
Технические характеристики
Технические характеристики, которое получил винторезный агрегат ТВ 7, позволяют ему несколько превосходить других представителей своей серии. Это распространяется на конкретные операции выполняемой обработки заготовок.
Чтобы ознакомиться с особенностями токарно-винторезного станка ТВ 7, необходимо изучить характеристики, которые описывают данное устройство и раскрывают его эксплуатационные параметры.
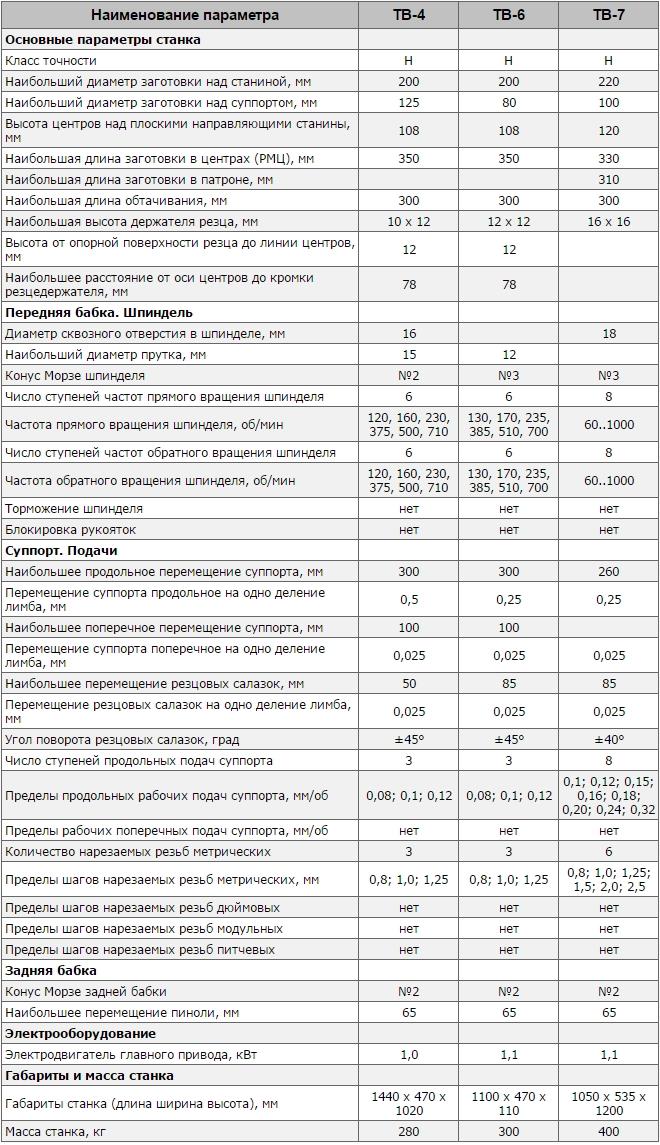
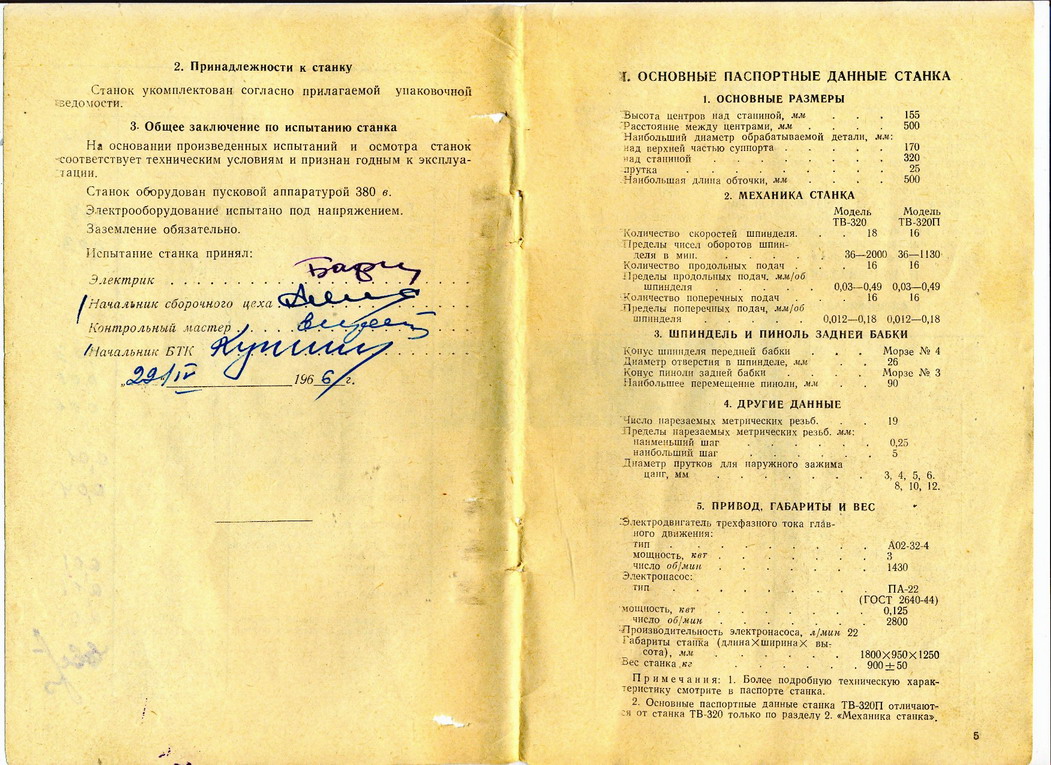
- Масса токарно-винторезного станка версии ТВ 7 составляет 40 кг;
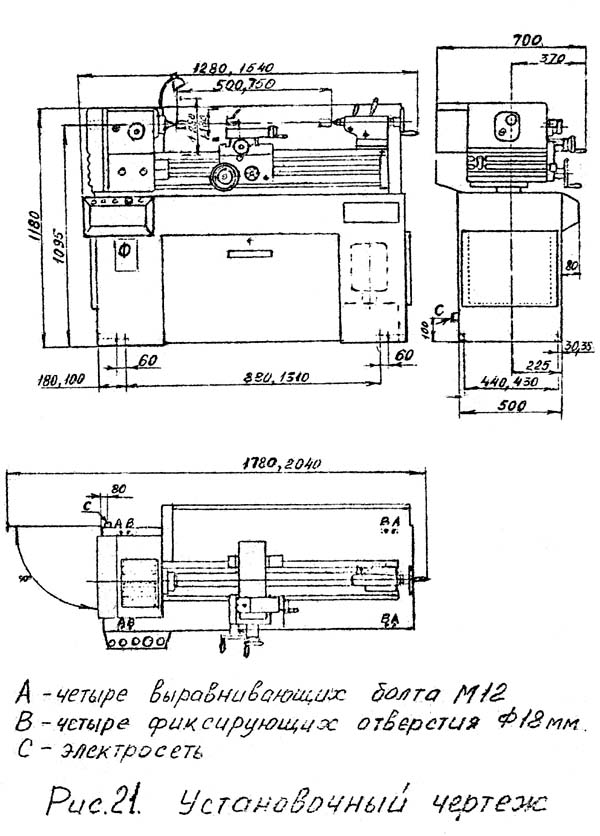
- Габариты оборудования — 105 на 53,5 на 120 см;
- В роли главного привода выступает асинхронный электрический двигатель мощностью 1,1 кВт;
- Частота вращения установленной на ТВ 7 шпиндельной головки составляет 600-1000 оборотов за минуту;
- Максимальный диаметр заготовки, установленной над станиной — 220 мм;
- Максимальный диаметр обрабатываемой детали, установленной над суппортом — 100 мм;
- Предельный показатель длины обрабатываемых заготовок при фиксации в патроне — 310 мм;
- Максимальная длина детали при установке в центрах — 330 мм;
- Резцедержатель имеет высоту 16 на 16 мм;
- Диаметр сквозного отверстия в шпинделе — 18 мм. Это позволяет использовать прутки диаметром до 17 мм;
- При прямом и обратном направлении степени вращения составляют 8 единиц;
- В продольном направлении суппорт может смещаться на расстояние до 260 мм;
- Резцовые салазки характеризуются перемещением до 85 мм;
- Угол поворота резцовых салазок — +/- 45 градусов;
- Положение пиноли задней бабки может иметь изменение до 65 мм;
- Конус Морзе у задней бабки токарно-винторезного станка ТВ 7 соответствует №2.
Учитывая технические характеристики представленного токарно-винторезного станка, можно сделать положительные выводы относительно его возможностей и эксплуатационных параметров. Устройство позволяет четко выполнять поставленные перед станком задачи. А именно — обучать нюансам токарных работ и сопутствующих мероприятий, связанных с обработкой металла.
Актуальная цена модели ТВ 7 составляет около 200-300 тысяч рублей, в зависимости от состояния и запросов самого продавца.
Деревообработка
Придавать нужную форму и размеры можно разным материалам. Промышленная революция привела к повышенному спросу на металлические элементы, но начинало ремесло берет с обработки древесины. Приспособления для облегчения труда времен Петра Первого до сих пор находятся в коллекции Эрмитажа. Ведущий канала «Древо» увлекается именно этим почти забытым направлением – вытачивает функциональные красивые деревянные вещи. В мастер-классе он предлагает желающим осилить простые методы формирования поверхности заготовки. Блогер покажет, как правильно установить подручник, произвести первичную подготовку, сделать вогнутую поверхность, «волну», плавный сход на углубление, рекомендует потренировать движение «елочка» (представляет собой подрезку-срезку), научит выравнивать сколы.
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
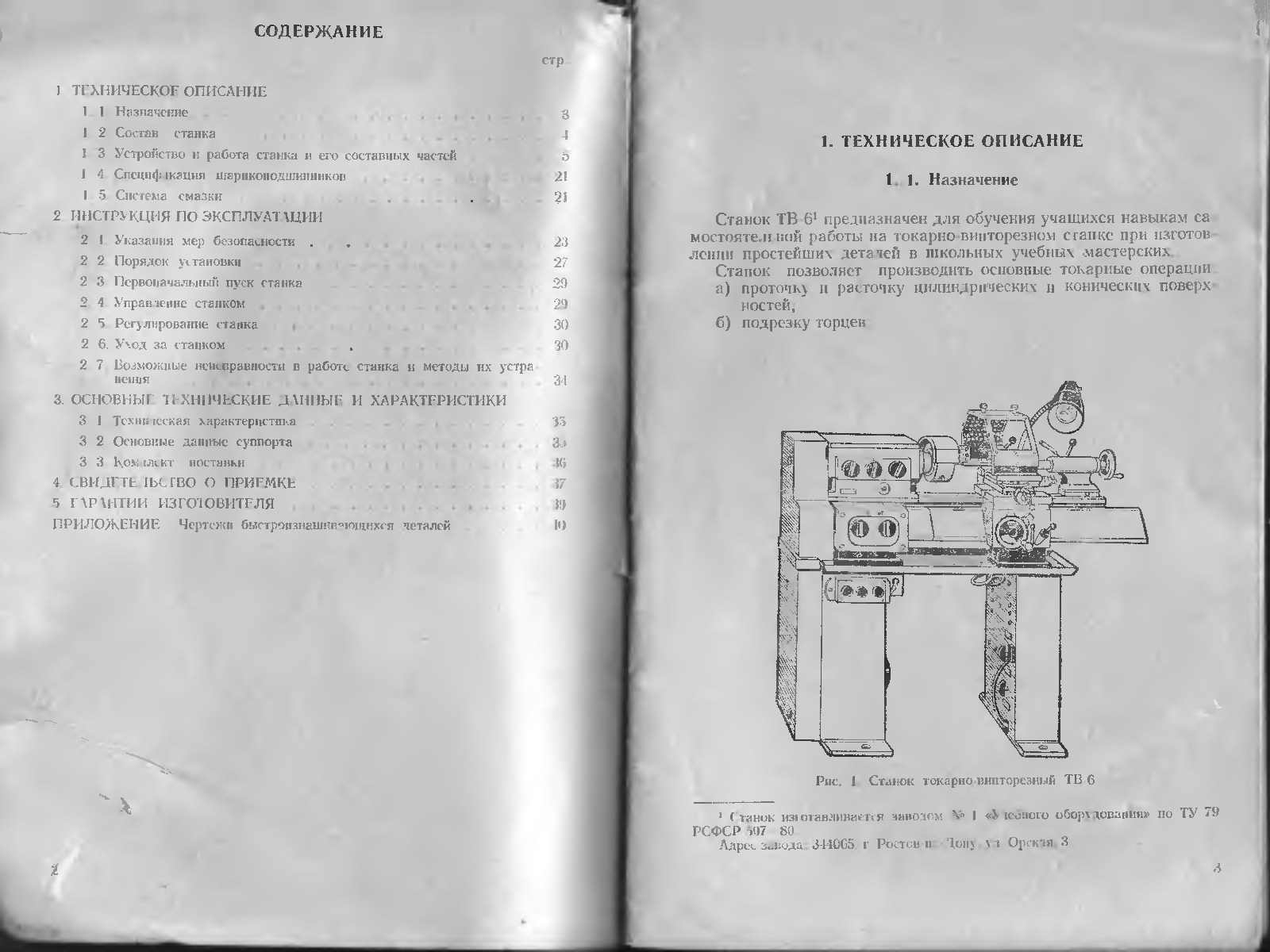
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
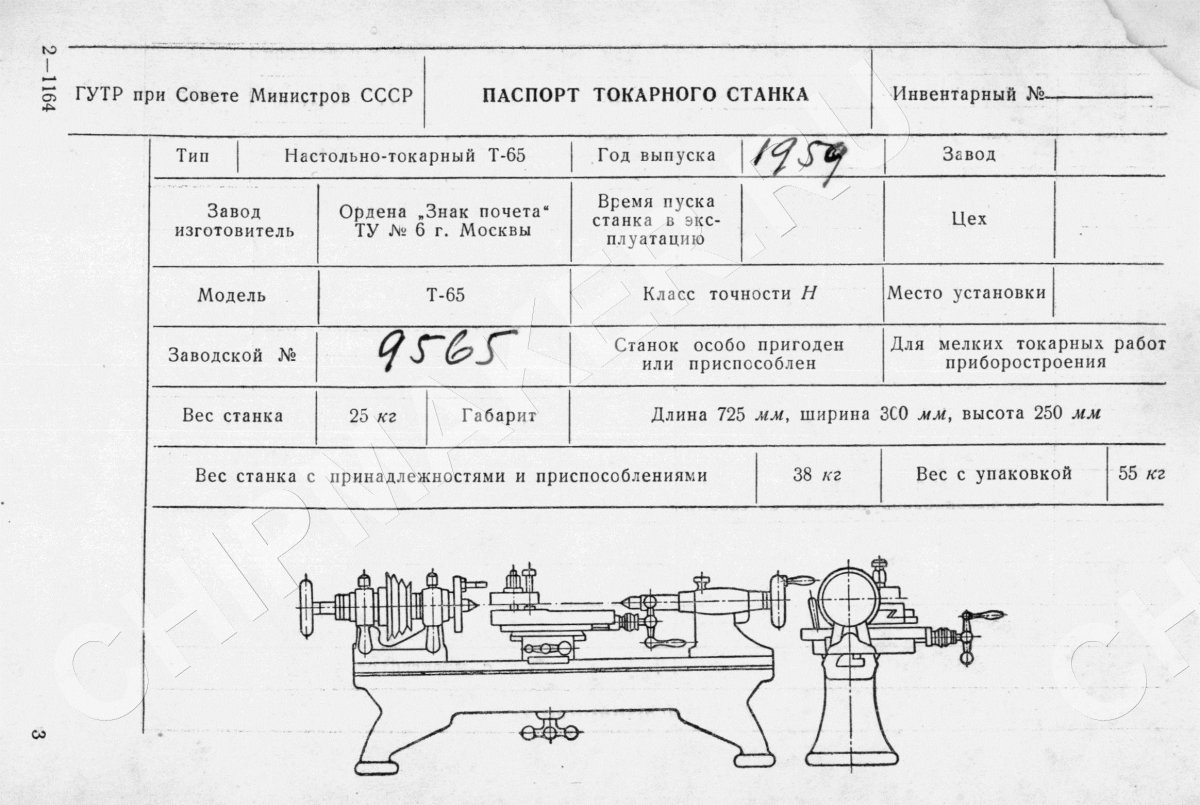
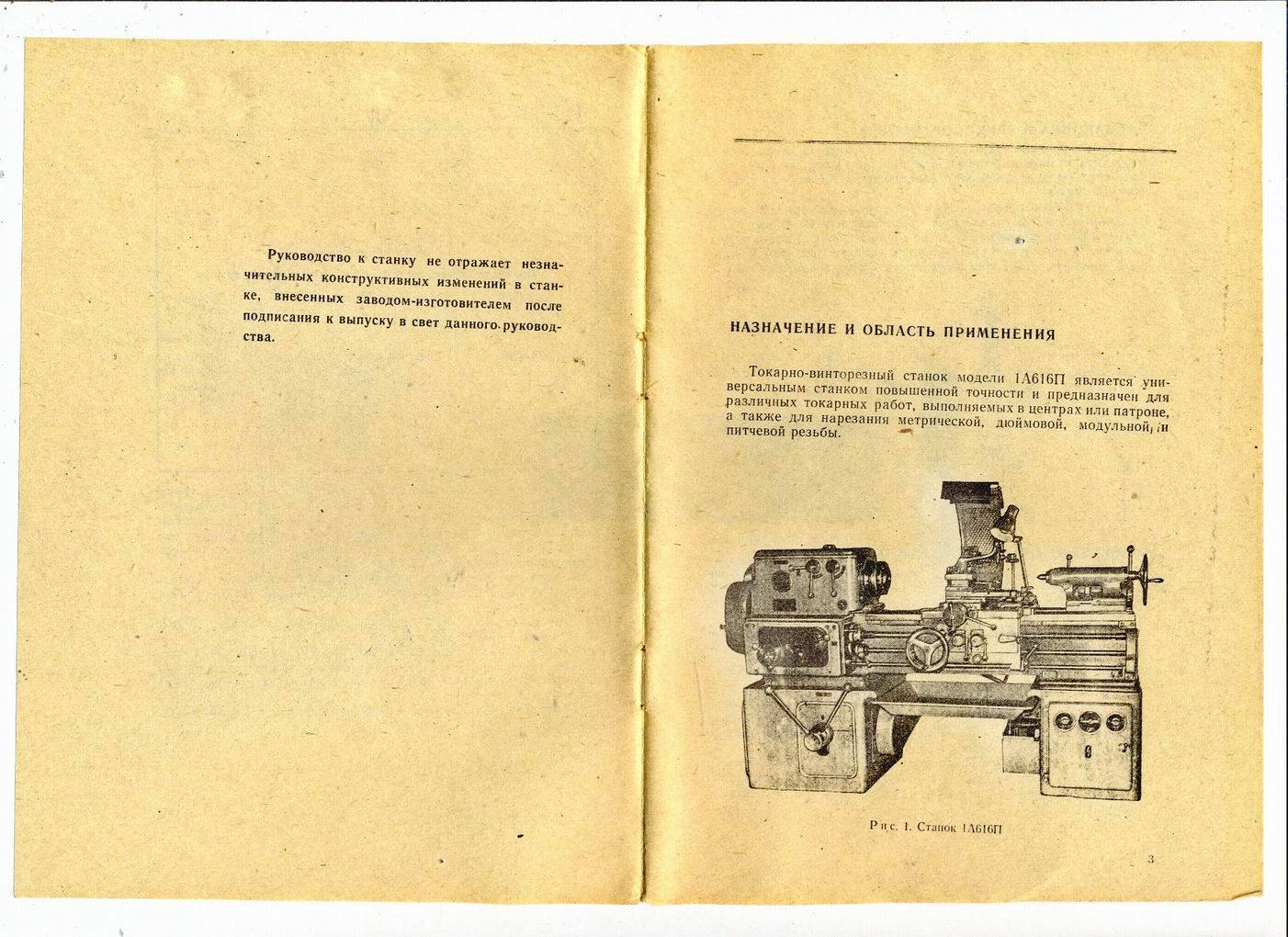
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
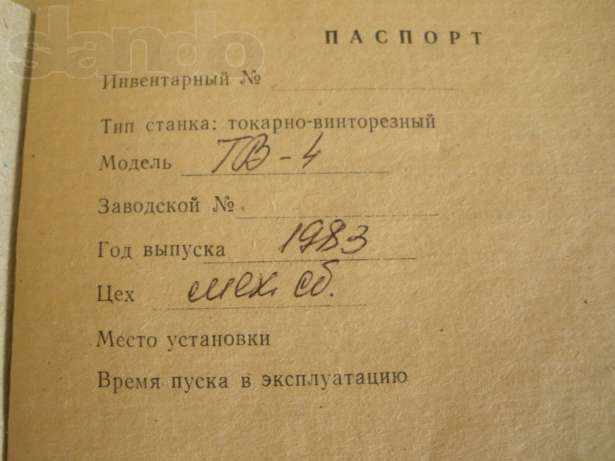
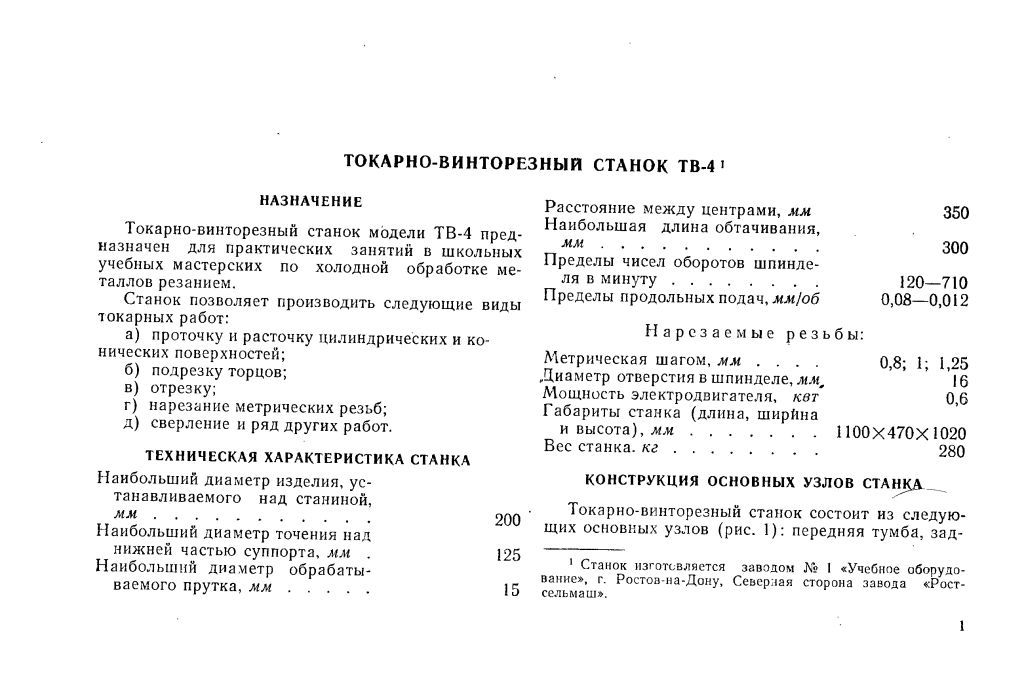
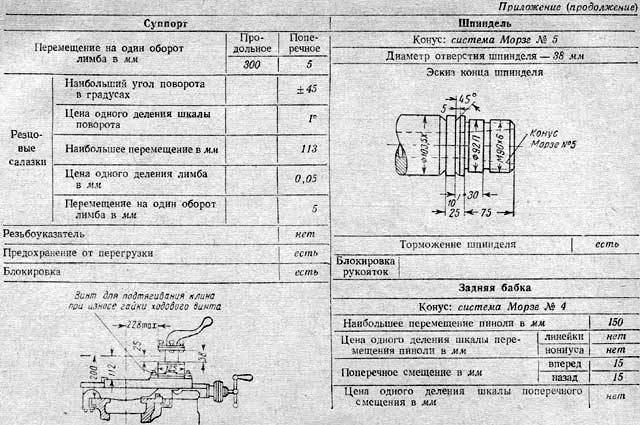
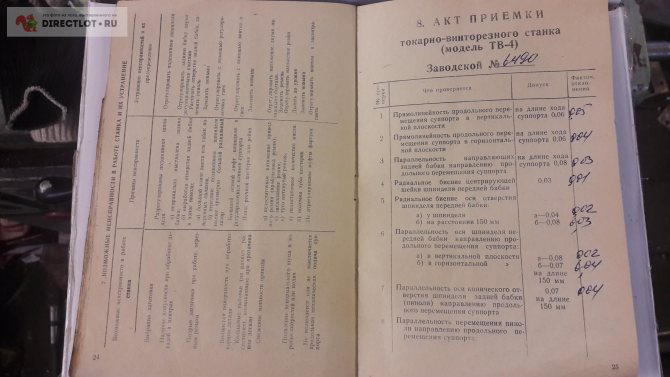
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.

Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
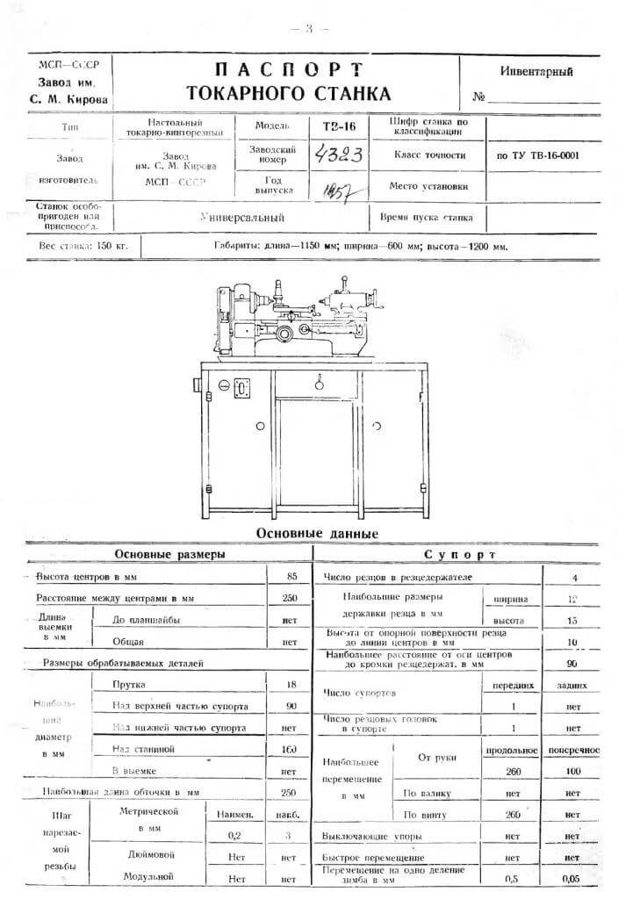
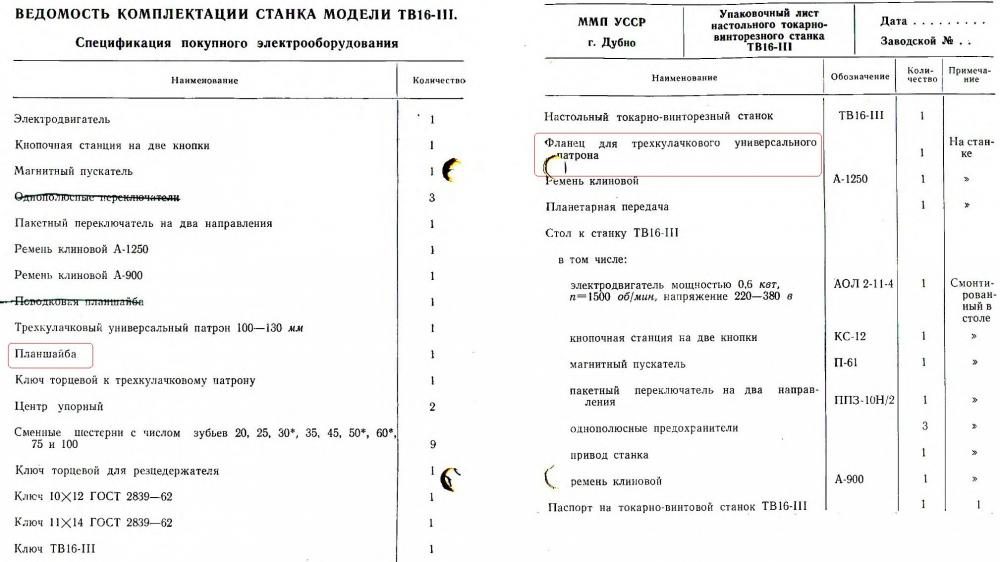
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
Устройство несущего основания и лицевого узла устройства ТВ-7
Основой оборудования в этой модели станка считается несущая основа, на которую устанавливаются все дополнительные конструктивные механизмы, кроме электрического двигателя. Монтаж станины производится на две мощные тумбы по литейной технологии.
В верхней части основы имеется 4 опорные поверхности (направляющие), которые обеспечивают точное перемещение по заданной траектории. Две направляющие обладают призматической формой, а две другие имеют плоскую фигуру. По двум направляющим (лицевая плоская и оборотная призматическая) перемещается задний узел, а по двум другим (оборотная плоская и лицевая призматическая) – узел крепления инструмента.
Передняя секция аппарата, в котором располагается шпиндельный механизм, сообщает вращательные действия заготовке и размещается слева относительно несущей основы.
Возделываемая деталь получает вращательные действия от шпиндельного узла и крепится в нем при поддержке патронажа трехкулачкового типа. Также фиксация заготовки может осуществляться с помощью приспособления в виде фланца с поводком, которые связываются с системой через резьбу шпинделя. Если возникают ситуации, когда нужно реализовать обрабатывание изделия в базисной точке, то шпиндельный механизм помещают конусный центр.
Фартук токарно-винторезного станка ТВ-7
Чтобы вращение были непринужденным и правильным, шпиндельный механизм помещают на две специальные опоры лицевой бабки. Эти опорные точки оснащаются подшипниками, обеспечивающие точечный контакт между канавкой и шариками в момент трения. Это условие позволяет достигать повышенной частоты вращения.
Узел, предназначенный для крепления и перемещения инструментария должен свершать реверсивные подачи. В передней бабке за это отвечает специальное приспособление. Контроль над реверсивными перемещениями осуществляется особой рукоятью.
Чтобы работа токарного станка ТВ-7 была безопасной и производительной, требуется постоянная замена выработанной смазки на свежую порцию. Выполнить процесс замены не составит труда. В конструкции станка предусмотрена специальная пробка, располагающаяся на оборотной стороне передней бабки. Проверить уровень смазочной жидкости в системе, помогает масляный датчик на внешней части передней узла устройства.
Виды резцов
Режущим инструментом, выполняющим различные функции, являются резцы. Они классифицируются по технологическому назначению. Обзор основных видов предлагает в своем видеоролике Дмитрий. Он кратко пройдется по основным – их названия и предназначение следует выучить в первую очередь. Дмитрий покажет, как выглядят и для чего применяются следующие виды: проходные (обточка цилиндрических и конических элементов), расточные (расточка отверстий), отрезные (отрезание заготовок), фасонные (обработка сферических элементов). Дополнительно зрители узнают какие инструменты можно сделать самостоятельно, а какие придется покупать.
Аналоги
Аналогом станка ТВ-7 является его усовершенствованная модель – ТВ-7м, изготовленная вышеназванным заводом в настольном варианте.

Отличительные признаки:
- основные размеры модели – 1120х640 мм, 1120х680 мм;
- производительность электрического двигателя – 750 Вт;
- предельное расстояние передвижки пиноли бабки, расположенной сзади – 65 мм;
- диаметр изготавливаемых деталей при их закреплении над корпусом приспособления – 220 мм. То же над суппортом – 100 мм;
- длина обрабатываемого элемента, установленного в центральной части – 275 мм;
- длина обработки детали, установленной в патроне – 250 мм;
- высота приспособления, служащего держателем для резца – 16х16 мм;
- предельная масса подлежащих обработке деталей – 5 кг;
- диаметр просвета головки шпинделя – 18 мм;
- число ступеней вращения обрабатываемой детали вокруг оси главного вала – 6.

С целью упрощения конструкции на станке ТВ-7м установлено несколько пар шестеренок, имеющих разные передаточные числа. Они совместно с валами преобразуют величину крутящего момента до заданного параметра.
На нем выполняются рабочие операции:
- расточка и проточка поверхностей различной формы;
- отрезание, сверление, торцевание деталей;
- подрезание, нарезание внешней и внутренней резьбы;
- шлифование изготовленных деталей.
Перечень основных узлов
Станина токарного станка ТН-1М не имеет стоек, вместо них низкие широкие ножки. Основные узлы такие же, как крупных напольных токарно-винторезных станков:
- передняя – шпиндельная бабка;
- гитара;
- электропривод;
- суппорт;
- подвижная и неподвижная резцедержки;
- задняя бабка;
- подвижная резцедержка вмонтирована в каретку, и перемещается вместе с суппортом.
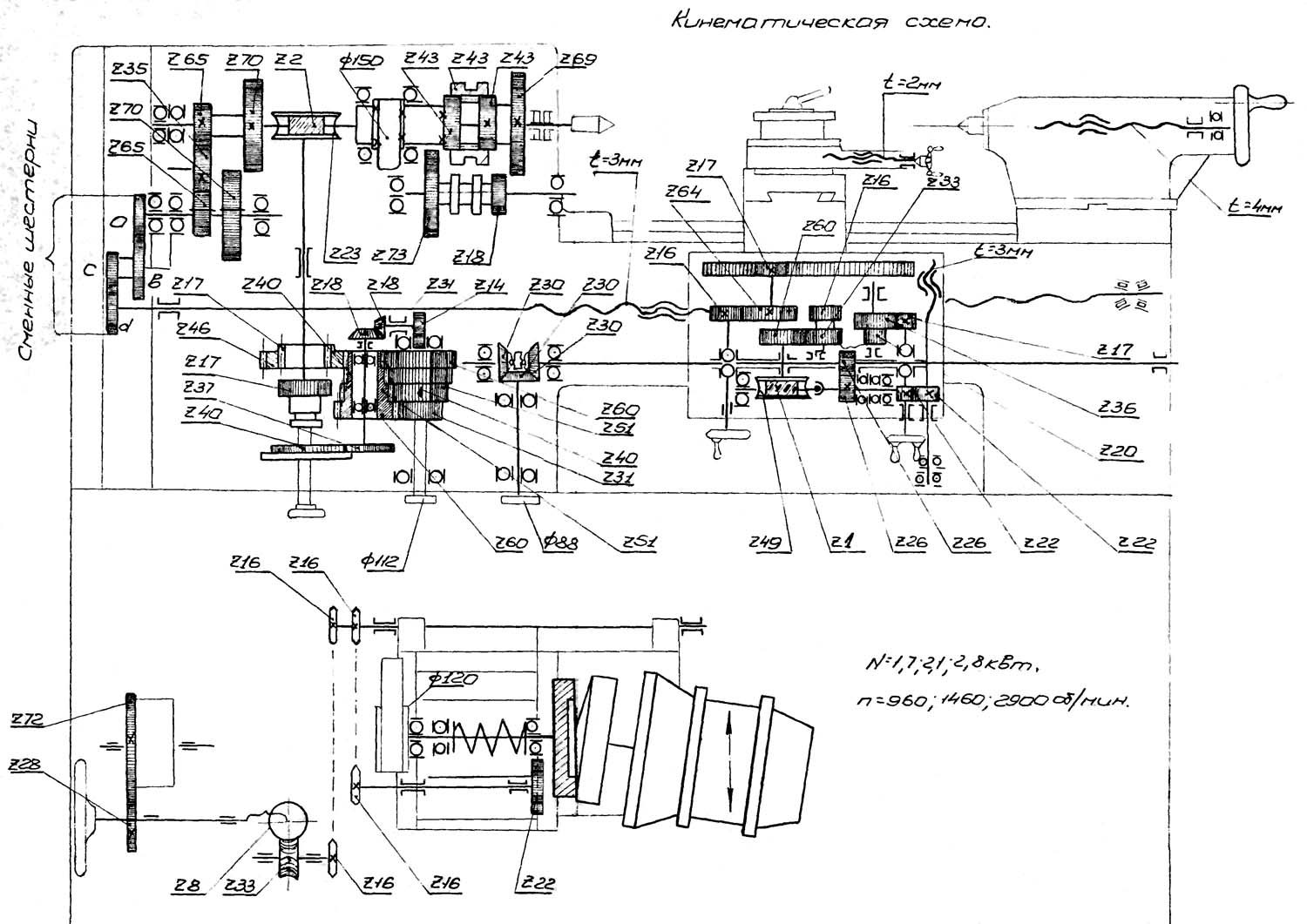
Цепь привода главного движения
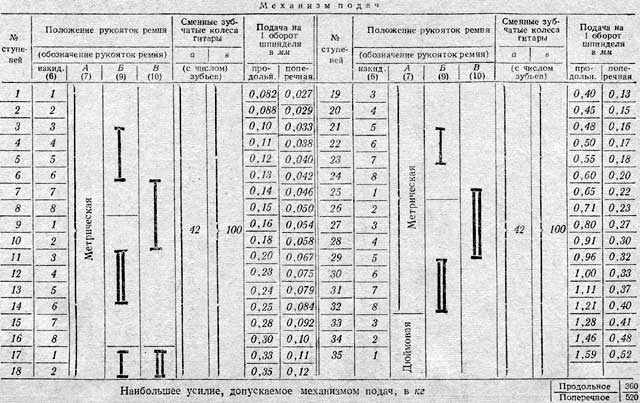
Крутящий момент передается шпинделю от двигателя через клино-ременную передачу. Изменение скорости осуществляется перекидыванием ремня на нужный шкив, включая промежуточные. Всего частот вращения 9. Таблица переключений находится на корпусе передней бабки.
Цепь привода подач
Со шпинделя вращение передается на ходовые винты, проходящие вдоль станины. В фартуке крутящий момент превращается в поступательное движение суппорта. Первый вал используется для подачи во время обычного точения. Для нарезки резьбы используется второй вал. Изменение направления движения суппорта производится переключением зацепления на разные шестерни – одну и пару.
Кинематическая цепь револьверной головки
Перемещение револьверной головки ручное, осуществляется вращением штурвала, связанного валом с шестерней. Зубчатая рейка/. По которой она ездит, жестко закреплена на салазках. Барабан имеет 6 винтовых пазов, с помощью которых фиксируется барабан с инструментальным диском.
С маховичка через винт осуществляется перемещение подвижной резцедержки.
Неподвижная резцедержка
Неподвижная резцедержка перемещается механическим способом – продольно вместе с суппортом. Вручную движется в поперечном направлении.
Кинематическая цепь задней бабки
В торце задней бабки имеется маховичок. При вращении его вручную. Перемещается в корпусе задней бабки пиноль.
Важно!
В модели станка Н-1М, имеющем круглую направляющую, задняя бабка не снимается.
Это интересно: Клещи для обжима наконечников проводов: обжимной инструмент — виды, особенности, выбор
Конструкция станка
Конструктивно он состоит из:
- станины;
- двух тумб;
- двух бабок;
- суппорта.
Станина является основой станка. Она обеспечивает взаимное расположение всех его элементов и их закрепление. Литая станина расположена на двух тумбах. В левой тумбе размещён электродвигатель и понижающая коробка скоростей. На валах электродвигателя и коробки размещено по 4 шкива разного диаметра: от меньшего к большему. Причём шкив большего диаметра располагается у корпуса коробки, а у двигателя — наоборот.
В сравнении с предыдущей моделью, в устройстве станка ТВ-7 понижение скоростей осуществляют путём передвижения ремня на другую пару шкивов. Это обеспечивается рукояткой, размещённой справа на тумбе. Тем самым обеспечивается получение 4 скоростей.
В коробке скоростей размещены две пары шестерён. Ручная настройка скоростей обеспечивается рукояткой на лицевой стороне тумбы. Она обеспечивает переключение муфты, что позволяет увеличить количество скоростей до 8. Отличительной особенностью станка ТВ-7 является отсутствие рукояток на передней бабке для установки нужных чисел оборотов шпинделя.

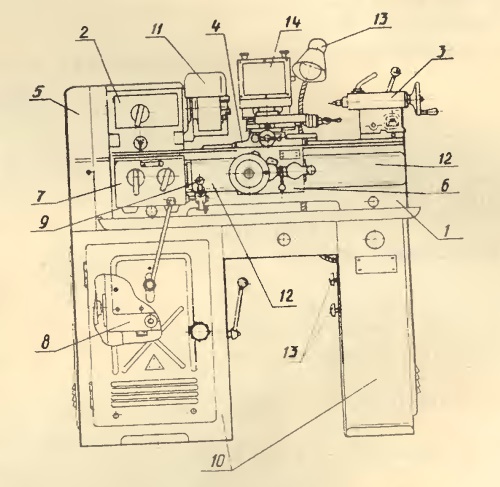
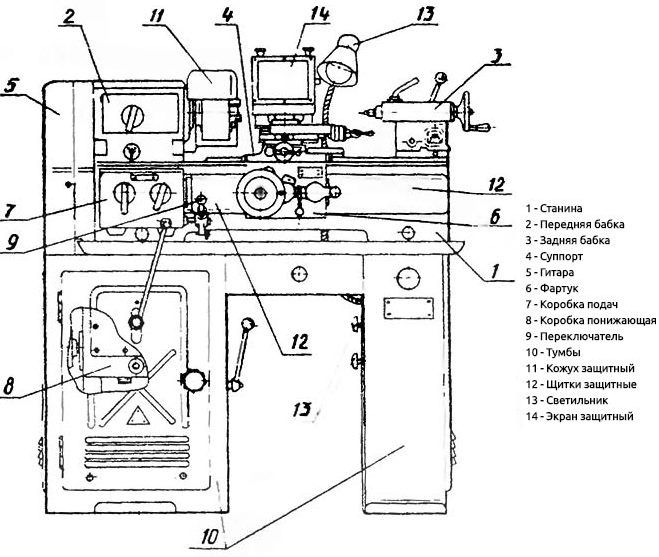
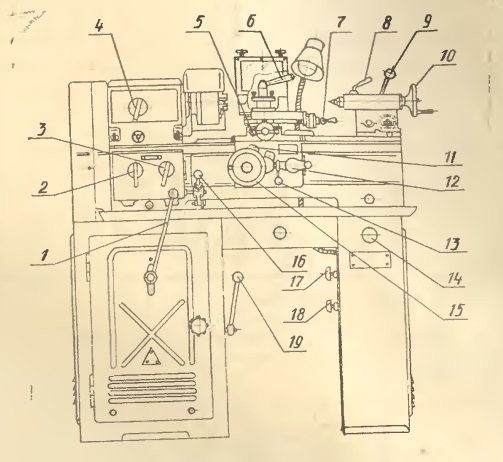
Внешний вид станка ТВ-7
В правой тумбе размещены компоненты электросхемы с выводом на лицевую часть тумбы кнопки аварийного (экстренного) отключения оборудования. Это позволяет наставнику отключить станок при неправильных действиях ученика. На боковой части размещены кнопки включения станка в сеть и освещения.
Суппорт и задняя бабка установлены на направляющих станины. Разница в их установке заключается в том, что суппортом используются внешние направляющие (призматическая и плоская), а бабкой — внутренние. На суппорте размещена лампа освещения с защитным абажуром.
В конструкции ТВ-7 предусмотрены защитные элементы, предохраняющие учеников от повреждения их стружкой. К ним относится щиток над патроном и прозрачный экран на суппорте, опускаемый над зоной обработки детали. Эти устройства относятся к элементам техники безопасности.
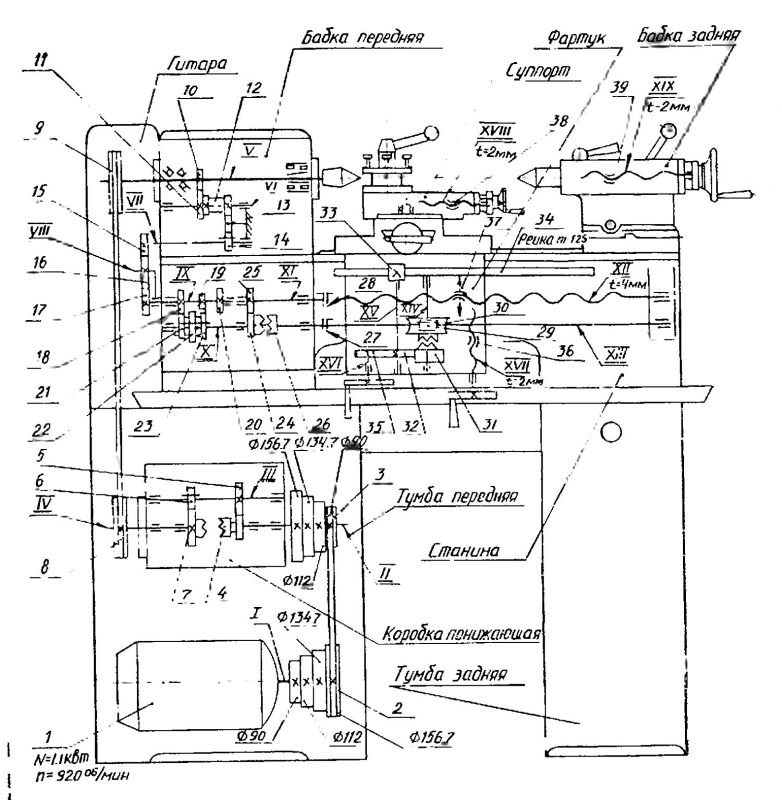
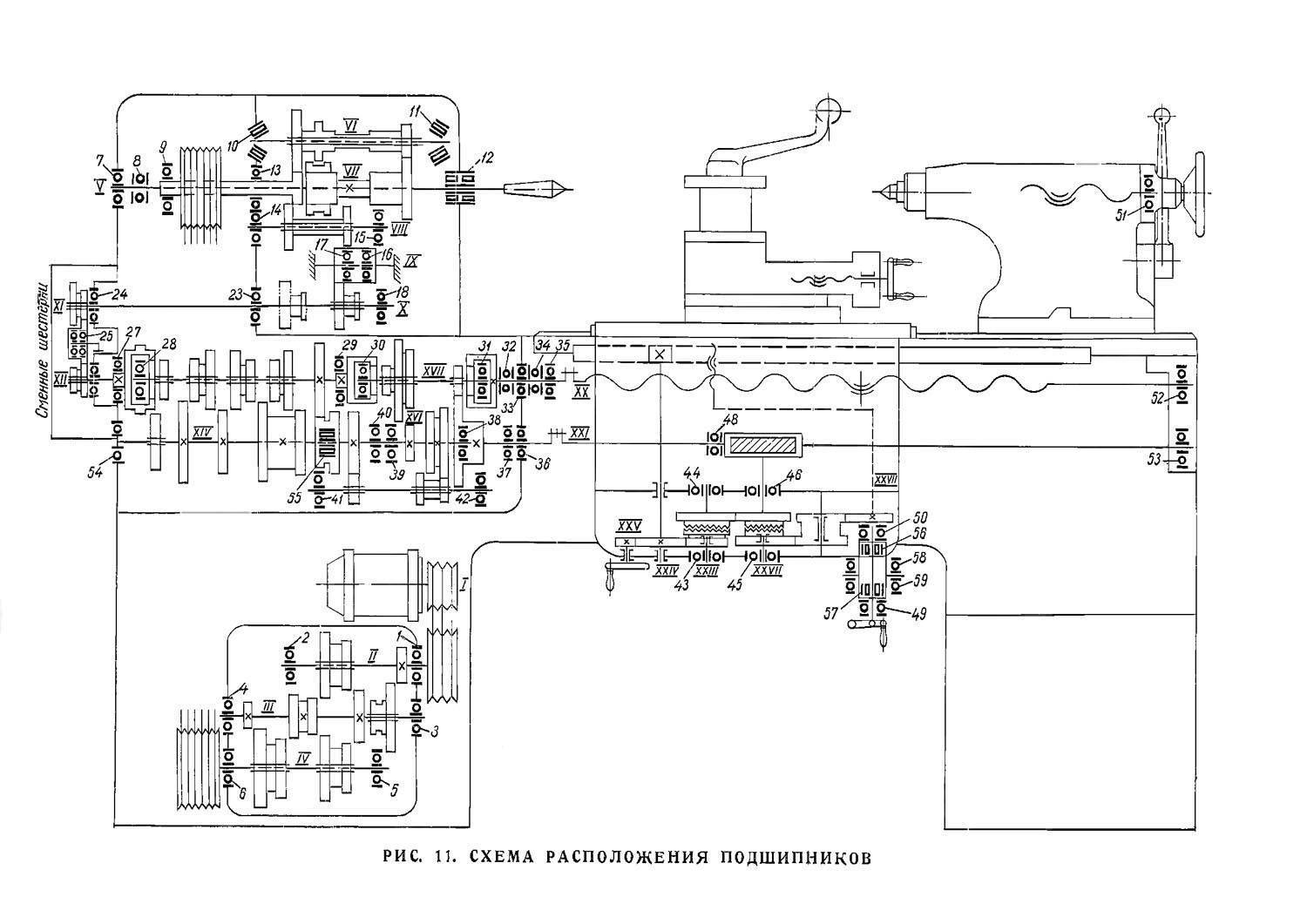
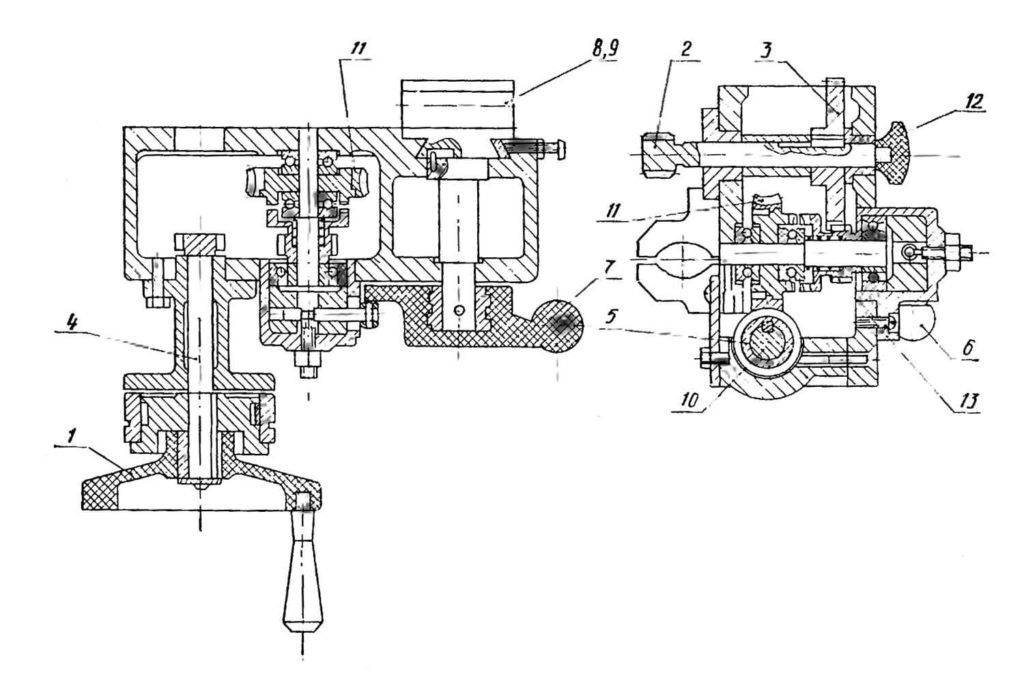
Кинематическая схема токарного станка ТВ-7
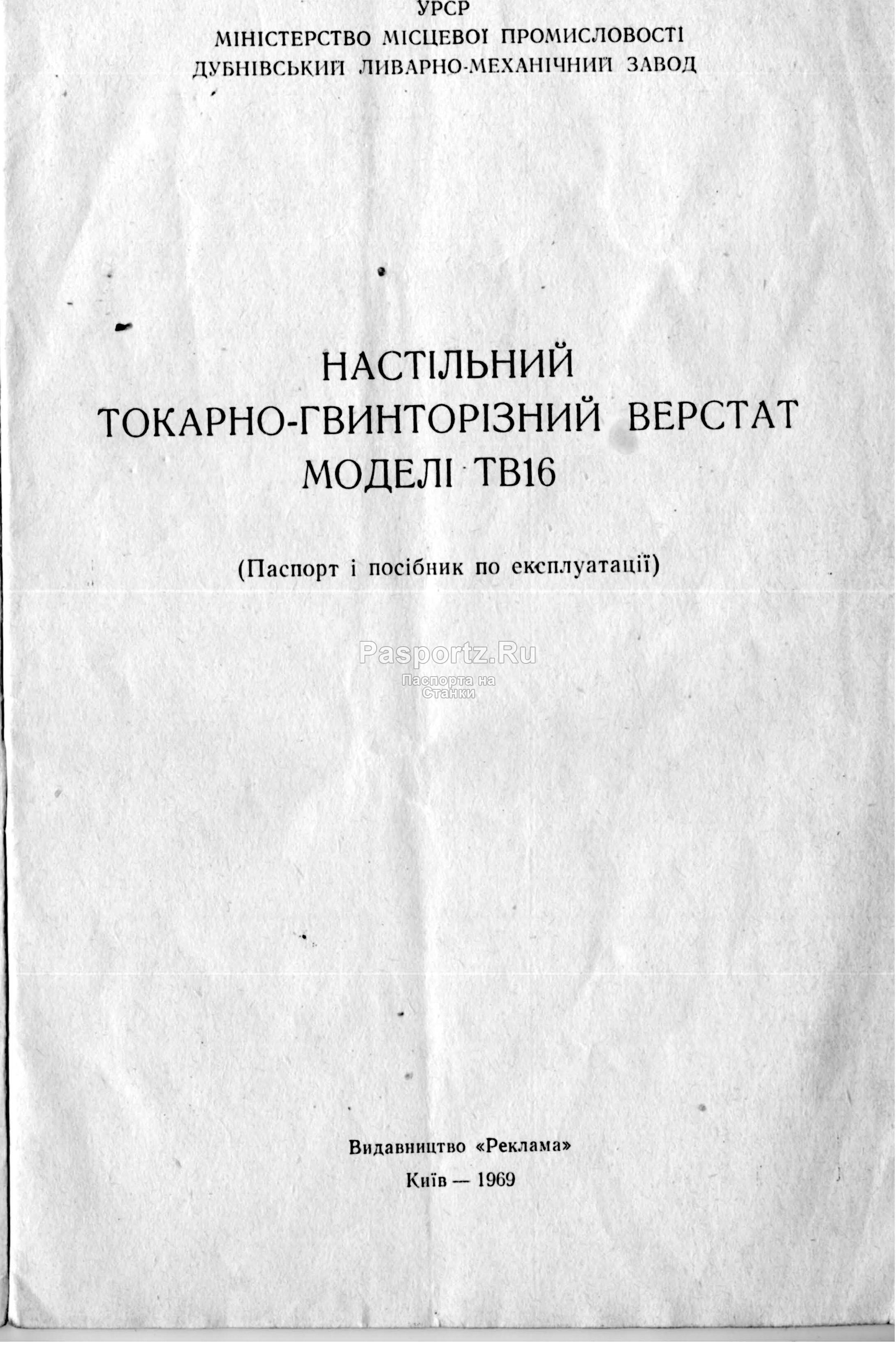
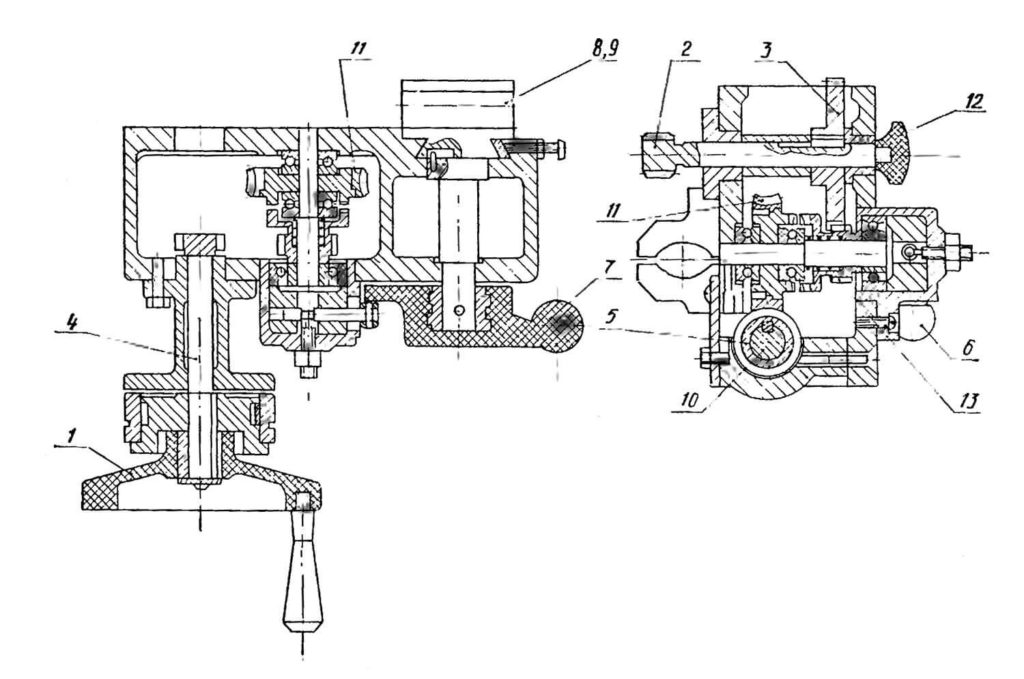
Передняя бабка
Её конструкция обеспечивает размещение:
- шпиндельного узла;
- гитары;
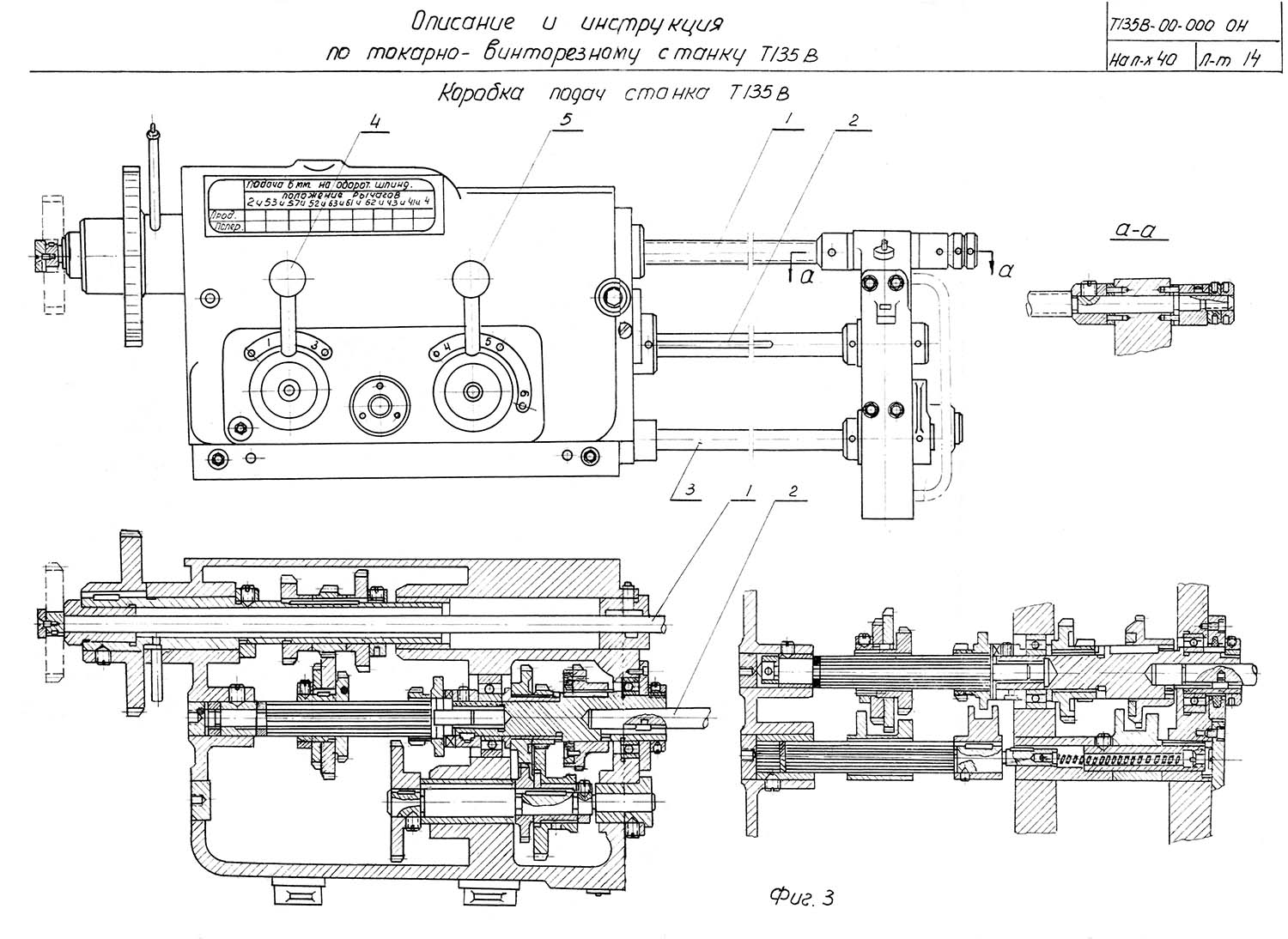
- коробки подач.
Передняя бабка ТВ-7 предусматривает закрепление на шпинделе патрона или планшайбы, установку центра. Вращательное движение шпинделю обеспечивают два клиновидных ремня от шкива коробки скоростей. Шпиндель стоит на двух опорах, оснащённых подшипниками. Выбор был остановлен на радиально-упорных подшипниках. Они обеспечивают свободное вращение шпинделя и точность изготовления детали.
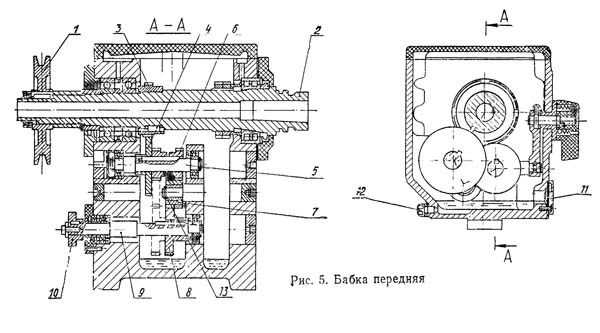
Передняя бабка токарного станка ТВ-7
Гитару используют для настройки параметров нарезаемой метрической резьбы. Шестерни гитары получают вращение от шпинделя и передают его на главный вал коробки подач.
Подбор величины подачи и нарезаемой резьбы осуществляют, глядя на шильдик, размещенный на одноименной коробке. Это является инструкцией по выбору значений подач.
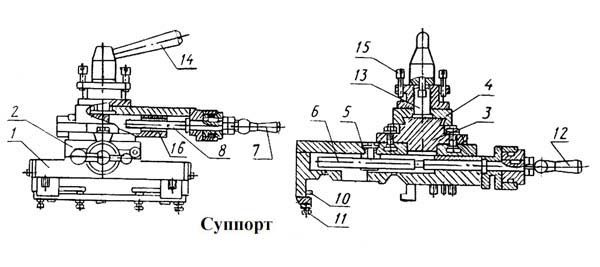
Суппорт
Он используется для крепления различного инструмента и передвижения его относительно заготовки по направляющим с заданными величинами подач. Инструмент крепится в резцедержателе, размещенном в верхней части суппорта. Он может перемещаться вручную вдоль и поперёк по направляющим при помощи рукояток. Величину перемещения резцедержателя можно отследить по нониусам.
Резцедержку можно поворачивать относительно оси на величину 40⁰ в каждую из сторон. Для этого откручивают рукоятку, находящуюся над ней. После поворота её снова фиксируют.
Суппорт токарного станка ТВ-7
К суппорту прикреплён фартук, который обеспечивает его подачу механическим путём с использованием ходового вала или винта. Для обеспечения лучших условий вращения они установлены в узлах, использующих подшипники. Механическая подача включается при подсоединении:
- маточной разъёмной гайки к ходовому винту;
- кулачковой муфты к ходовому валу.
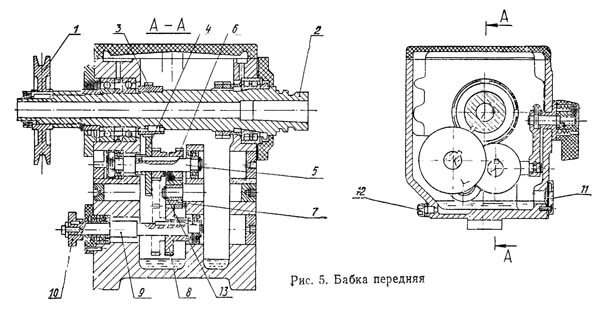
Задняя бабка
Она используется для установки в пиноли инструмента и центров. При наличии центра уменьшается биение прутка и повышается точность изготовления детали. Цилиндрическая деталь получается при совпадении осей шпинделя и пиноли.
В отверстие с конусом Морзе №2 пиноли устанавливают цанги, патроны и другие устройства. Передвижение пиноли осуществляется маховиком с рукоятью. На пиноли предусмотрен шпоночный паз и фиксирующий винт, в виде шпонки, для предотвращения её от поворота при перемещении.
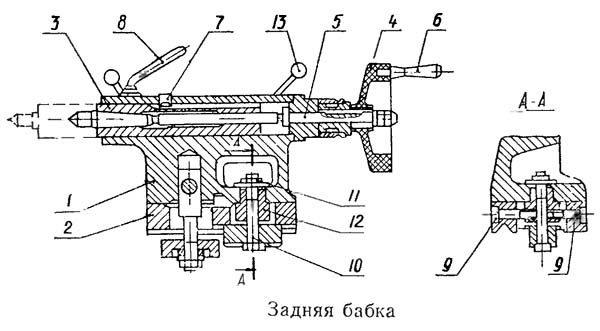
Задняя бабка токарного станка ТВ-7
Сверху бабки расположена рукоятка для закрепления пиноли. Фиксирование бабки обеспечивает рукоятка, расположенная на её корпусе.
Корпус задней бабки смещают относительно продольной оси, что позволяет получать на детали конические поверхности.
ТВ 7М
Изучив характеристики модели ТВ 7, нельзя не рассмотреть технические аспекты альтернативного решения в лице ТВ 7М.
ТВ 7М выпускался тем же Ростовским станкостроительным заводом. Выпуск модели ТВ 7М начался в 1956 году.
ТВ 7М — это универсальный настольный токарно-винторезный станок. Его предназначение — это обучение профессиональных токарей. На данном станке можно тренироваться в проведении всевозможных токарных мероприятий. При этом станок ограничивает по предельной массе обрабатываемой заготовки — до 5 кг.
С помощью ТВ 7М можно выполнять следующие токарные операции:
- Отрезать;
- Сверлить;
- Нарезать резьбу;
- Подрезать торцы;
- Протачивать конические и цилиндрические поверхности;
- Растачивать заготовки цилиндрической и конической формы.
Хотя производство ТВ 7М было начато не один десяток лет назад, данное токарно-винторезное оборудование продолжают выпускать.
Технические характеристики
Чтобы сопоставить ТВ 7 и ТВ 7М, рассмотрим технические характеристики последнего. Это позволит определить имеющуюся разницу между ними.
- Габариты установки — 1120 на 640 на 680 мм;
- Вес — 220 кг;
- Электрический двигатель асинхронного типа с мощностью 750 Вт (против 1,1 кВт у модели ТВ 7);
- Конус Морзе на задней бабке станка — №2;
- Предельное перемещение пиноли задней бабки — 65 мм;
- Класс точности — Н;
- Предельный диаметр заготовки при размещении над станиной -220 мм;
- Максимальный диаметр заготовки при установке над суппортом — 100 мм;
- Предельная длина заготовок в центрах — 275 мм;
- Максимальная длина детали в патроне — 250 мм;
- Высота держателя резца — до 16 на 16 мм;
- Предельный вес обрабатываемых деталей — 5 кг;
- Диаметр отверстия шпинделя — 18 мм;
- Максимальный диаметр устанавливаемых прутков — 17 мм;
- Конус Морзе шпинделя станка — №3;
- Количество ступеней при прямом и обратном вращении шпинделя — 6.
Оба представленных токарно-винторезных станка имеют объективные преимущества и весомые технические характеристики. Но выбор относительно их покупки вам следует решать самостоятельно, опираясь на личные требования и представления об оптимальном токарно-винторезном устройстве.
Токарный станок модели ТВ-7, часто называемый «Школьник», позволяет эффективно осваивать как теоретические, так и практические азы токарного дела. Данный станок пришел на смену модели ТВ-6, которая была подвергнута незначительной модернизации. Основное отличие данных школьных станков состоит в том, что у них по-разному устроены коробки скоростей и шпиндельные бабки.
Понижающая коробка скоростей токарного станка ТВ-7 имеет два режима работы. Частота вращения шпинделя регулируется с ее помощью, а также посредством ручной переброски приводного ремня на требуемую позицию. В конструкции ТВ-7 не предусмотрены рычаги для переключения скоростей, которые присутствовали в более ранних моделях.
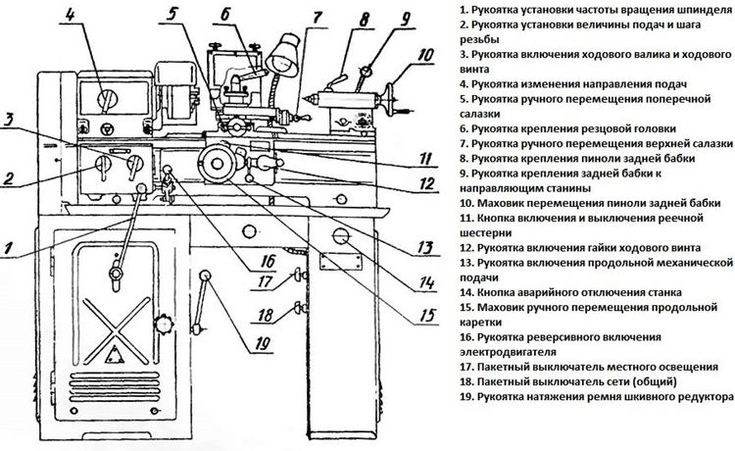
Основными конструктивными элементами токарного станка ТВ-7 являются:
- несущая станина;
- передняя и задняя бабки;
- защитные щитки, кожух и экран;
- переключатель;
- суппорт;
- коробка переключения подач;
- двухступенчатая коробка переключения скоростей (понижающая);
- гитара;
- фартук оборудования;
- светильник для освещения зоны обработки;
- несущие тумбы.
Характеристики станка ТВ-7
Технические возможности токарного станка ТВ-7 позволяют использовать его для выполнения следующих технологических операций по обработке металла:
- проточки и расточки поверхностей, имеющих цилиндрическую и коническую конфигурацию;
- подрезки торцов заготовки;
- отрезки части заготовки;
- сверления;
- нарезания резьбы метрического типа и др.
Особенности эксплуатации, паспорт
Своевременный уход за устройством поможет сохранить его дольше в презентабельном виде. Потребуется меньше затрат на замену деталей
В инструкции по эксплуатации ясно прописано, что, главное обращать внимание на соблюдение мер безопасности
Уход
Станки этой модели требуют осмотра и очищения от металлической стружки после работы за ним.
Важно! Особенно тщательно нужно счищать стружку с деталей, которые определяют направление передвижки. Они находятся на корпусе и суппорте.
После проведения работ важно их тщательно смазать
Качество получившихся деталей, время эксплуатации станков определяется в основном грамотным уходом и бережным отношением
После проведения работ важно их тщательно смазать. Качество получившихся деталей, время эксплуатации станков определяется в основном грамотным уходом и бережным отношением
Как работать за ним?
При работе со станком важно соблюдать технику безопасности. Перед работой обязательно нужно надевать специальную одежду. Оборудование должно быть крепко закреплено и нужно это проверять
Оборудование должно быть крепко закреплено и нужно это проверять.
В качестве подставки нужно использовать деревянную решётку, предварительно крепко её закрепив. Необходимо применять только те резцы, у которых правильная заточка.
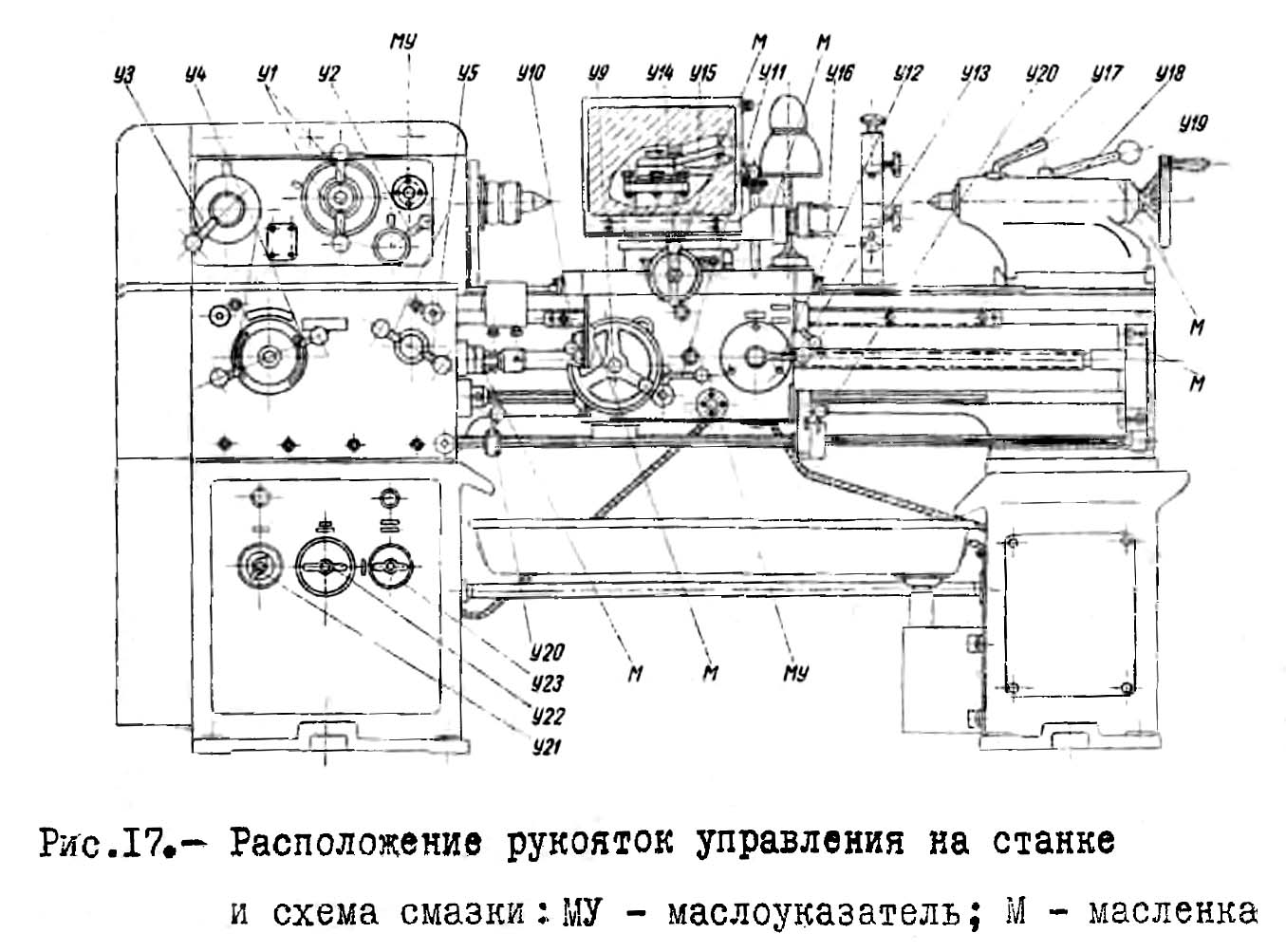
Смазка
Все главные части должны быть тщательно промазаны смазкой, особенно тщательно нужно промазывать детали, которые двигаются. Сделать это достаточно легко за счёт шестерни, погружаемой в масло. Это позволяет аккуратно перенести капли на другие элементы. Чтобы наблюдать за уровнем масла существует «глазок».