механическим способом и при помощи растворителей. Обработка наждачной бумагой и каким-либо раствором, снимающим пленки и жировые покрытия, сможет вернуть паяльнику былое состояние. После этого его следует залудить и дать ему прогреться, после чего можно приступать к работе.
Характеристики
Главной отличительной чертой между ними является способность к изгибам. По диаметру луженая медь с алюминием может существенно отличаться. Максимальное распространение получила проволока, у которой диаметр находится в пределах 0,02-9,42 мм.
Чтобы ее изготовить, используют обычную медную проволоку на катушке, подвергая ее гальваническому лужению. Материал пропускают через лудильную ванну, где находится расплавленное олово. Чтобы оно не вступало с кислородом воздуха в окисление, поверхность ванны закрывают веществами, не способными пропускать воздух. В частности, таким веществом может являться древесный уголь.
Сварка. Соединение проводов сваркой.
Соединение проводников сваркой дает монолитный и надежный контакт, поэтому она широко применяется при электромонтажных работах.
Сварку выполняют по торцам предварительно зачищенных и скрученных проводников угольным электродом при помощи сварочных аппаратов мощностью около 500 Вт (для сечения скруток до 25 мм2). Ток на сварочном аппарате выставляется от 60 до 120 А в зависимости от сечения и количества свариваемых проводов.
Из-за относительно малых токов и низкой (по сравнению со сталью) температуры плавления процесс происходит без большой ослепительной дуги, без глубинного прогрева и разбрызгивания металла, что позволяет использовать вместо маски защитные очки. При этом могут быть упрощены и другие меры безопасности. По окончании сварки и остывании провода оголенный конец изолируется с помощью изоленты или термоусадочной трубки. После небольшой тренировки с помощью сварки можно довольно быстро и качественно выполнить соединения электрических проводов и кабелей в системе электроснабжения.

При сварке электрод подносится к свариваемому проводу до касания, потом отводится на небольшое расстояние (ОД—1 мм). Полученная при этом сварочная дуга оплавляет скрутку проводов до образования характерного шарика. Касание электрода должно быть кратковременным для создания нужной зоны оплавления без повреждения изоляции провода. Большую длину дуги делать нельзя, так как место сварки получается пористым из-за окисления в воздушной среде.
В настоящее время сварочные работы по соединению электрических проводов удобно выполнять инверторным сварочным аппаратом, так как он имеет небольшие объем и вес, что позволяет электромонтажнику работать на стремянке, например под потолком, повесив сварочный инверторный аппарат себе на плечо. Для сварки электрических проводов используют графитовый электрод, покрытый медью.
В соединении, полученном методом сварки, электрический ток течет по монолитному однотипному металлу. Разумеется, и сопротивление подобных соединений оказывается рекордно низким. Кроме того, такое соединение обладает прекрасной механической прочностью.
Из всех известных способов соединения проводов ни один из них по долговечности и проводимости контакта не сравнится со сваркой. Даже пайка разрушается со временем, так как в соединении присутствует третий, более легкоплавкий и рыхлый металл (припой), а на границе разных материалов всегда существует дополнительное переходное сопротивление и возможны разрушающие химические реакции.