
Разновидности флюсовых составов
При рассмотрении вопроса о том, для чего нужен флюс при выполнении пайки материалов, любое дополнительное пояснение можно считать излишним.
Для полного понимания сферы применения и особенностей работы необходимо ознакомиться с известными видами используемых на практике флюсов.
В соответствие со своим основным назначением, а также по степени воздействия на соединяемые изделия все флюсовые составы для пайки подразделяются на следующие категории:
- неактивные или нейтральные флюсы, не включающие кислот и практически не проводящие электрический ток;
- активные или кислотные флюсовые реактивы, приготавливаемые на основе соляной кислоты;
- защитные (антикоррозийные) флюсы, позволяющие уберечь контактную зону пайки уже готового соединения от ржавчины и разрушения.
Каждая из этих категорий находит свою сферу применения. Есть флюсы, которые нужны преимущественно для пайки электронных схем. Производят флюсы в виде паст, гелей и жидкостей.
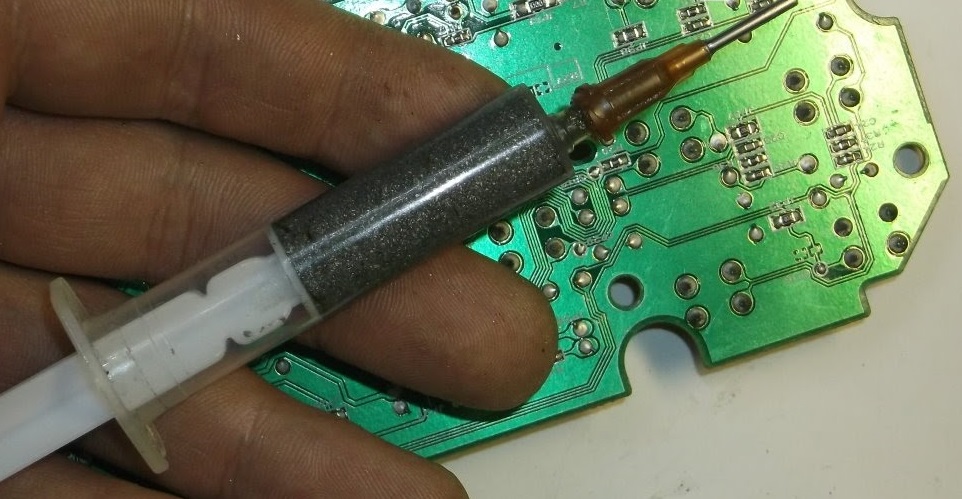
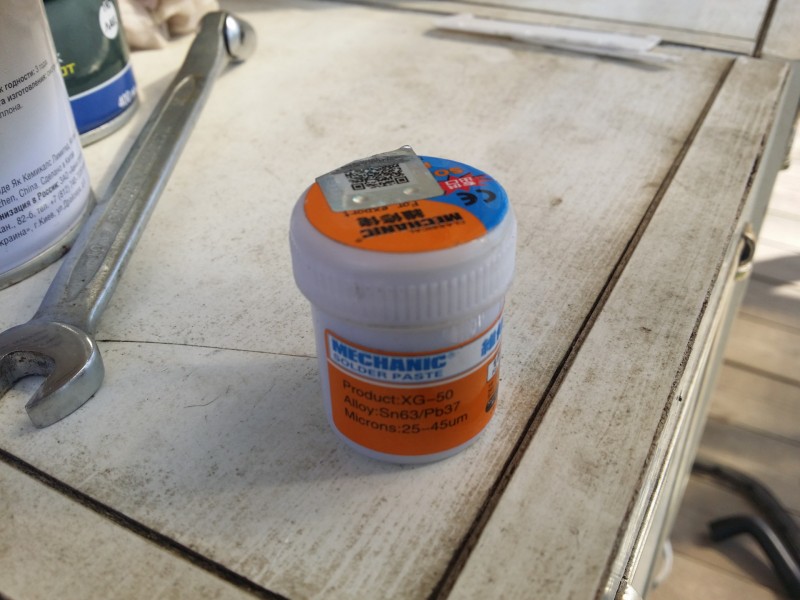
А известный флюс бура применяется в виде порошка, и нужен для пайки медных труб. Паяльная паста – смесь припоя и флюса – нужна для поверхностного монтажа деталей на платах.
Вещества для изготовления
Паяльный флюс своими руками можно приготовить, используя такие вещества, как спирты, кислоты, масла различного происхождения. В них ценятся высокие антиокислительные свойства и хорошая растворяемость.
При выборе, как сделать флюс для пайки, предпочтение можно отдать самому простому веществу — ацетилсалициловой кислоте, или, как более привычно аспирину. Его без проблем можно найти в аптеке, или даже разыскать в домашней аптечке. Этот препарат имеет невысокую стоимость. Перед началом работы таблетку аспирина растворяют в небольшом количестве жидкости до исчезновения осадка.
Вместо аспирина допустимо использование гранул лимонной кислоты белого цвета. При использовании аспирина или лимонной кислоты происходит выделение значительного количества газа, поэтому помещение, где происходит пайка, должно обладать действующей вентиляцией.
Канифоль и глицерин
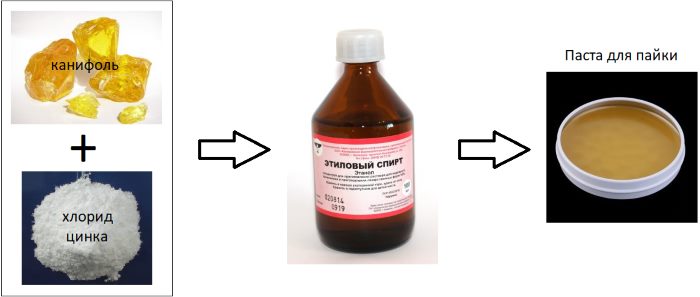
Жидкий флюс можно приготовить из канифоли. Прежде, как сделать флюс, необходимо с помощью деревянного молотка растолочь канифоль в мелкий порошок. От степени измельченности зависит время приготовления флюса.
Затем этот порошок, имеющий консистенцию пудры, растворить в этиловом или медицинском спирте, используя стеклянную посуду. После тщательного размешивания раствор следует оставить на некоторое время для полного растворения.
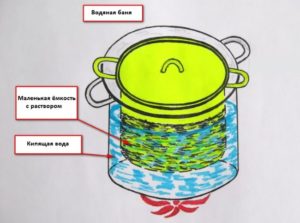
Далее для окончательного растворения канифоли в спирте следует поместить отстоявшийся раствор в горячую водяную баню, и нагревать до температуры 80 градусов. Во время нагревания раствор необходимо постоянно перемешивать, а затем дождаться охлаждения. Для пайки раствор удобно набирать шприцом.
Глицериновый флюс можно приготовить аналогическим образом, растворяя канифоль не в спирте, а в глицерине. Растолченная в порошок канифоль растворяться в глицерине будет дольше, зато сам раствор получится более густым, что сделает работу с ним более легкой. Качество состава улучшится, если сначала растворить растолченную канифоль в этиловом спирте, а смешать раствор с глицерином. Такую смесь после окончания пайки необходимо смыть.
На основе кислоты
В рекомендациях, как приготовить флюс для пайки на основе кислот, подразумевается соляная кислота, а также фосфорная. Соляную кислоту высокой концентрации необходимо развести пополам с водой. Этим раствором заливаются гранулы цинка, размещенные в стеклянной посуде.
Растворение цинка в соляной кислоте сопровождается бурной реакцией, заключающейся в значительном выделении водорода. Поэтому помещение должно быть хорошо вентилируемым. Рядом с местом работы должен отсутствовать открытый огонь.
Флюсом, полученным с применением соляной кислоты можно паять изделия из стали. При добавлении в раствор немного нашатыря появляется возможность для спаивания различных металлов и сплавов. Удачный флюс получается с применением фосфорной кислоты. Его можно применять, когда предстоит соединять изделия из нержавеющей стали.
Наносить на изделия жидкие флюсы можно тонкой кисточкой. Хранить следует в стеклянной посуде с узким горлышком, чтобы уменьшить возможность испарения.
Жировые смеси
Паяльный жир представляет интерес в основном для профессиональных сварщиков. Однако, и в этом случае возможно изготовить флюс пасту своими руками. Такое название паяльный жир получил из-за внешнего сходства с веществом животного происхождения.
Для приготовления нейтрального паяльного жира применяется смесь канифоли и стеарина. Она успешно растворяет имеющуюся оксидную пленку. Пайка с ее применением осуществляется с меньшими проблемами. У припоя увеличивается текучесть, что дает возможность его попадания в различные щели и неровности поверхностей. Благодаря хорошей растворимости такую пасту легко удалить с поверхности после окончания процесса.
Сущность нейтрального паяльного флюса заключается в том, что после того, как паяльное жало осуществляет его нагрев, он переходит в жидкую форму, и, выгорая, образует защитную пленку, функцией которой является препятствие окислению поверхности.
Другая форма пасты — активный паяльный жир. В его состав входят такие вещества, как вазелин, цинк, хлориды аммония и парафин. Такой флюс находит применение при пайке значительно окисленных поверхностей, а также металлов, которые с трудом подвергаются этому процессу.
Применение активных паяльных жиров не рекомендовано для работы с электроникой и другими деликатными видами, поскольку агрессивные вещества могут разрушить тонкие детали.
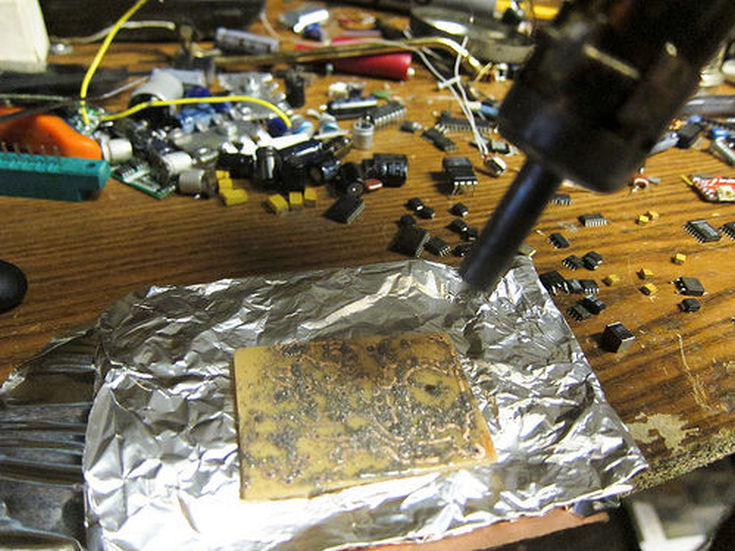
Порядок применения
Рассматриваемые вещества могут распространяться в твердом и жидком состоянии. Порядок применения характеризуется следующими особенностями:
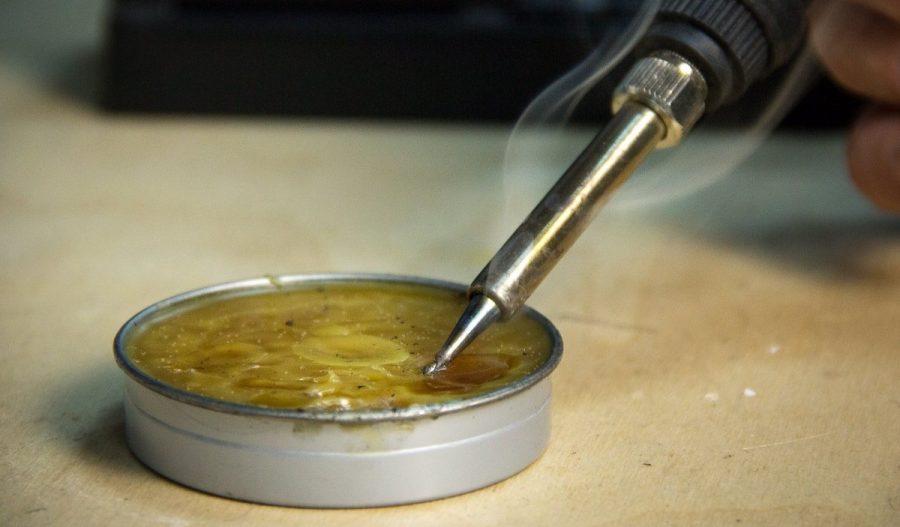
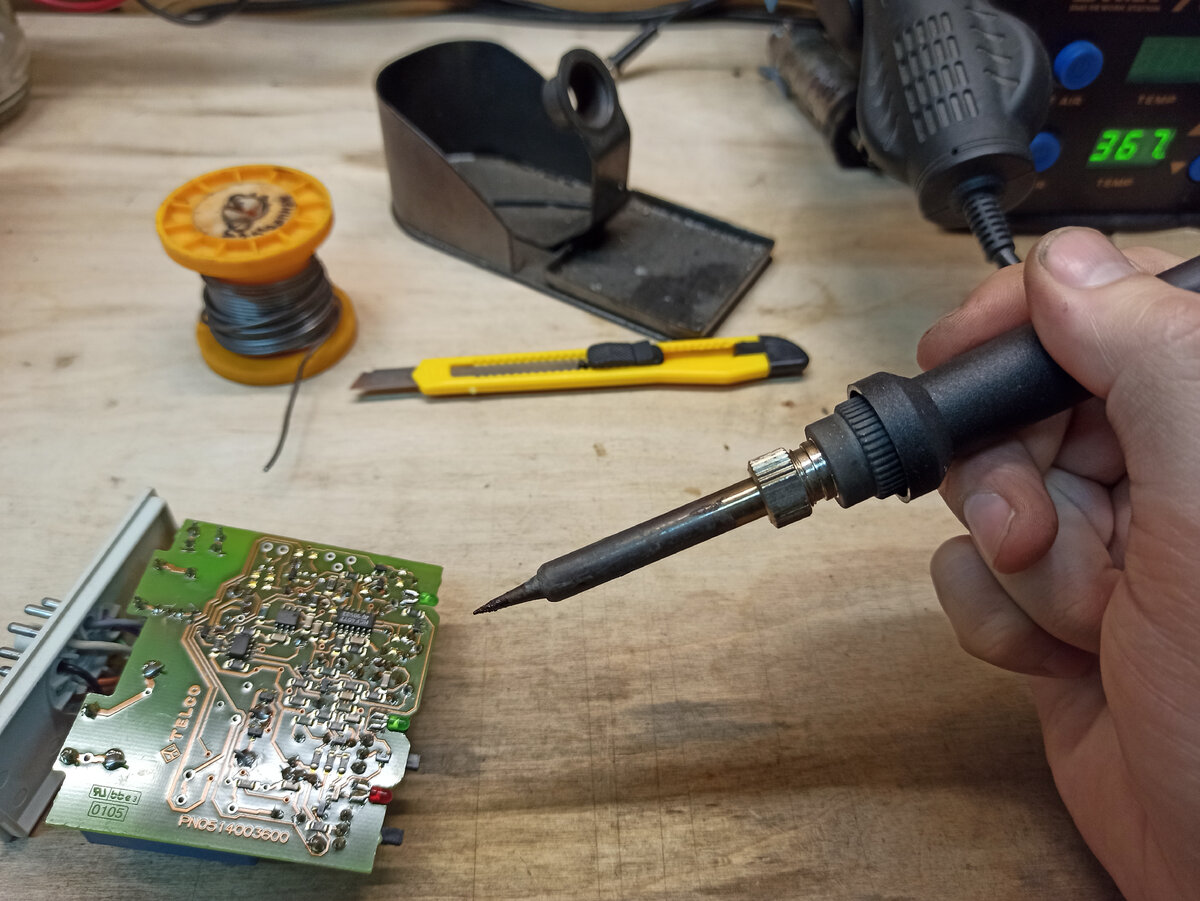
- Если материал твердый, жало паяльника опускают в тело реагента на несколько секунд, после чего захватывается немного припоя. На видео можно увидеть особенности подобного процесса.
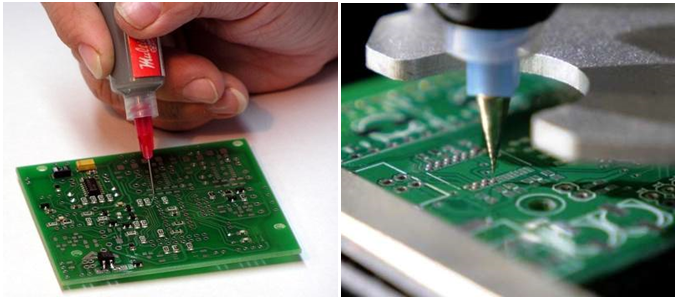
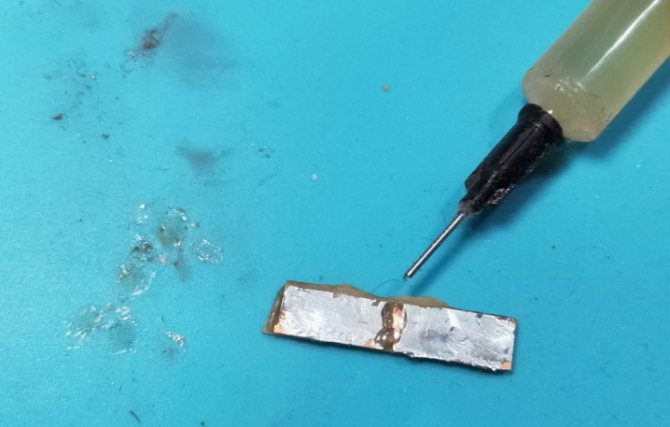
- Жидкое вещество нанести легко, для этого его достаточно распределить кисточкой по поверхности. Для дозирования количества жидкого вещества следует наносить его постепенно.
- В продаже встречаются пастообразные варианты исполнения. На момент работы вещество наносится палочкой, после чего распределяется кончиком паяльника. Пастообразное вещество просто наносить и распределять по поверхности, как и хранить.
В продаже можно встретить канифоль в другом виде, например, геля. Он используется для пайки миниатюрных деталей.
2. Пайка радиодеталей небольшого размера на печатную плату.
Великолепно справляются с радиодеталями больших размеров канифольные активированные флюсы: ЛТИ-120 или Канифоль гель актив. Так же очень хорошо себя зарекомендовал флюс Глицерин гидразиновый, но после него надо обязательно отчищать места пайки с горячей водой от остатков глицерина. Остатки Глицерин гидразинового флюса не окисляют пайку и для деталей не связанных с электроникой деталей остатки допустимы, но на печатной плате возможны остаточные мега омные сопротивления.
3. Железо, медь, латунь. Детали небольшого размера.
Когда детали малы и к кислотным флюсам можно не прибегать берут Глицерин гидразиновый флюс или ЛТИ-120. Содержащие воду ЛТИ-120LUX и Жидкая канифоль LUX так же могут справиться с этой задачей. Частенько и флюс паста помогает. Иногда важнее не активность флюса а сколько времени он не испарится при температуре пайки, так как деталь ещё прогреть надо а за это время активный, но быстроиспаряющийся флюс испарится. Тут и пригождается флюсы на водной основе, такие как ЛТИ-120LUX и Жидкая канифоль LUX, Глицерин гидразиновый. Кроме того не сохнущие флюсы Канифоль гель Актив и флюс паста по той же причине что и водные могут весьма полезны. В отличии от водных флюсов они не шипят а красиво плавятся.
4. Железо медь латунь, оцинкованное железо. Массивные детали.
В таких случаях берут кислотные флюсы: Паяльную кислоту, Фим, Ортофосфорную кислоту. Кислотные флюсы начинают работать моментально и создаётся впечатление, что деталь нужно меньше греть. Это иллюзия, но она отражает насколько легче поддаются детали пайке при использовании кислотных флюсов. По активности Ортофосфорная кислота и Паяльная кислота более менее похожи. Флюс ФИМ обладает меньшей активностью








Различаются они по своим остаткам после пайки, а для таких активных кислотных флюсов это очень важно. Раньше всех начинают взаимодействовать с металлами остатки Ортофосфорной кислоты
Это тёмнно-серые налёты фосфатов. Но эти остатки достаточно стабильны и создают прочную фосфатную плёнку защищающую металл от окисления. Достаточно сказать что этой кислотой в автомастерских пользуются вместо ненадёжного в гаражных условиях цинкования.
Фосфатные покрытия, получаемые таким образом, надёжно защищают железо от ржавчины. Чуть дольше проявляет себя Cl паяльной кислоты. Остатки это хлориды металла которые образуют некрасивые окислы. Если это железо, применяемое на открытом воздухе, то это может стать катализатором очага ржавчины. И на конец флюс ФИМ. Остатки его, в виду малого содержания ортофосфорной кислоты, мало корродийны, поэтому он хорошо подходит для чистых но активных паек. Вопрос который очень часто встаёт у людей паяющих активными флюсами:
Что делать когда Вы паяете изделие и последний шов закрывает ёмкость? Часть флюса останется внутри и удалить его уже не получится. Ответ на этот вопрос был найден в советское время при запайке герметичных корпусов инфракрасных приборов для спутников. Последний шов выполнялся исключительно ортофосфорной кислотой. Количество подбиралось ровно столько, сколько необходимо для пайки. Флюс наносился заострённой размоченной в кислоте деревянной палочкой. Достаточность флюса определялась тем насколько разбрызгивается флюс. Проводились контрольные вскрытие после климатических испытаний. На внутренней стороне пайки, где удаление по причине не доступности не могло проводиться, остатки флюса образовывали стойкие фосфатные плёнки которые ни на что не влияли.
Виды, составляющие
Сбалансированный сплав на основе доминирующего металла для создания неразъёмных соединений металлических деталей методом внесения плавкого соединителя с местным нагревом – это припой. Способы пайки, ограничения воздействия температуры на детали, механическая прочность соединения, сопротивление влиянию коррозии обусловливают многообразие видов.
Технологические требования к заполнителю:
- Свободная текучесть после прохождения температуры ликвидуса.
- Смачивание поверхностей соединения.
- Механическая устойчивость, ограниченная усадка теплопереносимость, невосприимчивость к внешним воздействиям в твёрдом состоянии, электропроводность.
Мягкие легкоплавкие
Отечественные припои именуются в соответствии с ГОСТ. Маркировка соответствует наименованиям доминирующих химических элементов, определяющих свойства материала. Форма выпуска: проволока, прутки, фольга, порошки, комбинированные пасты, трубки с наполнением из канифоли.
Легкоплавкими припоями считаются сплавы с температурой плавления 60–4500 С. Низкотемпературные оловянно-свинцовые имеют низкую прочность. Применяются для соединения деталей, боящихся перегрева. Распространены составы ПОС.
Дешифровка аббревиатуры: «припой оловянно-свинцовый». Цифровая индикация указывает на процентное содержание олова. Распространённые химические элементы в составе припоев и тинолей помимо свинца: сурьма, медь, висмут, мышьяк, цинк.
Плавкость паяльных составов, область применения:
- Сплав Вуда – 600 С (лужение плат).
- Cплав д’Арсенваля – 790 С (радио аппаратура и электроника).
- Сплав Розе – 950 С – (температурные ограничения).
- ПОСВ 33 – 1300 С – (плавкие вставки предохранителей).
- ПОСК 50 – 1450 С (полупроводники, сплавы меди).
- ПОС 61 – 1900 С (требование повышенной электропроводности).
- ПОС 30 – 2600 С (пайка, лужение стали, меди).
- П 250 – 2800 С (алюминий и сплавы).
Тугоплавкие
Сфера применения – промышленная пайка чугунов, разнородных сталей, медесодержащих сплавов, томпака. Температура плавления в диапазоне 400–8000 С. Составляющие припоев: медь, серебро, никель, магний. Соединения отличаются прочностью.
В сокращении ПМЦ (припой медно-цинковый), цифра указывает на содержание меди. Всего используются 3 марки, утверждённые ГОСТ 1534—42 : ПМЦ-36, ПМЦ-48, ПМЦ-54. Помимо основного компонента присутствует цинк, 5–7% приходится на железо, олово, сурьму. Температура плавления 800–9000 С.
Существуют ограничения применения вследствие выгорания лигатур. Цинк выгорает при переходе из жидкой фазы, что становится причиной пористости. Разрушительные последствия грозят:
- Изделиям, испытывающим внутреннее давление.
- Вибрацию и динамические нагрузки.
В этом случае ведётся пайка рафинированной медью при повышении температуры. Иной путь – использование низкотемпературных оловянистых лигатур, улучшающих жидкотекучесть. Или кремнистых присадок. Кремний препятствует испарению и окислению цинка.
ПМЦ выпускаются прутками, полосами, гранулами. Флюсы для пайки – бура.
ПСр (медно-серебряные) – дорогостоящие тугоплавкие присадки высокой прочности. Уникальность в сохранении гибкости соединения. Разбег рабочих температур между начальным в ряду ПСр-10 и серебряным на 92% ПСр-92 – 720–9500. ПСр 72–92 нашли применение в соединительных операциях на высокочастотных элементах.
Альтернатива серебру — фосфор. Пластичные медно-фосфорые припои при сохранении подобия свойств имеют плюсы:
- Дешевизна.
- Устойчивость к коррозии и агрессивным средам.
- Жидкотекучесть.
- Температура плавления 700–8500.
- Пригодны для соединения разнородных металлов, например, медь со сталью.
Пайка алюминия ведётся в узких температурных рамках под слоем масла, чтобы сдержать окисление, ультразвуковыми паяльниками. Применяются силумин, 34А, П590А, П 575. Легирующие элементы кремний, медь, цинк.
Лужение без паяльника
Паяльник является удобным и простым в использовании бытовым прибором, который окажет помощь при необходимости соединения металлов, маленьких изделий между собой или спайки плат. Однако в ситуации отсутствия электричества или самого инструмента сразу возникает вопрос о том, как паять без паяльника в домашних условиях.
Для того чтобы качество запаивания, а также электрический контакт, были на должном уровне, необходимо провести лужение: нанести предварительно на поверхность металлов или деталей, которые будут запаяны, небольшой слой припоя.
При выполнении этой процедуры возможно обойтись без паяльника. Для хранения припоя понадобится какая-нибудь металлическая емкость. Вполне подойдет даже крышка из-под банки для кофе. Следует поместить в выбранную емкость канифоль и кусочки олова, но можно воспользоваться и припоем оловянно-свинцовым (ПОС-60). Как производится лужение проводов без паяльника:
- Удалить изоляцию с концов проводов (приблизительно двадцать миллиметров).
- Разогреть емкость, в которой хранится припой с канифолью, пока смесь не расплавится. В роли нагревателя вместо паяльника можно применить зажигалку, свечку, плиту или иной источник огня.
- Погрузить оголенную часть проводов в расплавившийся флюс так, чтобы он распространился по всей поверхности.
- Поместить обработанную часть проводов в припой на несколько секунд.
- Извлечь провода из припоя. Быстрым движением удалить с них излишки тряпкой. Таким образом, на той части проводов, которая прошла через процесс, должен остаться небольшой и ровный слой припоя.
Если необходимо произвести лужение плоского участка детали:
- Мелко настругать кусочки канифоли и припоя и насыпать их на поверхность участка.
- Поднести источник огня под участок с нанесенными припоем и канифолью для того, чтобы смесь расплавилась.
- Расплавленный припой надо распределить по поверхности при помощи стальной трубки, стержня или чего-то подобного.
- Убрать тряпкой излишек массы.
Если деталь стальная, то при ее лужении не задействуют канифоль. Сам процесс остается таким же, только с учетом использования паяльной кислоты, при помощи которой и обрабатывают участок.
https://youtube.com/watch?v=daON4ydVWHI
Трафаретный метод
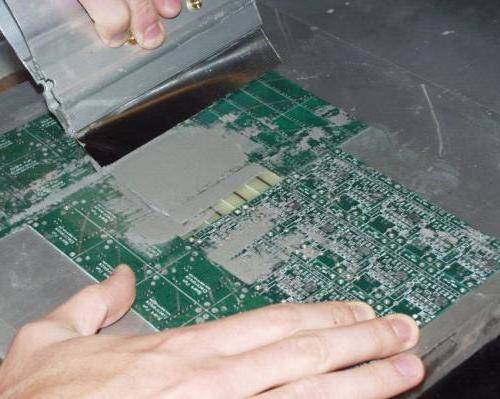
Пользуется наибольшей популярностью, подразумевает нанесение пасты на паяльную поверхность посредством продавливания через апертуры в трафаретном полотне специально предназначенным инструментом – ракелем. При этом ракель совершает перемещательные движения по поверхности трафарета в горизонтальном положении.
Пошаговая инструкция при трафаретном методе:
- Шаг 1. Зафиксировать паяльную поверхность (плату) в рабочей зоне.
- Шаг 2. Совместить с абсолютной точностью паяльную плату и трафарет.
- Шаг 3. Выдавить или нанести необходимое количество паяльной пасты на трафаретное полотно.
- Шаг 4. Нанести пастообразное вещество через трафарет, используя ракель.
- Шаг 5. Проверить качественные характеристики нанесения паяльного вещества.
- Шаг 6. Снять паяльную поверхность.
- Шаг 7. Произвести очистку трафарета.
Основные этапы работ
Полученный порошок автор смешивает с солью. Причем нужно использовать только соль крупного помола (мелкая не подойдет). После этого измельчаем порошок пестиком.
Далее готовый порошок заливается водой — нужно несколько раз промыть осадок. Потом осадок надо отжать и высушить на батарее (около 10 минут). слипшиеся комочки растираются в мелкий порошок.
Cоветуем: Распиловочный станок по дереву своими руками
На следующем этапе порошок нужно разделить на фракции. И для этого автор использует крахмал, из которого надо сделать жидкий кисель. Перед тем, как добавлять порошок, его нужно разбавить водой, иначе будут комки.





Крахмал можно заменить желатином, комочков гарантированно не будет, но придется ждать пару часов, пока желе остынет и схватится.
В конечном итоге получаем мелкий осадок и крупный осадок. Пересыпаем их по разным коробочкам. Для пасты, конечно же, лучше использовать мелкий порошок.
Флюс в припое что это и зачем?
По аналогии со сварочной самозащитной проволокой выпускается офлюсованный припой. Нет нужды разделять операции по очистке обрабатываемой поверхности, улучшении адгезии.
Пример материала для бытового применения – 7-компонентная комбинация HTS2000 производства США для сращения широкого спектра алюминиевых сплавов.
Овальная трубка длиной 460 мм, Ø 2,1 мм плавится без внесения в зону пламени горелки, при касании разогретого металла. Температура плавления прутка 3900 подразумевает раздельное нагревание. Инструкция гласит, что плавление и заполнение шовного пространства происходит при натирании зоны нагрева присадочным прутком.
Для нагруженных швов не применяется. Технология раздельного нагрева усложнена и требует ювелирного владения горелкой. Чтобы не выжечь на протяженном участке ранее наложенный контактный слой, необходимы ухищрения по поддержанию равной температуры зоны обработки.
Поверхность нагрева в этот период беззащитна, окисляется. Присадочный стержень следует за щёткой, сцарапывающей окисную плёнку. Заполнение микропор при температуре, далёкой до разжижения основы безопасно: переход алюминия из твёрдого состояния в текучее трудно определить на глаз.
Отмечена невысокая герметичность за счёт образования пор на поверхности шва. Зато HTS2000 один из недорогих в своей нише. Обеспечивает достойную прочность сопряжения.
На сколько хороши разрекламированные патентованные средства и целесообразность применения, проверяем на форумах по отзывам специалистов.
Припой с флюсом HTS-528 с температурным порогом 7600 по этой же схеме применяется для чёрного металла с чугуном, сплавов меди, никеля. Изготовитель рекомендует ориентироваться по цвету нагретой детали, достигнута ли потребная температура.
Технология использования пасты
Если вы еще не пользовались данным составом, то вам поможет наша инструкция для работы с паяльной пастой:
- сначала надо вычистить плату, обезжирить и тщательно просушить;
- установить плату горизонтально и зафиксировать в таком положении;
- в заданных соединительных точках равномерно наносится паста без пропусков;
- мелкие и smd элементы ставятся на плату;
- в некоторых случаях для большей надежности требуется обработка пастой ножек микросхем;
- в случае нижнего подогрева платы необходимо запустить фен и теплым потоком прогреть верхний участок с крепящимся элементом;
- после испарения флюса следует увеличить температуру до уровня плавки припоя;
- паять надо постоянно контролируя процесс;
- дать остыть и промыть плату.
Для манипуляций с микросхемами требуется использовать паяльник на +250 — +300 Со. Допускается применения модели 20-30 Вт и 12-36 В.
Припаять SMD- компоненты можно так:
- поместите их на контактную площадку;
- нанесите пасту на ножки;
- под влиянием паяльника с заданной температурой паста растекается по контактному участку;
- оставьте элементы для остывания.
Обратите внимание!
Чтобы припаять провода, паяльную массу наносят на провода в области соединения. Затем к пасте прикладывается паяльник.
Как изготавливается трафарет
JLCPCB, являясь крупнейшей в Китае компанией по производству прототипов печатных плат, также в течение 24 часов в сутки изготавливает для своих клиентов трафареты для поверхностного монтажа. Компания предлагает самые дешевые профессиональные трафареты в мире, которые будут стоить всего $7 за штуку. Все трафареты изготавливаются из специального высококачественного материала с помощью приобретенных в Германии лазерных станков, гарантирующих высокую точность и стабильность качества. Давайте посмотрим видео, чтобы представить себе весь процесс производства трафаретов на заводе JLCPCB.
Что можно сделать дома
Соли в присутствии воды склонны претерпевать гидролиз. Хлорид цинка при обменных реакциях с водой образует сильную кислоту и слабую щелочь. Поэтому раствор имеет активный кислотный характер. Соляная кислота быстро удаляет оксидные вещества.
Обычно паяльную кислоту делают прибавлением 412 г цинка к 1 литру концентрированной соляной (гидрохлоридной) кислоты. Процедура это не совсем приятна и безопасна. При работе выделяются летучие кислые пары.
С соляной кислотой
Популярностью пользуется несколько составов с хлористым цинком. Соединения цинка используются в процессе цинкования для защиты металлов от коррозии. Этот химический элемент известен устойчивостью к процессам окисления. Сделать паяльные кислоты своими руками несложно.
Для продукции из черных и цветных металлов подойдет следующее соотношение:
- хлорид цинка – минимум 25 %, максимум – 30 %;
- концентрированная соляная кислота – 0,7 %.
Оба компонента нужно быстро растворить в воде. Следует учесть, что соляная кислота – сильно летучее вещества. Работать с ней желательно под вытяжкой. Склянку с исходным реактивом нужно держать только в закрытом состоянии.
С вазелином и спиртом
Для деталей из черных и цветных металлов иногда вместо паяльной кислоты удобнее использовать пасту с кислотными свойствами.

Для работы с никелем, платиной и их сплавами своими руками можно сделать паяльную смесь из хлорида цинка – 1,4 % и этилового (винного) спирта – 40 %. Оба компонента нужно тщательно растворить в воде и перемешать готовый паяльный раствор.
После пользования всеми приведенными составами паяльную зону нужно хорошо промыть обычной водой.
С канифолью
Для проведения ответственных работы с черными металлами, пайки драгоценных и цветных металлов подойдет пастообразная смесь, сделанная своими руками из канифоли – 24 % и хлорида цинка – 1 %. Все это нужно растворить в этиловом спирте. Промывать рабочую зону по окончании паяльной процедуры нужно ацетоном.







Для образования шва с повышенными прочностными характеристиками рекомендуется взять:
- канифоли – 16 %,
- хлорида цинка – 4 %,
- технического вазелина – 80 %.
Промывать место пайки после обработки такой паяльной пастой, сделанной своими руками, сложнее. Взять нужно ацетон.
Как показывает опыт, в некоторых случаях имеет смысл заменить паяльную кислоту соответствующей пастой кислотного характера.
Самодельные кислые пасты
 1733
1733
Паяльный флюс делается следующим образом: 20 мл олеиновой кислоты, около 3 г йодида лития растворяют в стеклянной емкости на водяной бане. Однородный раствор, сделанный своими руками, после остывания переливают в стеклянный флакон для хранения.

Для пайки нихрома можно своими руками сделать состав из 100 г вазелина, 7 г порошкообразного хлорида цинка, 7 г глицерина.
Всю массу нужно хорошо перемешать. Желательно это сделать в толстой фарфоровой чашке или специальной ступке.
Другие доступные варианты
Широко используется для обработки железных, стальных, никелевых сплавов ортофосфорная кислота. Часто ее называют просто фосфорной. Этой кислотой можно обрабатывать поверхность чистой меди.

При паяльных работах верхний слой фосфатов легко разрушается разогретым жалом паяльника. На обработанных деталях равномерно распределяется припойная масса. В результате получается прочное соединение.
Самым, пожалуй, простым вариантом замены паяльной кислоты является обычный аспирин. Раствор быстро готовится своими руками. Нужно взять обычную дешевую таблетку, растворить в небольшом количестве воды. Иногда мастера просто посыпают растолченным аспирином место пайки.
В продаже есть готовый флюс ВТС, который, по сути, также является паяльной кислотой. Аналогичное средство можно сделать своими руками.
Нужно взять салициловую кислоту, вазелин, триэтаноламин. Растворить все компоненты в спирте. Флюс успешно используется для работы с медью, платиной, серебром и их сплавами.