
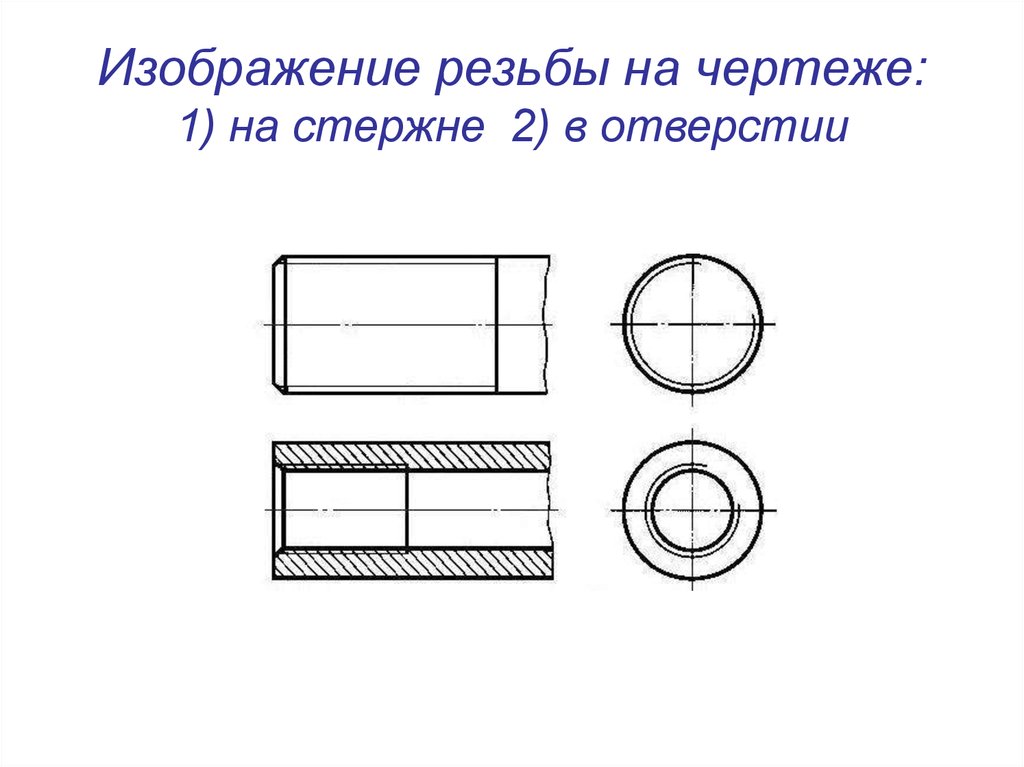
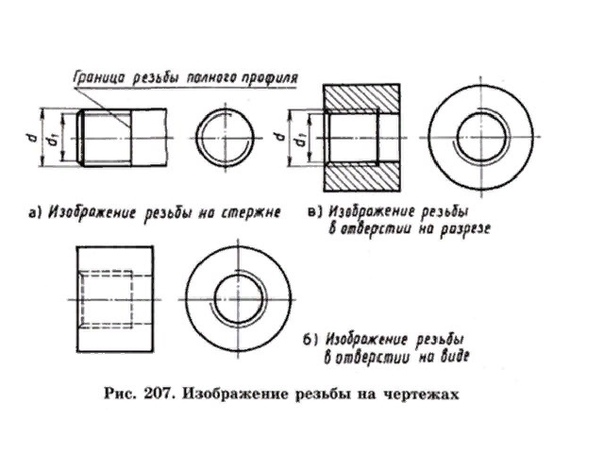
Выполнение трубной резьбы
Методы выполнения резьбы для труб зависят от доступного оборудования, серийности производства и необходимой точности. Так, накатка применяется в основном при выпуске больших серий изделий, поскольку гарантирует высокую производительность, и низкую себестоимость операции.
Способы нарезки резьбы
- Нарезка на токарно-винторезном станке характеризуется высокой точностью и весьма низкой производительностью. Применяется в индивидуальном и мелкосерийном производстве.
- Нарезка плашками и метчиками обладает также невысокой производительностью и осуществляется, как правило, в несколько проходов разным по степени точности инструментом.
- Накатка – это основной промышленный способ, формирование профиля происходит не за счет снятия стружки, а в результате пластической деформации металла накатными плашками. Высокая производительность обеспечивается за счет автоматизации операции снятия и постановки детали на станок.
- Фрезерование резьбы выполняется на специализированных резьбофрезерных станках.
- Литье. Прогрессивные методы литья — литье под высоким давлением и порошковая металлургия — позволяют получать точный и прочный резьбовой профиль прямо на отливке, без последующей механической обработки
В условиях стройки и ремонта доступен, как правило, только ручной способ выполнения.
Назначение резьбы и ее элементы
Резь является главным элементом винтовой передачи и резьбового соединения. Она состоит из череды выпуклостей и углублений на телах кручения, что обеспечивает крепление, способное выдерживать высокие нагрузки. Нарезку применяют в качестве метода объединения или уплотнения звеньев конструкции.

Резьба обеспечивает крепление, способное выдерживать высокие нагрузки.
Главными ее элементами являются:
- внутренний, внешний и средний диаметры;
- профиль — это сечение рези плоскостью, проходящей через главную ось рассматриваемой детали;
- угол профиля — угол, образованный боковыми сторонами профиля;
- высота профиля — это длина отрезка между минимальной и максимальной точками нарезки в плоскости сечения оси в направлении, ортогональном направляющей рези;
- шаг — длина промежутка между двумя точками соседних одинаковых витков, измеренное параллельно оси рези.
Специальная резьба. Резьба усиленная упорная
Резьба упорная усиленная применяется для особо больших нагрузок (и для диаметров 80…2000 мм.) с углом профиля 45° по ГОСТ 13535-87. Условное обозначение, например: S 45 ° × 200 × 12, где 12 – шаг резьбы, который указывают обязательно.
Специальную резьбу со стандартным профилем, но нестандартным шагом или диаметром обозначают Сn и условное обозначение профиля, например: Сn М40´1,5-6g.
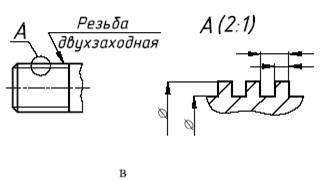
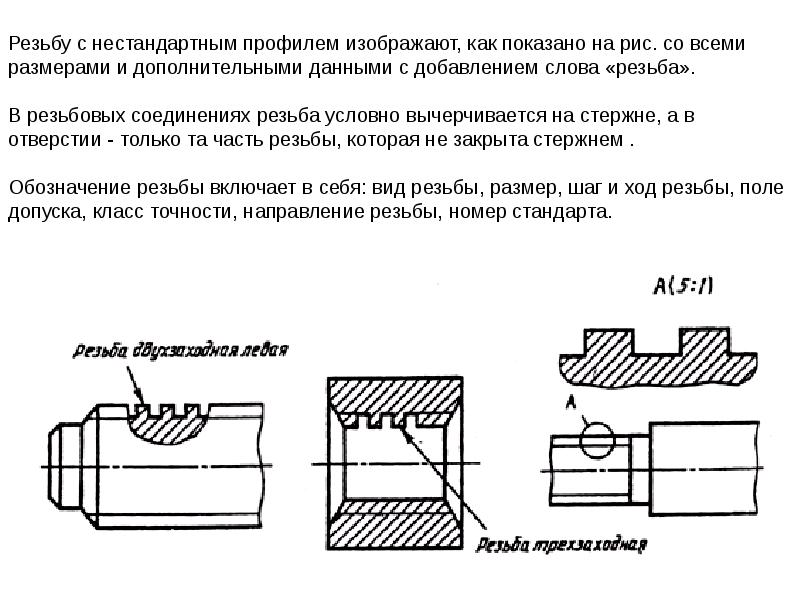
Профиль квадратной резьбы не стандартизирован, но эта резьба имеет применение в соединениях, где не должно быть самоотвинчивания под действием приложенной нагрузки. Поэтому на чертеже приводят все данные, необходимые для ее изготовления. На рис. 4.18 показана прямоугольная двухзаходная резьба на стержне.
Рис. 4.18. Прямоугольная резьба
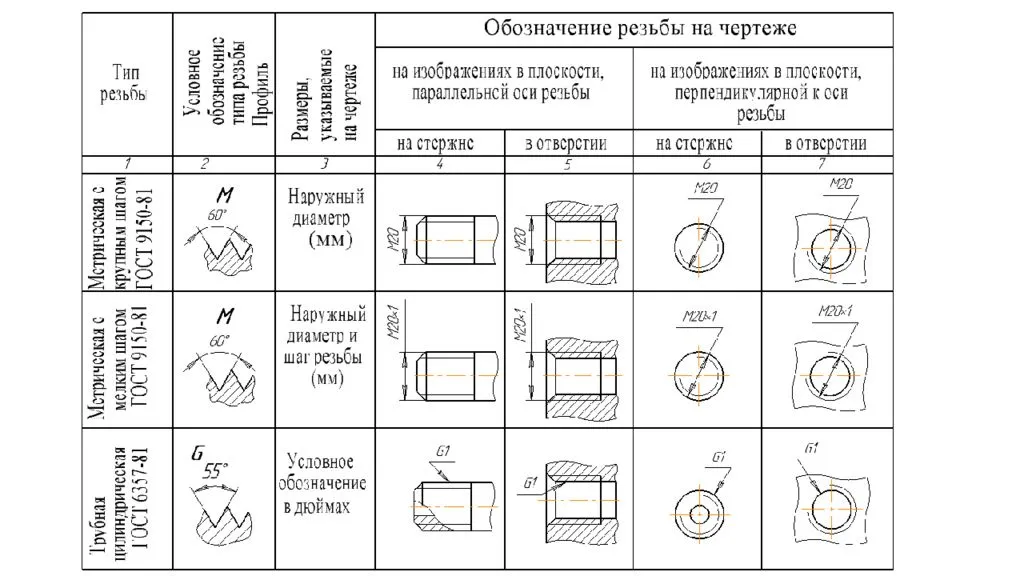
Обозначения типов резьб приведены в табл. 4.1, примеры обозначения типов резьб показаны в табл. 2.
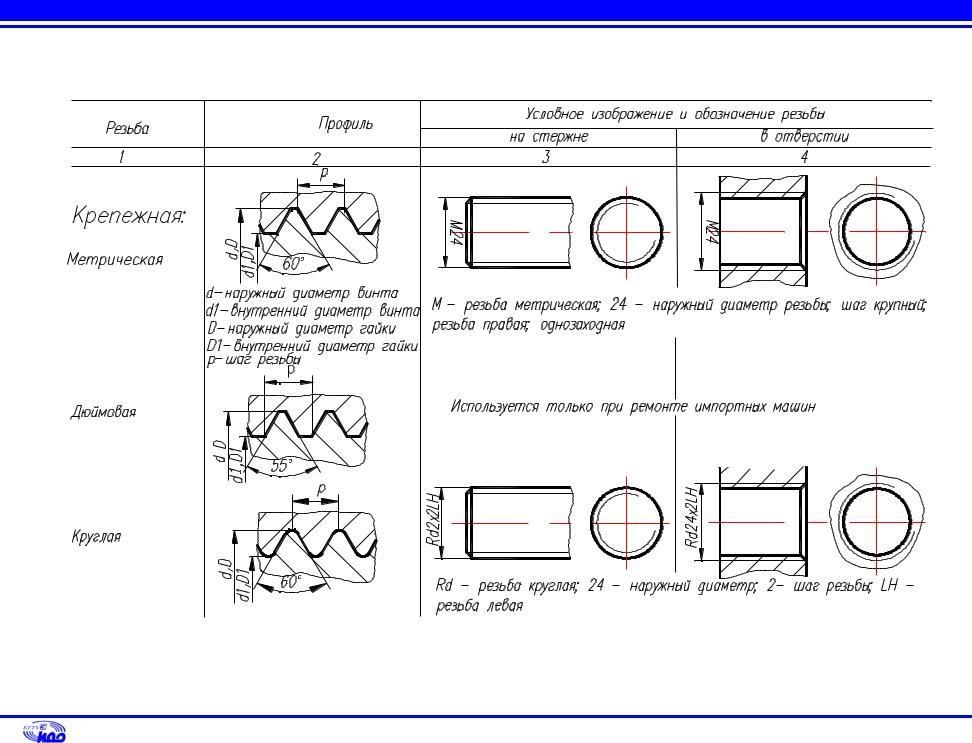
Обозначения типов резьбы
| Тип резьбы | Стандарт | Условное обозначение | Указывается | Пример обозначения |
| Метрическая скрупным шагом | ГОСТ 9150-81 ГОСТ 24705-81 ГОСТ 8724-81 ГОСТ 16093-81 | М | Номинальный диаметр резьбы, шаг, направление, поле допуска. | M20-6g M20LH-6g |
| Метрическая с мелким шагом | ГОСТ 9150-81 ГОСТ 24705-81 ГОСТ 8724-81 ГОСТ 16093-81 | М | Номинальный диаметр резьбы, шаг, направление, поле допуска. | M20×1,5-6g M20×1,5LH-6H |
| Трубная цилиндрическая | ГОСТ 6357-81 ГОСТ 3262-75* ГОСТ 8957-75* | G | Условное обозначение резьбы в дюймах, класс точности среднего диаметра резьбы А или В, длина свинчивания, если она больше, установленной стандартом. | G 1 /4-A G1LH-B-40 |
| Трубная коническая | ГОСТ 6211-81 | R – наружная Rс – внутренняя | Условные обозначения резьбы в дюймах, направление (левое). | R1 1 /2LH Rc1 1 /2LH |
| Дюймовая | ОСТ НКТП 1260 | Номинальный диаметр резьбы в дюймах | 1 1 /2″ ОСТНКТП 1260 | |
| Коническая дюймовая | ГОСТ 6111-52* | К | Условное обозначение резьбы в дюймах. | K 3 /4″ ГОСТ 6111-52 |
| Метрическая коническая | ГОСТ 25229-82 | МК | Значение диаметра резьбы в основной плоскости с указанием при необходимости шага и направления | MK20×1,5LH MK20×1,5 |
| Круглая | ГОСТ 6042-83 ГОСТ 13536-68 СТ СЭВ 3293-81* | Е | Диаметр резьбы | E14 ГОСТ 6042-83 |
| Кр | Номинальный диаметр, шаг | Kp.12×2,54 ГОСТ 13536-68 | ||
| Rd | Диаметр резьбы | RD16 Rd16LH | ||
| Трапецеидальная | ГОСТ 9484-81 ГОСТ 9562-81 ГОСТ 24739-81* | Тr | Номинальный диаметр резьбы, ход Ph, шаг P, поле допуска, при необходимости – длину свинчивания | Tr 80×40(P10)-6e Tr 40×6-8e Tr 80×40(P10)-8e-180 |
Окончание табл. 4.1
| Тип резьбы | Стандарт | Условное обозначение | Указывается | Пример обозначения |
| Упорная | ГОСТ 10177-82 ГОСТ 25096-82 | Номинальный диаметр резьбы, ход Ph, шаг P, поле допуска. | S80×20(P5)-7h S80×20LH-7H | |
| Упорная усиленная | ГОСТ13535-87 | S45° | Угол профиля 45°, номинальный диаметр, шаг | S45°×200×12 |
| Специальная | – | Сn | Условное обозначение профиля, номинальный диаметр, шаг (при необходимости), поле допуска. | Cn M40×1,5-6g |
Примеры обозначений наиболее употребительных видов резьбы
| Деталь | Обозначение резьбы | Надо читать |
| Резьба метрическая, наружный диаметр резьбы 20 мм., с крупным шагом, правая, поле допуска 6g | ||
| М25х1.5LH-6g | Резьба метрическая, наружный диаметр резьбы 25 мм., шаг 1,5 мм, мелкий, левая, поле допуска 6g | |
| 1 1 /2²×ОСТ НКТН 1260 | Резьба дюймовая, наружный диаметр 1½” (38,1 мм), правая, ОСТ НКТП 1260 | |
| Резьба трубная, обозначение размера , правая, класс точности средний диаметр резьбы А, длина свинчивания 20 мм. |
Продолжение табл.4. 2
| Деталь | Обозначение резьбы | Надо читать |
| Резьба коническая, дюймовая, наружный диаметр ¾” (в основной плоскости 26,4 мм), правая; ГОСТ 6111-52 | ||
| Резьба трапецеидальная, однозаходная, нормальная, наружный диаметр 30 мм, шаг 6 мм, левая, поле допуска 8е | ||
| Резьба упорная, нормальная, наружный диаметр резьбы 50 мм, шаг 6 мм, двухзаходная, ход 12, правая, поле допуска 7h | ||
| Резьба специальная, со стандартным профилем метрической резьбы, наружный диаметр 58 мм, шаг 3 мм, поле допуска 6g. |
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения:Студент – человек, постоянно откладывающий неизбежность. 10933 – | 7420 – или читать все.
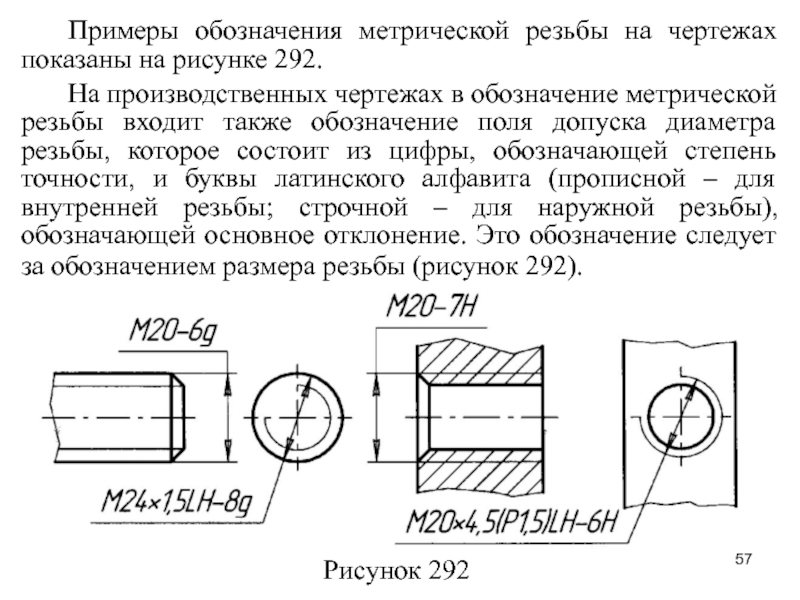
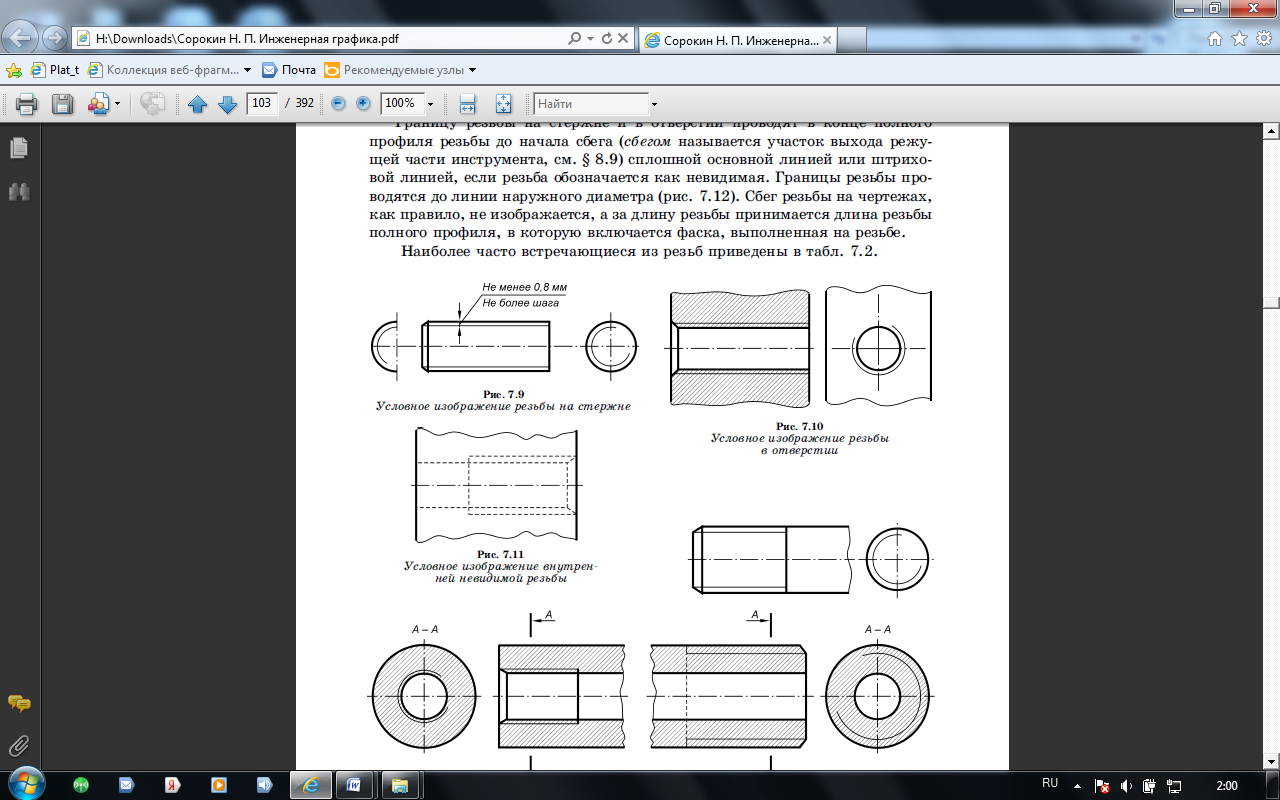
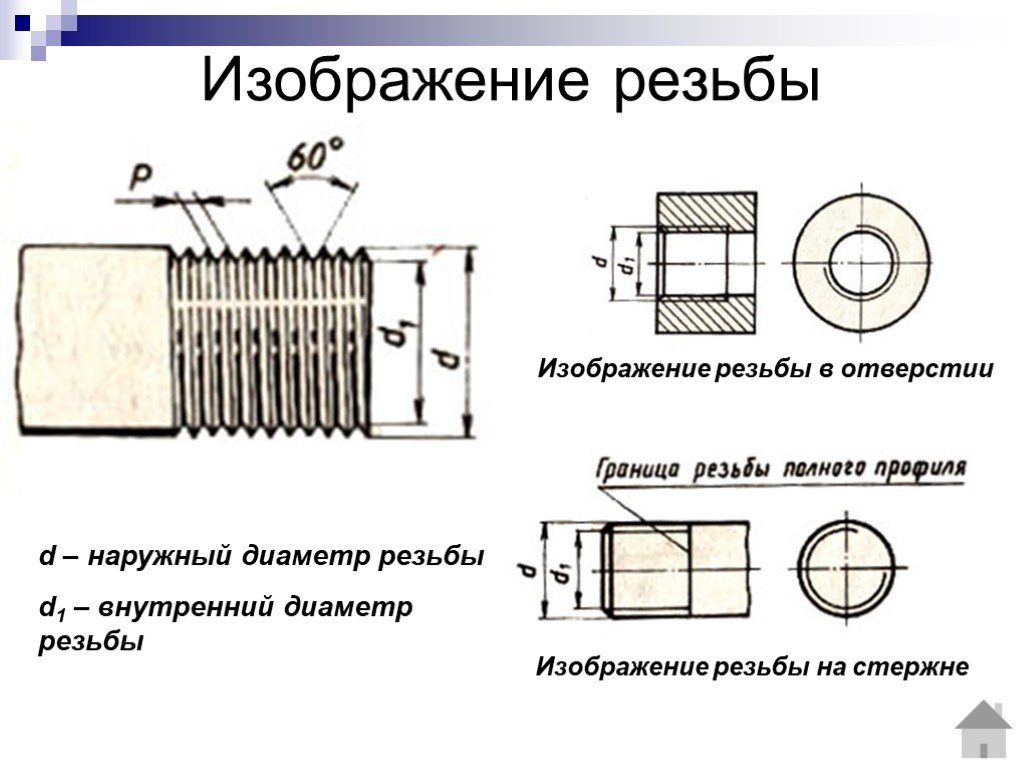
2.1.2. ОБОЗНАЧЕНИЕ РЕЗЬБЫ
В общем случае в
обозначение резьбы входят
1.буквенный
знак резьбы;
2.номинальный
размер в миллиметрах или дюймах;
3.размер
шага;
4.для многозаходной
резьбы – значение хода с указанием шага;
5.буквы LH для левой резьбы;
6.буквенно-цифровое
обозначение поля допуска или буквенное обозначение класса точности;
7.цифровое
значение или буквенное обозначение длины свинчивания, если она отличается от
нормальной.
Условное
обозначение метрической резьбы регламентирует ГОСТ 8724-81. Оно состоит из буквы М (символа
метрической резьбы), номинального диаметра резьбы, шага и направления резьбы
(если она левая). Многозаходные метрические резьбы обозначают (после
номинального диаметра) буквами Рh, значением хода резьбы, буквой Р и числовым значением шага. Пример
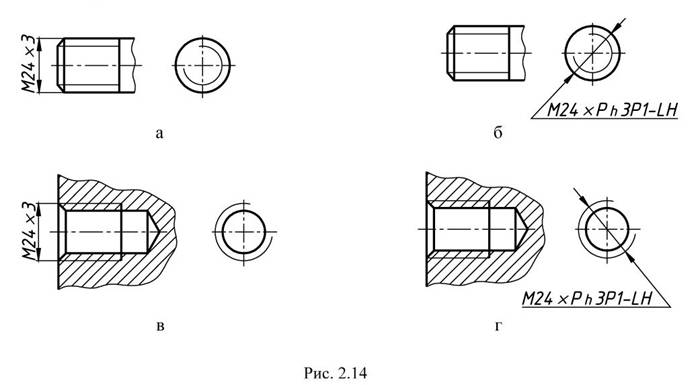
обозначения трехзаходной левой метрической резьбы с номинальным диаметром 24 мм, с шагом 1 мм и значением хода 3 мм:М24´Рh3Р1-LH.
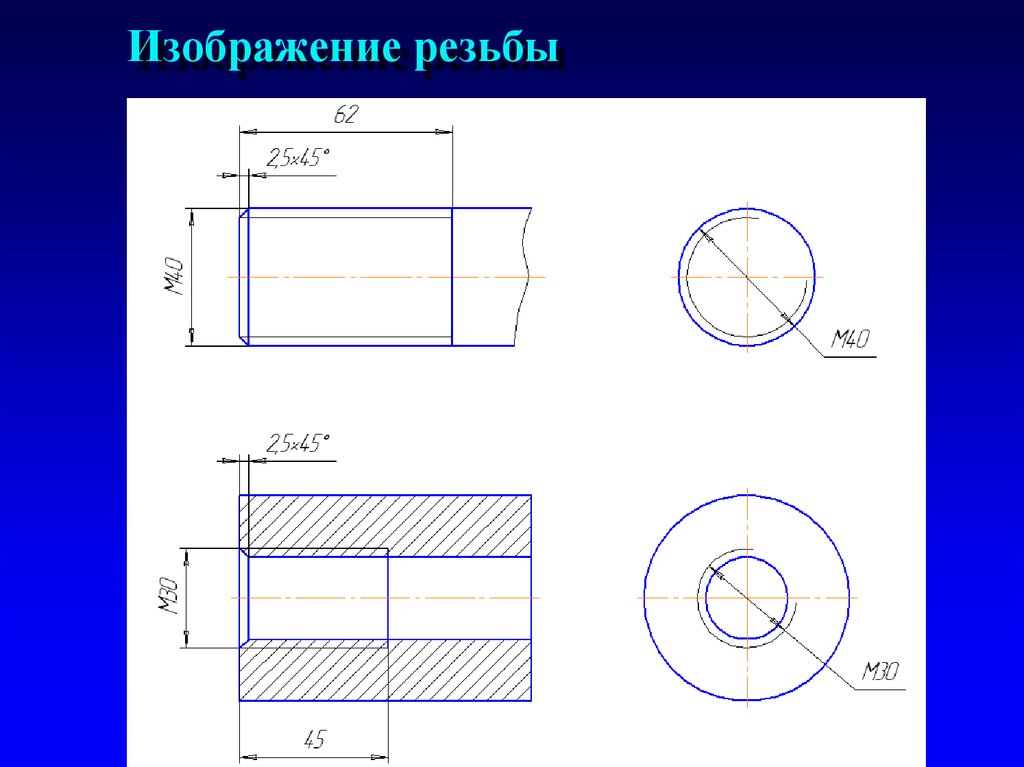
Примеры обозначения
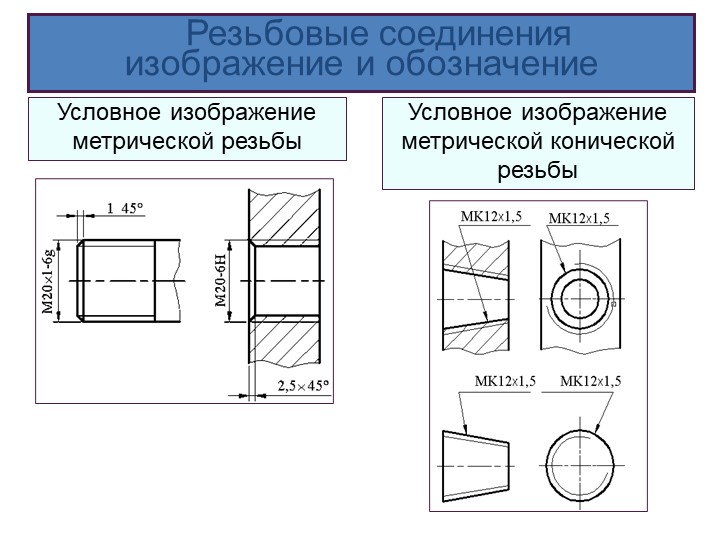
метрической резьбы и варианты его нанесения на чертеже приведены на рис. 2.14.
Варианты нанесения обозначений на рис. 2.14, а и 2.14, в
предпочтительней.
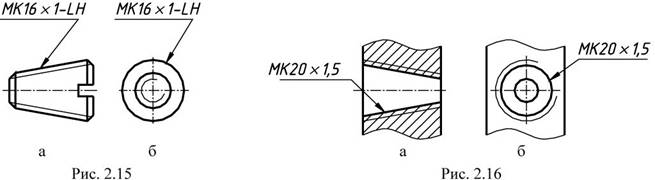
Условное обозначения
метрической конической резьбы(ГОСТ 25229-82) включает
буквенное обозначение (МК), диаметр резьбы в основной плоскости, шаг и
направление (если оно левое). Обозначение наносят, как показано на рис. 2.15,
2.16 . Варианты нанесения обозначения на рис. 2.15, а и 2.16, а
предпочтительней.
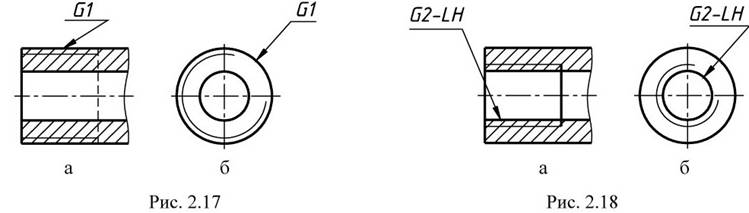
Условное обозначение
трубной цилиндрической резьбырегламентирует ГОСТ 6357-81. Оно состоит
из буквы G и условного размера – внутреннего диаметра трубы в дюймах.
Обозначение наносится на изображение, как показано на рис. 2.17, 2.18. Варианты
нанесения обозначения на рис. 2.17, а
и 2.18, а предпочтительней.


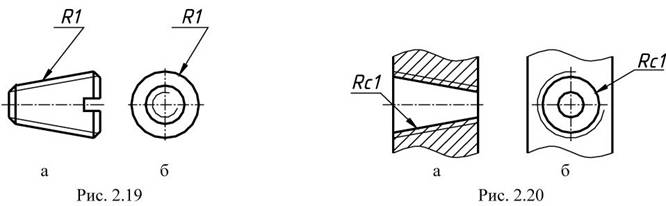
Условное обозначение трубной
конической резьбы (ГОСТ
6211-81) состоит из буквенного обозначения R (наружная резьба) и Rс (внутренняя резьба), диаметра резьбы в основной плоскости
в дюймах (рис. 2.19 и 2.20). Варианты нанесения обозначения на рис. 2.19, а и 2.20, а предпочтительней.
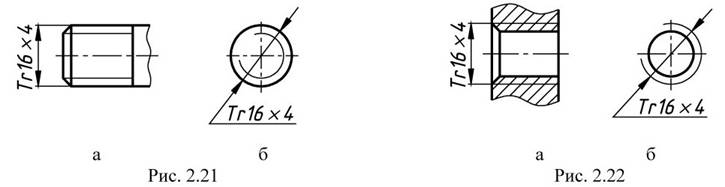
Условное обозначение
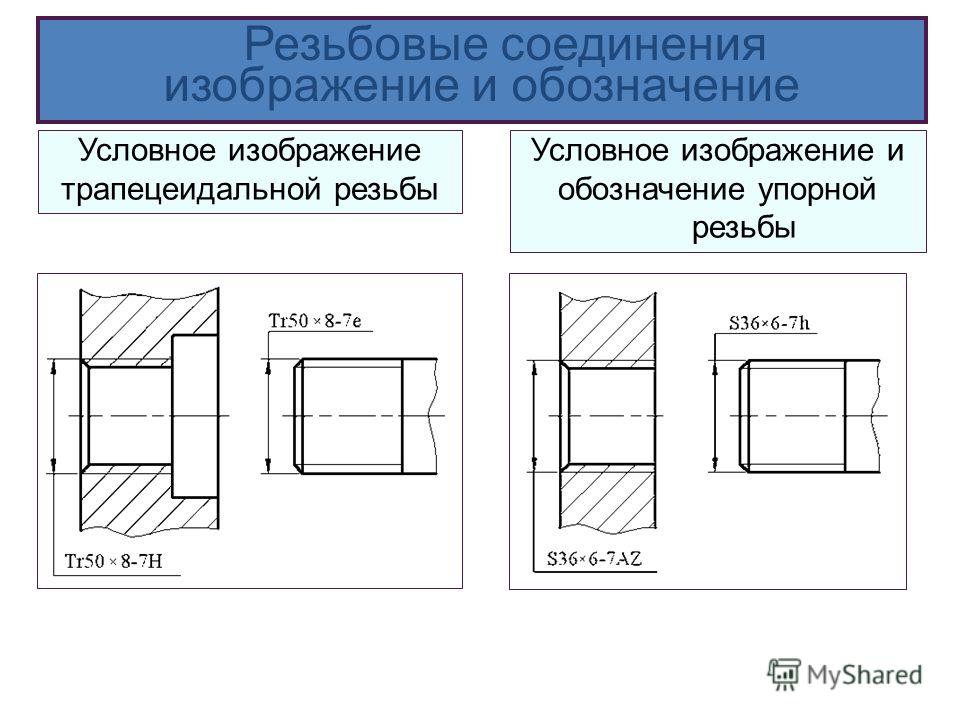
трапецеидальной резьбы.
Обозначение однозаходной трапецеидальной резьбы (ГОСТ 9484-81) состоит из букв Tr, наружного диаметра и шага (рис. 2.21 и 2.22). Варианты нанесения
обозначения на рис. 2.21, а и 2.22, а предпочтительней.
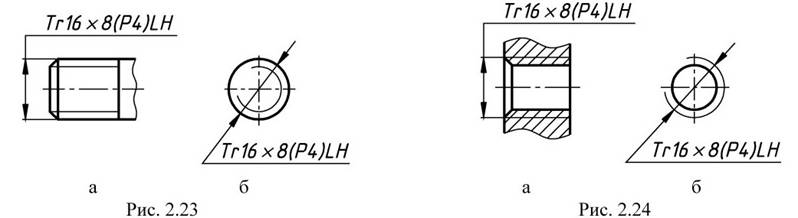
Обозначение многозаходной трапецеидальной резьбы (ГОСТ 24739-81) состоит из
букв Tr, наружного диаметра, хода и шага (рис. 2.23 и
2.24). Варианты нанесения обозначения на рис. 2.23, а и 2.24, а
предпочтительней.
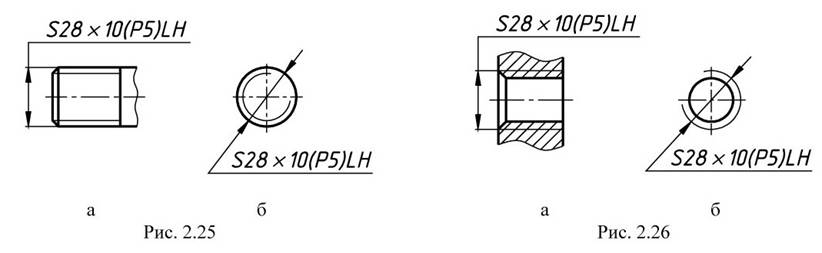
Условное обозначение упорной
резьбы(ГОСТ 10177-82) состоит из буквы S,
наружного диаметра и шага резьбы:S28×5. Для
многозаходной резьбыобозначение состоит
из буквы S, наружного диаметра, хода и шага: S28×10(Р5)LH. Варианты нанесения
обозначения на рис. 2.25, а и 2.26, а предпочтительней.
Условное обозначение круглой резьбы для электротехнической арматуры по ГОСТ
28108-89 состоит из букв Е (серия) и
наружного диаметра, например, Е27 (рис. 2.27).
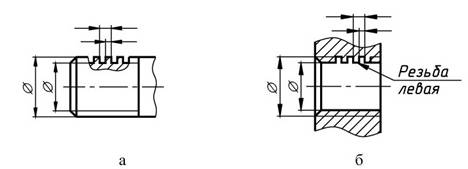
Резьба прямоугольная не
стандартизованная на чертежах задается всеми конструктивными размерами:
наружным и внутренним димаметрами, шагом, шириной зуба. Варианты нанесения
размеров резьбы с прямоугольным профилем показаны на рис. 2.28, а, б,
в. Рекомендуется показывать в масштабе увеличения профиль данной резьбы
и все ее размеры.
Как нарезать правильно
Наносить резьбу можно на практически любые металлы и их сплавы — сталь, медь, алюминий, чугун, бронзу, латунь и т.д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.
Инструмент для работы
Подготовка
Работать надо на чистом металле — удалить ржавчину, песок и другие загрязнения. Затем место, где будет наносится резьба, необходимо смазать (кроме чугуна и бронзы — с ними надо работать «на сухую»). Для смазки есть специальная эмульсия, но если ее нет, можно использовать размоченное мыло. Также можно использовать другие смазки:
Часто можно услышать советы использовать при нарезании резьбы машинное или минеральное масло или даже сало. Они работают неплохо, но специалисты говорят, что лучше этого не делать — стружка будет прилипать к вязкой субстанции, что приведет к быстрому износу метчика или плашки.
Процесс нарезки
При нарезке наружной резьбы плашку размещают строго перпендикулярно к поверхности трубы или прута. При работе она не должна вилять, иначе витки получатся неровными и соединение будет некрасивым и ненадежным. Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками. М
Метчик в отверстие вставляют так, чтобы его ось была параллельна оси отверстия. С небольшим усилием, понемногу, начинают крутить в заданном направлении. Как только почувствуете что сопротивление усилилось, выкручиваете метчик обратно и очищаете его от стружки. После чистки процесс продолжают.
Процесс нарезки в фото
При нарезании резьбы в глухом отверстии, его глубина должна быть немного больше требуемой — в этот излишек должен входить кончик метчика. Если конструктивно такое невозможно, у метчика отрезают кончик. При этом к дальнейшей эксплуатации он не пригоден, но другого выхода нет.
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Еще один практический совет: чтобы стружка не попадала в рабочую зону, при нарезании делают один полный оборот по часовой стрелке, затем пол оборота против. После этого возвращают инструмент в то место, где остановились и снова делают один оборот. Так продолжают до требуемой длины.
Другие параметры
Резьба, кроме рассмотренных выше, определяется параметрами:
- Угол подъема резьбы. Это угол (ψ), который образуется между касательной к винтовой линии и плоскостью, проходящей перпендикулярно осевой линии резьбы. Его определение осуществляется по формуле:
- для однозаходных
для многозаходных
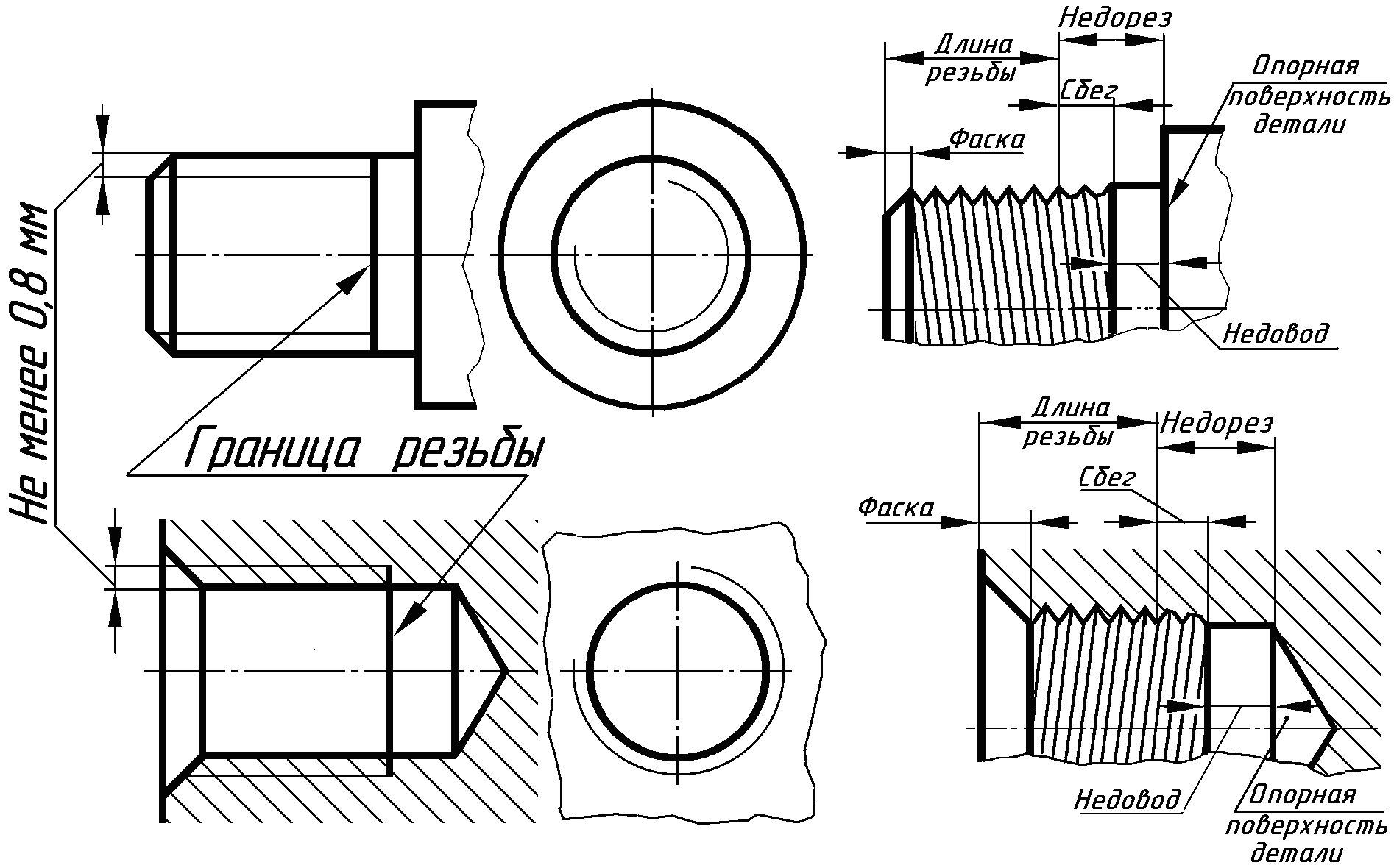
Длина свинчивания. Эта характеристика равна длине участка, на котором наружная и внутренняя резьбы перекрывают друг друга в осевом направлении.
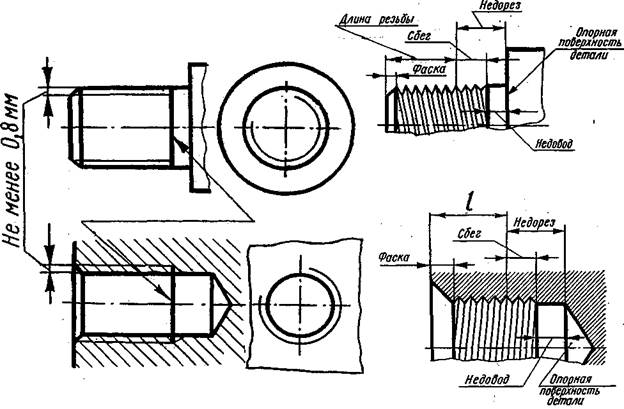
Сбег. Это место, где резьба переходит к гладкой, ненарезанной, поверхности детали. На этом участке она имеет неполный профиль.
Длина. Размеры определяются по длине, равной сумме длины резьбы с полным профилем и участков сбега и фаски.
Знание сведений, характеризующих основные элементы резьбы, позволяет точно выполнить операции по ее нарезанию, как на металлорежущих станках, так и вручную с помощью плашек и винторезов.
Отличия левой резьбы от правой
Одной из главных характеристик винтового соединения является направление резьбы при вращении деталей. От качества соединений, считающихся ответственным и важным элементом, зависит полноценная работа механизма и целостность любой конструкции.
Различают в механике два основных типа крепежа изделий. При стандартной резьбе линии витков удаляются к смотрящему по часовой стрелке. При левосторонней нарезке выступы на винте приближаются к нему слева, двигаясь против часовой стрелки.
Таким образом, направление вращения витков (спирали) на винте дает возможность отличить правую резьбу от левой. На шестиграннике болтов, шпильках, гайках и штуцерах левостороннюю резьбу отмечают буквой Л.
Обозначение резьбы трубной конической на чертеже гост
Трубная коническая резьба
Стандарт распространяется на трубную коническую резьбу с конусностью 1 : 16, применяемую в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой с профилем по ГОСТ 6357-81.
98. Профиль и основные размеры, мм, трубной конической резьбы
Конусность 2 tg (j/φ 2) = 1 : 16; φ = 3 ° 34′ 48 »; φ /2 = 1 ° 47′ 24 » d и D — наружные диаметры соответственно наружной и внутренней резьбы d1 и D1 — внутренние диаметры соответственно наружной и внутренней резьбы d2 и D2 — средние диаметры соответственно наружной и внутренней резьбы P — шаг резьбы φ — угол конуса φ/2 — угол уклона H — высота исходного треугольника H1 — рабочая высота профиля R — радиус закругления вершины и впадины резьбы С — срез вершин и впадин резьбы
H = 0,960237P H1 = 0,640327P С = 0,159955 P R =0,137278P
l1 — рабочая длина резьбы l 2 — длина наружной резьбы от торца до основной плоскости
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Диаметры резьбы в оновной плоскости
99. Допуски трубной конической резьбы (по ГОСТ 6211-81)
Обозначение размера резьбы
Смещение основной плоскости резьбы
Предельные отклонения диаметра внутренней цилиндрической резьбы
Примечание. Предельное отклонение ± Δ1 l 2 и ± Δ1 l 2не распространяется на резьбы с длинами, меньшими указанных в табл. 98. Допускается применять более короткие длины резьб. Разность действительных размеров l 1 — l 2 должна быть не менее разности номинальных размеров l 1и l 2 указанных в табл. 98. Осевое смещение основной плоскости Δ1 l 2наружной и Δ2 l 2внутренней резьбы относительно ее номинального расположения не должно превышать значений, указанных в табл. 99. Допускается соединение наружной конической резьбы с внутренней цилиндрической резьбой класса точности А по ГОСТ 6357-81. Длина внутренней конической резьбы должна быть не менее 0,8 (l 1 — Δ1 l 2 ), где Δ1 l 2— см. табл. 99. Конструкция деталей с внутренней резьбой (конической и цилиндрической) должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее l 1 + Δ1 l 2 В условное обозначение резьбы должны входить буквы (R — для конической наружной резьбы; Rc — для конической внутренней резьбы; Rp, — для цилиндрической внутренней резьбы) и обозначение размера резьбы. Условное обозначение для левой резьбы допускается буквами LH. Примеры обозначения резьбы :
внутренняя трубная цилиндрическая резьба: 1 1/2; Rр 1 1/2;
левая резьба: R 1 1/2LH; Rc 1 1/2LH; Rp 1 1/2LH.
Трапецеидальная резьба (по ГОСТ 9484-81)
100. Профили и размеры резьбы Размеры, мм
Основной профиль наружной и внутренней резьбы
d — наружный диаметр резьбы (винта); D — наружный диаметр внутренней резьбы (гайки); d2 — средний диаметр наружной резьбы; D2 — средний диаметр внутренней резьбы; d1— внутренний диаметр наружной резьбы; D1 — внутренний диаметр внутренней резьбы; Р — шаг резьбы; Н — высота исходного треугольника; H1— рабочая высота профиля.
Пример условного обозначения трапецеидальной однозаходной резьбы номинальным диаметром 20 мм, шагом 4 мм и полем допуска среднего диаметра 7е:
Сегодня поговорим об обозначении трубной резьбы на чертеже. Почему это актуально – объяснять не надо, не найдется в доме помещения, где бы не использовались трубы.
Пара слов о теории. Трубная резьба (ТР) получается в результате нарезки спиралевидных каналов на теле трубы (или внутри ее).
Такая резьба предназначена для монтажа разъемного (это обязательное условие) соединения любых трубопроводов (полимерных, металлических и др.).
Когда мы имеем дело с ТР, необходимо помнить, что она обычно исполняется у двух видах.
- Цилиндрическом (G-тип). В этой версии нарезается спиралевидная канавка, имеющая треугольный профиль и угол 55° градусов на вершине.
- Коническом (R-тип). В этом случае нарезается аналогичная канавка на пологом участке с конусностью 1:16.
- Следует добавить, что существует еще дюймовый вариант. Это тот случай, когда треугольного профиля канавка с углом в 60° градусов на вершине нарезается на конической поверхности. Этот вариант в настоящее время применяется очень редко, его обозначение не рассматриваем.
Таким образом, на чертеже трубная резьба будет обозначено либо G-типом, либо R-типом. Но каким конкретно будет обозначение? Есть ли какие-то отличия в идентификации? Что мы должны увидеть?
Применение
Раньше резьба с прямоугольным сечением использовалась преимущественно при изготовлении винтовых механизмов. Сейчас этот вид нарезки применяется очень редко из-за технологических сложностей, возникающих во время создания резьбового соединения, и большого количества зазоров, появляющихся между винтовыми витками при износе. В нынешнее время этот вид нарезки полностью заменен трапецеидальной резьбой. В ней зазоры устраняются при помощи стягивания разрезной гайки.
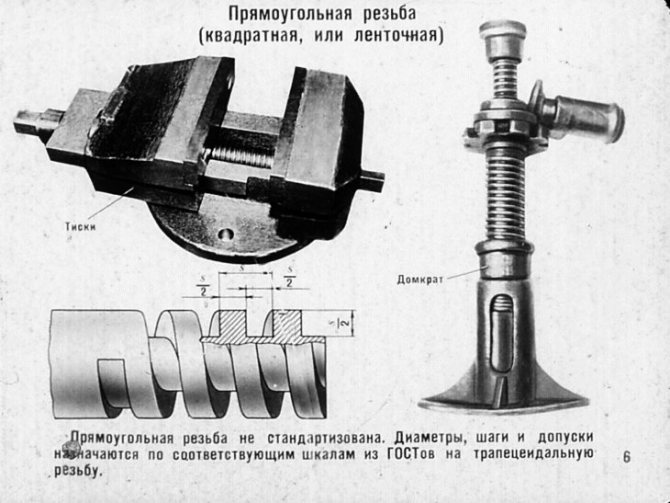
Резьбу с прямоугольным сечением продолжают применять в промышленном секторе для изготовления креплений, регулировочных инструментов и соединений, где необходимо свести самоотвиничивание силовых элементов к минимальным значениям. С применением технологии прямоугольной нарезки производятся следующие устройства:
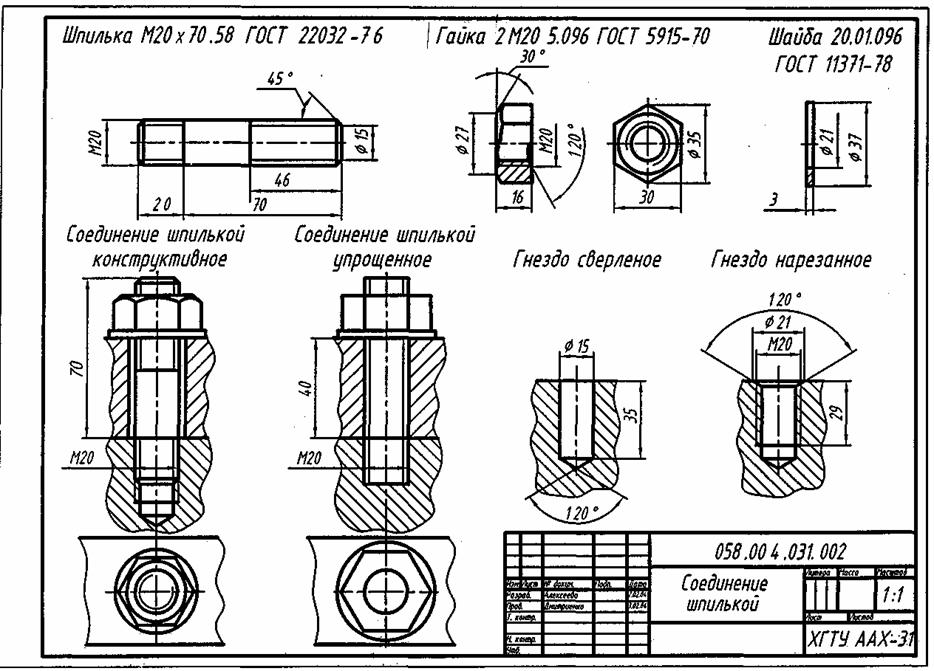
- Болт – стержень цилиндрической формы с головкой. Согласно ГОСТ 7798-70, это крепежное изделие изготавливается в 3 исполнениях, различающимися местоположением отверстий. Размеры стержня и головки болта должны соответствовать длине диаметра резьбового соединения. Чаще всего болты с прямоугольной резьбой изготавливаются с шестигранной головкой.
- Шпильки – цилиндрические стержни, на обоих концах которых присутствует резьба с квадратным профилем. Применяются для соединения различных устройств и деталей. Пример обозначения шпильки: M300´1.6-6g´110.59, где соответственно указывается диаметр изделия, его шаг, поле допуска, длина и класс прочности. Шпильки применяются в тех случаях, когда соединить детали невозможно при помощи болтов, что связано с высокими показателями толщины изделия.
- Винты – стержень цилиндрической формы с головкой и резьбой. Эти устройства отличаются от болтов наличием углублений для отверток и других инструментов. Они применяются для фиксации деталей во время процедуры их сборки или ремонта. Существует 3 разновидности винтовых конструкций: установочные, регулирующие и крепежные. Согласно ГОСТ № 1491-80 и ГОСТ № 17474-80 винты обязаны изготавливаться с цилиндрической или полупотайной головкой. Резьба с квадратным профилем используется при изготовлении ходовых или грузовых винтов.
- Гайки – детали, навинчиваемые на болты или шпильки. Они обладают резьбовыми отверстиями и характеризуются по параметру высоты: низкие, средние, высокие и особо высокие.
- Шайбы – штампованные кольца, подкладываемые под гайки или головки крепежных инструментов. Они могут исполняться как с фаской, так и без нее. ГОСТ 11371-78 устанавливают для шайб параметры толщины, длины, материала и покрытия.

Ограниченность применения резьбы с прямоугольным профилем обусловлена невозможностью устранения ее главных недостатков. Ее нельзя подвергнуть фрезерованию или шлифовке. По этой причине этот вид нарезки очень трудно создавать в промышленных масштабах. Основной областью применения прямоугольного вида резьбы является машиностроительный и приборостроительный сектора, где часто используются крепежные устройства (болты, гайки, шайбы, шпильки и винты).


Ленточная резьба ГОСТ — Металл

Резьба прямоугольная относится к классу кинематических резьб и используется для передачи движения. Преимуществом прямоугольной нарезки является ее высокий коэффициент полезного действия. Недостатками данного вида нарезания является низкая прочность и сложная технология изготовления.
Трапецеидальная резьба: таблица, размеры (диаметры, шаги и профиль)
Подробности Категория: Справочные таблицы 23090
d – наружный диаметр резьбы (винта); D – наружный диаметр внутренней резьбы (гайки); d2 – средний диаметр наружной резьбы; D2 – средний диаметр внутренней резьбы; d1 – внутренний диаметр наружной резьбы; D1 – внутренний диаметр внутренней резьбы; Р – шаг резьбы; Н – высота исходного треугольника; Н1 – рабочая высота профиля.
Пример условного обозначения трапецеидальной однозаходной резьбы номинальным диаметром 20 мм, шагом 4 мм и полем допуска среднего диаметра 7е: Tr 20 x 4 – 7e.
| Шаг Р | Н = 1,866Р | Н/2 = 0,933Р | Н1 = 0,5Р | 0,366Р |
| 1,5 | 2,799 | 1,400 | 0,75 | 0,549 |
| 2 | 3,732 | 1,866 | 1 | 0,732 |
| 3 | 5,598 | 2,799 | 1,5 | 1,098 |
| 4 | 7,464 | 3,732 | 2 | 1,464 |
| 5 | 9,330 | 4,665 | 2,5 | 1,830 |
| 6 | 11,196 | 5,598 | 3 | 2,196 |
| 7 | 13,062 | 6,531 | 3,5 | 2,562 |
| 8 | 14,928 | 7,464 | 4 | 2,928 |
| 9 | 16,794 | 8,397 | 4,5 | 3,294 |
| 10 | 18,660 | 9,330 | 5 | 3,660 |
| 12 | 22,392 | 11,196 | 6 | 4,392 |
| 14 | 26,124 | 13,062 | 7 | 5,124 |
| 16 | 29,856 | 14,928 | 8 | 5,856 |
| 18 | 33,588 | 16,794 | 9 | 6,588 |
| 20 | 37,320 | 18,660 | 10 | 7,320 |
| 22 | 41,052 | 20,526 | 11 | 8,052 |
| 24 | 44,784 | 22,392 | 12 | 8,784 |
| 28 | 52,248 | 26,124 | 14 | 10,248 |
| 32 | 59,712 | 29,856 | 16 | 11,712 |
| 36 | 67,176 | 33,588 | 18 | 13,176 |
| 40 | 74,640 | 37,320 | 20 | 14,640 |
| 44 | 82,104 | 41,052 | 22 | 16,104 |
| 48 | 89,568 | 44,784 | 24 | 17,568 |
Номинальные профили наружной и внутренней трапецеидальной резьбы
h3 – высота профиля наружной резьбы; H4 – высота профиля внутренней резьбы; d3 – внутренний диаметр наружной резьбы; R1 – радиус скругления по вершине наружной резьбы; R2 – радиус скругления во впадине наружной и внутренней резьбы; ac – зазор по вершине резьбы.
| Шаг Р | ас | h3 = H4 = 0,5Р + ас | R1 max = 0,5ас | R2 max = ас |
| 1,5 | 0,15 | 0,9 | 0,075 | 0,15 |
| 2 | 0,25 | 1,25 | 0,125 | 0,25 |
| 3 | 0,25 | 1,75 | 0,125 | 0,25 |
| 4 | 0,25 | 2,25 | 0,125 | 0,25 |
| 5 | 0,25 | 2,75 | 0,125 | 0,25 |
| 6 | 0,5 | 3,5 | 0,25 | 0,5 |
| 7 | 0,5 | 4 | 0,25 | 0,5 |
| 8 | 0,5 | 4,5 | 0,25 | 0,5 |
| 9 | 0,5 | 5 | 0,25 | 0,5 |
| 10 | 0,5 | 5,5 | 0,25 | 0,5 |
| 12 | 0,5 | 6,5 | 0,25 | 0,5 |
| 14 | 1 | 8 | 0,5 | 1 |
| 16 | 1 | 9 | 0,5 | 1 |
| 18 | 1 | 10 | 0,5 | 1 |
| 20 | 1 | 11 | 0,5 | 1 |
| 22 | 1 | 12 | 0,5 | 1 |
| 24 | 1 | 13 | 0,5 | 1 |
| 28 | 1 | 15 | 0,5 | 1 |
| 32 | 1 | 17 | 0,5 | 1 |
| 36 | 1 | 19 | 0,5 | 1 |
| 40 | 1 | 21 | 0,5 | 1 |
Диаметры и шаги трапецеидальной резьбы по ГОСТ 24737-81
| Номинальный диаметр d | 14 | 16; 18; 20 | 22; 24; 26; 28 | 30; 32; 34;36 | 38; 40; 42 | 44 | 46; 48; 50; 52 | 55; 60 | 65; 70; 75; 80 | 85; 90; 95 | 100; 110 |
| Шаг Р | 2; 3 | 2; 4 | 2; 3; 5; 8 | 3; 6; 10 | 3; 6; 7; 10 | 3; 7; 8; 12 | 3; 8; 10 | 3; 8; 9; 12; 14 | 4; 10; 16 | 4; 5; 12; 18; 20 | 4; 5; 12; 20 |
ГОСТ предусматривает также диаметры резьбы до 640 мм и шаги до 24 мм
Многозаходная резьба. Основные понятия
Для получения прочного винта с большим шагом применяют многозаходную резьбу. В этом случае шаг, высота резьбы и ее внутренний диаметр соответствуют однозаходной, а ход резьбы во столько раз больше шага, сколько имеется заходов; например, у двухзаходной резьбы ход вдвое больше ее шага (см. рис. 320, б), у трех-заходной (см. рис. 320, в) — втрое больше и т. д.
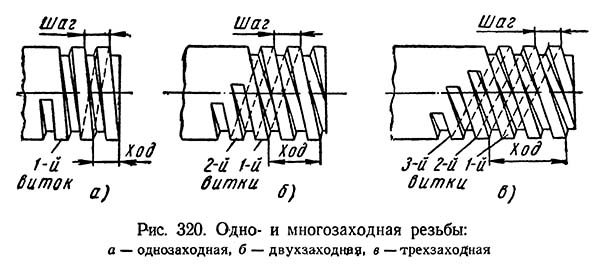
Однозаходная и многозаходная резьбы
У однозаходной резьбы шаг и ход резьбы одинаковы, при этом за один оборот винта гайка перемещается на величину шага. Если перемещение гайки за один оборот должно быть большим, то ход, а следовательно, и шаг однозаходного винта должны быть большими. Чем больше шаг, тем глубже получается резьба (высота резьбы зависит от шага) и тем меньше будет внутренний диаметр винта. Винт с малым внутренним диаметром недостаточно прочен и не может передавать больших усилий.
Примеров применения многозаходных резьб множество: окуляры в биноклях и микроскопах, колпачки шариковых ручек, крышки для стеклянных банок и т.д.
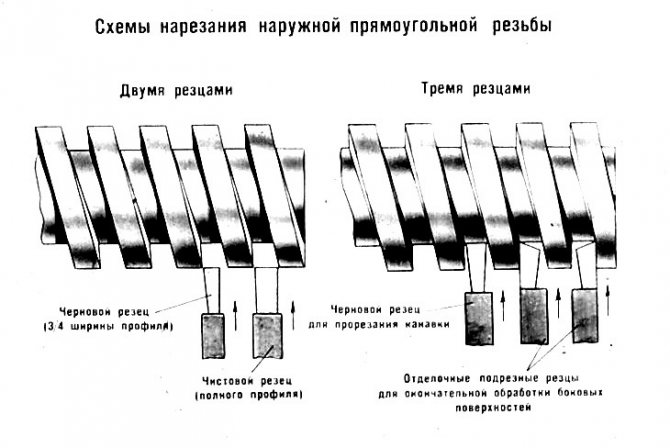
Нарезание прямоугольной резьбы
Изготовление резьбовых соединений с прямоугольным профилем осуществляет на токарных станках при помощи специальных резцов. Перед началом нарезания данный инструмент затачивается по образцу, его профиль подбирается в соответствии с профилем нарезки. Зданий угол резца отклоняется на 8°. Для снижения трения инструмента об поверхность изделия дополнительно устанавливаются вспомогательные углы.
После процесса затачивания необходимо правильно расположить резец. Существует 2 главных метода установки инструмента при нарезании:
- Первый способ: основная кромка резца размещается параллельно оси изделия. В этом случае профили нарезки и инструмента будут точно совпадать, что позволит воссоздать необходимую форму винтового соединения. Преимуществом данного способа является улучшение условия для проведения нарезки. Но при этом кромка сильно износится за короткий временной промежуток.
- Второй способ: кромка располагается у боковых стенок резьбового соединения под углом 90°, что позволит равномерно распределить нагрузку на инструмент. Но профили резца и резьбы не совпадают, поэтому винт не получит правильную форму. Этот метод нарезания используются преимущественно для осуществления черновой нарезки.
При создании прямоугольной резьбы используются державки – приспособления для установки резца. Этот прибор позволяет мастеру не производить повторную переточку режущего инструмента при изменении внутреннего или внешнего диаметра.
После установки резца начинается процесс нарезания. Резьбы, шаг которых не превышает значения в 0,4 см, нарезаются при помощи 1 резца. При резьбовых соединениях с большей величиной шага применяются сразу 2 режущих инструмента: для черновой и чистовой нарезок.