
Соединение углеродистых низколегированных сплавов
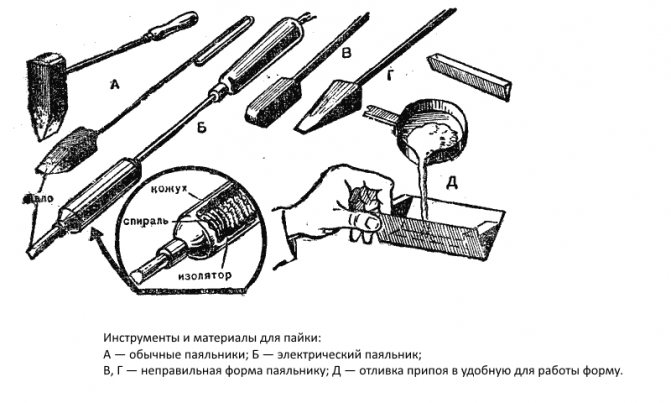
Инструменты, необходимые для пайки.
Углеродистые низколегированные стали относятся к сталям общего назначения. Они нашли широкое применение из-за их низкой цены в судостроении, мостостроении, котельных и других специальных областях.
Пайка углеродистой низколегированной стали – наиболее простой процесс соединения изделий. Для этого можно использовать различные припои. На поверхности этих сплавов образуется химически нестойкая оксидная пленка, которую не составит труда восстановить и растворить во флюсах.
Связующим элементом часто выступают медь или ее производные. Реже применяют свинцовые или оловянно-свинцовые связующие материалы. Защитной средой в таком процессе выступает восстановительная атмосфера.
Оборудование для проведения работ в домашних условиях
Прежде, чем задаваться вопросом, как паять оцинкованное железо в домашних условиях, нужно подготовить необходимое оборудование. Главным инструментом является обычный паяльник с жалом в форме шила. Но будут нелишними и другие приспособления. Для паяльника необходим специальный держатель или подставка, который удержит инструмент в нагретом состоянии. Для точного соединения мелких деталей понадобятся штативы с оптическими линзами. Для удаления из помещения дыма – дымопоглотители. Для удаления излишков олова понадобятся оловоотсосы. Существуют различные коммутаторы, термопасты, модули управления и адаптеры. Это оборудование позволит не только выполнять процесс пайки, но и обеспечит максимально качественный результат.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Источники
- https://www.rmnt.ru/story/instrument/kak-pravilno-pajat-pajalnikom-instruktsija-dlja-chaynikov.1256556/
- https://pochini.guru/sovety-mastera/kak-pravilno-payat-payalnikom
- https://elektroznatok.ru/tools/pajka-payalnikom
- https://Elektrik-a.su/kabeli-i-provoda/dlya-prokladki/pajka-provodov-239
- https://YaElectrik.ru/elektroprovodka/kak-payat-provoda
- https://tokar.guru/instrumenty/payalniki/kak-pravilno-polzovatsya-payalnikom-s-kanifolyu-uchimsya-payat.html
Как паять паяльником с канифолью и оловом: технология

Когда материалы и инструменты подготовлены, можно приступать к этой операции. Чтобы выполнить пайку нержавейки в домашних условиях, нужно следовать такой пошаговой инструкции:
- Зачистить наждачкой или щеткой металлическую поверхность от окисной пленки и других загрязняй.
- Обезжирить ремонтируемую деталь растворителем.
- Нанести на обрабатываемую поверхность флюс — канифоль или паяльную кислоту. Этот этап не нужно выполнять, если используется комбинированный оловянный припой, в составе которого уже содержится упомянутое вещество. Наносить флюс надо сразу перед пайкой, поскольку на поверхности нержавейки примерно через 10 секунд образуется пленка.
- Разогреть зону пайки, на которую нанесен флюс, облуженным жалом паяльника.
- Внести припой при необходимости, однако с первого раза, скорее всего, покрыть оловом всю поверхность не выйдет.
- Нанести повторно флюс и снова прогреть его паяльником. Повторять этот процесс до тех пор, пока поверхность металла не покроется равномерным слоем олова. Главное, чтобы припой плавился не от жала паяльника, а от тепла, запасенного деталью. Кроме того, чтобы сделать пайку нержавейки оловом более качественной, нужно добавлять в места соединения канифоль, за счет которой удалятся окислы с припоя.
- Отмыть изделие от остатков флюса. Для выполнения этого этапа надо приготовить раствор, состоящий из воды и моющего средства, и купить металлические скребки. Остатки канифоли, по словам мастеров, хорошо очищаются холодной водой, поскольку в ней вещество становится хрупким.
Пайка считается качественной, если в результате получилась равномерная поверхность. Но в любом случае в конце покрытие необходимо зашлифовать наждачной бумагой или напильником.

Прочие типы флюса
- Флюсы с ярко выраженными антикоррозийными свойствами. Это соединения на основе кислоты фосфора и растворителя, которые при взаимодействии образовывают органические соединения. Их очень выгодно использовать, потому что после процесса пайки не нужно использовать специальные очистители;
- Жидкие флюсы из салициловой кислоты, вазелина, золота и этилового спирта. Это самое удобное соединение для радиаторов, спайки электрических проводов. Этот флюс обеспечивает высокую чистоту шва и его аккуратность;
- Для того чтобы изготовить нейтральный флюс для электрических приборов, отличающихся повышенными требованиями к точности (реле времени, выключатели, для соединения контактов мобильных телефонов, и т.д.) понадобится соединения канифоли с воздухом. Канифоль очень низкоактивна и её следует применять только на подготовленных металлах, предварительно очищенных и залуженных; Канифоль
- Активированные флюсы – это бура и канифоль. В большинстве случаев она используется для водопроводных соединений и пайки медных труб. Главным отличием является тот факт, что бура плавится при температуре от 70 градусов, при этом, не выделяя абсолютно никаких вредных соединений. Это только одна разновидность;
Бура
- Еще для того, чтобы приготовить активированные флюсы можно использовать такой рецепт: смешиваем канифоль, анилин, добавляем немного ангидрида, салициловой кислоты и диэтиламина. Это неплохой вариант изготовления пайки для монтажных скреплений.
Как правильно припаивать?
Чтобы припаять два провода, следует для начала залудить паяльник и провода. Дело в том, что если проигнорировать эту процедуру, прибор просто не будет паять, так что крайне рекомендуется это сделать. Кстати, если у пользователя имеется в наличие паяльная станция, а не паяльник, то лужение не потребуется.
Как залудить паяльник?
- Для лужения паяльника следует взять напильник и приложить плашмя к срезу жала паяльника. Нужно точить жало, пока оно не станет гладким, плоским и блестящим.
- Разогретое жало следует погрузить в канифоль, а затем и в припой (обычно это олово). Припой почти не будет прилипать к жалу, поэтому следует после вышеописанной процедуры приложить жало к дощечке природного происхождения. Следует помнить, что доска ДСП для таких целей не подходит.
- Следует повторять эти манипуляции с жалом (погружение в канифоль — олово — приложение к дощечке), пока оно не станет полностью серебристым от припоя, равномерно его покрывающего. Это и называется «лужением» паяльника. Залудить паяльник не так трудно, так что выполнить эту процедуру сможет любой пользователь, даже тот, который раньше с паянием дела вообще не имел.
Как залудить провод?
Для начала надо снять изоляцию с провода. Снять надо именно настолько, чтобы в будущем хватило места для последующей пайки. Также следует контролировать процесс снятия изоляция, для того чтобы затем избежать коротких замыканий.
Конечно же, лудить провод намного проще. Дело в том, что под изоляцией у провода чистый металл, а не окисленный. Оголённый провод следует окунуть в уже упомянутую выше канифоль, приложив сверху него жало паяльника (предварительно разогретого). Затем следует вытащить провод из канифоли, после того как она начнёт плавиться и дымиться. Данная процедура нужна для того, чтобы расплавленная канифоль обволокла провод, а именно контактную его часть. Затем следует обогатить жало паяльника припоем, используя всё то же олово, то есть, коснувшись его, после чего нужно поднести жало к канифоли, облепившей провод.
Нельзя не упомянуть тот момент, что если провод будет медным и чистым, лужение произойдёт буквально сразу же. В том случае, если лужение не произошло с первого раза, требуется повторить процедуру, или же воспользоваться специальным веществом — паяльной пастой, которая является весьма действенным помощником в паяльном деле, учитывая тот факт, что с её помощью можно залудить даже железо.
Как правильно паять провод?
Сам процесс спаивания будет заключаться в том что надо будет просто поднести одну залуженную часть одного провода с залуженной частью другого. Затем к месту их контакта следует поднести раскалённое жало паяльника, которое предварительно должно было быть обогащено припоем. Припой должен хорошо и плотно обволакивать залуженные части припаиваемых проводов. Этому поспособствует канифоль, которая благотворно участвует и в этом процессе.
После того как провода оказались в расплавленном припое, следует постараться избежать любого шевеления, чтобы спаивание прошло успешно. Можно также слегка подуть на то место, где находится расплавленный припой, пока он из блестящего не станет тёмным, что будет свидетельством того, что пайка твердеет.
Вот, в принципе, и всё. Пользователь может гордиться проделанной работой, особенно в том случае, если это его первая пайка, и он сделал всё как надо, следуя вышеописанным советам.
Отпаять провода, кстати, тоже представляется возможным. Если вдруг пользователю понадобилось отпаять два провода, следует проделать ту же процедуру, только обратным методом. Нужно просто разогреть место пайки раскалённым жалом паяльника. Следует поднести жало к месту соединения проводов и расплавить затвердевший припой. После того как припой расплавится, то представить возможным просто разъединить спаянные ранее провода. Кстати, нельзя забывать, что во время распаивания жало паяльника также должно быть в канифоли.
Пайка черных металлов
Качество скрепления стальных изделий зависит от нескольких факторов:
- марки стали;
- пористости заготовок;
- уровня очищенности стыковочного шва.
В качестве припоя выбирают оловянные или латунные сплавы. Их используют в зависимости от поставленной задачи. Более простой способ — использование олова. С ним проще работать, однако, конечный шов не будет обладать высоким уровнем прочности.
Припои на основе латуни намного прочнее, но для работы с ними потребуется особое оборудование.
Рабочий процесс на подготовительном этапе практически не различается. В обоих случаях детали зачищают от грязи и ржавчины. Фиксируют при помощи струбцин или тисков. В качестве флюса используют обычную ортофосфорную кислоту. После этого наступает этап самой пайки.



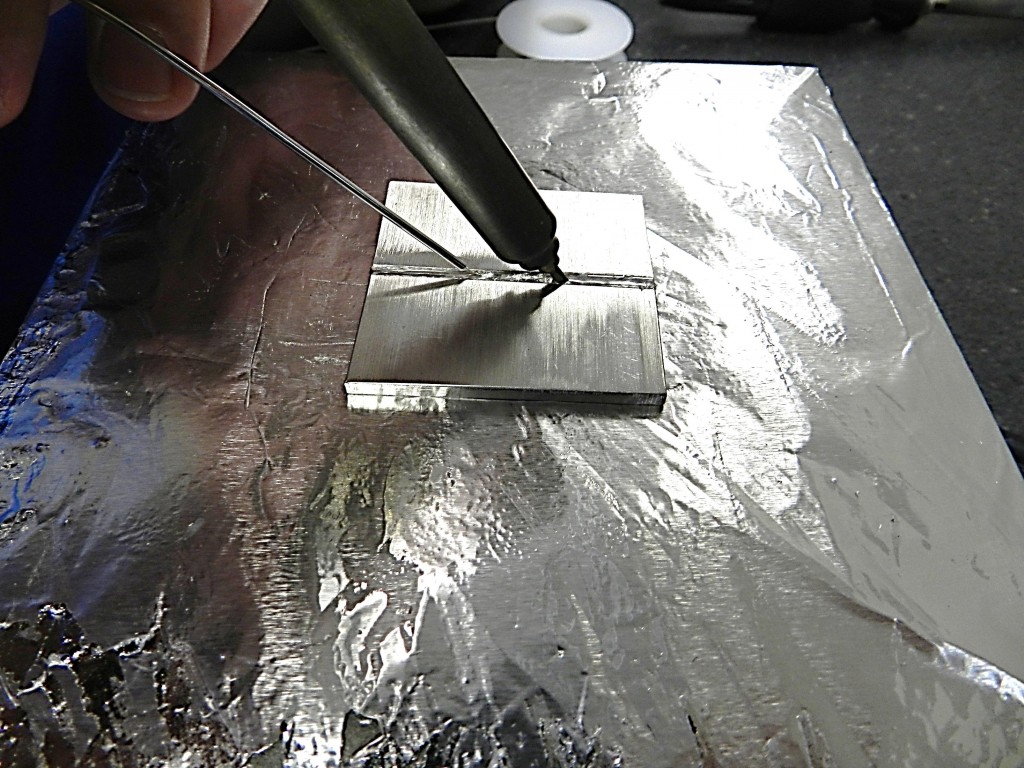




Пайка стали оловом
При пайке оловом подбирают паяльник мощностью от 100 Вт. Для получения качественного шва обе детали предварительно залуживают, после чего в готовый шов подают оловянный припой и завершают пайку.
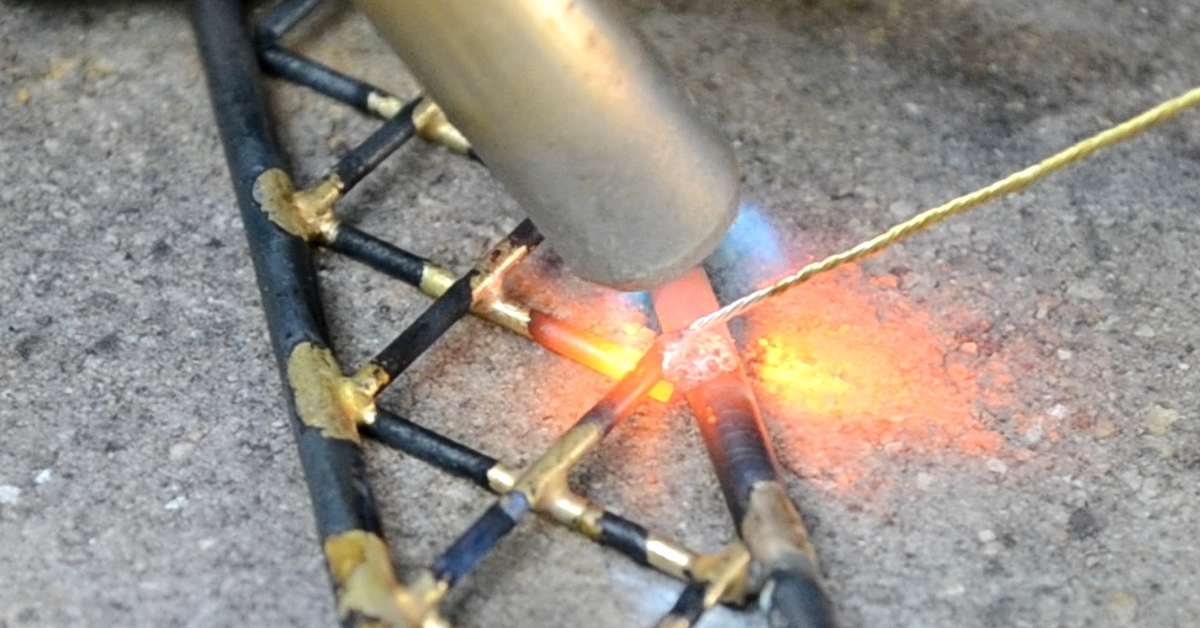
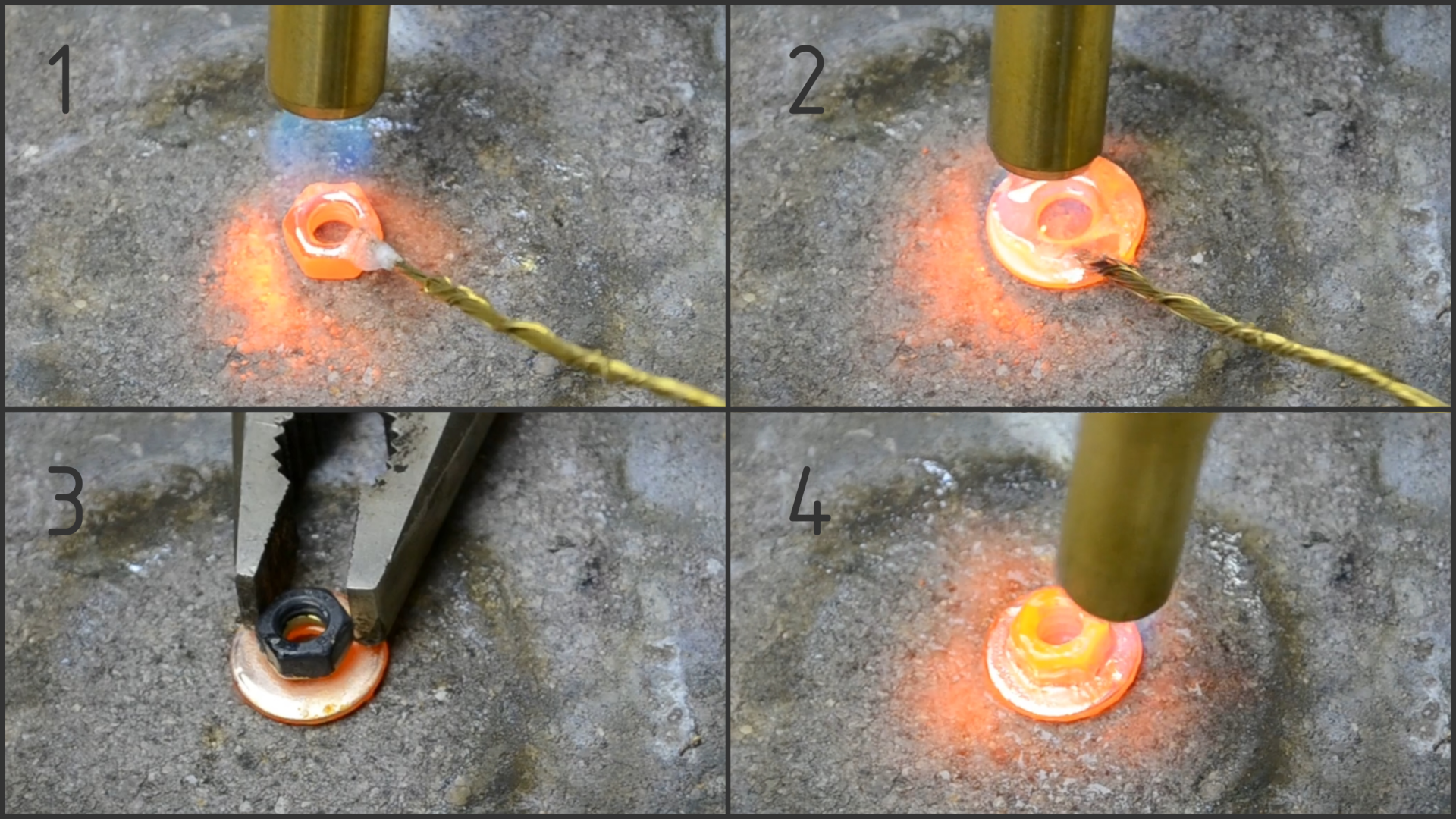
Пайка стали латунью
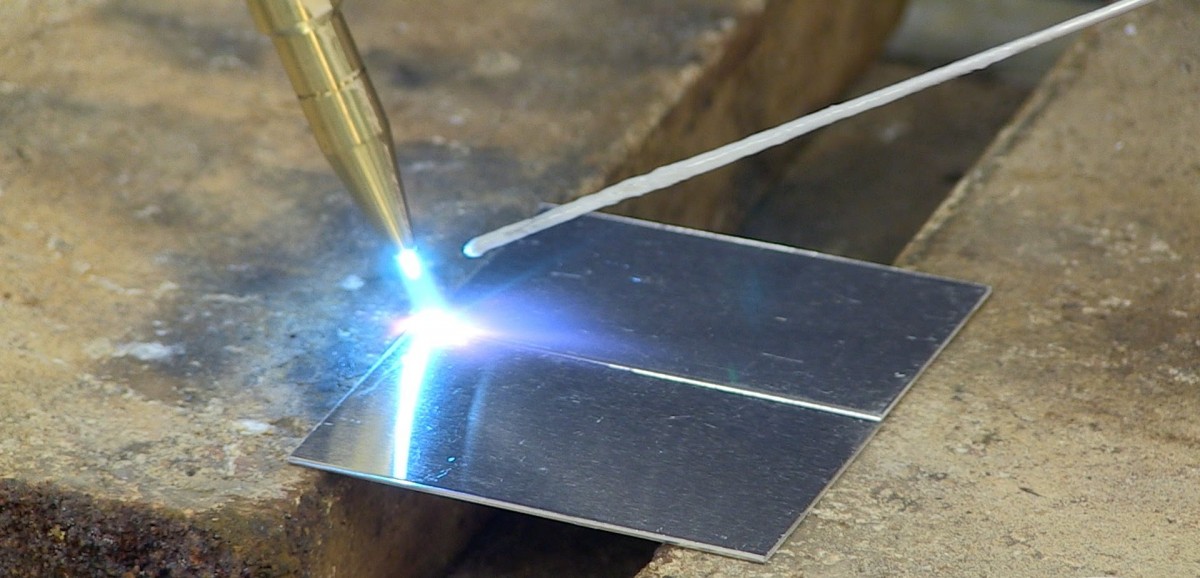
Латунь плавится при температуре свыше 900 ˚С, поэтому для работы с таким припоем потребуется газовая горелка
Важно нагревать оба элемента равномерно. В противном случае латунь быстро расплавится
Она будет хорошо прилипать только на краях стальных заготовок (что может вызвать хрупкость и разрушение под напряжением), что поспособствует образованию трещин в конечном изделии.
Техника безопасности
Пайка железа оловом – процесс небезопасный
Поэтому надо строго соблюдать меры предосторожности. На руки надеваются защитные перчатки, под паяльник обязательно устанавливается подставка, чтобы разогретое жало не касалось стола и подручных материалов
И сама процедура должна проводиться аккуратно.
При кажущейся простоте паячной операции, на самом деле это серьезная процедура
И относиться к ней надо с большим вниманием. Что-то упустили, неправильно даже приложили, и можно считать, что качество стыка резко упало
Поэтому важно к каждому этапу подходить ответственно, особенно это касается очистки двух стыкуемых изделий из железа
Три технологии
Существует три технологии пайки железа оловом:
- паяльником. Для этого придется использовать мягкие припои с большим содержанием свинца;
- паяльной лампой. Здесь потребуются твердые припои с большим содержанием олова;
- электрическая пайка железа.
Первый способ применяют в том случае, если железо не будет в процессе эксплуатации подвергаться большим нагрузкам. Второй – это лужение железа оловом, когда оловянный припой наносится на поверхность металлического изделия и растирается по всей его плоскости тонким слоем.
В этой технологии обязательно применяется флюс для пайки. Третий вариант используется в производственных масштабах, для чего применяется специальное оборудование.
Особенности работы с оцинкованными изделиями
 Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Нельзя паять оцинковку припоями, в состав которых входит большое количество сурьмы. Это вещество при контакте с цинковым покрытием создает непрочный шов.
В качестве флюса лучше использовать борную кислоту и хлористый цинк. Если сами изделия уже были залужены оловом в процессе производства, тогда в качестве флюса можно применять канифоль.
Когда производится соединение оцинкованного железа (листового) и проволоки, то последнюю надо согнуть под прямым углом, чтобы увеличить площадь контакта двух изделий.
В остальном процесс проводится точно также
Кстати, неважно, проволока была изготовлена из оцинковки или обычной стали
Есть еще несколько важных позиций, которые надо учитывать в процессе пайки оцинкованных изделий. Если для пайки железа используются припойные стержни на основе олова и свинца, то для них лучше добавлять флюс на основе хлористого цинка и хлористого аммония. Соотношение 5:1 соответственно.
Припой на основе олова и кадмия требует едкого натра в качестве флюсовой добавки.
Если между собой соединяются оцинкованные изделия из железа, в состав защитного слоя которых входит более 2% алюминия, то применяется припой на основе олова и цинка. А в качестве флюса используют соляную кислоту и вазелин (стеарин).
В независимости от того, какие детали или узлы соединяются пайкой, необходимо после окончания процесса и остывания шва промыть место стыка водой, чтобы удалить остатки флюса.
Оборудование для пайки
С точки зрения техники, спайка проводов — это не самый простой способ подключения токоведущих жил. Для создания контакта необходимы инструменты и расходные материалы. Минимальный комплект для пайки включает:
- паяльник и подставка;
- припой;
- флюс.
Однако для более продвинутого и качественного соединения также могут пригодиться:
- паяльная паста;
- оплетка для удаления припоя.
Инструменты и расходные материалы для пайки
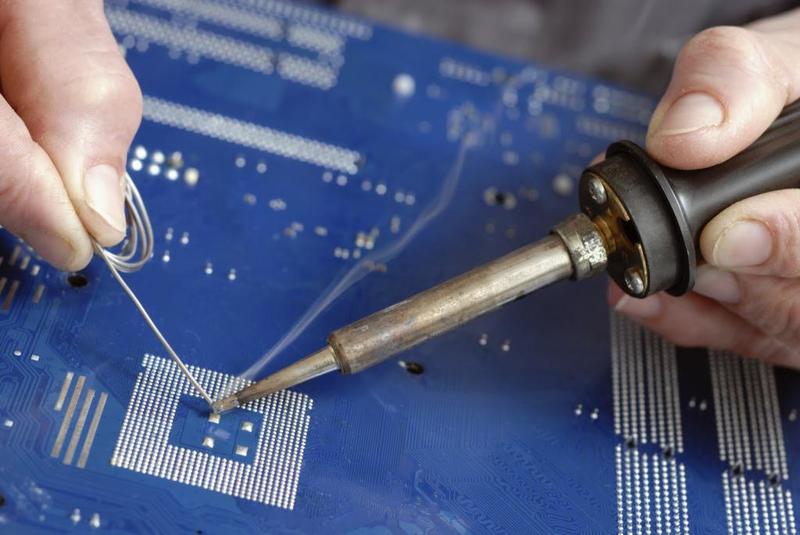
Паяльник электрический
Классический паяльник состоит из 4 конструктивных элементов:
- кабель питания;
- рукоять;
- нагревательный элемент;
- жало.
Питающий кабель предназначен для передачи электроэнергии от розетки к нагревательному элементу. На его конце имеется стандартная штепсельная вилка. Нагревательный элемент выполнен из нихромовой проволоки. Он крепится в рукояти из дерева или пластика обычно при помощи винта. Тепло от нагревателя передается на медное жало паяльника. Выбран именно этот металл, так как он хорошо передает тепло к месту пайки. Медное жало периодически необходимо подтачивать напильником. Это придает ему требуемую форму. В современные паяльники часто устанавливают необгораемые жала. Они не меняют формы от длительной работы и не нуждаются в обработке напильником.









Припой оловянно-свинцовый
Припой представляет собой мягкую проволоку матового серебристого цвета диаметром 0,1-6 мм. Она выполнена из сплава олова и свинца. С советских времен популярностью пользуется припой марки ПОС-60. Он оптимально подходит для пайки медных проводов. В состав ПОС-60 входит 60% олова и 40% свинца.
Существуют и другие марки припоев (ПОС-10, ПОСК, ОЦ). Они отличаются химическим составом и физическими свойствами. Например, припой ПОС-60 плавится при температуре 183°C. Для работы с ним жало паяльника необходимо разогреть до температуры 200-240°C. Припой ПОС-15 плавится при 280°C. Паяльник придется разогреть до более высоких температур.
Флюс для медных проводов
Без флюса не получится выполнить качественное соединение. Он предназначен для подготовки спаиваемых поверхностей к лужению припоем. Флюс растворяет жиры и оксидную пленку, которые всегда присутствуют на медных жилах.
Флюсы бывают 3 видов:
- твердые;
- жидкие;
- пастообразные.
Жидкие флюсы выпускаются в виде баночек с кисточкой. Формат такой же, как у женского лака для ногтей. С помощью кисточки удобно наносить жидкий флюс на электропроводку или иное место пайки.
Пастообразные флюсы представляют смесь жидких и твердых. Нередко в состав входит вазелин и различные жиры. Такой флюс удобно наносить на место пайки при помощи зубочистки или спички. Также практикуется простое окунание зачищенного провода в смесь.
Паяльные пасты
Под паяльными пастами принято называть или пастообразные флюсы или готовый состав для пайки, в котором уже содержится припой. Использование данной смеси упрощает процесс пайки. В составе паяльных паст присутствует флюс и мелкодисперсный припой. Их соотношение подобрано оптимальным образом. Поэтому нет необходимости самостоятельно брать на жало нужное количество припоя и канифоли.
Паяльная паста Mechanic XGSP-50
Паяльные пасты используются преимущественно для работы с smd радиодеталями. Обычно с их помощью не паяют проводку, но в теории это вполне возможно.
Подставка для горячего паяльника
Во время работы паяльник не всегда находится в руках. Он может быть отложен в сторону, например, для скручивания проводов в распредкоробке. Паяльник горячий, его нельзя класть на горючие или плавящиеся материалы. Поэтому для безопасной работы необходима жаростойкая подставка.
Иногда она идет в комплекте с паяльником. Хотя ее отсутствие в коробке не критично. Большинство радиолюбителей и электриков изготавливают подставку своими руками. В самодельном варианте можно удобно и под свою руку расположить баночку с канифолью, припоем и некоторыми мелкими инструментами для пайки.
Оплетка для удаления лишнего припоя
Оплетка не является обязательным атрибутом для успешной пайки. Она используется для быстрого и удобного удаления лишнего припоя.
Оплетка выполнена в виде ленты, сплетенной из тонких проволок меди. Ее ширина лежит в пределах от 2 до 10 мм. Оплетка прикладывается к месту, где набежал лишний припой. Затем она прижимается горячим жалом паяльника. Лишний припой начинает плавиться и под действием капиллярного эффекта всасываться в волокна оплетки. Принцип такой же, как если положить губку для мытья посуды в тарелку с водой. Она втянет лишнюю влагу.
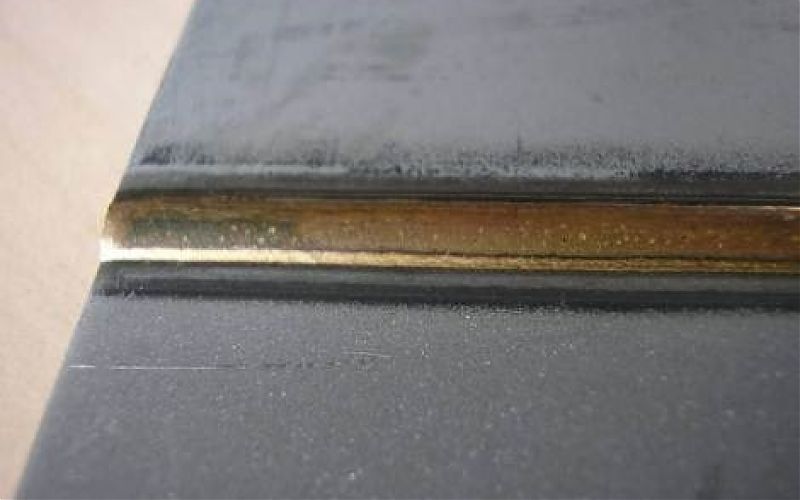
Преимущества лужения и пайки кузова
- Припой держится на поверхности лучше шпаклёвки. Прочность на разрыв (сила, требуемая, чтобы отделить припой от металла, на который он нанесён) составляет 423 бара. Это очень высокий показатель.
- Даже толстый слой припоя не даёт усадки, в отличие от шпаклёвки.
- Припой имеет лучшую эластичность и прочность, чем автомобильные шпаклёвки. Свинец хорошо гнётся вместе с металлом, на который он нанесён, поэтому не трескается.
- Припой не потрескается и не отслоиться при ударе, как это бывает со шпаклёвкой.
- Припой является водонепроницаемым. Шпаклёвку же нельзя назвать полностью водонепроницаемой.
- Припой может выдерживать высокие температуры, поэтому может применяться при ремонте и последующем нанесении порошковой краски.
- Ещё одним большим преимуществом припоя над шпаклёвкой является то, что не стоит беспокоиться о времени его затвердевания. Можно добавлять дополнительный припой прямо на уже нанесённый слой. Нужно только разогреть поверхность и новый припой и добавить его. Не нужно полностью расплавлять уже нанесённый слой.
Твердые припои для пайки
Состав флюсов для пайки твердым припоем используется соединения проблемных мест, которые все время поддаются негативному воздействию окружающей среды (вибрации, перепады температур, удары и прочее). В основном это составы для высокотемпературной пайки, о т 400 градусов по Цельсию и выше. К ним относятся:
- Припой для твердого сплава из меди и цинка (до 1000);
- Фосфор и медь (до 900 градусов);
- Чистая медь применятся для процесса пайки высокоуглеродистого железа;
- Флюс безотмывочный, для пайки серебром (до 800 градусов включительно).
У твердоплавких припоев также есть свое распределение, они бывают тугоплавкими, с температурой для плавки от 850 градусов, и легкопавкие – с показателем выше данного температурного режима.
Нужно отметить, что смесь меди (используются марки М21, М11 и прочие) и цинка недостаточно распространена, из-за низких показателей прочности и относительно дорогой стоимости в большинстве случаев её успешно может заменить припой из бронзы с цинком или латуни.
Припои медно-фосфорного типа – это заменители очень дорогих серебряных флюсов. Они незаменимы при соединении медных металлов, бронзы, латуни и прочих соединений металлов, которые не должны работать на сгибы или ударные нагрузки. К слову, этот сплав еще называется припой для бесфлюсовой пайки (но не для меди).
Категорически запрещено использовать данные сплавы для пайки железа, черных металлов, низкоуглеродных сталей, т.к. при температурном воздействии и соединении с медью или фосфором образуется очень хрупкий химический элемент – фосфиды железа, который поспособствует тому, что шов разойдется.
Из-за металлофосфористых припоев образуются фосфиды железа, которые являются члишком хрупкими соединениями, и способствуют понижению качества металла, их не советуют использовать для пайки железа.
Видео: Приготовление паяльного флюса своими руками
Самым лучшим вариантом для таких спаечных процессов является серебряные припои. Они наиболее дорогостоящие. И используются также для соединения проводов, капиллярной сетки из проводов, и очень сложных плат из серебряных компонентов.
Правила пайки стали
Если кто не знает, то изделия из стали можно не только сваривать, но и паять. Однако в отличие от пайки меди и алюминия, пайка стали имеет свои особенности.
Наиболее просто пайке подвергается низколегированная сталь, что во многом обусловлено её характеристиками и составом. На поверхности изделий из низколегированной стали не такая прочная плёнка окислов, которая может быть устранена при помощи использования обычного флюса.
А вот паять конструктивную сталь, уже более сложно, за счет того, что в её составе содержится хром, в качестве легирующей добавки. Наличие хрома в стали значительно усложняет пайку деталей из неё, и требует использования особых припоев.
Технологические рекомендации
Необходимо соблюдать технику пайки паяльником. Перед спаиванием проводов их нужно предварительно зачистить от изоляции. После этого производится осмотр зачищенной поверхности. В зависимости от марки провода на ней также может присутствовать лак. Если изоляция снималась с проводов задолго до спаивания, может образоваться окисел. Существуют два способа снятия окисленных плёнок и лака:
- Механический, с использованием мелкозернистой наждачной бумаги. Такой способ применим для одножильных проводов большого диаметра. Многожильные, тонкие провода не рекомендуется зачищать таким образом, так как можно их оборвать.
- Химический способ используется для тонких многожильных проводов, но является более вредным для монтажника, так как токсичные растворители при вдыхании с воздухом попадают в легкие. Лаковое покрытие можно снять без предварительной зачистки с помощью ацетилсалициловой кислоты (аспирина). На таблетку укладывают провод и тщательно прогревают его паяльником. Температура и кислота снимают лак с поверхности провода.
При работе с эмалированными проводами можно применять специальный флюс, который разрушает покрытие и создаёт плёнку, защищающую от контакта с воздухом. Такой флюс называют активным. После окончания паяльных работ его необходимо удалить при помощи влажной ветоши или губки.
Если нужно припаять провод к металлической площадке (например, заземление), его необходимо предварительно залудить. Поверхность, к которой он будет припаян, нужно зачистить до появления блеска и обезжирить. Следом за этим наносится флюс, и укладываются кусочки припоя. Место тщательно прогревается, после чего к нему прикладывается провод.


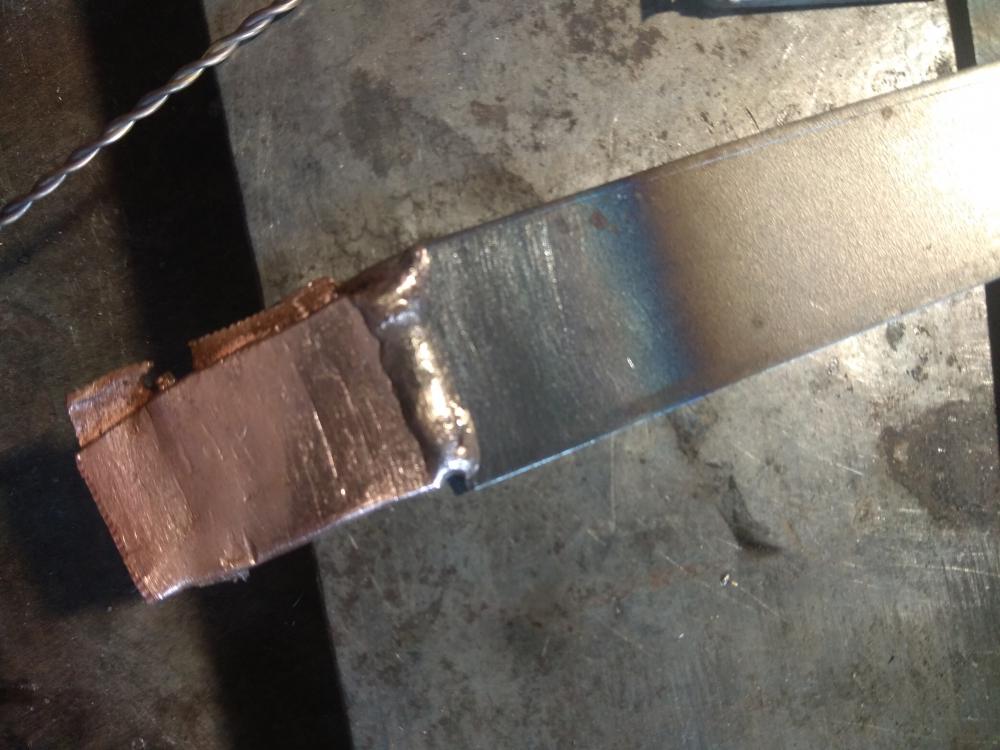



Чтобы качественно припаять провод к нужному месту, необходимо соблюдать технологию пайки. Для этого используется припой ПОС-60 в комплексе с канифолью или специальными флюсами, так как они придают ему текучесть и пластичность при пайке, а также защищают поверхность от взаимодействия с кислородом.
Спаивать провода нужно хорошо прогретым паяльником, чтобы его температуры хватало для плавления припоя. Зачищенный провод опускается в расплавленную паяльником канифоль. Предварительно набрав припоя, необходимо несколько раз провести жалом по оголённому проводу, после чего уже залуженный проводник можно запаять в необходимом месте. Для удобства работы можно использовать приспособление «третья рука». С его помощью фиксируется проводник, к которому будет припаян провод.
Что может быть в качестве материала для пайки
Технологический процесс паяния, и для чего нужна паяльная паста, подскажет одна из самых популярных технологий, где в качестве компонента используют 10 грамм хлорида аммония и 30 грамм химического компонента цинка хлорида, которые необходимо растворить в 60 миллиграммах водного раствора.
Точно таким же образом формируется вещество паяльная кислота или паяльная жидкость, которое готовятся из заранее подготовленного консервированного вещества в виде соляной кислоты и металлического цинка.
- Заполняем фарфоровую посуду в равных долях соляной кислотой и порционными частями цинка.
- Заполняя цинком, в кислоте происходит выделение кислорода, в итоге образуется готовый препарат хлорид цинка.
- После того, как начнётся замедление выделения кислорода, стеклянную посуду помещаем в тёплый раствор воды.
- По окончании процесса должно произойти сливание жидкости, где остаётся не растворившийся цинк, к которому необходимо добавить нашатырный компонент, представленный как 2 граммы аммония, рассчитанного на 3 граммы металлического порошка цинка.
Особенности флюсовых компонентов
Не стоит обольщаться тем, что этот простейший флюсовый препарат подойдёт практически ко всем металлическим поверхностям.
Флюс для пайки алюминия
Согласно ТУ и ГОСТ существует определённый критерий препаратов, которые по степени эффективности можно разделить на 3 условные группы:
- Защитные или некоррозионные компоненты. Благодаря невысокой активности препаратов, такие вещества слабо очищают обрабатываемую поверхность. Как правило, не коррозионная группа используется для сплавов меди, а также для медных групп, которые имеют покрытия из кадмия, серебра или олова. По всем правилам данной группы, все задействованные припои должны быть легкоплавными. К данной группе относятся традиционная канифоль, вазелин простой группы, а также древесные смолы, стеарин и восковые компоненты.
- Слабая коррозионная группа. Для этой группы характерно растворение в спиртовых растворах, воде, а также в минеральных и органических веществах природного и искусственного происхождения, например стеариновая кислота, олеиновая кислота, молочный и растительный жир. Ко всем материалам добавляется канифоль, которая играет антикоррозионную роль. В процессе пайки, слабая группа эффективно разлагается, испаряется и под воздействием температуры сгорает.
- Сильная коррозионная группа. В этом классе используют фториды и хлориды металлической группы, а также сильнейшие неорганические кислоты. Этот тип флюсов способен удалять стойкие плёночные группы, которые характерны для цветных, а также для черных металлов. Все исследуемые коррозионные материалы изготавливаются как в виде жидких паст, так и в твёрдом состоянии.
Технические регламенты
Единый государственный регламент определён для флюсов, которые используются для сварочных работ, в этом случае применяют ГОСТ 9087-81. В радиоэлектронной отрасли также применяют технический стандарт, который имеет свою маркировку, это ГОСТ Р 56427-2015, который распространяется на безсвинцовую технологию. Кроме этого, данный регламент был разработан на основе ранее утверждённых и действующих регламентов, в частности:
- ГОСТ 17325—79 Пайка и лужение.
- ГОСТ Р 53429—2009 Платы печатные.
- ГОСТ 29137—91 Формовка выводов и установка изделий электронной техники на печатные платы.
- ГОСТ 23752—79 Платы печатные
Кроме этого, существует ряд подведомственных нормативных актов, которые имеют отраслевую структуру использования.
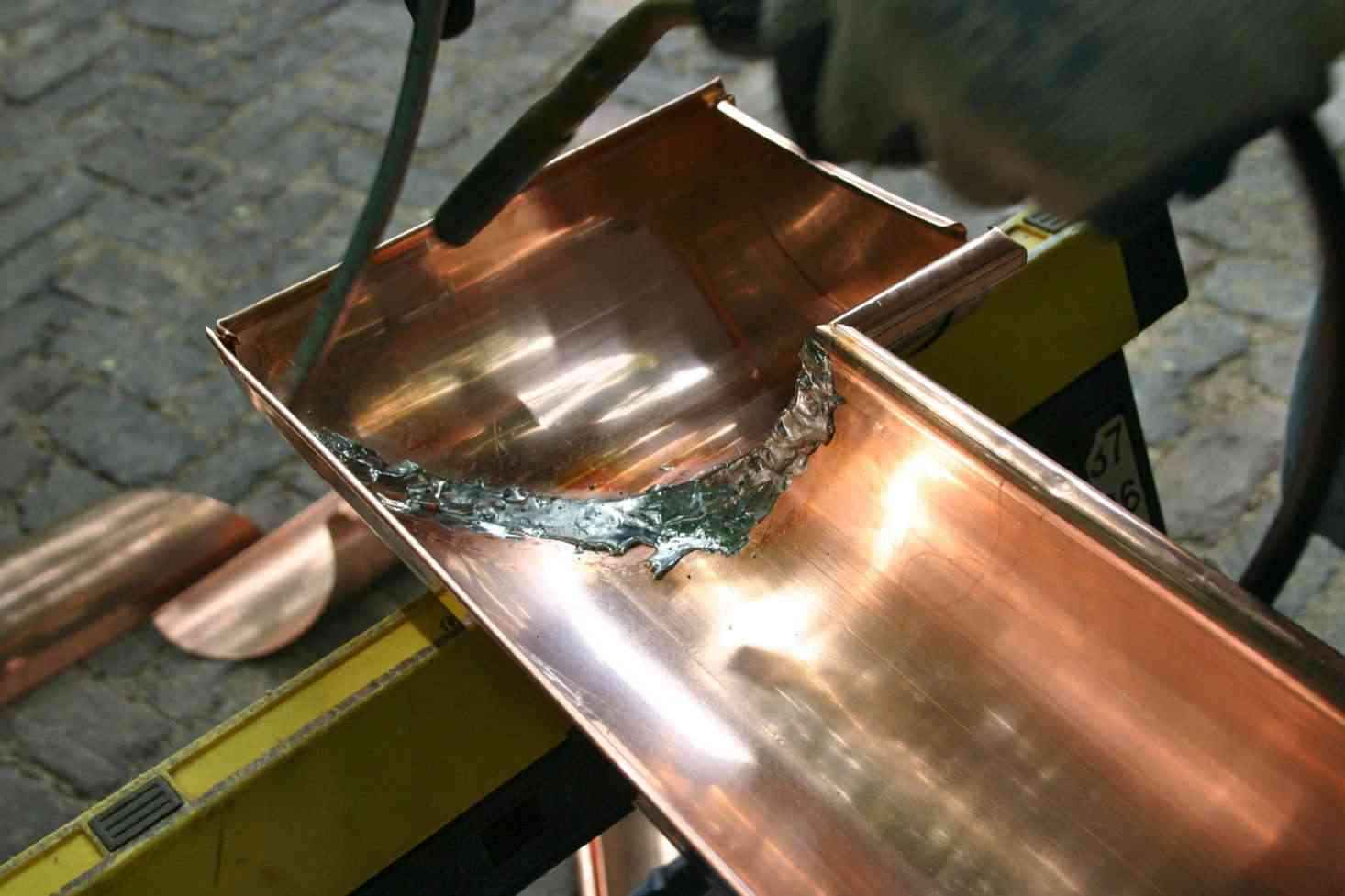
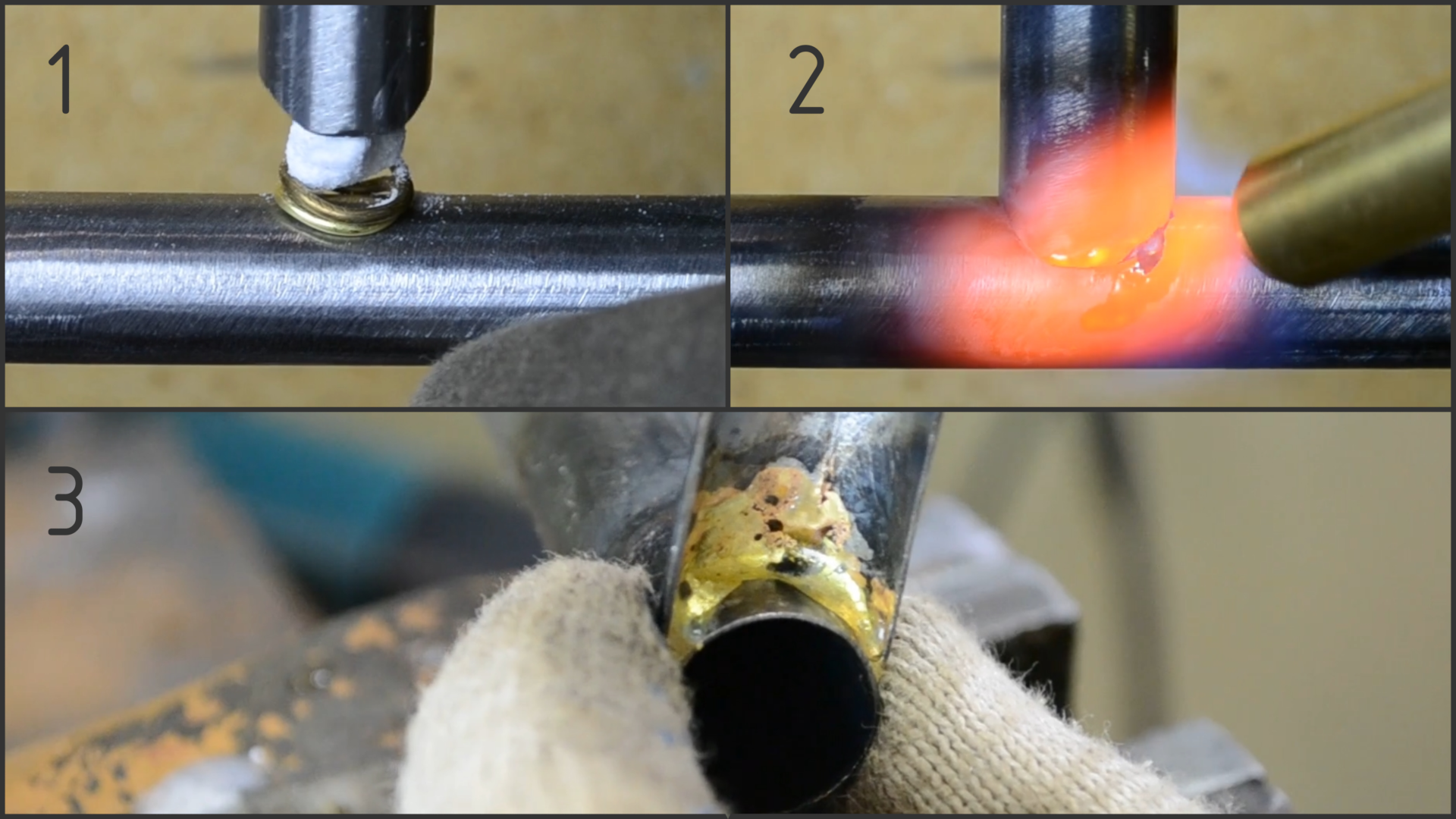
Пайка газовой горелкой: ремонт чайника

Сначала необходимо тщательно зачистить наждачной бумагой зону пайки и убрать накипь возле поврежденного участка. Чтобы запаять чайник из нержавейки газовой горелкой, нужно следовать такой инструкции:
- Прогреть соединение пламенем, плавно перемещая устройство. Нагревание будет достаточным, когда припой начнет плавиться от прикасания к металлу.
- Нанести флюс (канифоль или ортофосфорную кислоту) на зону пайки.
- Наложить олово на поврежденное место, при этом нужно продолжать нагревать участок горелкой, чтобы вещество, расплавляясь, заполнило собой весь дефективный участок.
- Зашлифовать шов щеткой по металлу.
- Протереть запаянный участок спиртом для очистки его поверхности от окалин и окислов.
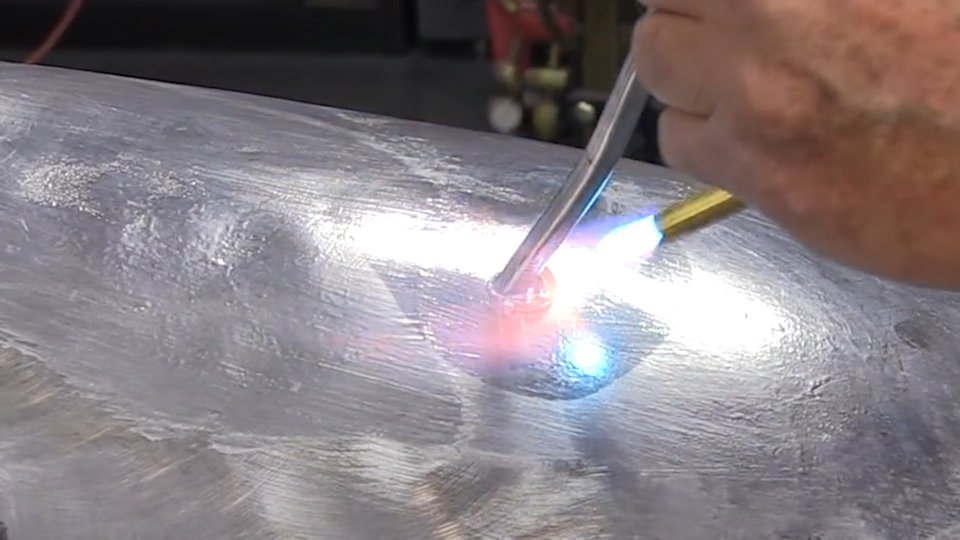
В ходе паяльных работ нужно следить за уровнем кислорода. Для определения этого параметра необходимо посмотреть на пламя, нормальный оттенок которого — синий. В перенасыщенном составе цвет будет бледным, что и указывает на переизбыток кислорода. Если проигнорировать это требование, велика вероятность, что нержавейка начнет окисляться.

Три технологии
Существует три технологии пайки железа оловом:
- паяльником. Для этого придется использовать мягкие припои с большим содержанием свинца;
- паяльной лампой. Здесь потребуются твердые припои с большим содержанием олова;
- электрическая пайка железа.
Первый способ применяют в том случае, если железо не будет в процессе эксплуатации подвергаться большим нагрузкам. Второй – это лужение железа оловом, когда оловянный припой наносится на поверхность металлического изделия и растирается по всей его плоскости тонким слоем.
В этой технологии обязательно применяется флюс для пайки. Третий вариант используется в производственных масштабах, для чего применяется специальное оборудование.