
Флюсы
Основное требование к качеству соединения – это физический контакт припоя с металлом двух деталей
Поэтому очень важно, чтобы на кромках заготовок не образовалась оксидная пленка
Именно для этого в процессе пайки и применяют флюсы. Их основная задача – удалить старую пленку и не дать возможности образоваться новой.
Классификация флюсов основана на ряде различий по составу и свойствам. Они бывают:
- активные и нейтральные;
- с низкой температурой нагрева и высокой;
- твердые, пастообразные, жидкие, в виде гелей;
- на основе воды и безводные.
Из всех разновидностей, что сегодня используются для пайки металлов, самыми распространенными являются борная кислота и ее натриевая соль (бура), хлористый цинк, канифоль и ортофосфорная кислота.
Медно-фосфорный припой
Считается, что медь очень хорошо поддается спаиванию. Это действительно так, если правильно подобрать расходные материалы и соблюдать технологию. Одним из основных таких материалов, которые активно применяются в промышленности и в частной сфере является припой медно-фосфорный. Он специально был разработан для спаивания меди, бронзы и латуни, а также различных их комбинаций. Несмотря на то, что в названии имеется всего два элемента, на самом деле это трехкомпонентный материал. В нем содержится еще серебро, которого здесь имеется целых 15%. Это помогает использовать технику в холодильной промышленности. Материал можно использовать как припой для пайки медных труб. Он обладает относительно низкой температурой плавления.

Меднофосфорный припой обладает повышенной текучестью, что помогает установить хорошие молекулярные связи с основным металлом, а также проникнуть во все глубины и трещины, что улучшит контакт. Благодаря этому, паяный шов отличается достаточно высокой прочностью и при этом отлично сопротивляется образованию коррозии. Припой медно-фосфорный обладает такой особенностью, что для его работы не нужен дополнительный флюс, так как в его составе имеется фосфор, который и выполняет все необходимые функции. Данный материал широко применяется при ремонте и монтаже холодильного оборудования. Также его применяют для изделий, которые подвергаются небольшим вибрационным нагрузкам и легким механическим ударам. Если в определенной марке имеется пониженное содержание серебра, или же оно вовсе отсутствует, то повышается пластичность готового шва.

Когда проводится пайка элементов, в которых имеются не термостойкие детали, к примеру, смотровые стекла, клапаны, ТРВ и прочее, то их следует предварительно охладить, чтобы не допустить критичного перегрева. Когда проводится пайка бронзы и латуни меднофосфористым припоем, то желательно все же применять флюс, чтобы они не покрывались окислительной пленкой, которая будет мешать растеканию и смачиванию расходного материала. В то же время, когда речь идет о меди и ее соединениях, то припой является самофлюсующимся. Не стоит применять данный материал для спаивания стали, так как по границе шва будет образовываться хрупкая пленка из фосфоритов. Ее наличие ставит под угрозу герметичность соединения. Также нежелательно использовать припой медно-фосфорный для тех цветных металлов, в составе которых содержится никель в соотношении выше 10%. Сам процесс может происходить при помощи стандартной горелки, которая бы смогла разогревать рабочие области до требуемой температуры. Материалы производятся согласно ГОСТ 16882.2-71.
Классификация
В соответствии с государственным стандартом, существует следующее классификационное деление припоев по температуре их плавления:
- низкотемпературные, их также называют мягкими. Температура плавления этих паяльных сплавов не превышает 450 ℃. В свою очередь, данная категория делится на две подкатегории. Паяльные сплавы, плавящиеся при температуре до 145 ℃ называются особолегкоплавкими, плавящиеся в диапазоне от 145 до 450 ℃ относятся к легкоплавким;
- высокотемпературные или твёрдые. К ним относятся припои с температурой плавления, превышающей 450 ℃. Этот класс сплавов включает в себя три подкатегории. Среднеплавкими считаются те, которые расплавляются при температуре до 1100 ℃, имеющие точку плавления от 1100 до 1850 ℃ называют высокоплавкими. Присадочные материалы, использующиеся при пайке, которые занимают ещё более высокотемпературные позиции, относятся к тугоплавким.
Таблица 1. Температура плавления припоев:
| Марка припоя | Температура плавления, С° |
|---|---|
| Сплав Вуда | 66-70 |
| Сплав Розе | 90-98 |
| Припой ПОИН 52 | 120 |
| Припой ПОСК 50-18 | 142-145 |
| Припой ПОСВи 36-4 | 150-170 |
| Припой ПОС-90 | 183-220 |
| Припой ПОССу 18-0,5 | 183-277 |
| Припой ПОССу 50-0,5 | 183-216 |
| Припой ПОС-63 | 183 |
| Припой ПОССу 25-0,5 | 183-266 |
| Припой ПОС-40 | 183-238 |
| Припой ПОС-30 | 183-238 |
| Припой ПОССу 30-0,5 | 183-245 |
| Припой ПОССу 40-0,5 | 183-235 |
| Припой ПОССу 61-0,5 | 183-189 |
| Припой ПОС-61 | 183-190 |
| Припой ПОССу-15-05 | 184-275 |
| Припой ПОССу-15-2 | 184-275 |
| Припой ПОССу-40-2 | 185-229 |
| Припой ПОССу 25-2 | 185-260 |
| Припой ПОССу-30-2 | 185-250 |
| Припой ПОССу-18-2 | 186-270 |
| Припой ПОС-60 | 190 |
| Припой ЦОП-30 | 200-315 |
| Припой АВИА-1 | 200 |
| Припой П200А | 220-225 |
| Припой ПОЦ-10 | 220-225 |
| Припой ПОС-50 | 222 |
| Припой ПОВи 0.5 | 224-232 |
| Припой ПОМ-1 | 230-240 |
| Припой ПОМ-3 | 230-250 |
| Припой ПОСу 95-5 (бессвинцовый) | 234-240 |
| Припой ПОССу-95-5 | 234-240 |
| Припой ПОССу-4-4 | 239-265 |
| Припой ПОССу-8-3 | 240-290 |
| Припой ПОС-18 | 243-277 |
| Припой ПОССу-4-6 | 244-270 |
| Припой П250А | 250-300 |
| Припой АВИА-2 | 250 |
| Припой ПОС-35 | 256 |
| Припой ПОС-25 | 260 |
| Припой ПОС-4 | 266 |
| Припой ПОССу-10-2 | 268-285 |
| Припой ПОС-10 | 268-299 |
| Припой ПОС-20 | 268-299 |
| Припой ПОССу-5-1 | 275-308 |
| Припой марки А | 300-320 |
| Припой 34А | 530-550 |
| Припой 35А | 545 |
| Припой П-81 | 630-660 |
| Припой П-14К | 640-680 |
| Припой П-14 | 640-680 |
| Припой ПМФОЦр 6-4-0,03 | 640-680 |
| Припой ПМФ-7 | 714-850 |
| Припой ПМФ-9 | 750-800 |
| Припой П-47 | 760-810 |
| Припой ПМЦ-36 | 800-825 |
| Припой Алармет 211 | 800-890 |
| Припой П 21 | 800-830 |
| Припой Л63 | 850-910 |
| Припой таблетированный Л63 | 850-900 |
| Припой ПМЦ-54 | 876-880 |
| Припой ВПР-28 | 880-980 |
| Припой П100М | 900-950 |
| Припой ЛО 60-1 | 900 |
| Припой П100 | 900-950 |
| Припой ЛОК 59-1-0,3 | 900 |
| Припой МНМц 68-4-2 | 915-970 |
| Припой ЛНМц 49-9-0,2 | 920 |
| Припой МНМц 9-23,5 | 925-950 |
| Припой ЛК 62-0,5 | 960-1020 |
| Припой ВПР-16 | 960-970 |
| Припой ВПР-4 | 1000-1050 |
| Припой ВПР-1 | 1080-1120 |
| Припой ВПР-11-40Н | 1100-1120 |
Основная суть процесса пайки заключается в смачивании расплавленным присадочным материалом поверхностей соединяемых деталей, которые сами при этом не расплавляются. Исходя из этого, температура плавления припоев должна быть ниже, чем соответствующая характеристика спаиваемых металлов.
Современные методы пайки
Основные эксплуатационные характеристики медных изделий регламентируются согласно ГОСТ. Медь является отличным вариантом для подведения системы водопровода, отопления, газопровода, а также кондиционирования. К положительным характеристикам медных труб относятся:
- Высокие антикоррозийные свойства;
- Нетоксичность;
- Бактерицидные свойства;
- Высокая стойкость к ультрафиолетовым излучениям;
- Надежность;
- Прочность;
- Долговечность.
На сегодняшний день медные трубы изготавливают разной степени твердости. Они бывают:
- Мягкие;
- Твердые;
- Полутвердые.

Припой для медных труб
Мягкие изделия используют для подведения систем водопровода и отопления, а твердые и полутвердые применяются для тех трубопроводов, где нужна высокая механическая прочность.
Единственным недостатком меди можно назвать высокую цену по сравнению с другими материалами. Для того чтобы осуществить качественный монтаж водопровода или отопления, изделия из меди необходимо паять.
Пайка представляет собой неразъемное соединение труб при помощи расплавленного материала – припоя, у которого температура плавления ниже, чем материал соединяемых деталей.
При соблюдении правильной технологии пайки, соединения получаются очень прочными и надежными. Согласно ГОСТу существуют такие виды пайки:
- Высокотемпературная;
- Низкотемпературная.
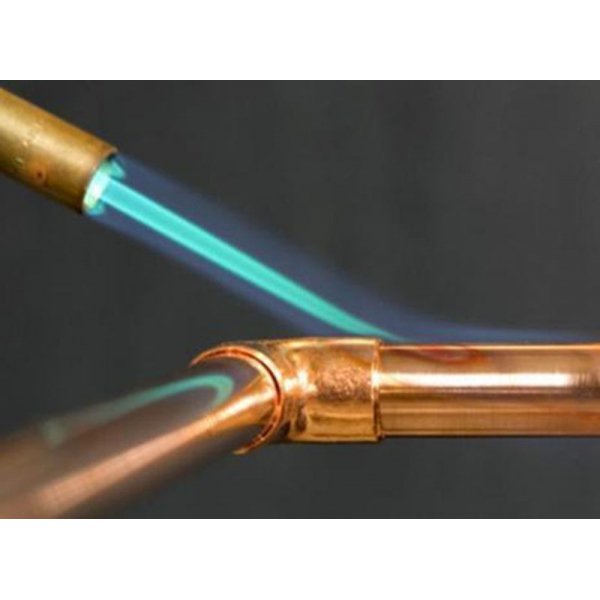
Высокотемпературная пайка осуществляется при температуре свыше 450˚С и применяется для труб с большой нагрузкой. Такая пайка обеспечивает высокую прочность швов благодаря прочности твердых материалов. При низкотемпературной пайке температура достигает 450˚С.
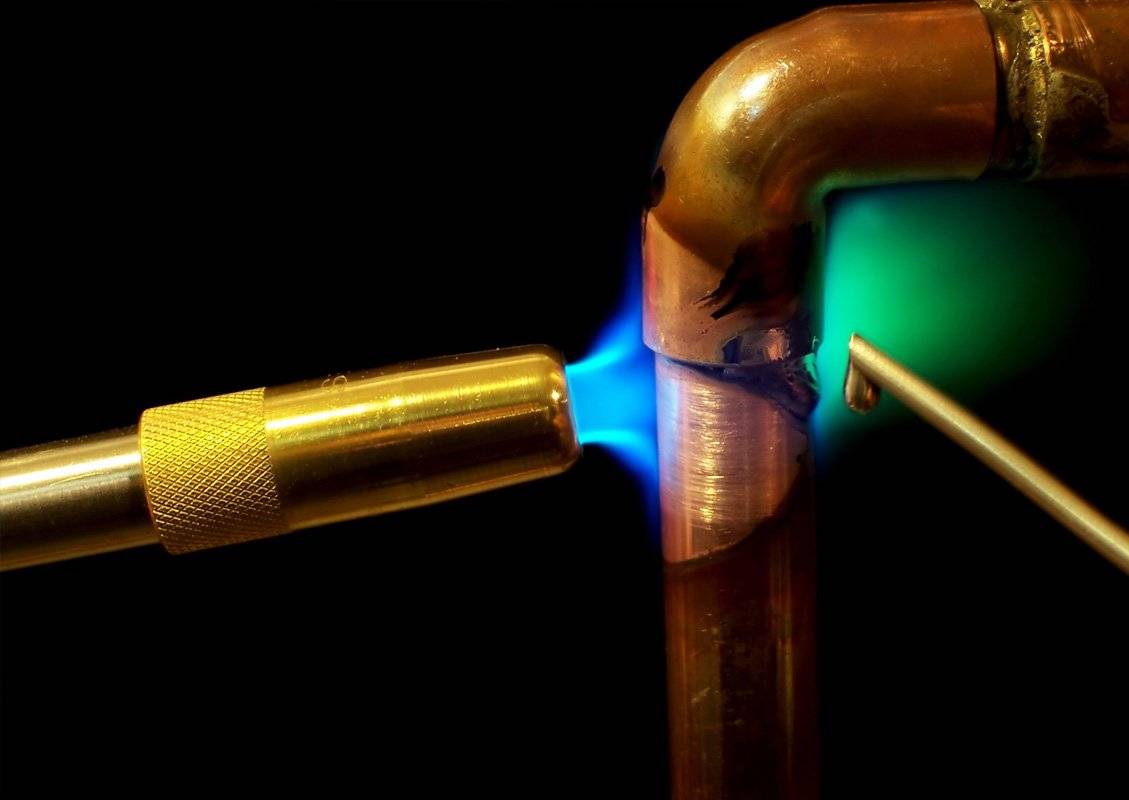
Низкотемпературная пайка осуществляется электрическим паяльником, а высокотемпературная – с использованием газовой горелки.
Припои медно-фосфорный.
Сплав меди с 7,5-11% фосфора из-за высокой жидкотекучести и низкой тампературы плавления применяют при бесфлюсовой пайке меди и ее сплавов.
Пайка сталей и чугунов медно-фосфорными припоями не рекомендуется, так как из-за образования хрупких фосфидов железа паяный шов не выдерживает ударных, вибрационных и изгибающих нагрузок. Для уменьшения образования фосфидов железа стальные изделия перед пайкой меднят.






Медно-фосфорные припои надежно и прочно соединят детали из меди и сплавов на ее основе (латуни, бронзы, мельхиора). Припоями можно спаять обычную или нержавеющую сталь с медью, латунью и бронзой.
Медно-фосфорные припои можно использовать в качестве заменителя СЕРЕБРЯНОГО припоя при ремонте ювелирных изделий, холодильников и газовых колонок.
расплавления (гр. Цельсия)
| Марка припоя | медь % | фосфор % | цинк % | олово % | |
| ПМФ 7 | 93 | 4 | – | – | 850 |
| ПМФ 9 | 91 | 9 | – | – | 800 |
| ПМФОЦр 7-3-2 | 89 | 6 | 2 | 3 | 700 |
| ПМФОЦр 6-4-0,03 | 89,5 | 6 | 0,05 | 4 | 690 |
Для снижения температуры плавления и увеличения пластичности в сплав медь-фосфор добавляют олово и цинк.
ПМФ относятся к классу среднеплавких самофлюсующих. Они склонны к старению, обладают хорошей коррозионной устойчивостью к агрессивным средам, нерастворимы в воде и кислотах, кроме азотной (при нагревании) и царской водки.
| Припой ПМФ-7(Россия) |
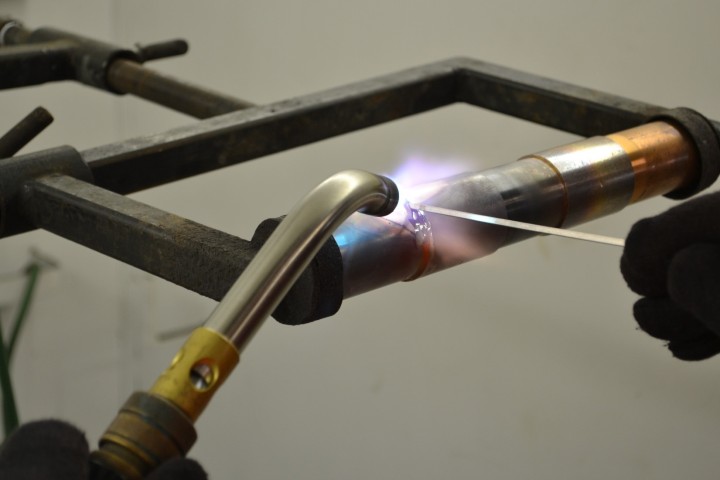
Припой для пайки алюминия 34А

Состав припоя позволяет применять его для пайки чистого алюминия и его сплавов, алюминия с медью и ее сплавами. Продукт 34А нашел применение во многих сферах традиционной и современной промышленности.
Сплав подходит для пайки с использованием ацетил-кислородных, пропан-бутановых и пропановых газовых горелок. Его не рекомендуется использовать для работ со сплавами Д1 и Д16, а также с составами, содержащими более 3% магния.
Срок годности продукта неограничен.
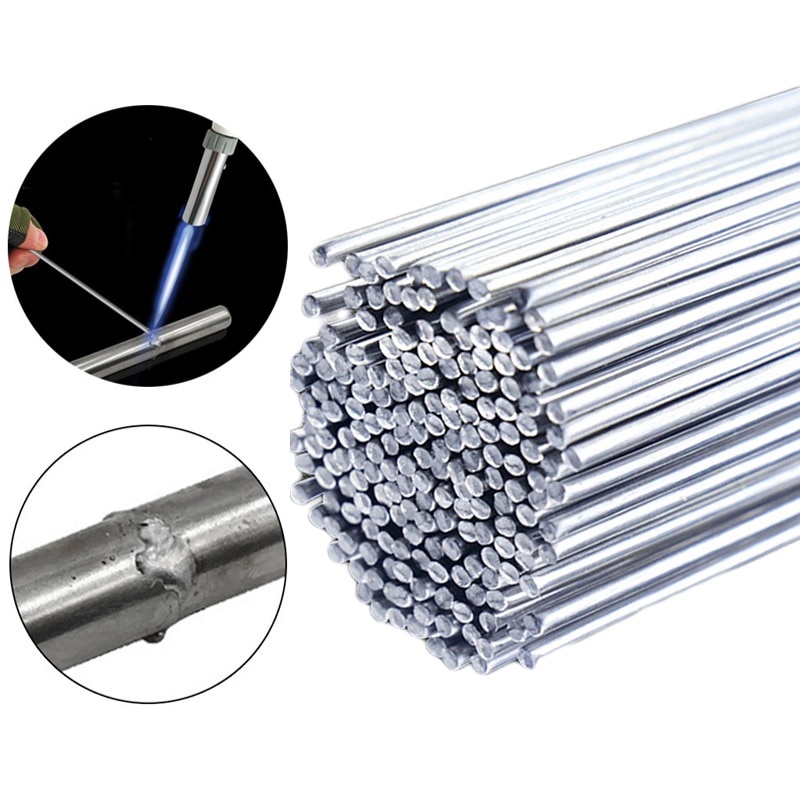
Производители специально разрабатывают высокотехнологические припои для восстановления и ремонта алюминиевых деталей, чтобы во время процесса пайки не требовалось использование дорогостоящего сварочного оборудования. С такими продуктами легко можно добиться эластичности и прочности шва, который устоит даже при высоких нагрузках на отремонтированную деталь. С правильно подобранными припоями алюминиевые изделия можно восстановить или соединить в считанные минуты.
Пайка и ее особенности
http-equiv=»Content-Type» content=»text/html;charset=UTF-8″>>Важно! Припой плавится при очень низких температурах, поэтому необходимо учитывать все остальные его особенности.
Сплав Вуда очень часто применяется при операциях химического типа и в узких технических областях. Однако в большинстве случаев используют его все-таки при спаивании материалов. Плавление при низких температурах обеспечивает использование слабых по мощности паяльников и другого оборудования. Следует следить за тем, чтобы не произошло перегрева и состав постоянно оставался вязким, ведь именно в этом состоянии он спаивает надежнее всего.
Основным буровым материалом является сталь. Это железный сплав с углеродом, содержащий менее 2, 06% углерода. Это самый вид железа. В стандартах стали делятся на группы в соответствии с их химическим составом как по структуре, так и по механическим и физическим свойствам. Согласно химическому составу инструментальная сталь делится на следующие группы.
По мере увеличения содержания углерода усиливаются прочность, твердость и вязкость. Например, они используются для некоторых инструментов именования. для покрытия дерева. Они имеют более высокую растворимость и более высокие свойства стабильности при более высоких температурах. Быстрое отверждение Содержит около 0, 8% углерода. Они высоколегированы хромом, вольфрамом, молибденом, ванадием или кобальтом 1-15%. Отличные режущие свойства и высокая устойчивость к температуре и износу — он может нагреваться в темной банке и не будет испытывать твердость. Спеченные карбиды до 30% кобальта. Они используются для передовых и татуирующих инструментов, где бы они ни требовали высокой твердости, стойкости к истиранию и повышенной температуры. Самозатухание является особенностью высоколегированных легированных сталей, которые после нагревания в красное железо и замерзания в воздухе гасят сами.
- Сплавы Сплавлены 5% хромом, вольфрамом, молибденом, ванадием.
- Они используются для резки и формовки инструментов для обработки стали.
Кроме того, легированная сталь является той, где содержание легированной стали в стали выше обычной стали или та, в которую добавлены некоторые элементы, а не обычные стали.
Для применения при работе с маленькими деталями нужно пользоваться плоским жалом инструмента, чтобы сэкономить расход материалов. При использовании большого количество припоя нельзя гарантировать действительно стойкое и качественное соединение, ведь здесь намного больше понадобится точность. В противном случае может произойти такое, что место спаивания просто расплывется, а лишние части оказались совершенно не там, где они должны быть. Потом придется использовать многочисленные способы от избавления материала с платы. А на это уйдет огромное количество времени и сил. Поэтому рекомендуется сразу использовать только небольшие пропорции.

Сплав Вуда, в независимости от низкой температуры плавления, рекомендуется использовать с легкоплавкими материалами. Соединение получится при этом более качественным, а также обеспечит отсутствие проблем при пайке материалов. Однако часто материал используют при лужении, при которых воздействие больших температур является необходимостью. Части намного лучше схватываются, а паяльник высокой мощности быстро превращает сплав в жидкое состояние.
Необходимо соблюдать осторожность, скорость и аккуратность при спаивании деталей, ведь материал довольно быстро застывает. При нанесении на поверхность потом не стоит производить проверки, ведь результат может оказаться слабее чем предполагалось
Сплав Вуда является достаточно хрупким материалом, поэтому стоит поберечь его от физического воздействия и просто контролировать визуально.
Припои из серебра
Такие серебряные «инструменты» с высоким процентным содержанием серебра до 55 % при высокотемпературных процессах в сфере пищевой промышленности с применением холодильного оборудования.
Специфика тинолей из серебра
Невысокая температура плавления, относительно хорошее смачивание материала при паянии являются главными достоинствами припоев из серебра. Такой материал достаточно хорошо заполняет зазоры между стыкуемыми деталями, при этом создаются плотные и вакуумные швы. Такие паяные швы требуются для монтажа и изготовления холодильных установок. Данный тиноль имеет более низкую температуру растекания по сравнению с остальными материалами припоя. Настоящий вариант позволяет применять данный припой в период обработки арматурных частей системы.









Виды серебряных тинолей существуют такие:
- Тип 1530. Четырехкомпонентное вещество с процентным содержанием серебра в пределах 30%. Достаточно недорогое, имеет среднее растекание по отделываемой поверхности, достаточно хорошо заполняет зазоры. Используется в различных устанавливаемых системах кроме пищевого оборудования из-за наличия вредного кадмия;
- Тип 530Sn. Четырехкомпонентный материал с процентным содержанием серебра до 30%. Имеет высокую температуру плавки, которая достигается посредством газовой горелки. При этом создается отличный паяный шов при любом расположении детали. Стоит отметить, что это еще не все положительные моменты;
- Тип 538Sn. Четырехкомпонентный материал с процентным содержанием серебра до 38%.
Особенности выбора
Выбор припоя, лучшим образом подходящего к конкретному сочетанию материалов, толщины и конфигурации заготовок, требований к механическим и тепловым нагрузкам на шов — непростое дело. Для создания прочных долговечных швов, устойчивых к статическим и динамическим нагрузкам, опытные мастера рекомендуют выбирать серебряный припой со средним или высоким содержанием благородного металла. В их состав могут входить Ni, Cu и Pb. Для пайки трубопроводов и емкостей, используемых в холодильниках и кондиционерах, подойдут только смеси с высоким содержанием Ag.

Пайка ювелирных изделий
При пайке ювелирных изделий высокая стоимость основного материала оправдывает применение припоев с содержание серебра от 85 до 100%, или чистого серебра. Такой припой для серебра выпускается в виде проволоки диаметром 1 мм.
При создании швов, предназначенных для эксплуатации при повышенных температурах, не подходят составы, содержащие свинец или олово. Из-за своей низкой температуры плавления они будут ослаблять все соединение. В этом случае выбирают серебряно-медные паяльные материалы.
Виды припоев для пайки медных труб и проводов
Виды припоев для пайки медных жил и труб выглядят следующим образом:
|
Марка |
Характеристика |
|
1S |
Мягкий сплав в состав сплава которого входит серебро. Применяется для медных труб, но может использоваться также для изделий из латуни и бронзы, так как может выдерживать высокие температуры и имеет высокую коррозионную стойкость. Для повышения качества желательно использовать дополнительно флюс, как обыкновенный, так и порошковый |
|
Rosol 3 |
Мягкий сплав для соединения которым нужно использовать флюс. Температура плавления такого материала составляет 240 градусов Цельсия. Они применяют для сварки труб и проводов из меди. Также хорошо взаимодействует с тонкими металлами. |
|
Rolot 94 |
Твердый припой. Материал высокого качества пайки, что предназначен для капиллярной и щелевой пайки труб, у которых нет фитинга. Помимо меди хорошо соединяется с красной бронзой и латунью. Температура плавления составляет от 730 градусов Цельсия, что предполагает использование только с толстыми заготовками. У него достаточно большой интервал между температурой плавления и кипения. |
|
Rolot 2 |
Твердый припой. Относится к сплавам специального типа. В его составе имеется серебро. Используется для всех видов пайки меди и дает соединения высокого качества. |
Виды припоев для пайки алюминия
|
Марка |
Характеристики |
|
Авиа 1 |
Используется практически для всех сплавов из алюминия и является универсальным расходным материалом. Благодаря низкой температуре плавления подходит для соединения проводов. Это мягкий сплав, температура плавления которого до 200 градусов Цельсия. Основой является олово (55%), а также в него входит цинк (25%) и кадмий (20%). |
|
Castolin 190 |
Флюсованный твердый сплав, температура плавления которого составляет 580 градусов Цельсия. Используется как для соединения алюминиево-медных сплавов, так и для чистого алюминия. Состав обладает высокой текучестью и адгезией. Применяется для таких видов как капиллярное спаивания, так и с зазором. Марку часто используют для ремонта электроники и бытовой техники. Поставляется в прутках по 50 см. |
Вилы припоев для пайки нержавейки
|
Марка |
Характеристика |
|
HTS528 |
Универсальный присадочный материал, подходящий для всех процедур по спаиванию нержавеющей стали различных сортов. Это твердый припой, температура плавления которого составляет 760 градусов Цельсия. Материал имеет флюсовое покрытие, которое придает ему красный цвет. Размер одного прутка составляет 45 см при весе в 20 грамм. |
|
П-81 |
Это твердый припой, температура плавления которого составляет 650 градусов Цельсия. Припой часто используется профессионалами для ремонта. В составе встречается нержавеющая сталь, чугун, никель, серебро и прочее. Предел прочности наплавленного материала составляет 170 МПа. Поставляется в прутках по 59 см и диаметром около до 3 мм. |
Выбор припоя
При подборке припоя нужно обращать внимание на температуру плавления материала. Она должна быть ниже, чем этот же показатель у основного материала, иначе он будет расплавляться, что приведет к изменению структуры
Но тут стоит учитывать и особенности эксплуатации, так как при низкой температуре плавления состав не сможет выдержать высокотемпературные режимы использования. Здесь уже больше подойдут твердые марки.








Также важен основной материал. Но здесь не всегда идет полное соответствие, как в сварке. К примеру, виды припоев для пайки медных проводов будут содержать медь в своем составе, но для пайки алюминия могут использоваться припои, в которых нет алюминия.
Для длительных операций, когда нужно много паять, лучше подбирать материал в длинных прутках, чтобы лишний раз не прерывать температурную обработку. Для домашней сферы лучше всего подходят проволочные припои и аморфные, так как их применение происходит периодически и в малых количествах.
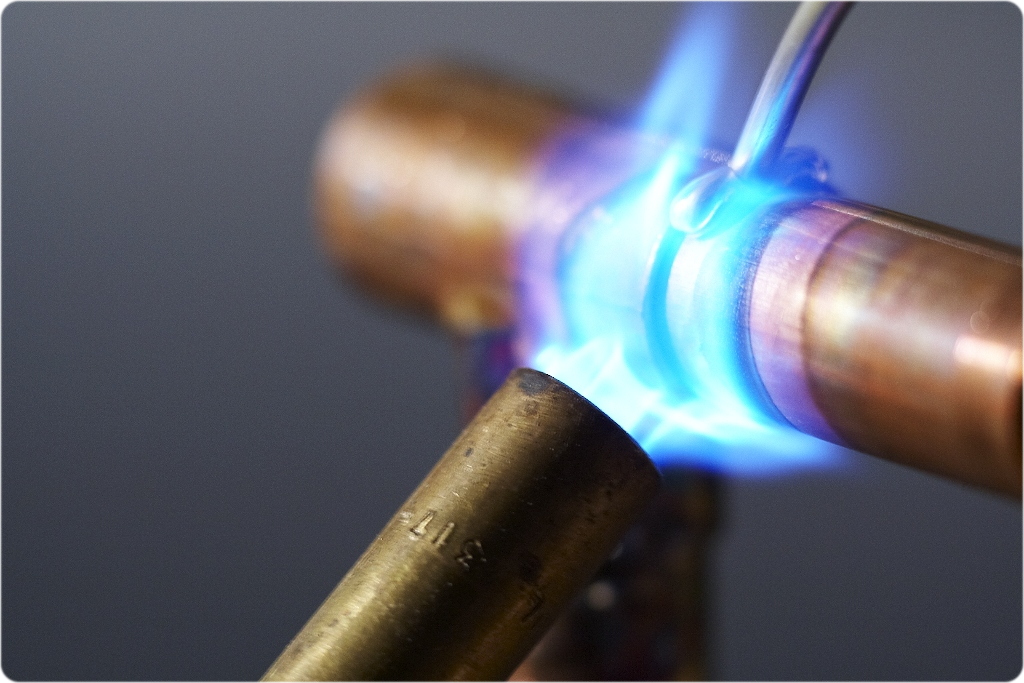
Способы
Применяется два основных метода пайки медных заготовок:
Высокотемпературный. Тугоплавкий припой на основе серебра или меди создает жесткое и прочное соединение. Шов называется твердым и выдерживает механические и температурные нагрузки. Чтобы отжиг не приводил к ухудшению прочности основных деталей, следует охлаждать готовую пайку исключительно естественным образом, без обдува холодным воздухом или опускания в жидкость.
Такая пайка применяется для труб размером от 12 до 159 мм, работающих при температуре среды до 125оС.
Низкотемпературный. Такую пайку называют мягкой. Припои готовят на базе металлов с низкой температурой плавления. Невысокая температура позволяет избежать отжига, и снижения прочности труб не происходит. Метод формирует швы шириной от 7 до 50 мм, на трубах от 6 до 100 мм в диаметре.
Мягкие соединения нельзя использовать при монтаже газопроводов.
Что понадобится в процессе?
Для пайки потребуется:
- флюс для обработки поверхности заготовки;
- припой, соответствующий выбранному методу пайки;
- устройство для снятия фаски с торца трубы;
- проволочные щетка и ерш для того, чтобы зачистить заготовки;
- расширитель труб;
- измерительный инструмент: рулетка, мерный калибр, угольник, ватерпас;
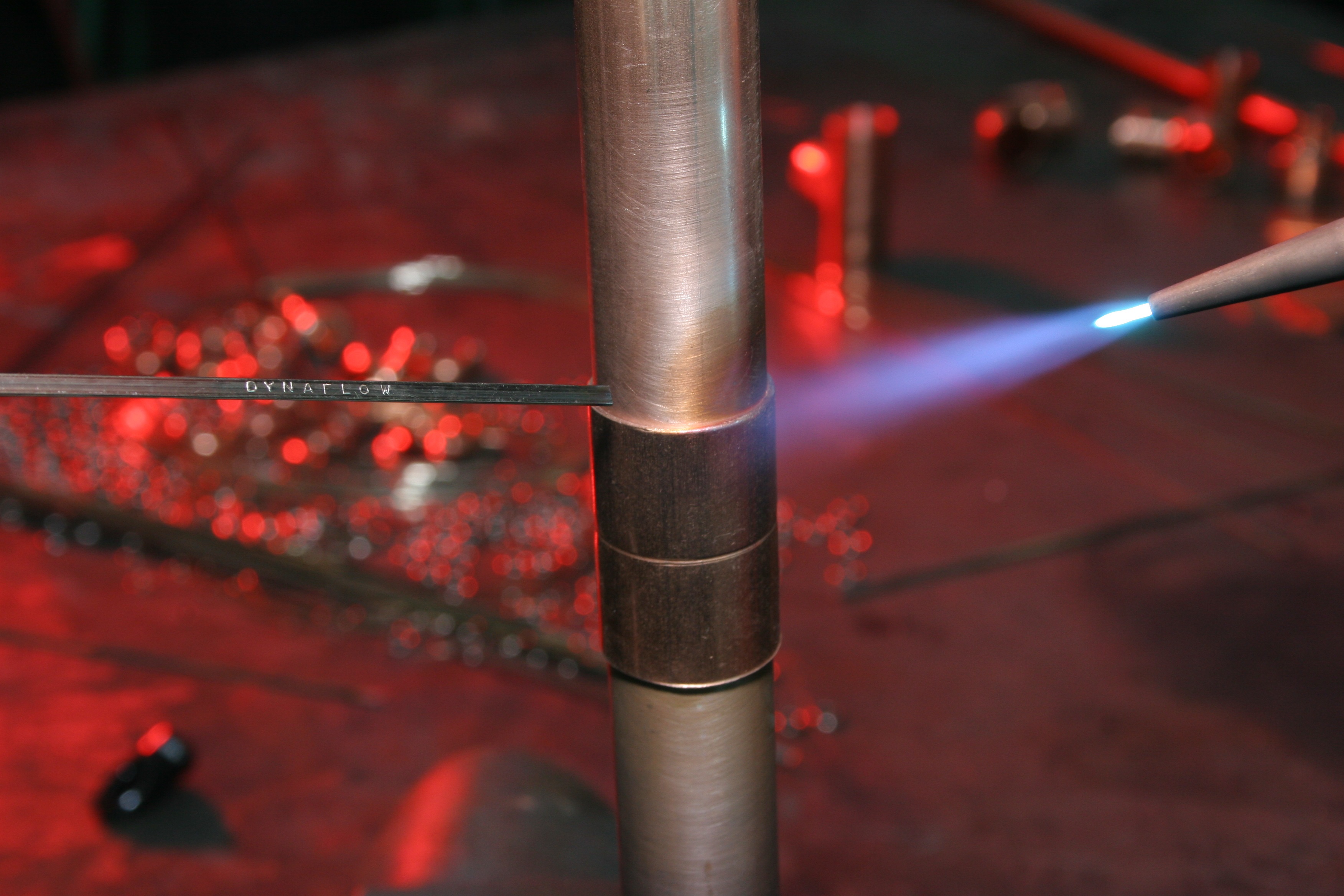
- горелка.
Портативная пропановая горелка дает возможность прогреть стык за несколько секунд. В тех местах, где использование открытого пламени недопустимо, стыки прогревают электропаяльником со сменными прижимами и электродами на разные диаметры трубы