
Стадии развальцовки
Для получения качественного конуса или муфты-расширения на конце трубы необходимо соблюдать правильный порядок работ.
Развальцовка как процесс деформации концов медных труб включает следующие этапы:
- Отрезать трубную заготовку. Медь – очень мягкий материал, поэтому необходимо использовать качественный труборез, предназначенный для мягких труб из цветных металлов.
- После порезки даже качественным труборезом медная труба заминается, и ее внутренний диаметр уменьшается. Поэтому с помощью специального приспособления – риммера – с внутренней части заготовки снимается фаска, форма восстанавливается.

- Зачистить торец трубки от заусенцев, очистить от медной стружки, пыли, грязи, смазки.
- Заготовку вставляют в развальцовщик и вращают ее до получения небольшого раструба с углом стенки 45° к оси трубы.
- Вынимают изделие, примеряют, годится ли оно по размеру для дальнейшего монтажа с накидной гайкой. Если диаметр раструба недостаточен, то операцию развальцовки повторяют. Недостаточный раструб при монтаже образует ненадежное соединение: утечка воды – это неприятно, утечка хладагента – опасно, так как он состоит из ядовитых фтороуглеродов.
- Затем используют трубу по назначению.
Все тонкости развальцовки медной трубки можно увидеть на видео.
Методы вальцевания
В зависимости от температуры материала, подлежащего вальцовке, все процессы можно условно подразделить на две группы:
- Горячее – используется для обработки материалов, которые имеют высокое сопротивление к изменению формы. Как пример можно привести нагрев пластиковых труб для их вальцовки по радиусу.
- Холодное – применяется для обработки мягких материалов, например, сталь низкого качества, алюминий и медь, а также им подобные.
Оба этих метода используются как при заводской, так и при ручной обработке. Если предполагается самостоятельная работа, то лучше использовать экспандер или особый набор. В набор должны быть включены:
- Труборез;
- Шаблоны с отверстия, различными по диаметру;
- Зажимы;
- Труборасширитель (обычно конусный).
Чаще всего используют три типа воронки:
- Стандартная – буквальный вариант, встречается повсюду;
- Грибок евростандарта – визуально напоминает автомобильную покрышку, да и встречается на машинах производства стран Европы;
- На воронке имеется двойное сложение краев – такая воронка распространена в трубопроводах автомобилей американского производства.
Рекомендации по выполнению развальцовки в домашних условиях
При любом способе обработки необходимо стремиться получить гладкую зеркальную поверхность раструба без бороздок, вмятин, разрывов и перекосов, разной толщины стенок. От качества развальцовки в дальнейшем зависит герметичность соединений.
Желательно производить развальцовку с помощью специального инструмента – это обеспечивает хотя бы приемлемое качество изделий. Неравномерное растягивание стенки, трещинки могут в будущем спровоцировать возникновение разрывов, и, как следствие, нарушение герметичности медных трубопроводов. А утечка воды или фреона из системы для кондиционера способны причинить немало неприятностей.
Как изготовить инструмент
Если нужно развальцевать всего одну медную трубку, ее можно зажать в тисках и аккуратно ввинтить конус соответствующего диаметра. Оправку-конус придется выточить или заказать у токаря. Иногда используют шарик от подшипника, приваренный к прутку.
Если трубок нужно несколько, а покупка инструмента не входит в ваши планы, можно изготовить простое приспособление своими руками. Понадобятся два кусочка уголка 32×32 или 49×40 мм. Можно воспользоваться отрезками профильной трубы. Уголки скрепляются между собой болтами (М8) с гайками. По центру конструкции просверливаются несколько отверстий для разных диаметров обрабатываемых трубок. На отверстиях снимаются фаски. Оправки (конусы, штампы) вытачиваются на токарном станке (заказываются у токаря) в соответствии с размерами, приведенными на рисунке. Сталь лучше использовать конструкционную углеродистую или легированную, обычная Ст.3 слишком мягкая.

Как развальцевать медную трубку
Заготовку зажимают в изготовленном приспособлении. Торец заготовки должен выступать над уровнем держателя на 5-6 мм. Затем в трубку аккуратно и медленно вкручивают конический штамп-оправку, край трубы расширяется и формирует раструб.
Затем вытаскивают штапм, проверяют форму и размеры раструба, при необходимости подправляют с помощью конуса параметры расширения.
Основные характеристики процесса
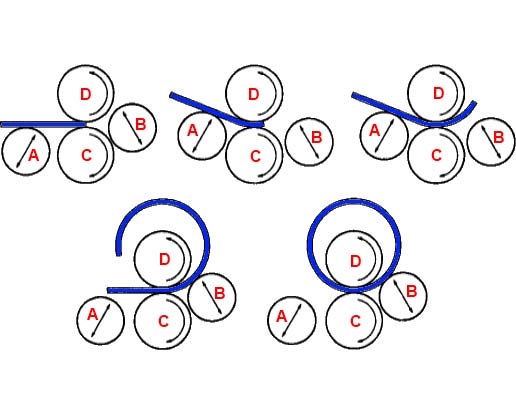
Вальцовка листа может выполняться в следующих вариантах:
- В продольном направлении подачи заготовки.
- В поперечном направлении подачи заготовки.
- При винтовой (спиральной) подаче.
Соответственно, в первом случае вальцовка металла применяется для получения длинных незамкнутых труб, а во втором — коротких. Результатом винтовой вальцовки является свертка труб, не требующих впоследствии сварной герметизации стыка.
Последовательность вальцовки
Вальцовка стальных изделий исходной толщиной до 4…6 мм обычно производится без нагрева исходного металла. Однако при формообразовании деталей из толстолистового материала, а также сплавов с низкой пластичностью (в частности, на основе титана), применяется предварительный подогрев до температур 250…3000С. В таких случаях вальцовочная машина устанавливается рядом с нагревательной печью. Нагревательная атмосфера в таких печах — безокислительная, что снижает процессы образования поверхностной окалины. Впрочем, при малых радиусах вальцовки окалина частично осыпается уже в процессе деформирования на вальцовочном оборудовании.
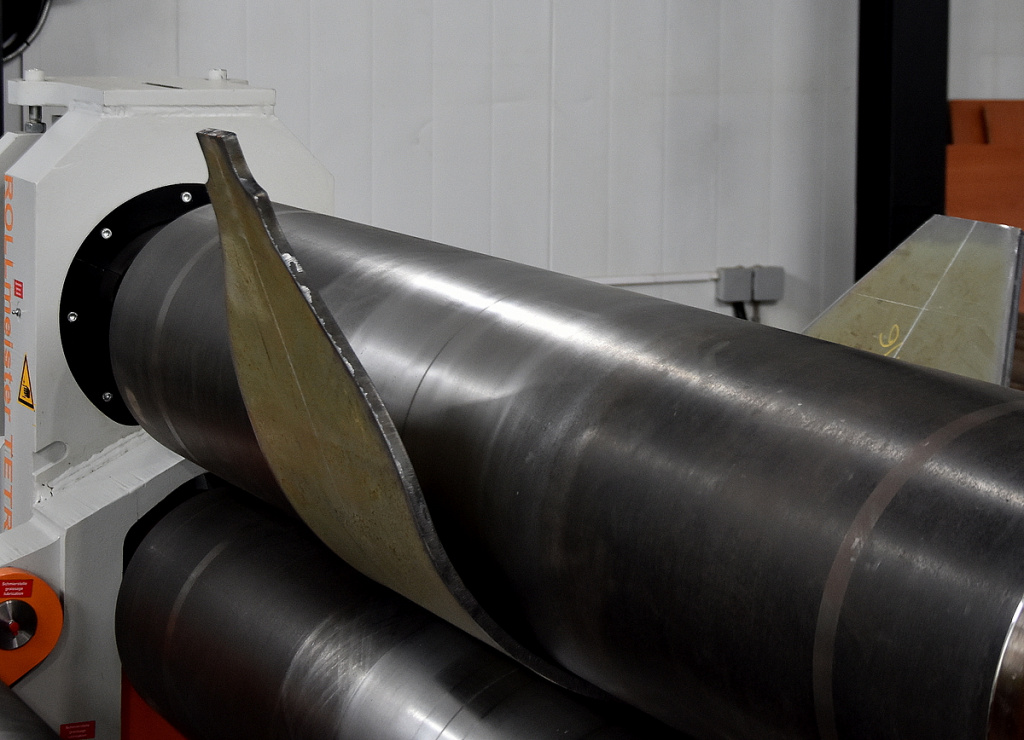
Типовой процесс вальцовки листового металла включает в себя следующие переходы:
- Подачу листа в захватную зону рабочего инструмента.
- Выставление значений рабочего зазора между валками.
- Прокатку плоской заготовки между инструментом в заданном направлении деформирования.
- Извлечение полуфабриката из рабочих валков и закатку одной из кромок обрабатываемой заготовки (выполняется для того, чтобы значение радиуса кривизны детали было одинаковым по всему ее диаметру).
При деформации горячекатаного листового проката перед вальцовкой производится правка листа. Это связано с увеличенными значениями допусков на неплоскостность поверхности такого металлопроката, что специально оговаривается техническими требованиями ГОСТ 16523. Правка обязательна также для холоднокатаного проката, если его толщина превышает 4 мм. Силовые характеристики процесса листовой вальцовки определяются следующими особенностями:

- Деформирование производится не усилием, а крутящим моментом, значения которого зависят от физико-механических характеристик обрабатываемого материала, диаметра рабочих валков и условий контактного трения;
- Скорость вальцовки практически не оказывает влияние на энергетические затраты при выполнении операции; более того, повышение скорости вращения валков даже несколько снижает рабочее усилие процесса.;
- Трение между валками зависит от состояния их поверхности: при снижении шероховатости оно также снижается. Поэтому при постоянной эксплуатации вальцовочных машин требуется периодическая шлифовка поверхности оснастки (особенно, если вальцуется горячекатаный прокат, либо толстолистовые изделия);
- Вальцевание высокоуглеродистых сталей, а также сплавов алюминия с марганцем часто сопровождается явлением упругого пружинения материала. Относительно вальцовки оно не так заметно, как при гибке, однако во многих случаях требует повторного деформирования.
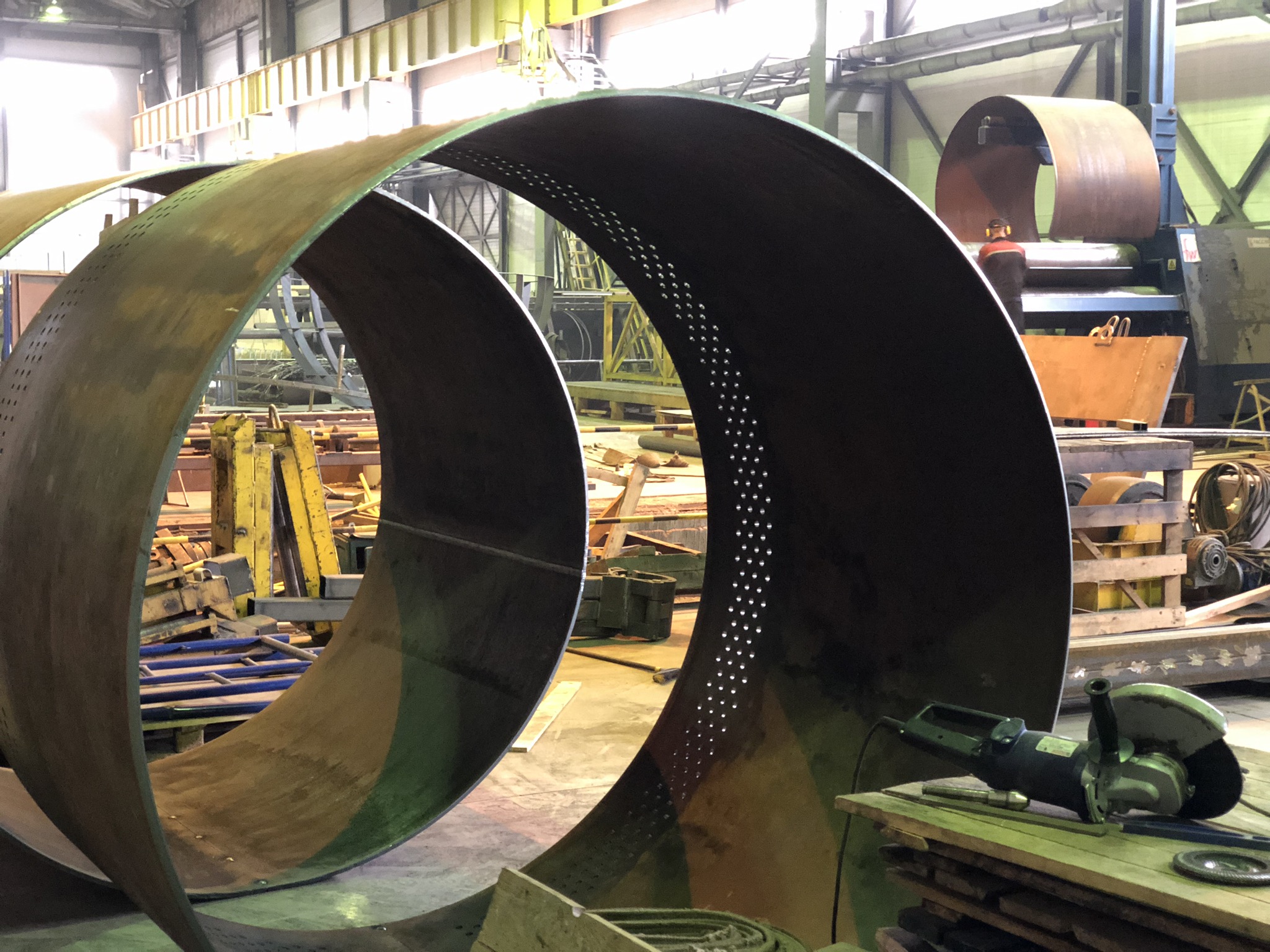
Диапазон технологических возможностей листовой вальцовки следующий:
- Длина вальцуемого проката, мм — до 12000.
- Толщина, мм — до 60.
- Частота вращения рабочих валков (для приводного оборудования), мин-1 — до 40.
- Практически достигаемая скорость непрерывной вальцовки, м/мин — до 8…10.
- Диаметр рабочих валков, мм — до 500.
Развальцовка: последовательность действий
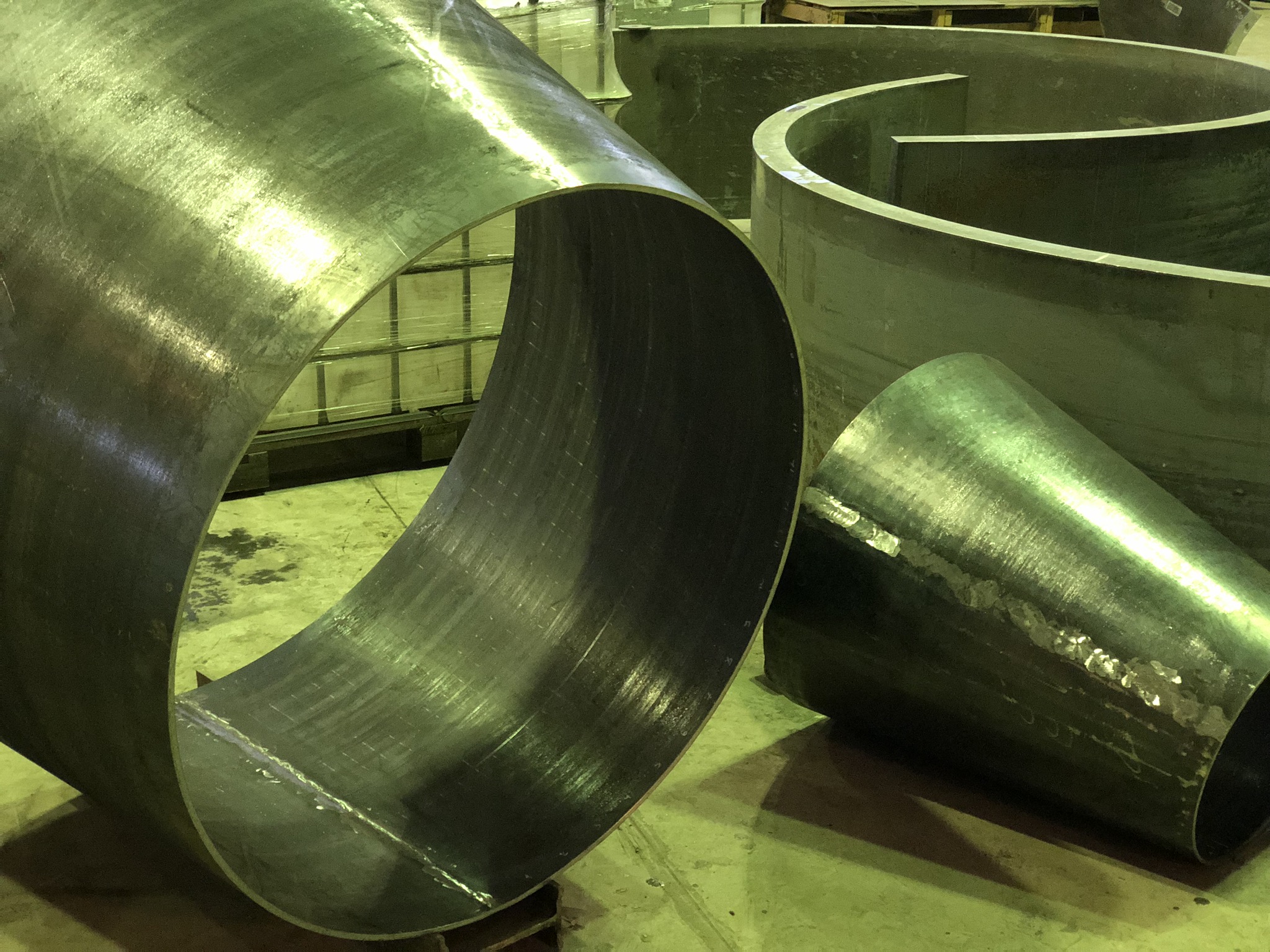
Операции подвергаются изделия из нержавейки, алюминия и меди – то есть, материала, обладающего определенным уровнем пластичности. Применяются для этого как приспособления, изготовленные своими руками, так и специальные. Для развальцовки трубы с большим диаметром необходимо профессиональное оборудование.









Развальцованные края чаще всего можно встретить у канализационных водоводов среднего и большого диаметра. Именно их размеры и допустимая погрешность описываются ГОСТом.
В домашних условиях чаще приходится иметь дело с медными трубами. А вот завальцовке подвергаются изделия из нержавейки. Технология процесса одинакова для любого инструмента.
- Торец отрезка зачищается, устраняют заусеницы.
- На край одевается муфта.
- Труба устанавливается в какое-то приспособление для развальцовки и зажимается.
- Если речь идет о ручном приспособлении, то выглядит это так: конус развальцовщика, когда завинчивается винт, оказывает давление на внутреннюю поверхность водовода и деформирует ее.
- Развальцовщик снимается. Конец отрезка должен иметь правильную воронкообразную форму со стенками, скощенными под углом в 45 градусов.
- Затем муфту перемещают на развальцованный край и закручивают гайку.

На видео демонстрируется развальцовка медной трубы перед соединением.
Инструменты для развальцовки
При монтаже медного трубопровода своими руками вполне достаточно ручного приспособления. Медь – металл пластичный. Для формирования воронкообразного края нужны не столько усилию, сколько аккуратность. Воронка должна быть совершенно симметричной, без перекосов или сколов.
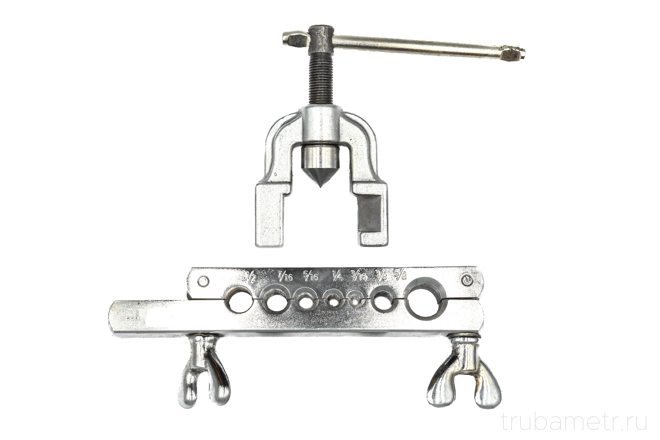
- Самый простой механизм состоит из двух частей: фиксатор с типовыми диаметрами – металлическая пластина, в которой удерживается изделие, и конус с винтом. На фото демонстрируется образец.
- Экстендер – рычажный инструмент со сменной расширительной головкой под разные диаметры. Экстендер фиксируется на край, рычаги разводятся и лапки растягивают трубу.

Работать с механическими приспособлениями нужно аккуратно, так как здесь велика опасность сформировать стенки неравной толщины.
Развальцовщик профессиональный – как правило, оборудуется электроприводом и относится к вальцовым аппаратам. Конусовидная головка соответствующего диаметра прокатывается по краю изделия, пока воронка не достигает требуемой величины и формы. Равномерность и симметричность в этом случае значительно выше.
Для работы с водоводами из нержавейки, большого диаметра использовать можно только этот инструмент. В противном случае требования ГОСТ выполнены не будут, а соединения трубопровода окажутся некачественными.
3 Типы вальцов и отличия в их работе
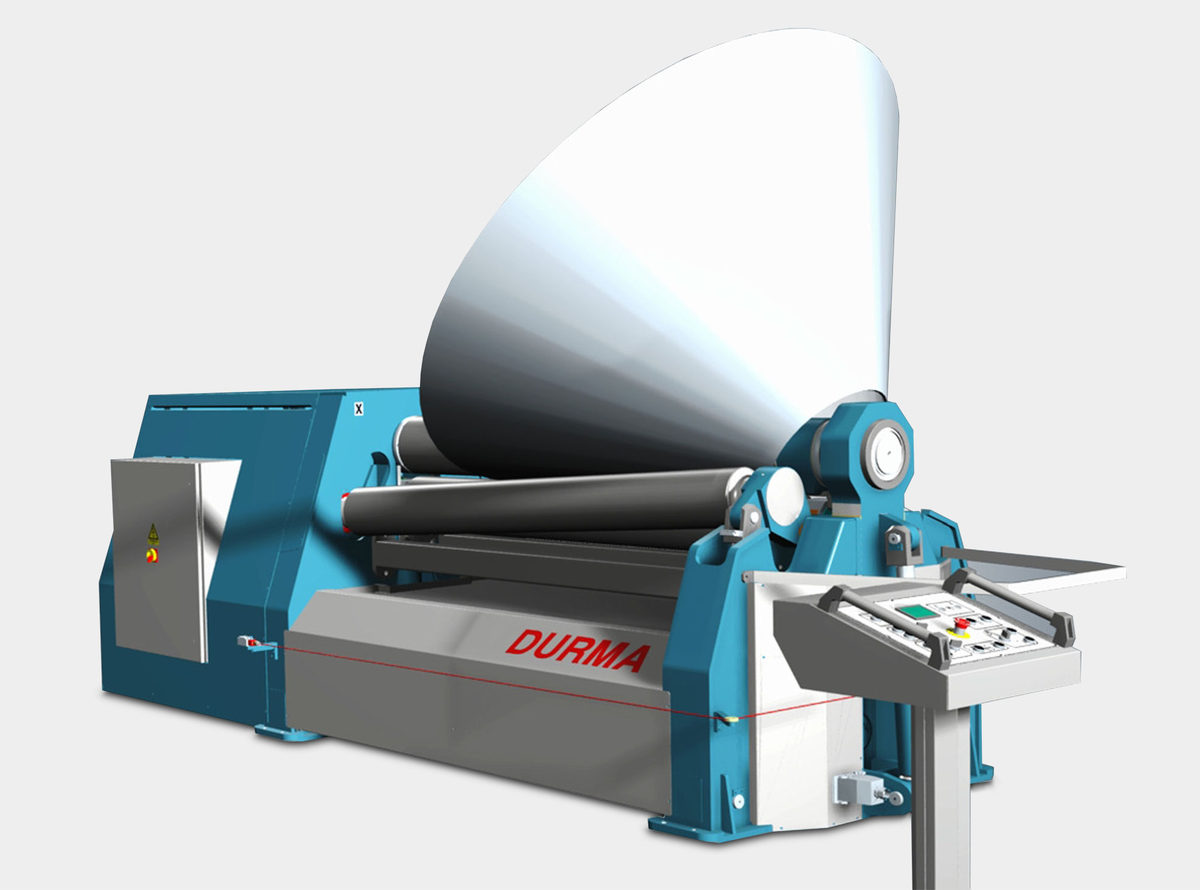
Здесь мы более подробно остановимся на классификации вальцов в зависимости от типа привода. Для единичного производства и бытовых целей отлично подойдет оборудование с ручным приводом. Оно просто в работе и не нуждается в дополнительном питании, т. е. автономно. Компактность, надежность, долговечность и низкая стоимость сделали эти станки весьма популярными. К тому же вы сможете собрать их своими руками и свести затраты к минимуму. Но в этом случае возможна вальцовка листа толщиной не более 2 мм. Да и приготовьтесь к тому, что работая на таком оборудовании, вам придется прилагать немалые усилия. Поэтому если планируете наладить серийное производство, то следует отдать предпочтение электрическим либо гидравлическим станкам.
 Гидравлический станок для вальцевания
Гидравлический станок для вальцевания
Первые оснащены электрическим моторчиком, за счет которого можно значительно увеличить производительность и толщину обрабатываемого материала. Но автономным это оборудование уже не назовешь, ведь оно работает только от сети. К тому же его цена значительно выше прочих моделей, да и несколько возрастают затраты на обработку элементов, так как придется платить дополнительно за потраченную электроэнергию. Поэтому следует отдавать предпочтение маломощным станкам. Конечно, оборудование на 20 кВт справится с поставленной задачей значительно быстрее, но при этом израсходует огромное количество дорогостоящей электроэнергии.
Как выполнить развальцовку трубок
Вам необходимо поменять стальную или медную трубку в вашем автомобиле, а специализированный инструмент для развальцовки отсутствует, причем идея найти его или купить связана с определенными трудностями. Вот тут и пригодиться совет, как развальцевать трубку своими руками.
Приступаем:
- Для начала берем два небольших деревянных бруска, подобрав размеры и толщину так, чтобы можно было зажать их в обычных тисках.
- Зажимаем выбранные бруски в тисках и по центру шва их соединения сверлим сквозное отверстие диаметром той самой стальной или медной трубки, которую вам надо развальцевать.
- Далее, с одной стороны отверстия сверлом большего диаметра высверливаем небольшое конусообразное углубление. Все основание готово.
- Закрепляем трубку в изготовленном основании из двух деревянных брусков и прочно зажимаем всю конструкцию в тисках. Трубка должна возвышаться на один-два миллиметра над поверхностью брусков.
- Берем стальной шарик от подшипника диаметром примерно в полтора-два раза большим, чем у трубки и не очень сильными ударами молотка начинаем процесс развальцовки. Если трубка начнет проскальзывать в деревянном основании, то, по необходимости, обматываем ее тонкой наждачной бумагой.
Если вы знаете свой способ развальцовки или у вас есть особый опыт в этом деле, поделитесь им в блоке комментариев.
Рекомендации по выполнению развальцовки
Самостоятельная разбортовка медных трубок – легкая задача только при наличии практического опыта. При этом от качества развальцовки зависит герметичность и надежность выполняемых соединений.
Поэтому перед монтажом медного трубопровода, установкой или ремонтом теплогенерирующих приборов лучше попрактиковаться на трубах разного диаметра.
Для специалиста, профессионально занимающегося ремонтом трубопроводов или оборудования, потребуется набор профессиональных инструментов, в который кроме развальцовщика входит риммер для зачистки края трубы, трубогиб и труборез. Для редких ремонтных работ хватит недорогого развальцовщика с минимальным набором насадок.
Рекомендации, которые помогут выполнить развальцовку правильно:
Перед началом работ тщательно проверяют трубу: на ней не должно быть заусенцев и мусора, край и стенки должны быть ровными и не иметь искривлений, к развальцовке допускаются только трубы с круглым сечением.
Во время развальцовки важно следить за тем, чтобы не происходило перекоса расширяющего наконечника относительно трубы. В противном случае раструб будет асимметричным и не сможет обеспечить надежное соединение.
При расширении трубы вручную, конусную болванку следует вкручивать, а не вдавливать в отверстие
Это поможет распределить усилие и не повредить трубу.
Разбортовку трубы экспандером лучше выполнять в два-3 этапа. Сначала немного расширить кромку, а затем повернуть расширитель и растягивать трубу до нужного диаметра.
Устанавливая трубу в матрицу вальцовочного станка, следует выбирать то отверстие, которое точно соответствует диаметру трубы.
Внешнюю поверхность трубки перед развальцовкой обрабатывают абразивной губкой, чтобы очистить от пыли и мусора и обеспечить надежную фиксацию в держателе. Если этого не сделать, трубка будет проскальзывать в матрице, мешая процессу развальцовки.








Применяемое оборудование
Экспандер — это самое простое и незамысловатое приспособление для развальцовки трубок небольшого диаметра, которое представляет собой

устройство со сменными насадками, позволяющее развальцовывать трубки за одну простую операцию. Правда, особого качества от экспандера ожидать не надо, да и для работы с ним необходима определенная сноровка. Следующей категорией ручного инструмента для развальцовки служат различные наборы, в комплект которых, как правило, входят:
- две планки основания со специальной формы отверстиями, соответствующих основным типоразмерам стальных и медных трубок, в количестве от 5 до 11 штук в зависимости от комплектации и цены,
- приспособление развальцовки с резьбой для крепления пяти сменных штампов.
- набор сменных штампов.
Нередко такие наборы комплектуют ручными роликовыми, предназначенными для резки алюминиевых, латунных, медных, стальных и металлопластиковых труб с диаметром от 3 до 29 мм включительно.
Стоит отметить, что по многочисленным отзывам на форумах в интернете пользователи обращают внимание на прямую зависимость качества и надежности в работе таких инструментов от стоимости наборов. Как правило, дешевый станок для развальцовки трубок быстро ломается и не рекомендуется для использования при больших объемах работ
Следующей категорией приспособлений являются различные виды станков для развальцовки трубок. Они отличаются более надежными и качественными узлами, высокой стоимостью и предназначаются для профессионального применения.
Вальцовочный инструмент для медных труб
Трубопрокат из меди — это мягкая и эластичная продукция. Поэтому расширить трубку можно кустарным способом. Для этого прокат просто натягивается на болванку в виде конуса необходимого размера. Однако так очень трудно создать раструб, чтобы не нарушилась геометрия.
Часто стенки расширенного участка получаются с разной толщиной. У созданного раструба также нередко возникает перекос. Все такие дефекты появляются по причине неравномерного усилия, которое прилагает человек при развальцовке кустарным способом.
Экспандер
Инструмент представляет собой ручное устройство, работающее за счет физической силы. В конструкции экспандера присутствует два рычага и раздвижной расширитель в форме конуса. Вальцевание выполняется путем воздействия на ручки после того, как головка инструмента будет вставлена в трубу.
Экспандер позволяет быстро выполнить работу при минимальных трудозатратах. В комплект инструмента входит набор вальцовок, подбираемых под внутренний диаметр деталей. Однако они растягивают стенки проката неравномерно, что затрудняет получение качественного результата. Ведь более тонкие участки могут просто лопнуть.
Конусный
Этот вид инструмента состоит из двух частей. Одна из них матрица. Она представляет собой устройство в виде тисков с цилиндрическими отверстиями, каждое из которых в верхней части расширено под углом 45°.
Вторым элементом устройства является развальцовщик, состоящий из следующих деталей:
- корпуса с направляющими;
- расширителя в виде конуса;
- механизма управления;
- силового винта.
При воздействии физической силы на управляющий механизм силовой винт начинает вращаться. Происходит ввинчивание расширителя в трубу. Это приводит к размягчению металла. В итоге кромка изделия принимает коническую форму в соответствии с расширением отверстия в матрице.
Вальцовка для медных труб
Благодаря направляющим медная трубка и расширитель всегда находятся в одной оси. Их положение не меняется в течение процесса. Поэтому получается аккуратный раструб без перекосов и с ровными краями.
Механический
Это устройство имеет схожую конструкцию с конусным развальцовщиком. Отличие заключается в рабочем органе. В механическом развальцовщике вместо конусного расширителя используется набор вальцов.

Набор вальцовок для медных труб.
Они равномерно раскатывают кромку проката. Поэтому удается выполнить развальцовку с одинаковой толщиной по всей площади созданного раструба.
С электроприводом
Этот самый дорогой вид инструмента. Он отличается высокой производительностью. По этой причине аккумуляторное устройство применяется монтажными компаниями при выполнении большого объема работ.
Рекомендации по выполнению
Даже если ранее никогда не приходилось сталкиваться с процессом развальцовки, можно с первого раза получить хороший результат. В этом помогут советы и рекомендации от специалистов.
- Трубы перед работой нужно тщательно проверить. Их сечение должно быть идеально круглым, без заусенцев, мусора и прочих дефектов.
- В процессе обработки нельзя допускать перекоса заготовок и расширяющего наконечника. Иначе раструб будет асимметричным, и надежного соединения уже не получится.
- В случае ручной обработки болванка не вдавливается, а вкручивается. В этом случае усилие будет равномерно распределяться, и вероятность повреждений трубы будет снижена.
- Если работа выполняется экспандером, обработка трубы делится на несколько этапов. Растягивание трубы должно выполняться после небольшого расширения кромки.
- Используя станки с матрицами, нужно четко подбирать отверстие под диаметр заготовки – погрешность здесь должна быть минимальной.
- Труба по внешней стороне обрабатывается абразивной губкой, что позволит убрать пыль и прочие загрязнения. Пропустив этот этап, можно столкнуться с проскальзыванием заготовки в матрице, что сильно усложнит работу.
Обзор инструмента для развальцовки труб смотрите далее.
Рекомендации по применению вальцовки для медных трубок
Качественно выполненная развальцовка позволяет создать надежное и герметичное соединение. Это сделать можно только при наличии опыта. Поэтому рекомендуется перед основными монтажными работами потренироваться на отрезках трубопроката разного диаметра.








Для выполнения качественной развальцовки также придерживаться и других советов специалистов:
- Развальцовывать нужно только трубу, на торце которой отсутствуют заусенцы, мусор и различные дефекты, включая искривления. Край изделия должен иметь круглую форму.
- Расширительный наконечник инструмента обязан располагаться без перекоса относительно оси трубопроката.
- При расширении детали кустарным способом конусообразную болванку нужно не вдавливать, а вкручивать в отверстие проката.
- При использовании приспособления с матрицей необходимо выбирать в планке отверстие с размером, соответствующим диаметру заготовки.
Внешнюю поверхность трубопроката рядом с торцом всегда нужно зачищать абразивной губкой независимо от используемого инструмента. Это позволит удалить мусор и пыль с изделия. Поэтому трубную деталь легче будет надежно зафиксировать в держателе.
1 Что такое вальцевание?
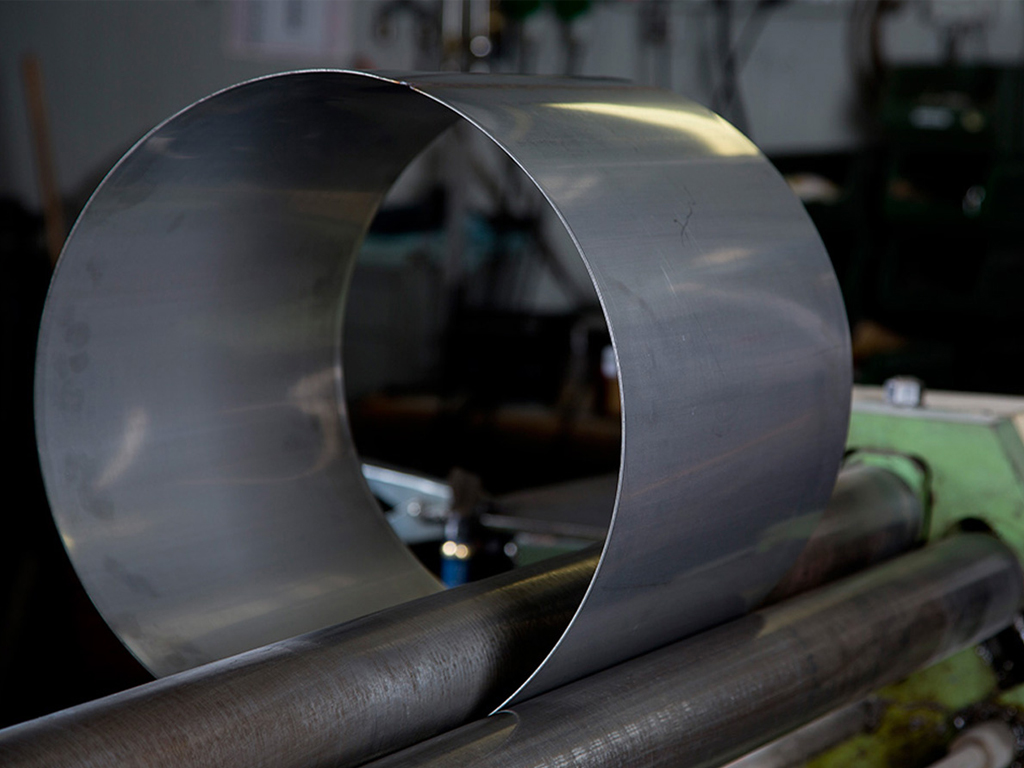
В первую очередь следует разобраться, что же собой представляет вальцевание. Это один из способов деформирования металла, в результате чего последний обретает необходимый рельеф, а именно форму конуса. Причем такой процедуре подвергается не только листовой металл, но и прутки, трубы и иные профили. Кроме этого материала можно обрабатывать пластмассы, резиновые смеси, главное, чтобы исходный образец был достаточно пластичен.
 Вальцевание металла
Вальцевание металла
Делается эта операция посредством специального одноименного инструмента – вальцовки. На производстве используются громоздкие станки с гидро- и электроприводом, а вот для домашнего применения сойдут и более простые ручные конструкции, часто сделанные своими руками. Листовой металл пропускают через валки, в результате чего он обретает цилиндрическую форму. Если обработке подвергаются трубы, то такая операция носит название – развальцовка. С ее помощью можно увеличить диаметр полого элемента.
Почему этот вид обработки столь востребован в современном мире? Все благодаря неоспоримым преимуществам. Прежде всего это холодная деформация, т.е. материал не подвергается воздействию высоких температур, как при сварочных работах. А значит, и свойства его остаются неизменными. Также можно избежать таких нежелательных дефектов, как холодные и горячие трещины, поры, непровары и т. д. Отдав предпочтение этой обработке, вы можете рассчитывать на равномерное деформирование изделия по всей поверхности. Благодаря такой операции изготавливают точные заготовки, готовые детали и декоративные элементы. Еще стоит отметить, что вальцовка нашла широкое применение еще и в ювелирном деле.
Назначение развальцовки
Необходимость развальцовки, а не, например, сварки медных трубок, относящихся к конструкции обогревающих, охлаждающих, иных подобных устройств, вызвана тем, что этот способ полностью безвреден по отношению к пропускной способности узла или магистрали.
Это особенно важно, поскольку трубки в данном случае небольшого диаметра, та же сварка приводит к существенному сужению внутреннего диаметра и снижению работоспособности трубопровода. Другой вариант состыковки – применение фасонных элементов для соединяемых трубок – также не дает должного результата, поскольку внутреннее сечение тоже становится меньше
Другой вариант состыковки – применение фасонных элементов для соединяемых трубок – также не дает должного результата, поскольку внутреннее сечение тоже становится меньше.
Физическое расширение конца трубки позволяет установить ее на вторую трубу, патрубок без уменьшения внутреннего полезного диаметра и снижения общей пропускной способности конструкции.