
Какими характеристиками должен обладать флюс для пайки медных труб?
Качественный флюс, который используется для пайки медных трубопроводов, должен отвечать некоторым требованиям. Рассмотрим их:
- независимо от вида, состав должен равномерно распределяться по рабочей поверхности;
- показатели вязкости и плотности этого вещества должны быть меньше, чем у припоя. Это нужно для того, чтобы происходило замещение;
- флюс должен растворять оксидную плёнку и предотвращать повторное окисление медной детали;
- кроме этого, такое вещество должно обеспечивать аккуратный внешний вид шва;
- состав не должен разрушаться в результате воздействия высоких температур;
- после завершения пайки должно производиться лёгкое удаление грязи и пыли;
- флюс должен позволять проводить пайку как на вертикальных, так и на горизонтальных участках.

Качественный флюс в виде пасты должен быть вязким и плотным, тогда он будет равномерно распределяться по поверхности трубы
Качественный флюс должен обладать всеми вышеперечисленными характеристиками. После окончания пайки это вещество удаляется с помощью специальных растворителей.
Свойства среднеплавких сплавов
Серебряный припой обладает высокой прочностью, устойчив к коррозии в агрессивных средах, обладает низкой температурой плавления, высокой теплопроводностью. При работе он полностью заполняет зазор между спаиваемыми деталями и хорошо ложится на металлическую поверхность.
При работе нужно следить, чтобы припой полностью заполнил зазор между деталями.
Сплав из 28,5% меди марки ПСр-72 имеет высокую пластичность. Работая над созданием припоя своими руками, следует помнить, что температура его плавления с медью снижается при легировании литием. Полученный сплав используется для спаивания стальных материалов, устойчивых к действию коррозии. Для снижения температуры расплавления припоя в него добавляют олово в количестве от 35 до 70%. Полученный сплав позволяет паять различные материалы, избегая образования трещин.
Какой паяльник подойдет
Чем паять, какой инструмент для этого нужен — все зависит от площади пайки. Алюминий с медью хорошо проводят тепло, поэтому паяльник нужен мощный. При площади детали в 1000 см² мощность паяльника нужна 50-60 Вт. Паяют часто две или больше частей, в таком случае мощность увеличивается до 100 Вт. При подогреве места соединения подойдет паяльник меньшей мощности. Жало выбирают широкое, на нем можно сделать зазубринки для снятия пленки оксида алюминия.
Требуется рассмотреть, как паять алюминий паяльником. Делается это хорошо разогретым инструментом после снятия оксидной пленки и лужения, к залуженному (залудить можно с применением специальных припоев) участку хорошо прилипает припой и годится любой паяльник
Порядок применения
Перед тем как начинать пайку флюсом, необходимо разобраться с тем, как его применять. Процесс применения будет зависеть от того, какая разновидность легкоплавкого состава применяется:
- При использовании твёрдых припоев (оловянный прут) требуется окунуть паяльник в тело реагента и зацепить небольшое количество припоя.
- Если используется жидкая готовая смесь, её можно наносить с помощью кисточки.
- При работе с пастой требуется наносить её на место соединения палочкой, зубочисткой.
Также нельзя забывать про зачистку поверхности от окисления.
Весь процесс применения легкоплавкого вещества можно разделить на несколько этапов:
- Изначально поверхности зачищаются.
- После зачистки наносится слой флюса.
- С помощью паяльной станции разогревается соединяющий состав и детали.
Далее необходимо дождаться застывания шва и дополнительно обработать его.
Без специального состава соединить контакты не получится. Опытные мастера предлагают новичкам выполнить работу без флюса и посмотреть результат — работа займет гораздо больше времени, шок быстро отвалится. Наилучшим дополнительным материалом для спайки считается чистое олово. Однако это не дешёвый металл и его используют в соединении со свинцом.
Что лучше — сварка или пайка
Ответы на этот вопрос могут быть разными. Применение того или иного способа зависит от использования деталей после их соединения. Автомобильный радиатор лучше паять. Этот способ стоит дешево и отличается надежностью. Молочные фляги и другие емкости для хранения продуктов питания лучше сваривать. Сварной шов более прочный, особенно при больших размерах. Часто приходится сваривать детали из алюминиевых сплавов. Сварка силумина — практически единственный способ соединения, не считая использования клея.
На сварке и пайке при желании можно неплохо заработать. Вопросы о том, как запаять алюминиевые трубки в холодильнике или отремонтировать раму велосипеда, возникают часто. В мастерских работа стоит дорого: пайка трубок — 1000 руб. и более. При соединении электропроводов способом пайки берут 15 руб. за каждое. Ремонт рамы велосипеда из сплавов алюминия с применением припоев стоит 500 руб. Ремонт кастрюли обойдется в 100 руб. К этим суммам следует добавить расходы времени и денег на доставку изделий в мастерскую и обратно.
Чтобы сэкономить эти деньги, нужно научиться паять самому. Для этого необходимо приобрести газовую горелку в виде баллончика за 700-1000 руб. и припой. Научиться обработке поверхностей и наложению швов можно на старом автомобильном радиаторе.
Как правильно спаять два провода паяльником?
Как правильно паять паяльником с канифолью
Когда и для чего при пайке используют канифоль
Что такое нихромовая проволока, её свойства и область применения
Способы соединения электрических проводов между собой
Какая проводка лучше — сравнение медной и алюминиевой электропроводки
Что нужно иметь для пайки меди
Никакого дорогостоящего оборудования для пайки меди или особых расходных материалов не нужно, все очень просто.
Для пайки медных труб для домашнего пользования понадобится следующее:
- Нагревательный элемент в виде газовой горелки для нагрева и расплавления припоя. Чаще всего используется пропан с регулируемым давлением. Можно использовать паяльник помощнее или строительный фен также с приличной мощностью.
- Специальный резак для медных изделий. Медь – металл весьма мягкий, поэтому резать ее нужно с нежностью из-за риска помять стенки. Такие резаки называются труборезами, они отличаются огромным разнообразием – на любой вкус. Модели на рынке предлагаются во всем многообразии, включая устройства для резки в самых труднодоступных местах.
- Фитинги для пайки, если предполагаются сгибы не отожженных трубок.
- Расширитель для труб – также специальное устройство для увеличения диаметра медной трубы перед нагреванием, если это необходимо. Такая возможность чрезвычайно важна, когда стыкуются изделия с размерами, немного не совпадающими по своим размерам.
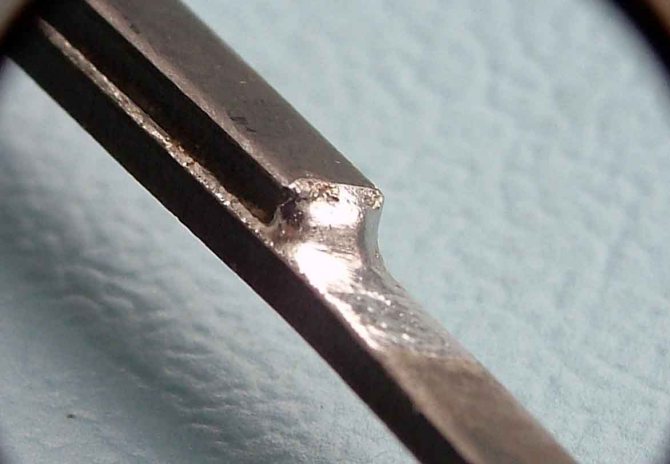
- Так называемый «фаскосниматель» – устройство, где название говорит само за себя. Речь о снятии фасок с торцевых сторон трубок. Дело в том, что после обрезки на торцах могут образоваться металлические заусеницы. Они вовсе небезобидные, а даже наоборот – не дадут сформировать прочное и красивое стыковое соединение. Фаскосниматели бывают двух видов: в виде карандаша или круглые по форме. Предпочтительнее и удобнее в работе круглые: с их помощью можно убирать заусеницы с мягких медных изделий с диаметром вплоть до 36-ти мм.
- Щетки и ершики со стальной щетиной для подготовки медных деталей: удаления грязи и оксидной пленки.
- Расходный материал для самого припоя. Припои для пайки медных труб могут быть из двух видов проволоки: медная проволока с высокой температурой плавления, которая содержит небольшую долю в 6% фосфора. Второй вариант – проволока из олова, у которой температура плавления значительно ниже – около 350°С.
- Пасты и специальные флюсовые смеси для защиты металла от образования дефектов в виде воздушных пузырей и лучшего сцепления между медью деталей и припоем.

Дополнительными вещами к основным инструментам для пайки медных труб будут неспецифические инструменты:
- измерительная лента или рулетка;
- строительный уровень;
- маркер и кисточка;
- молоток.
Перед началом пайки трубок необходимо решить принципиальный технологический вопрос: каким именно припоем будет вестись пайка? Твердым припоем в виде медной проволоки, который чаще используется в работах с кондиционерами и холодильникам?
Или использовать оловянную проволоку, которая отлично работает с трубами для отопления или водопроводной системой?
Пайка меди под флюсом
Во время пайки меди под флюсом ток движется по проволоке только в вылет, что обеспечивает пятикратную производительность в сравнении с ручным дуговым процессом. Использование сварочных токов высокой плотности в этом случае не вызывает отслаивания обмазки и перегревания электродов в вылете. Работа с толстыми металлическими листами проводится без раздела кромок, так как заготовка проплавляется на всю глубину.










Технологические особенности процесса:
- В идеале флюс должен быть производным веществом от припоя, чтобы их рабочие температуры были максимально близки. Это облегчает работу специалиста, которому не придется постоянно контролировать нагрев.
- При совпадении рабочих температур припоя и флюса, последний можно использовать для контроля за температурой пайки. Это помогает снизить количество повреждений заготовки при работе.
Шлак, образующийся на поверхности шва, увеличивает скорость кристаллизации, уменьшает количество пустот и посторонних частиц в наплаве. Осложняет работу под флюсом только повышенная текучесть металла. Но качество и скорость выполняемых работ перекрывают все возможные недостатки.
Разновидности флюсов
Флюсы разделяются по двум характеристикам: по химическому составу и по консистенции. Начнем с химического состава.
Химический состав
Всего существует 3 типа флюсов: антикоррозийные с содержанием фосфора, флюсы на основе салициловой кислоты и канифоль/флюс на основе борной кислоты. Рассмотрим каждый тип подробнее.
Антикоррозийные флюсы изготавливаются из фосфора и растворителей. Такие флюсы позволяют получить соединение, стойкое к образованию и распространению коррозии. Также этот тип флюса не нужно устранять после пайки, а это экономит время. Антикоррозийные флюсы относятся к кислотным.
Второй тип кислотного флюса – флюс на основе салициловой кислоты с добавлением технического вазелина. Такие флюсы также называют ВТС. Получаемые соединения аккуратны и эстетичны. Сама пайка получается чистой, не нужно дополнительно очищать металл. Чаще всего используется для электромонтажных работ. Последний тип флюса — бескислотная канифоль. Ее можно использовать для пайки электроприборов и для работы с трубами. Учитывайте, что канифоль отличается малой химической активностью. Поэтому для ее применения необходима тщательная подготовка деталей перед пайкой.
Для паяльных работ зачастую используют либо обычную канифоль (ее также называют натуральной), либо ее растворы в спирте (к таким относится флюс КЭ, например).
Канифоль способна улучшать растекание припоя при пайке, равномерно распределяя его по стыку двух заготовок. Так же расплавленная канифоль способна растворить окислы, тем самым защитив зону пайки и улучшив качество соединения.
Консистенция
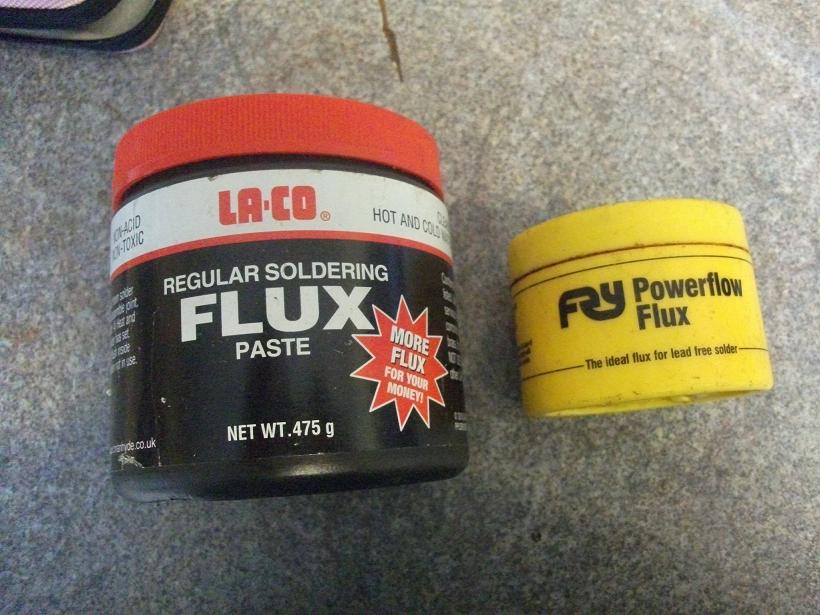
Флюс для пайки меди выпускается в жидком, пастообразном и сухом виде. Мы рекомендуем использовать пастообразные флюсы, поскольку с ними очень удобно работать именно при пайке медных труб. Сухие флюсы абсолютно не подходят для таких работ, а жидкие не всегда позволяют добиться нужного результата.
Обратите внимание на консистенцию. Она должна быть однородной, без комочков и посторонних включений
Если использовать в работе некачественный флюс, результата проделанной работы окажется неудовлетворительным.
Где и как бура применяется?
С химической точки зрения бура – это соль натрия со сложным названием «декагидрат тетрабората натрия». С ее участием в роли активного элемента в защитной флюсовой смеси проводится соединение самых разных металлов, вплоть до сложных и капризных сплавов, к примеру, меди.
По данной технологии для соединения используются дополнительные металлические припои, они также могут быть разного состава.
Инструменты и расходные материалы для пайки.
При высокой температуре бура начинает плавиться, вследствие чего происходит очистка свариваемых поверхностей с одновременным растворением окислов в раскаленной флюсовой смеси.
Суть этого процесса – образование солей с их последующей поверхностной кристаллизацией. Данный кристаллический налет после процесса сварки легко убирается.
Этапы пайки медных труб
Для соединения элементов медного трубопровода применяют пайку, используют газовое оборудование для подогрева. Последовательность действий:
- Аккуратно обрезать трубу. Для этого необходимо использовать специальный труборез.
- Очистить губкой или салфеткой соединяемые детали от грязи, масла, пыли.
- С помощью грубой ткани или «металлической шерсти» снять с поверхности трубы и внутренней части фитинга окисную пленку.
- Нанести на трубу тонким ровным слоем флюс.
- Надеть фитинг.
- Греть горелкой до изменения медью цвета в зоне контакта с пламенем.
- Внести в зону пайки необходимое количество припоя.
Качество шва во многом зависит от равномерного прогрева деталей. Теплопроводность меди высокая, достаточно равномерно прогревать горелкой место стыка, водить ее по окружности, не держать долго на одном месте.
Для соединения двух труб можно обойтись без фитинга, достаточно расширить конец одной трубы специальным приспособлением и после нанесения флюса на обе спаиваемые поверхности, одеть ее на вторую.
Низкотемпературным способом можно паять медную проволоку и микросхемы. Для этого нужно очистить от грязи место соединения. Нанести флюс. Разогретые концы провода можно просто опустить в порошкообразную канифоль. После этого поднести припой и расплавить его. Вместо горелки используется паяльник.
Общие требования к флюсам
Следует рассказать еще о нескольких требованиях, которым должны соответствовать флюсы любого типа.
- Текучесть состава не может быть чрезмерной. Ее должно хватать на обработку максимально возможной площади деталей, однако флюсу необходимо быть достаточно вязким, чтобы оставаться на месте пайки.
- Даже активные флюсы должны вступать в реакцию только с удаляемыми ими пленками, но не с материалом детали или самим припоем.
- Кроме более низкого удельного веса, флюс должен обладать и меньшими адгезионными характеристиками, по сравнению с припоем.
- Расплавившийся флюс должен создавать благоприятную среду для пайки, поэтому недопустимо его испарение или выгорание.
- Состав должен легко удаляться после пайки.
Разновидности флюсов
Все флюсы отличаются друг от друга по разным показателям, но чаще всего по элементам, входящим в их состав. Для того, чтобы очистить металл, который предстоит паять, от загрязнений, используются следующие виды флюсов:
- борная кислота;
- хлорид цинка;
- соляная кислота.
А для создания плёнки, которая будет выполнять защитные функции можно применить:
- канифоль;
- воск;
- различные смолы.
При пайке медных труб можно применять различные типы флюсов:
- жидкие;
- порошковые;
- флюс-пасты.
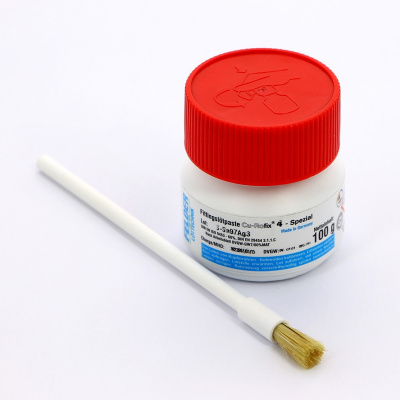
Жидкие составы хранят, как правило, в закрытых тубах и применяют их вместе с припоями, обладающими мягкой консистенцией. Порошковые флюсы являются менее популярными из-за неудобств, связанных с их использованием во время пайки. Пасты для пайки медных труб более дорогостоящие, однако, продаются в готовом виде и их применение возможно сразу. Паста для пайки позволяет упростить процесс и получить невероятно прочное и надёжное сцепление труб.










Готовые пасты удобны в применении, но отличаются более высокой ценой, чем прочие средства
На сегодняшний день существует огромное количество разновидностей этого вещества. Однако выделяют три наиболее популярных вида, которые используются для пайки в том числе и медных труб:
Антикоррозийные составы. Такие вещества не только выполняют функцию очистки поверхности от окисления, но и удаляют воду из места пайки, вытесняя её. Использование такого состава позволяет не удалять остатки после пайки. Изготовить такой раствор в домашних условиях довольно трудно.
Составы на основе салициловой кислоты. В таких флюсах основное активное вещество растворяется в составе, который состоит из различных химических веществ: спирт, вазелин (технический), золотосодержащие вещества. Такие флюсы выпускаются только в промышленных условиях и являются довольно популярными, так как влияют на качество шва. Шов после пайки трубы с использованием такого флюса получается очень ровным.
Классическая канифоль. При сборке трубопроводной коммуникации канифоль не используют в чистом виде. Чаще всего к ней подмешивают натриевую соль, и в результате получается вещество, которое обладает отличными защитными и антикоррозийными характеристиками для работ с трубопроводами. Канифоль обволакивает шов защитной плёнкой, а соли натрия препятствуют окислительным процессам. Такой состав отличается дешевизной и является наиболее популярными на сегодняшний день. Однако у такого флюса есть и недостаток — при перегреве он может обуглиться. Кроме этого, шов при пайке с канифолью получается не настолько эстетичный, как в случае с флюсом на основе салициловой кислоты, но прочный и надёжный.
Канифоль — наиболее доступный и популярный материал для пайки
Некоррозионная группа
Обычная светлоокрашенная канифоль относится к неактивным флюсам, легко удаляется этиловым спиртом любой степени очистки, техническим ацетоном.
Такой флюс пригоден для пайки меди и сплавов на ее основе. Его применяют при пайке проводов, радиодеталей.
В местах углублений, не очень удобных для нанесения чистого канифольного флюса, можно проводить обработку поверхности раствором канифоли в этиловом спирте.
Если предполагается эксплуатация медных изделий при больших нагрузках, нужно обеспечить соединение с повышенными прочностными характеристиками. Для этих целей пайку проводят со смесью канифоли с глицерином, растворенной в спирте.
Правила безопасности при пайке медных труб
Пайка медных труб подразумевает использование паяльного оборудования, которое требует необходимых умений
При работе с паяльным оборудованием стоит обращать внимание на следующие правила безопасности:
- при запаивании трубы категорически возбраняется держать под струёй пламени в руках сегмент, который короче 30 см. Это связано с тем, что медь очень хороший теплопроводник и можно получить ожог;
- при попадании на кожу флюса необходимо сразу же его смыть с помощью воды. В противном случае можно получить химический ожог;
- осуществляя процесс пайки горелкой, необходимо позаботиться о своей одежде — она должна быть только из натуральных тканей;
- перед пайкой медного трубопровода необходимо позаботиться о вентиляции, чтобы помещение проветривалось должным образом. Это необходимо, так как припой для пайки медных труб выделяет вредные вещества.
Последовательность подготовки и проведения операций пайки
Как выполняются соединения медных труб пайкой припоем? Ниже по тексту представлена инструкция пайки медных труб, учитывающая все детали процесса. Однако для получения удовлетворительных, непрерывных соединений пайкой, необходимо соблюдать последовательность подготовки и проведения операций.
Технологическая последовательность основана на стандартной практике ASTM B 828 и выстраивается следующими функциями подготовки и операциями:
- измерение и резка,
- развертывание,
- очистка,
- применение флюса,
- сборка и поддержка,
- нагрев,
- применение припоя,
- охлаждение и чистка,
- тестирование.
Для алюминия

Fontargen F 400 M
Castolyn FBK 192, припой с флюсовым сердечником. Рекомендован для тонкостенных конструкций с предварительным лужением и созданием зазора по периметру 0,2 мм. Состав оболочки Zn-98%, Al-2%. Преимущества материала:
- Нет остаточной коррозии;
- Устойчивость смачиваемости и текучести при t 440;
- Ускорение кристаллизации;
- Надёжное сращение алюминия с нержавеющей сталью, гальванизированным чёрным металлом, медью.
Castolin 192 пригоден для восстановления внутренних резьб в корпусных деталях, ремонте и заделке поверхностных отверстий, в том числе без наложения заплат. Соединению внахлёст.
Процесс пайки
Перед тем, как приступить непосредственно к соединению отрезанных заготовок, их требуется предварительно обработать. Сначала зачищается место стыка, устраняются мелкие дефекты и заусеницы. После этого поверхности соединяемых труб обрабатываются щетками и ершиками снаружи и изнутри. Нельзя использовать абразивные инструменты, иначе возникнут царапины.
Если требуется, одна трубка расширяется. Диаметр медных труб должен быть таким, чтобы одна заготовка свободно входила в другую. Перед этим ее обязательно нужно нагреть, иначе появятся механические повреждения, которые в дальнейшем повлияют на герметичность соединения.
Для защиты от попадания воздуха в шов и для лучшей адгезии на поверхность наносится флюс или паста.

Только после выполнения подготовительных работ следует приступать к нагреву припоя и труб при помощи горелки. Нагрев необходимо выполнять равномерно, чтобы не допустить перегревания.
После того, как трубы нагрелись, в зазор между ними вводится проволочный припой. Он плавится и заполняет зазор на стыке труб, образуя шов. После остывания флюс удаляется.








Техника безопасности
Во избежание травм и иных неприятных последствий важно соблюдать требования безопасности: монтаж и ремонт трубопроводов выполнять только в защитных перчатках и очках, в рабочей робе, не допускать попадания пламени горелки и касания нагретого металла к незащищенной коже, не работать открытым огнем вблизи легковозгорающихся материалов
Основные ошибки
Процесс пайки медных труб не особо сложен, однако, новички часто допускают ошибки, которые впоследствии сказываются на качестве соединения. Распространенные ошибки начинающих мастеров:
- недостаточная предварительная обработка места спаивания;
- запрессовка — несоблюдение достаточного зазора между трубами, вследствие чего шов получается неравномерным;
- использование неправильного припоя;
- перегрев труб, который приводит к ухудшению эксплуатационных качеств;
- недостаточно тщательная очистка от флюса после пайки, из-за чего появляется коррозия.
Кроме этого, требуется следовать заранее подготовленной схеме конструкции.
Видео процесса
Для более наглядного понимания процесса монтажа посмотрите видео тут:
Подписывайтесь на новые статьи – впереди много интересного!