
КАК ВЫБРАТЬ ЗАТОЧНОЙ СТАНОК
Заточные станки – это вид металлообрабатывающего оборудования, который широко используется в производстве и быту. Основная цель этих решений – затачивание металлорежущего инструмента. В данной статье мы представим Вашему вниманию основные рекомендации экспертов по выбору заточных машин.
Виды заточных станков в зависимости от назначения
В зависимости от целевого назначения заточных станков, они бывают:
- Бытовые (универсальные);
- Профессиональные.
Бытовые применяются для заточки ножей и, как правило, работают недолго – до 15 минут. Профессиональные же – более выносливые, при этом надежная конструкция гарантирует эффективное использование инструмента в течение рабочего дня (на протяжении 8 часов с двумя перерывами на 10-15 минут).
Стоимость профессиональных заточных станков – гораздо выше, но эта цена всегда окупается надежной и бесперебойной работой.
Для домашнего применения часто выбирают станки с двумя дисками, расположенными перпендикулярно. Такой инструмент справляется с заточкой ленточных пил, сверл, ножей и даже рубаночных резцов. Ну а для заточки режущего инструмента на производстве мастера используют автоматические решения с цифровым управлением.
Также при выборе точильного станка необходимо знать, что именно необходимо будет затачивать на нем. Так, профессиональные станки подходят для обработки такого инструмента:
- фрезы;
- сверла;
- метчики;
- зенковки;
- ножи;
- дисковые пилы;
- пильные диски и т.д.
В настоящее время есть несколько групп станков в зависимости от назначения:
- Станки заточные универсальные
- Станки для заточки сверл
- Станки для заточки фрез
- Станки для заточки дисковых пил
- Станки для заточки ленточных пил
- Точильно-шлифовальные станки и т.д.
Габариты
Большой станок – не значит удобный. Если Вы не располагаете большой мастерской и Вам важна мобильность, выберите станок небольших или средних размеров. Большие, хоть и выполняют большой фронт работ, но занимают немало места и потребляют больше ресурсов.
Мощность
Если перед Вами стоит задача заточки ножей и мелкого инструмента, идеальным выбором будет машина мощностью 400 Вт. Более мощные станки обеспечивают высокие скорости вращения заточного круга, благодаря чему гарантируется более точная правка сверла.
Возможности станка
При выборе точильных аппаратов очень важная их оснастка, а именно:
- диски для заточки, которые могут быть выполнены из различных материалов;
- круги, которые отличаются наружным диаметром (от 125 до 250 мм), толщиной (от 16 до 40 мм) и размерами посадочного отверстия;
- ленты, которые отличаются в зависимости от количества зерен на дюйм. Геометрия такого станка должны соответствовать специфике использования.
В быту чаще всего предпочтение отдается станкам с дополнительными насадками и прочими составляющими, которые позволят совершать множество операций на одной машине. В комплекте могут идти насадки для заточки клиновидного, полукруглого или короткого инструмента, что очень удобно. У бытовых станков имеются наконечники для обработки ножей, ножниц и топоров различной величины.
Внешний вид
При осмотре станка всегда необходимо обращать внимание на визуальную составляющую. У хорошей машины все части будут закрыты от воздействия внешних факторов, корпус должен быть выполнен из высокопрочного, но легкого металла
Сборка конструкции не должна занимать много времени, а все части обязаны хорошо крепиться друг к другу, без зазоров.
Производитель
Отзывы специалистов демонстрируют следующую тенденцию: заточные станки европейского производства (например заточные станки Kaindl)– это всегда качество и надежность. Оптимальное соотношение цены и качества демонстрируют станки производства Тайваня (GSC), России (Витязь) Беларуси (НПО Вектор). С продукцией китайского происхождения эксперты не советуют связываться, поскольку те же китайские бренды существенно экономят на обмотке двигателей. В результате – Вы покупаете вроде бы и недорогой инструмент, но через несколько месяцев его снова придется менять. Взвесив все «за» и «против», сделайте правильный выбор. На все дополнительные вопросы по поводу выбора заточного станка Вам ответят специалисты нашей компании. Обращайтесь!
Лучшие универсальные недорогие станки для заточки инструмента дома
Калибр ЭЗС-65МФ
Недорогой станок для заточки ножей, ножниц, стамесок и сверл — дешевле только точить вручную. Он может точить сверла толщиной от 3 до 10 мм. Также здесь есть крепление для ножей и ножниц, а также для стамесок и лезвий. Ножи точит даже керамические.
Диаметр точильного круга составляет 49,3 мм, а его толщина 7,5 мм
Также обратите внимание, на посадочное отверстие диаметром 10 мм — расходники нужно будет покупать соответствующие. Штатный круг установлен крупнозернистый, поэтому ножи нужно будет доводить на бруске
Станок конечно китайский, но свои деньги отрабатывает вполне.
Вихрь ТС-200
Это неплохой станок средней мощности в 200 Вт для заточки ножей газонокосилки, топоров и кухонных ножей. Здесь стоят два точила диаметром 150 мм и толщиной 16 мм. Диаметр посадочного отверстия 12,7 мм. Весит агрегат 5,2 кг, что в принципе не так уж и много для точильного станка с двумя кругами. Но при этом он устойчиво стоит на верстаке без дополнительного крепления. А благодаря резиновым ножкам практически не чувствуется вибрация.
Здесь вмонтирована хорошая подсветка с гибким штативом, которая реально выручает при заточке инструмента
Обратите внимание, что подсветка включается только тогда, когда вал активен. Советуем после покупки снять защитный кожух и подтянуть винты, так как некоторым пользователям станок приходит с незатянутыми винтами
ДИОЛД МЗС-03 М
У этого заточного станка есть несколько модификаций. Буква «М» в конце названия указывает на наличие гибкого вала, с помощью которого можно выполнять гравировку металлических заготовок. Скорость вращения гибкого и жесткого валов составляет 6700 об/мин. Как и в модели Калибр ЭЗС-65МФ, здесь имеются три насадки для заточки сверл, ножей и ножниц, стамесок и лезвий. Помимо прочего на нем можно точить шлицевые отвертки и зубила. Для каждого предмета можно выставлять свой угол заточки в зависимости от того, какую кромку нам нужно получить.
Станок со своими задачами справляется и точит инструмент качественно, без необходимости дополнительной доводки. К сожалению, здесь нет регулировки оборотов, которая была бы удобна при работе с гибким валом. Станок оснащен металлическим кругом с алмазным напылением диаметром 48 мм и толщиной 8 мм. За свои деньги — это хороший аппарат с приятным бонусом в виде гибкого вала.
Makita GB602
Отличный японский станок с двумя заточными кругами. Каждый круг диаметром 150 мм имеет толщину 16 мм. В отличии от многих конкурентов за такую же цену, станок от Makita собран очень качественно без люфтов, «недотяжек» и биения камня. Пользователи отмечают довольно тихую работу.
Над каждым кругом установлены прозрачные пластиковые кожухи, которые защищают от искр и стружки. Также они дают хороший обзор рабочего места. В комплекте производитель дополнительно положил защитные очки. Если вам нужно хорошее надежное точило, которое прослужит не один год, тогда смело берите Makita GB602.
Что еще полезно иметь в доме:
- Обойдемся без бензина: рейтинг лучших электрических цепных пил 2020
- Пилим под любым углом: рейтинг торцовочных пил с протяжкой 2020
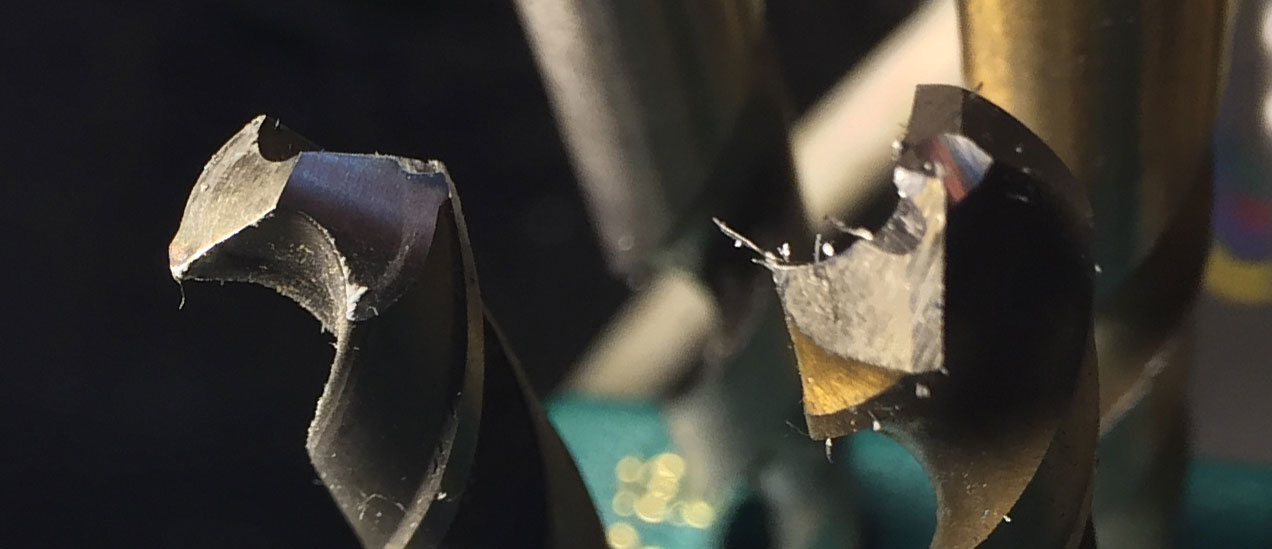
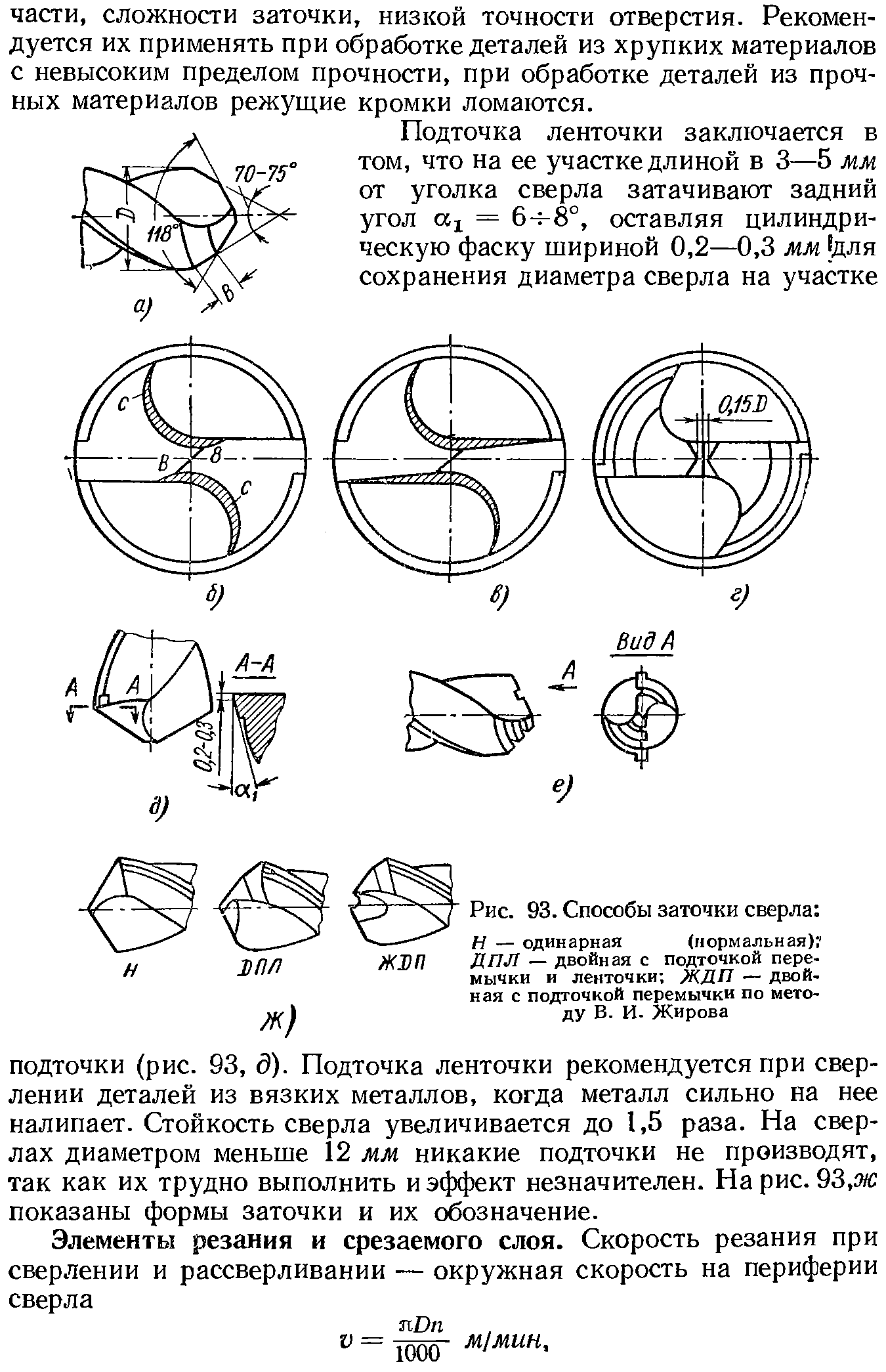
Заточка сверла по металлу
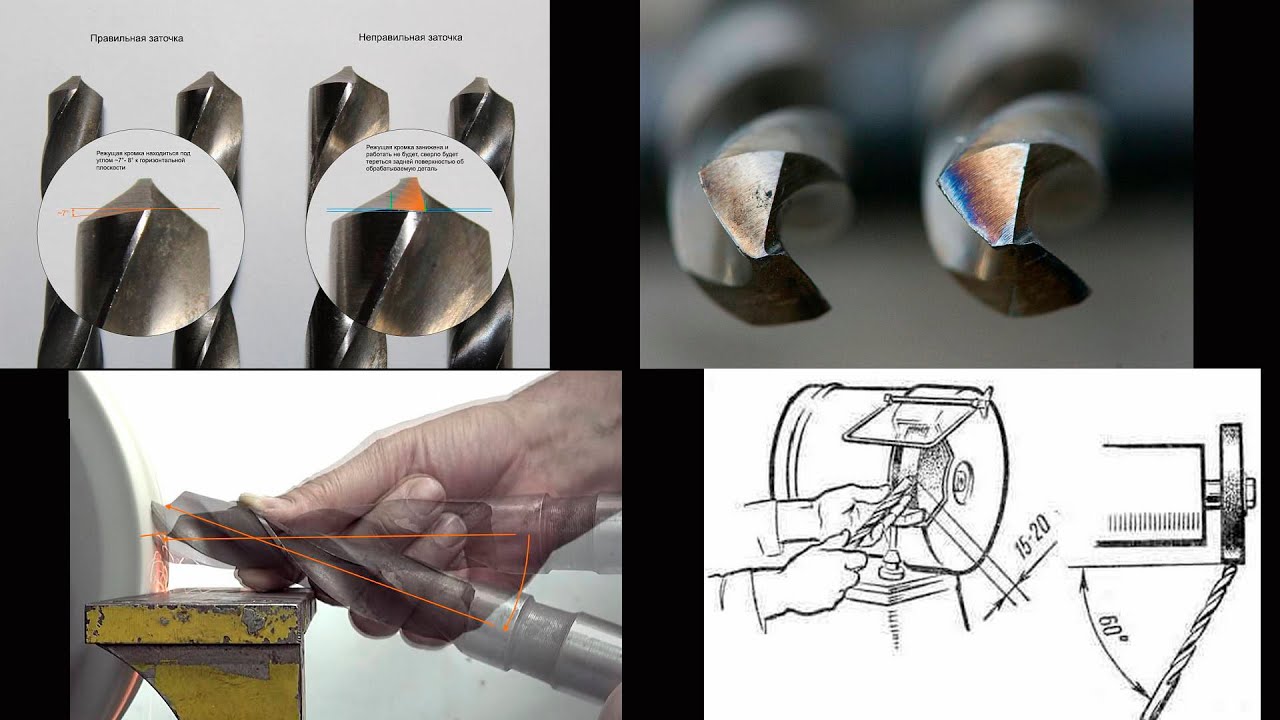
При заточке сверл по металлу стачиваются только задние поверхности режущих кромок. Эти поверхности имеют скругленную форму (при диаметре сверла меньше 3 мм – плоскую) с понижением относительно кромки около 10. Режущие кромки сходятся к вершине сверла под углом 116 – 120 (угол заточки). Для латуни, меди, мягкой бронзы этот угол увеличивают до 125–130, для алюминия – до 140.
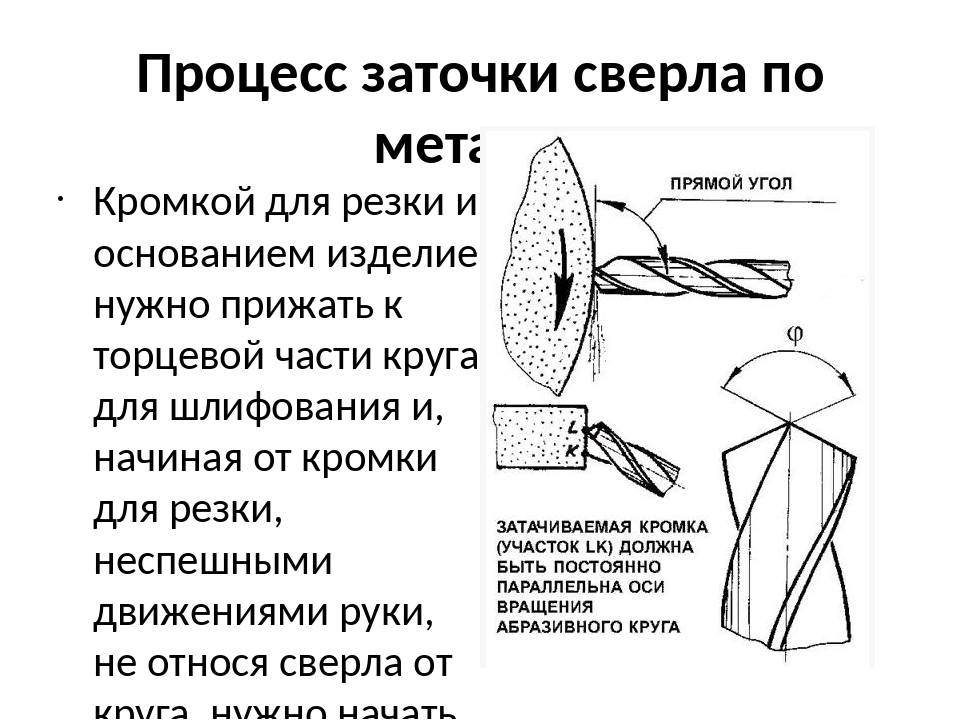
Затачивание
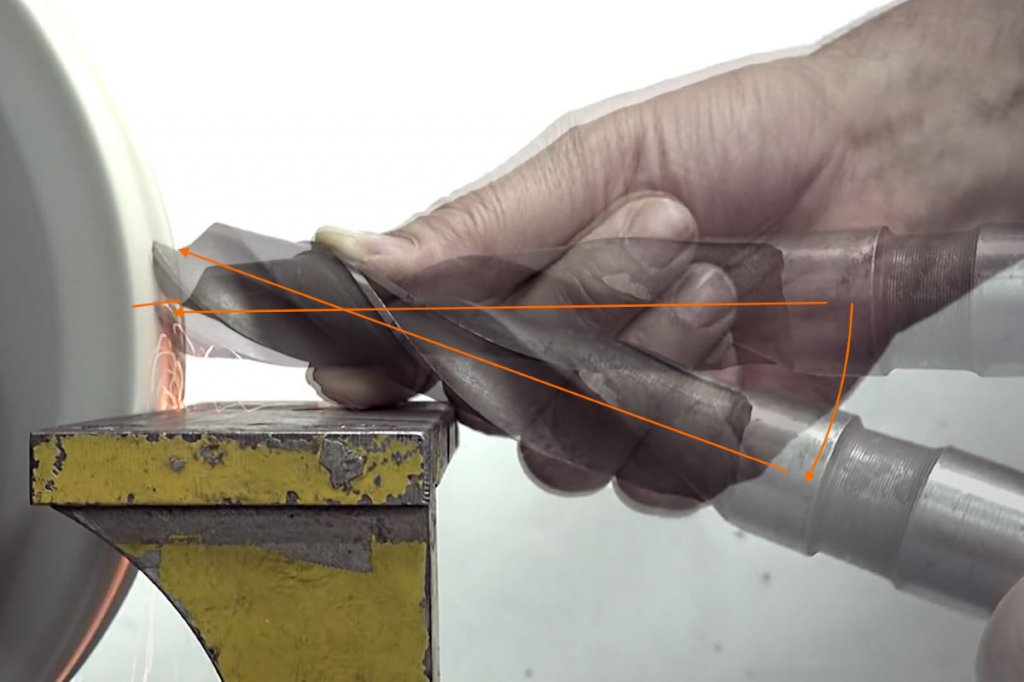
При заточке сверло удерживается двумя руками. Одной возле точила, другой – за хвостовик. Пальцы ближней к точилу (ведущей) руки опираются на подручник. Если его нет, нужно найти любую опору, как описано выше.
Сверло располагается под углом к рабочей поверхности точильного камня: 60 по горизонтали (половина угла при вершине) и около 10 по вертикали. Затачиваемая режущая кромка направлена вверх и расположена горизонтально, параллельно оси камня. Подбор положения можно сделать при выключенном станке, по форме зазоров между кромкой и точилом при взгляде сверху, и между точилом и тыльной поверхностью при взгляде сбоку. Для более точной установки угла заточки, на подручнике можно нанести четко видимую линию под нужным углом.
При заточке сверло прижимается к точилу режущей кромкой, а затем, без изменения прижима и горизонтального угла, наклоняется хвостовиком вниз до полной обработки тыльной поверхности. При этом положение ведущей руки не меняется. После 1 – 3 таких проходов сверло поворачивается вокруг продольной оси на 180, и операция повторяется для второй кромки. Поворот инструмента производится только пальцами, без изменения положения рук.

После заточки нужно проверить симметричность кромок – равенство их длин и углов наклона к оси сверла. Если одна из кромок оказалась короче, ее нужно проточить еще раз. Равенство углов проверяется визуально – на просвет или при помощи простого шаблона, длину кромок можно замерить штангенциркулем.
Дополнительная обработка
При правильной заточке режущие кромки не сходятся на вершине, между ними остается короткая перемычка. Для уменьшения сопротивления входу в материал, перемычка стачивается углом точильного камня или алмазным надфилем. Стачивание производится с двух сторон, симметрично, под острым углом к оси сверла, а край образующейся при этом канавки располагается под углом 30 к режущей кромке. Цель этой операции – укоротить перемычку, но не сточить ее полностью! Без нее сверло не будет центрироваться при входе.

Проверка заточки
После затачивания нужно проверить инструмент в работе и при необходимости подправить. На ошибки заточки указывают несколько признаков.
- Плохая центровка при входе, при работе заметны биения – несимметричная заточка кромок или перемычки.
- При работе слышен визг металла, сверло сильно греется, стружка имеет вид мелких крупинок – большой угол заточки кромки, недостаточное понижение тыльной поверхности (тупые кромки).
- Повышенное усилие вращения, на режущих кромках быстро образуются сколы – слишком малый угол заточки кромок (чрезмерно острые кромки).
Признаки правильной заточки:
- четкая центровка при входе, стабильная работа, отсутствие биений;
- вход в материал легкий, стружка выходит в виде одинаковых «спиралек» из обеих канавок;
- нагрев сверла невелик.
Виды устройств для заточки свёрл
Устройство для заточки — это автоматизированное оборудование, которое имеет узкую специализацию и предназначается только для оттачивания свёрл. Различают следующие виды этих приспособлений, исходя из сферы их использования:
- Промышленные. Они имеют большую мощность. На них можно точить разнообразные свёрла, диаметр которых превышает 20 миллиметров. Главным предназначением этого устройства является интенсивная работа с высокой степенью профильной специализации на крупных предприятиях. Сверло в промышленном оборудовании затачивается в частичном или полном автоматическом режиме под необходимым углом при помощи узла закрепления (специального зажима).
- Бытовые. Применяются в домашних условиях или на небольшом предприятии. Эти станки отличаются мобильностью, компактностью и небольшой мощностью. На них можно оттачивать свёрла маленького и среднего размера, которые чаще всего используются в быту.
Станок, применяемый в быту для заточки сверла, перед остальными приспособлениями и устройствами, которые используются для того, чтобы восстановить остроту инструмента, имеет ряд важных преимуществ. Основными из них являются такие:
- Удобная эргономичная система управления способна обеспечить регулирование интенсивности и скорости заточки.
- Имеет компактный размер и небольшой вес.
- Купить его может любой домашний мастер, так как цена доступна каждому.
- Высокий уровень функциональности и точности заточки.
- Простота эксплуатации.
- Высокая степень производительности.
- Работает от электросети со стандартным значением напряжения.
https://youtube.com/watch?v=MeP51jVHfxs
Бытовые станки
Все точилки для свёрл, применяемые в быту, рассчитаны на то, чтобы затачивать спиральные свёрла по металлу, которые состоят из быстрорежущей стали, конструктивно заложенного в оборудование, определённого диапазона диаметров.
На многих станках можно точить инструмент, который оснащён твёрдосплавными пластинами. Для такой процедуры в комплект входит или покупается отдельно алмазный круг. В основном они могут затачивать сверлильный инструмент с углом конуса при вершине от 90 до 140 градусов по задней поверхности, выполняя подточки и затыловки поперечной режущей кромки.
Для свёрл по металлу выпускаются и специализированные модификации:
- трёхзубые;
- высокопроизводительные;
- с затыловкой двухплоскостной;
- левые и др.
В домашней эксплуатации наиболее удобно применять станки с универсальным патроном для зажима свёрл разного диаметра в пределах технически допустимых размеров, а также те устройства, в комплекте с которыми идёт набор съёмных патронов, крепящихся на корпусе самого устройства. Так они в любой момент под рукой.
Как правило, такое оборудование оснащено окном, через которое видно центрирование сверлильного инструмента в рабочей зоне. В комплект входят и стандартные принадлежности:
- Запасные детали.
- Ключи.
- Комплект цанг.
- Круги эльборовые.
Могут дополнительно поставляться такие элементы, как светильник для рабочей зоны, дополнительный набор цанг, алмазные круги. Самыми распространёнными марками являются GS, Drill Doctor и их аналоги китайского производства.
По диапазону размеров свёрл, которые подлежат обработке, станки выпускаются двух видов: диаметр которых колеблется в диапазоне 2−13 мм и 13−34 мм. Их недостатком является то, что невозможно оттачивать очень тонкие свёрла.
Для того, чтобы заточить сверло малого диаметра необходим специальный станок. Одним из таких является ВЗ-389СП. Он предназначается для оттачивания инструмента диаметром 0,4−4 мм и оснащён 30-кратным оптическим устройством для того, чтобы контролировать процесс.
Формирование точки входа

Как вы могли заметить, между кромками существует зона, в которой металл не срезается, а скорее раздвигается. Это существенно ограничивает процесс заглубления. А также из-за такой формы воздействия грани быстро округляются и в результате приходится прикладывать значительные усилия. Эта проблема решается сокращением ширины перемычки. Подточка производится узким камнем (или гранью) в зоне, обратной касанию с двух сторон, со смещением от оси в 15-20 градуса. Важным является постараться не нарушить принимающую поверхность. Эффект от этой манипуляции при ручном сверлении заметен сразу, но срок службы от этого слегка снизится.
Станок для заточки фрез по металлу, восстановление кольцевых пил по дереву
Насадки для фрезерования могут иметь самую разнообразную форму: цилиндр, конус, полусфера и т. д. Существует масса типоразмеров данного режущего инструмента. Именно поэтому заточка является делом довольно сложным, особенно для непрофессионалов. Чтобы результат был положительным, то есть фреза после обработки восстановила свои функциональные способности, стоит применять станок для заточки фрез по металлу.
Заточка фрез является довольно сложным процессом для новичка
Сложность восстановления режущей поверхности данных насадок обусловлена двумя особенностями:
- достаточно большой протяженностью;
- криволинейной геометрией формы зубьев.
Что касается последней характеристики, различают фрезы с остроконечными и затылованными зубьями. Первые имеют плоскую заднюю поверхность, именно по ней и осуществляется заточка. Затылованные зубья характерны для фасонных фрез. Сложность выполняемых ими выборок влияет на способ заточки: она выполняется по внутренним поверхностям зубьев. Применять различные приспособления для заточки фрез по металлу не рекомендуется.
Если речь идет о кольцевых насадках по дереву, то стоит сказать, что в качестве самодельного точильного станка можно использовать тонкий алмазный брусок. Он закрепляется на край стола, а фреза водится по его поверхности
Здесь важно учитывать степень износа инструмента, чтобы правильно подобрать зернистость поверхности бруска и провести эффективную обработку
Выполнение заточки резцов для токарного станка
Токарные резцы состоят из двух основных элементов – стержня-основания, при помощи которого инструмент закрепляется в станке, и головки. Обработка металла осуществляется кромкой, образующейся объединением основной (задней) и передней поверхностей. При работе инструмента первостепенное значение имеют углы. Их несколько, в общей сумме они составляют 90°.
По специфике применения резцы могут делиться на такие виды:
- расточные;
- для нанесения резьбы;
- торцовочные;
- для выполнения канавок, фасок;
- фасонные.
Токарные резцы могут иметь съемные режущие пластины. Подобный инструмент не подлежит восстановлению. Остальные же варианты нуждаются в постоянном обновлении режущих поверхностей. Обработка осуществляется на станках для заточки резцов. Большие предприятия чаще всего имеют стационарно установленные агрегаты и целые подразделения работающих на них специалистов.
В домашних же условиях это может быть ручной вариант точила. Резцы подносятся к вращающемуся обтачному кругу, ход процесса оценивается визуально
В данном случае очень важно правильно выбрать абразивный материал. Для инструмента из твердосплавных материалов понадобятся зеленые карборундовые круги
А резцы из быстрорежущей или углеродистой стали хорошо восстановятся после заточки корундовыми кругами средней твердости. Такой способ заточки, безусловно, уступает обработке на электронных станках, но при соблюдении определенных правил может быть вполне эффективным:
Для ручного варианта заточки резцов важно правильно подобрать абразив
- в ходе заточки следует поливать инструмент водой в месте соприкосновения с обтачным кругом;
- при заточке сухим способом инструмент после обработки нельзя опускать в воду – появятся трещины;
- нажим на абразивный круг в ходе обработки должен быть одинаковым, несильным.
После заточки обязательно требуется выполнить доводку резцов (4 мм от края режущей части): твердосплавный инструмент необходимо доработать медным оселком, смазанным специальной пастой, другие виды – оселком средней абразивности с применением керосина или машинных масел.
Оглавление
Чем чаще используется сверло, тем быстрее оно тупится. Многие мастера, едва инструмент затупился, выбрасывают его. А практичные обрабатывают изделие под конкретный угол заточки сверла по металлу и продолжают пользоваться без всяких ограничений.
Сверло по металлу предназначено для создания, как глухих, так и сквозных отверстий и перфорации в деталях. Как правило, оно имеет форму спирали и состоит из нескольких элементов: режущей плоскости, хвостовика, рабочей части и лапки. Орудие резки производится из крепких сортов быстрорежущей стали (Р18,Р6М5).

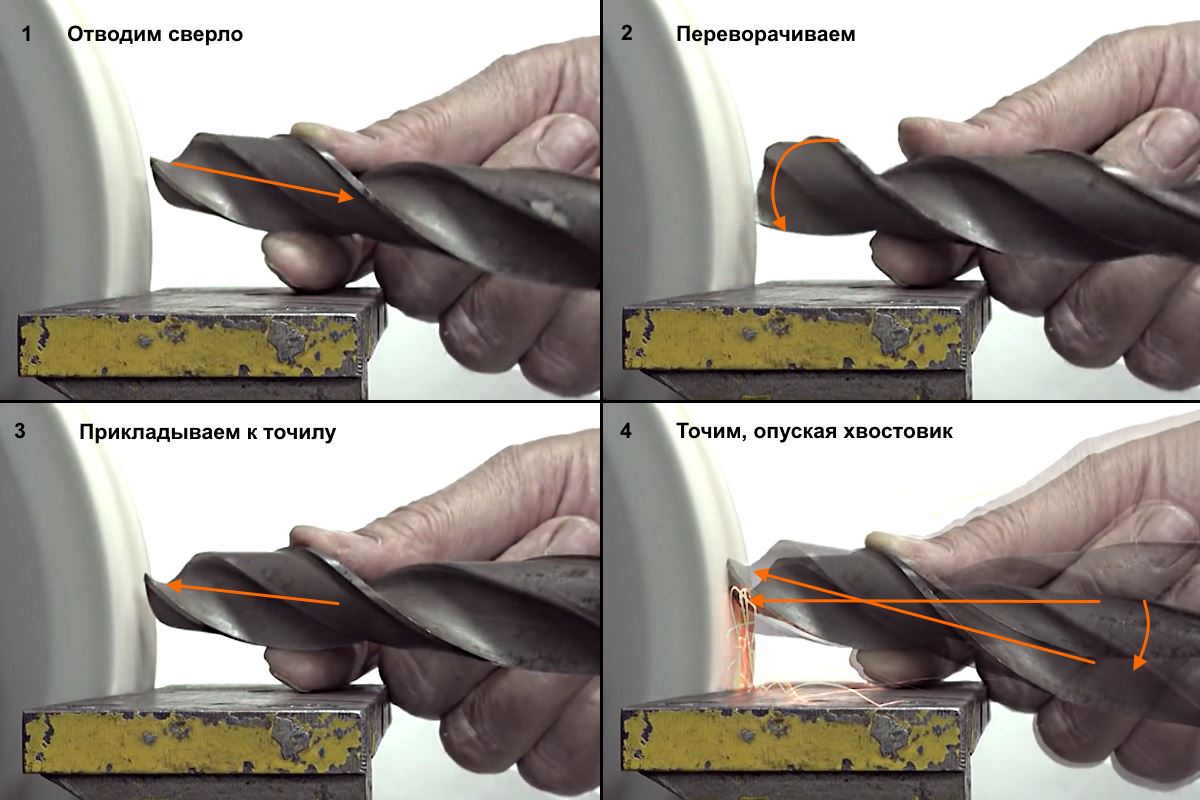
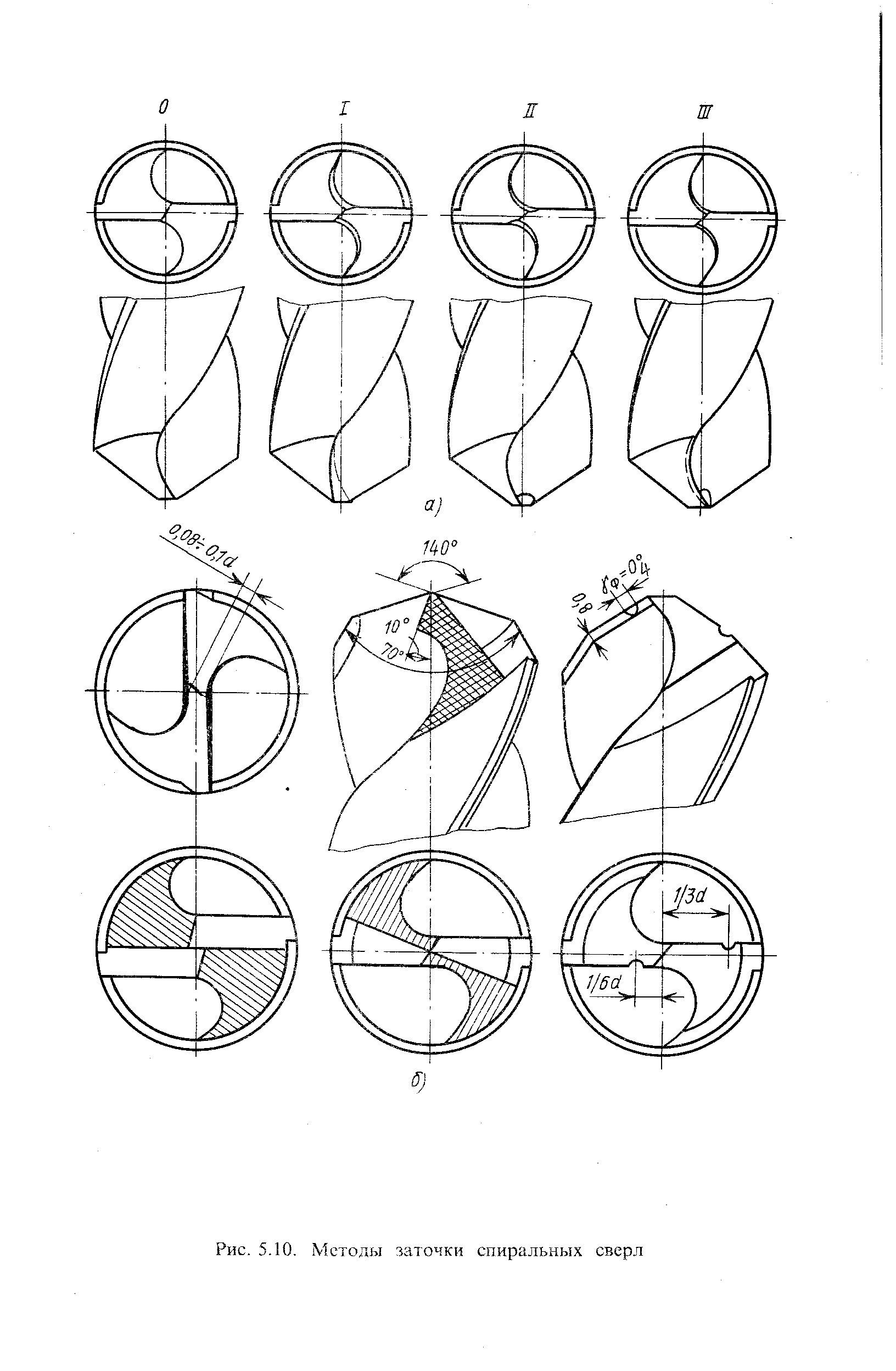
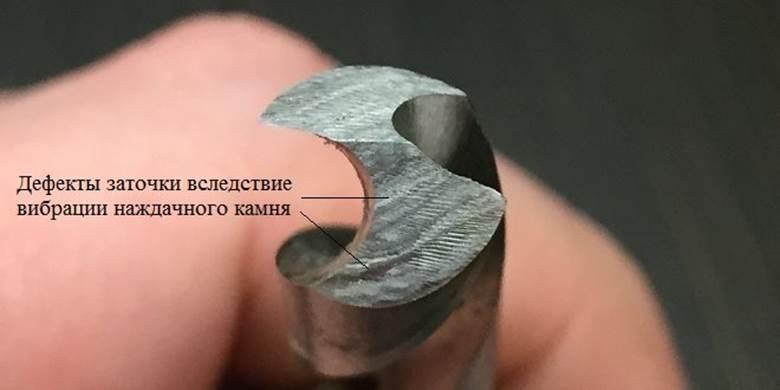

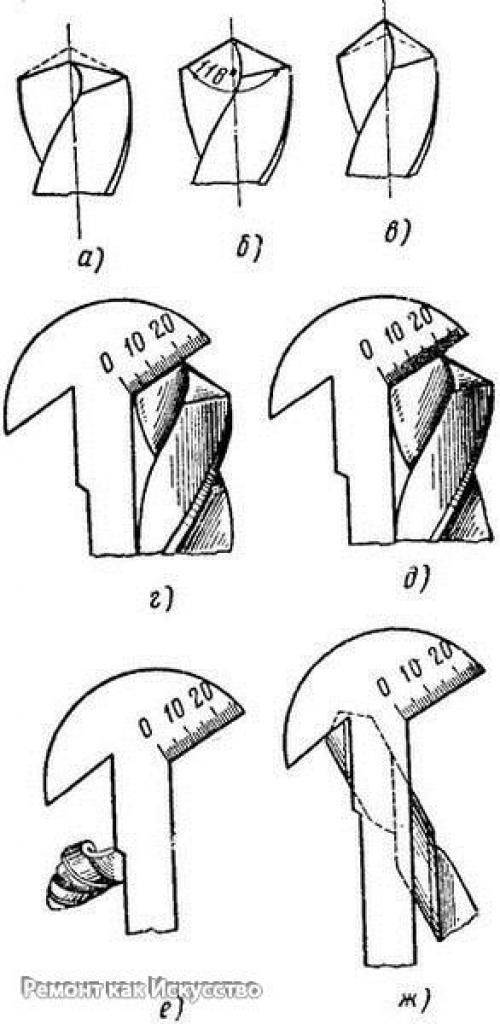
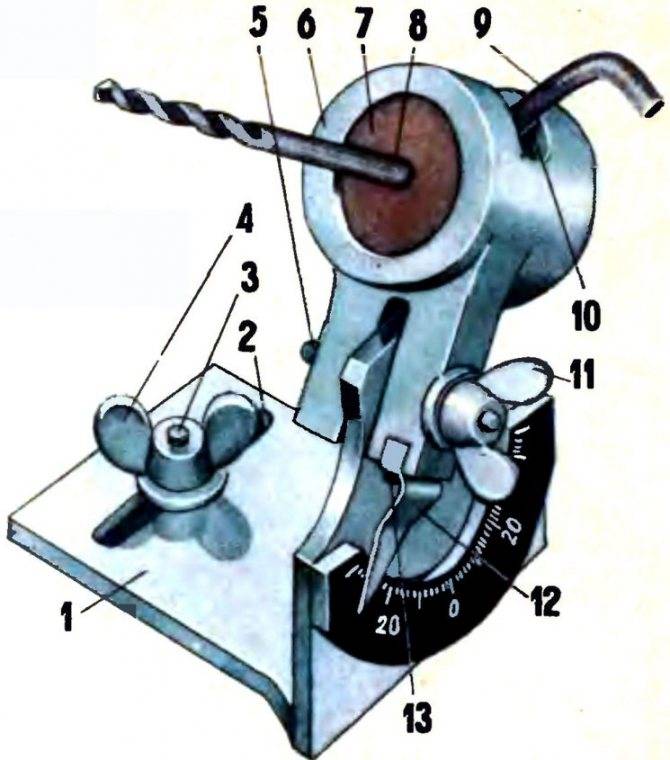

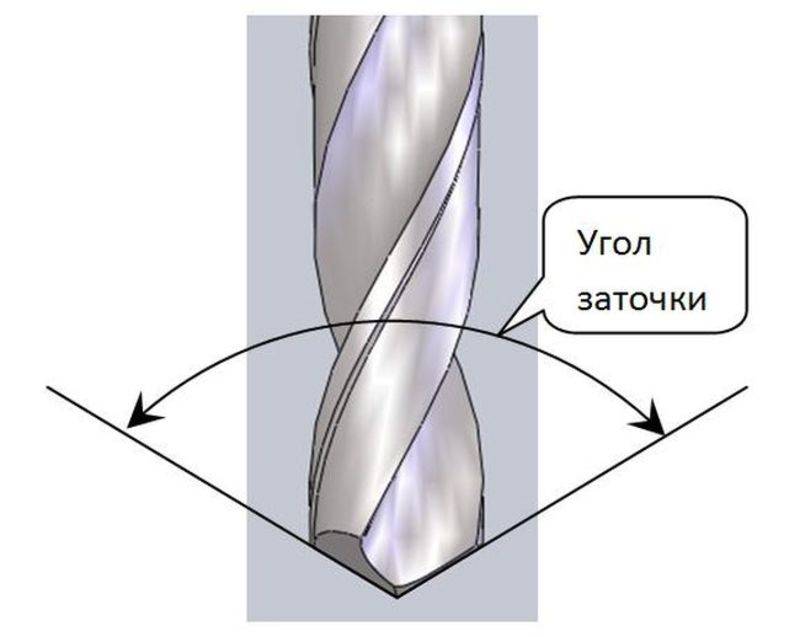
фото:конструкция сверла по металлу
Важнейшими элементами спирального сверла являются хвостовик и рабочая поверхность. Хвостовик как цилиндрической, так и конической формы обеспечивает надежное крепление к патрону. А по краю рабочей части делаются винтовые канавки, обеспечивающие выход стружки.
Передняя сторона канавок поднимается вверх и слегка отходят назад, образует угол, величина которого меняется по направлению от оси до боковых частей.
При изготовлении спирального сверла часть материала с наружной рабочей части снимается, образуя своеобразные ленточки. Вместе с увеличенным диаметром и повышенным углом при вершине сверла они способствуют снижению трения инструмента о стенки будущего отверстия.
Виды заточек сверл по металлу
Заточка сверл осуществляется с целью реанимации инструментов после интенсивной эксплуатации. Существует несколько форм заточки. Выбор в пользу конкретного варианта зависит от диаметра спирального сверла, обрабатываемого материала и других факторов.
Универсальной считается нормальная форма заточки под углом 118-120 градусов. Она позволяет подобрать угол сверла, оптимальный для любых материалов. Единственный минус – ограничение диаметра сверла 12 миллиметрами. Нижеизложенные варианты применяются для инструментов с диаметром до 80 мм.
фото:углы заточки сверла по металлу
К примеру, форма обработки НП включает подточку поперечной кромки. Уменьшение длины способствует снижению усилия и, как следствие, предотвращает излишнее повреждение обтачиваемой детали. Сфера применения – подготовка бура к созданию отверстий в стали.
Разновидность этого способа – НЛП. Помимо описанной подточки кромки, аналогичное действие проводят с ленточками. В результате образуется дополнительный задний угол сверла, который значительно облегчает процесс резки и уменьшает трение функциональной части при проходе сквозь обрабатываемый материал.
В некоторых случаях применяется и двойное затачивание. Методы ДП, ДЛП и аналоги рассчитаны на улучшение характеристик периферийных узлов сверла. Изменение угловой точки между кромками до 75 градусов снижает теплоотвод от сверла и повышает его стойкость.
Рекомендуемые углы заточки сверла по металлу
Ниже представлена таблица углов заточки сверла по металлу для разных видов материала.
| Обрабатываемый материал | Угол сверла |
|---|---|
| Сталь, чугун, твердая бронза | 116-118° |
| Латунь, мягкая бронза | 120-130° |
| Бетон | 118-130° |
| Медь | 125° |
| Пластмасса | 90-100° |
| Алюминий, древесина, деликатные материалы | 140° |
Неправильно подобранный угол заточки сверла приводит к быстрому нагреву, плохому сверлению и возможной последующей поломке сверла.
Процесс заточки и проверки угла сверла по металлу
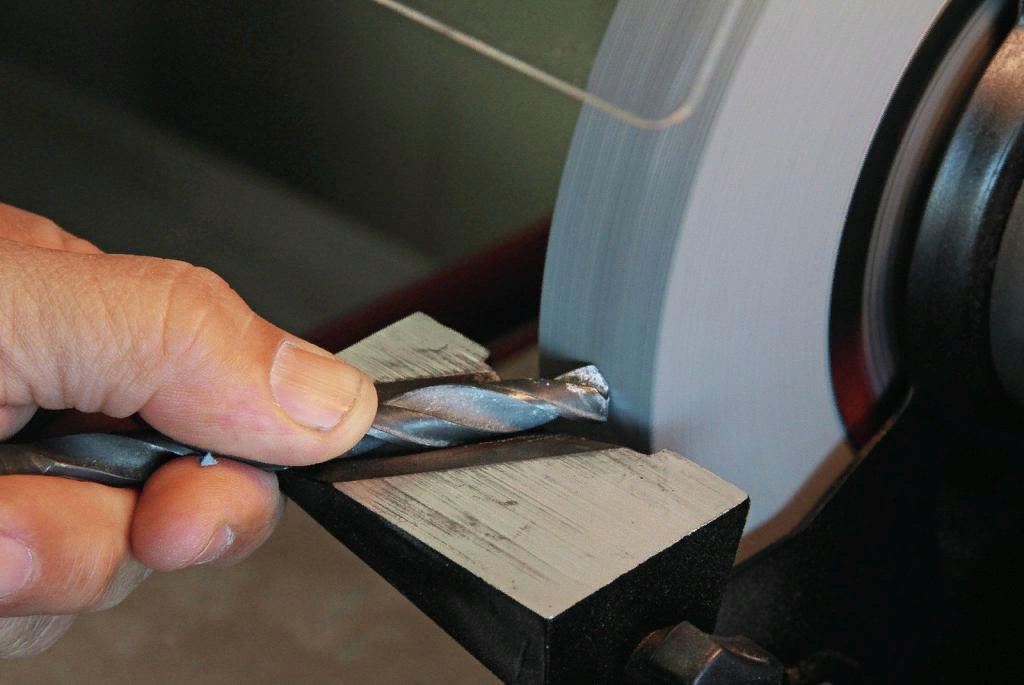
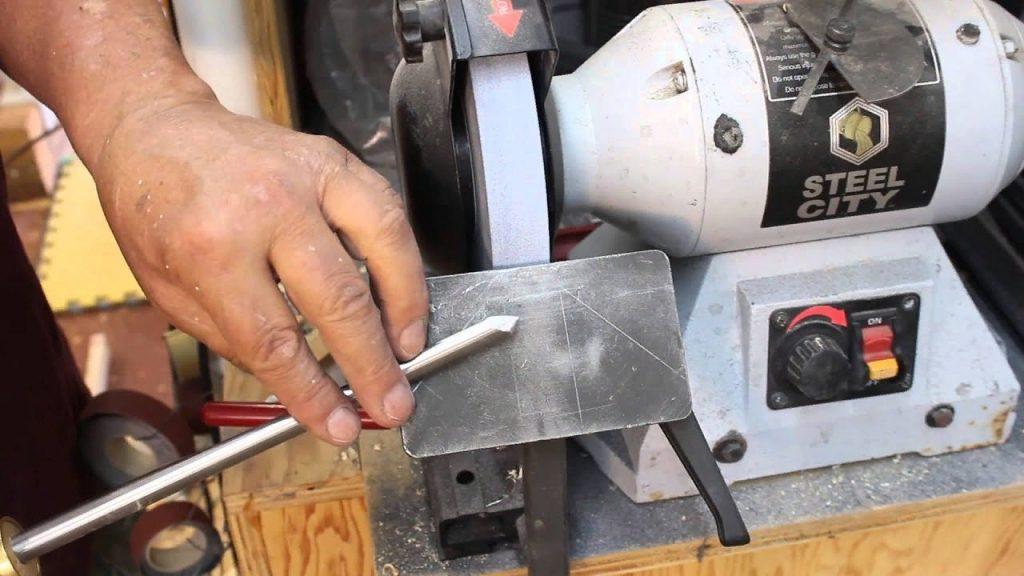
Процедуру выполняют на точильном круге. Первый этап – заточка задней поверхности спирали. Для этого инструмент уверенно прижимают к поверхности круга
Обращайте внимание на стабильность – угол заточки сверла по металлу должен быть одинаковым. В итоге, если смотреть на перку сбоку, должен получиться правильный конус
Далее производится обработка режущей поверхности
Здесь следует обратить внимание не только на постоянство угла, но и на величину перемычки. Для крупных буравчиков ее размер не должен превышать полутора миллиметров
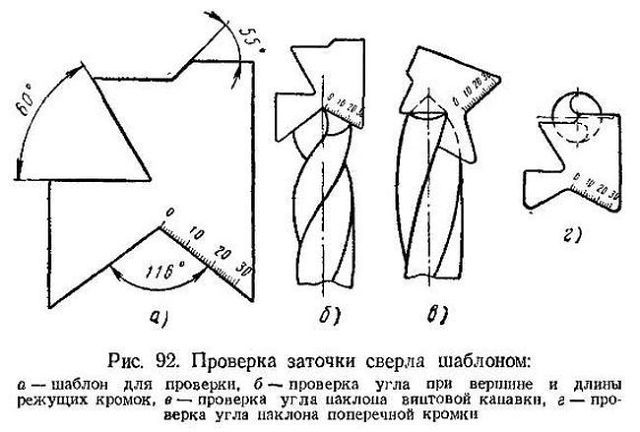
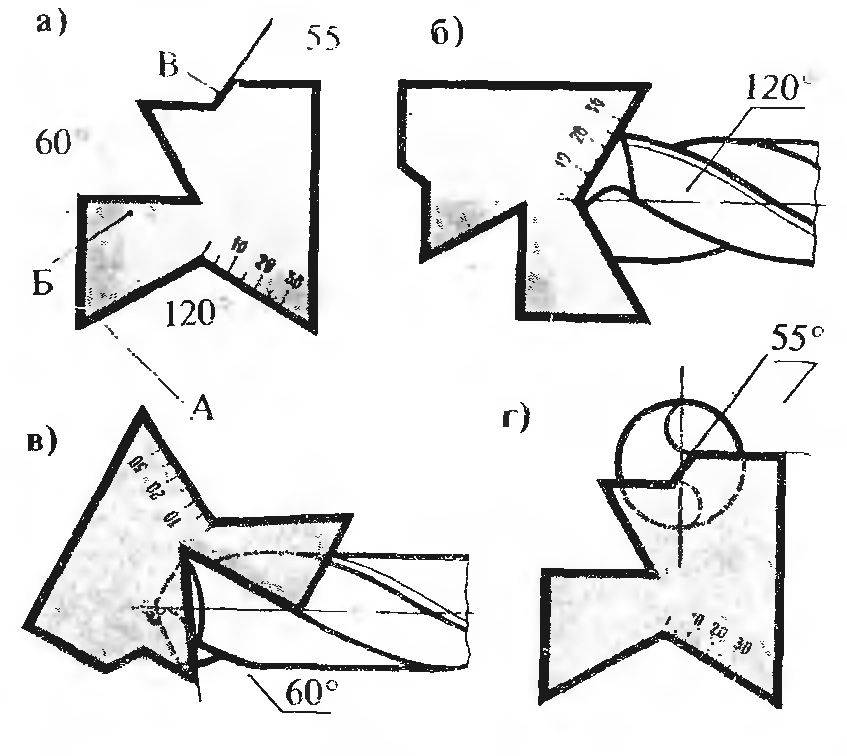
Правильность заточки бура проверяется по шаблону, который изготавливается мастером вручную или приобретается фабричный. В основе проверки сверла – треугольник Рело, на основе которого создают режущие инструменты для создания квадратных отверстий.
фото:шаблон для проверки угла заточки сверла
Он состоит из трех частей. Первая сторона используется для контроля поперечной кромки, вторая представляет собой эталон угла винтовой линии, третья измеряет длину режущей части и проверяет угол при вершине. Качественная работа не вызывает отклонений – все параметры соответствуют линиям шаблона по мере прилегания.
Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.
Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из
- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.
В заглушке нужно насверлить дюз по окружности.
На основе гаек
Специфическое самодельное приспособление для заточки сверл своими руками, которое все же подойдет новичкам. Здесь понадобится сварочный аппарат, так как монолитный корпус долговечнее.
Чтобы сделать инструмент для заточки, действуйте по плану:
- Понадобится гайка большого диаметра, например, М 16. В ней необходимо вырезать
Нужно стараться попасть в 120 градусов. Чтобы это проверить, достаточно приложить сверло острием.
- Сверху приваривается еще одна гайка диаметром поменьше. Она понадобится, чтобы вкрутить прижимоной болт.
- Осталось вкрутить болт и готово. Гайка будет направляющей и заточка сверл своими руками пройдет куда легче.
Такой станок для заточки сверл своими руками может собрать каждый, но вот его эффективность под вопросом. Возлагать большие надежды не стоит, так как гайка тоже будет постепенно стираться.
Из дверной петли
Самодельное приспособление для заточки сверл своими руками подойдет тем, кто умет работать сварочным аппаратом. Далее нужно действовать по инструкции:
- Сначала петлю нужно укоротить. Одна часть послужит фиксатором подручников, вторая (отрезанная часть) – задает угол.
- К длинной части необходимо приварить металлический угол. В нем нарезается резьба, чтобы вставить болт. Диаметр не так важен, тут можно действовать по своему усмотрению.
- Далее устанавливается уголок, он будет направляющей плоскостью.
Вот подробное видео, как сделать станок для заточки сверл своими руками.
Стоит понимать, что это самодельное устройство для заточки – не полноценный инструментарий. Необходимо точило, а петля — лишь направляющая.
Также конструкция имеет 2 недостатка:
Подача осуществляется сверху вниз. Поэтому обратная часть кромки будет плоской, что вызовет перегрев. Понадобится использовать СОЖ или хотя бы солидол. Ровно ориентировать сверло не у всех получится, так как точность будет посредственной.




Чтобы сделать станок для заточки сверл своими руками, нужно приложить усилия. Магазинные стойки дорогие (от 50 долларов). В домашних условиях они делаются буквально из хлама.
Стойка состоит из 5 частей:
- Упор. На него опирается сверло.
- Затяжная гайка с угломером. Просто сразу нужно выставить упор в том положении, под каким наклоном точить сверла по металлу.
- Зажим для оснастки. Чтобы не держать ее рукой и избавиться от случайных проворачиваний.
- Катерка. Дает возможность двигать оснастку.
- Основание.
Шаблон типа «кондуктор»
Простенькое устройство для заточки сверл, но по эффективности не уступает заводским направляющим. Изготовить ее можно из отрезка труб.
Для заточки сверла понадобится сделать следующее:
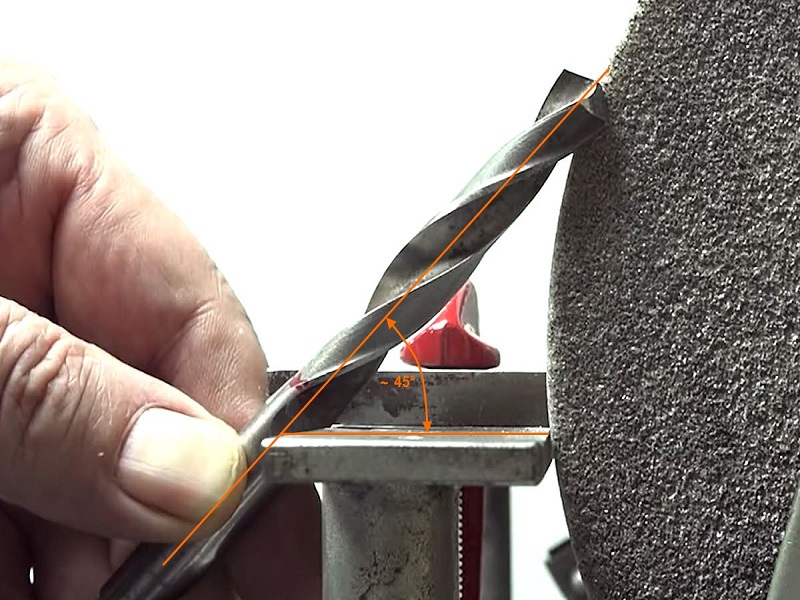
- Отрезок профиля обрезается под 60о.
- Должно получится так, чтобы профиль попадал под линию разреза.
- Кондуктор крепится к столику точила на винты или струбциной.
Теперь остается приложить острие к шаблону и просто проворачивать его.
Кондуктор для сверл по металлу своими руками делается просто, но новичку он облегчит работу в разы. Ему по силам любые диаметры, даже самые малые. К тому же, скоро вы сможете «набить руки» и заточка сверл своими руками не будет проблемой.
https://youtube.com/watch?v=aj2YmovUv0c
Полезные советы
О нюансах заточки можно говорить много, но ведь важно не просто правильно точить инструмент, но и делать это в безопасности и потом правильно хранить изделия. Итак, правила безопасности и сохранения работоспособности сверл:. Итак, правила безопасности и сохранения работоспособности сверл:
Итак, правила безопасности и сохранения работоспособности сверл:
- при заточке инструмент сильно греется. Это не только требует аккуратности в обращении и – очень желательно – работы в защитных перчатках. Это также влияет на свойства металла. Поэтому подавать инструмент к заточному приспособлению следует короткими периодами, по 2…3 секунды, и охлаждать после каждого периода в воде или другой СОЖ (смазочно-охлаждающей жидкости);
- в процессе работы от сверла и точильного круга летят искры. Защищать надо не только руки, но и лицо. Прозрачный щиток или очки будут очень кстати;
- для тонкой работы необходимо очень хорошо видеть, что именно делается. Соответственно, роль защитного щитка вполне может сыграть увеличительное стекло;
- необходимо дополнительное освещение, но лампа должна располагаться так, чтобы хрупкую колбу не могли повредить случайные осколки металла или абразива.
В отношении хранения правила просты: заточенные сверла не должны соприкасаться друг к другу, не должны находиться во влажной или агрессивной среде. Очень удобны для постоянного хранения специальные органайзеры – промышленные или самодельные. При наличии надписей о диаметре поиск нужного инструмента происходит почти мгновенно.
Правила и способы заточки режущего инструмента
Нормальная работа металлорежущего оборудования невозможна без постоянно затачивания инструмента. Для этого созданы специальные заточные станки и круги. Узнайте, как наточить инструмент, какие станки и материалы применять.
Станки для обработки металла резанием выполняют на производстве более половины всех технологических процессов. От заточки инструмента зависит чистота обрабатываемой поверхности и скорость работы. В каждом цехе имеются универсальные станки для затачивания резцов стандартного профиля и участки со специальным оборудованием для заточки инструмента типа фрез, дисковых пил и других специализированных приспособлений.

Ученикам, прежде чем разрешить самостоятельно работать, рассказывают о методах и способах работы на оборудовании для заточки инструмента. Только усвоив зависимость угла режущей кромки от твердости обрабатываемого материала, можно делать качественные детали. Сверло будет входить в металл без сопротивления, если выдержан угол заточки и соотношение сторон режущей кромки.
У слесарного инструмента имеются свои особенности. Точило используют для создания острого края зубила и керна, на нем же снимают наплывы, образующиеся от удара молотка. Насечки на пассатижах, заточка ножовочного полотна, заправка отверток — все требует умения правильно обращаться с точилом и специальным оборудованием.
Специфика затачивания с различной формой режущей кромки
Есть 4 типа края, они нуждаются в 2 разных подходах:
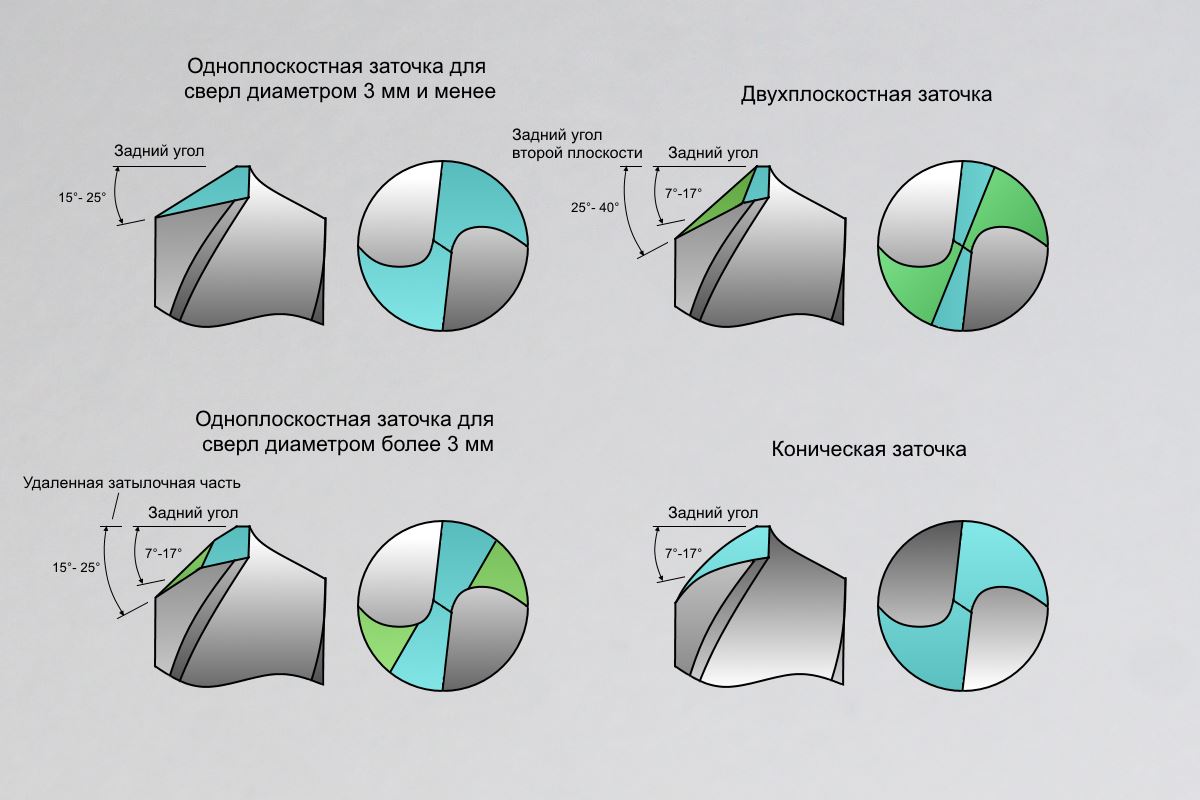
- одноплоскостный и двухплоскостный обрабатывается с помощью приближения плоскостей (поочередно) с абразивному кругу, двигать инструмент при этом не нужно;
- цилиндрический и конический подвергаются процедуре немного сложнее – рабочая часть также подносится к движущемуся абразиву, но одной рукой мастер нажимает на нее, а второй – держит кромку и покачивает ее из стороны в сторону, чтобы добиться равномерной шлифовки.
Ошибки и их предупреждение при работе с наждаком для заточки сверл
Часто бывают допущены промахи:
- Разная длина кромок. Приводит к их поломке. Избежать можно точным глазомером и измерением перед началом работы.
- Асимметричность углов. Полученный результат – фактическая эксплуатация только одно края. Решение – пересмотрите чертежи, возможно у вас не очень функциональный держатель, его наклон приведет к асимметрии.