
Выбор оборудования
Подумайте о том, каких размеров изделия будут окрашиваться. Исходя из этого выбирайте оборудование. Его внутренние габариты должны соответствовать изделиям. Если точно не можете определится с размерами, берите оборудование с запасом.
Печь полимеризации может работать на газу или электричестве. Первый вариант дороже. Самый распространенный и доступный вариант нагрева печи – тэны.
Камера напыление может быть с системой рекупирации Циклон или с фильтрами. Первая лучше, когда цвета меняются не чаще одного раза в день. Вторая подходит для частой смены цветов.
При небольших и средних объемах покраски стоит использовать трибостатический распылитель. Он хорошо окрашивает трудные места и углы. Электростатическую установку можно использовать при абсолютно любых объемах. Но и цена у нее намного дороже.

Оборудование для порошковой покраски
Порошковое окрашивание сильно отличается от традиционного жидкого. Одно из отличий – это оборудование.
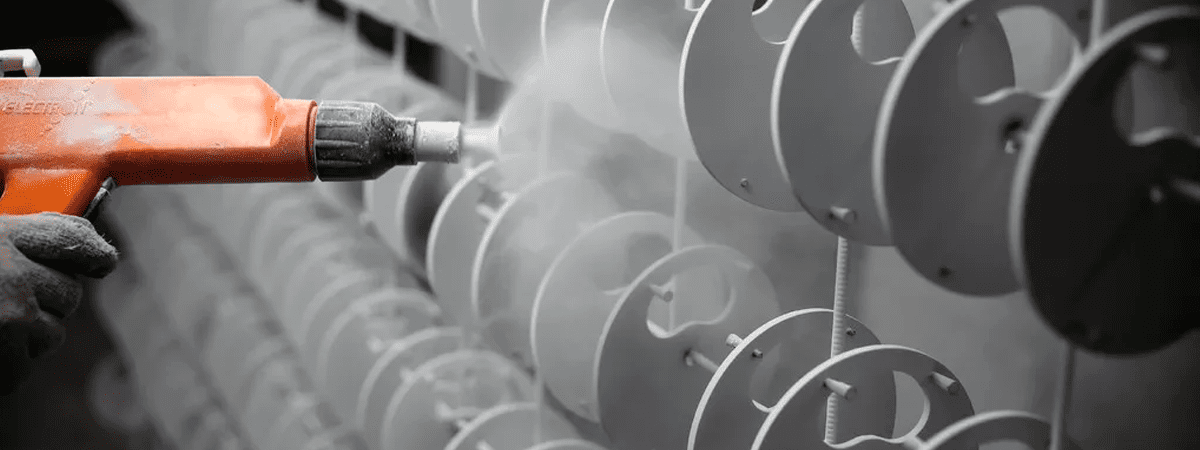
Покраска порошком начинается с распыления на поверхность лакокрасочного материала пистолетом-распылителем. Когда частицы проходят через пистолет, то получают небольшой заряд. Благодаря этому порошок «прилипает» к поверхности.
Затем «прилипший» порошок нужно термически обработать в специальной камере (температура может достигать 200-250°С). Требования к самому помещению не слишком строгие. Это должно быть чистое, сухое и светлое место, со свободным пространством и хорошей вентиляцией.
На что нужно ориентироваться при подборе оборудования? В первую очередь, на финансовые возможности и характер активной площади.
Оборудование для порошковой покраски включает в себя:
- Две камеры (камера напыления и камера полимеризации). Камера напыления может быть тупиковой и проходной. Если она проходная (то есть имеет вход и выход), то к ней нужна еще и транспортная система. Камера, или печь полимеризации – это место, где твердые частицы порошка расплавляются, а затем затвердевают. При этом формируется конечное равномерное покрытие по всей поверхности.
- Электростатический распылитель. Это специальный пистолет для нанесения краски на металл. Он может быть трибостатическим или электростатическим. Первый не производит тока и может окрашивать труднодоступные места, однако на его работу сильно влияет влажность помещения. Второй работает от компрессора. Но образование тока влечет за собой физические явления, которые усложняют покраску изделий сложной формы, выемок, углов и т.п.
- Компрессор. Нагнетает сжатый воздух в окрасочный участок.
- Подвесной конвейер. Решает проблему транспортировки некрупных и нетяжелых деталей.
- Рекуператор. Позволяет повторно использовать порошок. Он собирает не осевшую краску, пропускает через очищающий фильтр и возвращает в окрасочный процесс. Рекуператоры бывают картриджные и циклонные. Первые лучше использовать тогда, когда цвет меняется часто, а вторые – наоборот.
Самый главный элемент покраски – это печь полимеризации. Если речь идет об одноразовой покраске, то подойдет и обычная «духовка». Но мастера, которые профессионально занимаются порошковым окрашиванием, используют специальную камеру.

Преимущества
Данный процесс обладает рядом положительных сторон. К ним можно отнести:
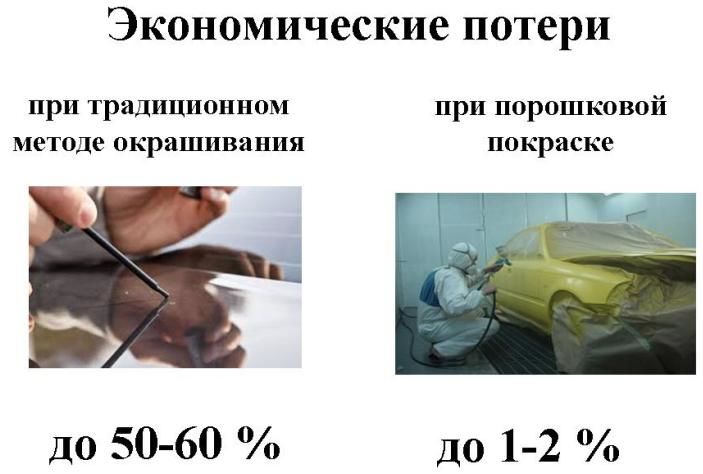
— Экономичность. Дело в том, что такая краска может использоваться повторно, если она не оседает при распылении  на обрабатываемой поверхности. Таким образом, потери материала составляют не более 5 %. К слову, этот показатель для обычных красок будет в 8 раз выше – около 40 %. Также в данном случае нет необходимости в растворителях.
на обрабатываемой поверхности. Таким образом, потери материала составляют не более 5 %. К слову, этот показатель для обычных красок будет в 8 раз выше – около 40 %. Также в данном случае нет необходимости в растворителях.
— Простота применения. Материалы для данного вида работ выпускаются полностью готовыми. Это гарантирует стабильно высокое качество покрытий. К тому же, чистить оборудование после работы очень просто, ведь порошок легко убирается с деталей.
— Скорость. Порошковая окраска не требует просушки изделий перед их помещением в печь. Если поверхности, покрытые обычной краской, необходимо сушить довольно долго, то в данном случае процесс сокращается в разы.
— Долговечность. Технология данных работ предполагает полимеризацию слоя эластичной пластмассы, обладающей довольно высокой адгезией, непосредственно на той поверхности, которая окрашивается. В результате получается прочное покрытие, которое может похвастаться отличными электроизоляционными и антикоррозийными свойствами, а также стойкостью к воздействию различных веществ.
— Экологичность. Как уже упоминалось, растворители в данном случае не используются, что благоприятно сказывается на экологии. Также играет роль безотходность производства.
— Декоративность. Порошковые краски дают возможность получить поверхность любого оттенка. Палитра представленных материалов на сегодняшний день насчитывает больше 5 тысяч цветов и оттенков с различными фактурами. При желании можно получить глянцевую или матовую поверхность, а также под гранит, муар и т. д.
Структура материала
По своей структуре это красящее вещество – дисперсионная многокомпонентная смесь твердых частиц. Ее основу составляет порошковый полимер и пигмент. Составные элементы дисперсионного порошка различаются в зависимости от функционального назначения и области применения краски. Состав разнообразен. Сюда могут входить разнообразные примеси в виде:
- наполнителей, например, оксидов алюминия или диоксидов титана;
- пигмента для получения разнообразной глубины цвета;
- отвердителей эпоксидных смол;
- пленкообразующих смол;
- добавок различных акрилатов.
Одно из важнейших преимущественных качеств порошкового продукта заключается в том, что в его составе нет растворителей, обладающих высокой токсичностью и огнеопасностью. То есть он практически безопасен для человека, не оказывает вредное воздействие на природную среду.

Все компоненты красящей основы сухие, не прилипают друг к другу, имеют отличную сыпучесть. Консистенция порошка не меняется со временем, не густеет. Поэтому отпадает необходимость разбавлять его с помощью специальных растворителей в отличие от водно-дисперсионных красок, например, акриловых.
Количество наполнителей и пигмента может составлять более половины всего состава. Это определяется глубиной цвета и назначением продукта. Пигмент, используемый для этого красящего материала, ничем не отличается от пигмента, который добавляют в другие жидкие, например, акриловые красящие вещества.
Методы порошковой покраски
Различают четыре метода порошковой покраски: электростатическое распыление, с помощью потока воздуха (fluidized bed), электростатическое распыление с помощью воздушного потока (electrostatic fluidized bed) и нанесение с помощью факела (flame spray).
Электростатическое распыление — наиболее популярный на сегодняшний день метод порошковой покраски. Для всех прикладных методов, подготовка поверхности (то есть, очистка и конверсионное покрытие) должна создавать хорошую основу для нанесения покрытия. Поверхность должна быть подготовлена соответствующим образом. Лучшее качество нанесения краски достигается, если красить так называемой «сеткой Фарадея». Это когда изделие сначала красится вертикально по поверхности, затем горизонтально и выравнивается с небольшим отдалением пистолета в горизонтальном направлении. Рекомендуемое отдаление пистолета от окрашиваемой поверхности составляет 20-30см. Всё зависит от профиля, типа краски и настроек самого пистолета. Определение давления выхода краски, расстояние пламени пистолета от окрашиваемой поверхности и количества смешиваемой краски с воздухом может определить опытной и квалифицированный рабочий (обычно это достигается путём проб и ошибок).
Область применения порошковой покраски металлических изделий

Металлические изделия стали покрывать порошкообразными красками еще в 60-х годах прошлого века. Предпосылок для такого нововведения было немало, и экономическая выгода, и забота о сохранении экосистемы, и эстетичность самого изделия. Все началось с применения системы анодирования и электростатического покрытия. Эти нововведения оказались довольно практичными: срок использования изделий увеличился благодаря их повышенной устойчивости при контакте с внешней средой.
Порошковая покраска металлических изделий относится к экологически чистым технологиям обработки, так как является практически безотходной, а сами изделия становятся более качественными. Причем, это можно сказать не только о декоративном покрытии, но и о декоративно-полимерном.
Порошок наносится на обрабатываемую поверхность по определенной методике. Первый тонкий слой порошка проходит термообработку (плавится при температуре не менее 160°). После этого изделие покрывают ровным сплошным слоем красителя









Принимая во внимание, что данный метод предусматривает термообработку при высокой температуре, он применим только для изделий из металла или стекла. За последнее десятилетие порошковая покраска металлических изделий расширила сферу своего применения, охватив различные производственные отрасли, использующие лакокрасочные материалы для обработки деталей
Из чего же состоит порошковая краска? Эта дисперсная смесь включает в себя множество компонентов в виде набора мельчайших частиц и воздуха. Кроме этого, в краситель обязательно добавляются дополнительные примеси и цветовой пигмент.

Стоит обратить ваше внимание на то, из чего формируется стоимость порошковой покраски, так как ценовой диапазон достаточно широк. Итак, в окончательной стоимости учитываются особенности поверхности изделия, способ окрашивания и работа специалиста
Порошковая покраска металлических изделий осуществляется сухой смесью, состоящей из множества разнообразных добавок, среди которых смолы, отвердители и пигменты, — все компоненты имеют вид мельчайших крупиц (10 – 100 микрометров). Отличительная черта красителя – отсутствие растворителя, как в самом составе, так и в процессе работы.
Спектр применения и целевое назначение методики ограничены: металлические изделия, требующие антикоррозийной защиты или для повышения электрической изоляции.
![]()
Порошковая покраска металлических изделий способна решить три задачи: экономическую, экологическую и практическую (повышается безопасность использования таких деталей). И это помимо того, что применение этого метода делает выше физические и химические свойства покрытия. Данные преимущества были по достоинству оценены в следующих производственных отраслях: в автомобиле- и приборостроении, в сельском хозяйстве, в строительстве и в некоторых других, например:
- порошковая покраска металлических изделий бытовой техники (хозяйственный инвентарь, холодильники, стиральные машинки и другое);
- покрытие алюминия, используемого для производства окон, дверей, медицинской техники и торгового оборудования;
- изделия, используемые в строительстве: профили, фасады, металлопрокат, кровельные материалы и другое;
- автомобили и другие средства передвижения (велосипеды и мотоциклы), включая покрытие их деталей и запасных частей:
- порошковая покраска изделий из других материалов: стекла, керамики, камня, МДФ и гипса;
- производство спортивного инвентаря.
Кроме этого, данную методику довольно часто используют солидные автомобильные концерны.

Что собой представляет практическое использование порошкового покрытия? Рассмотрим это на примере производства оконных профилей из алюминия. На заводе по производству таких изделий обязательно есть специальная линия порошковой покраски. Благодаря такой обработке изделие способно сохранить свои внешние данные и качественные характеристики на протяжении, как минимум, 15-ти лет.
Основные преимущества и недостатки порошковой покраски
Порошковая покраска хорошо защищает поверхность. Краска ложится плотным слоем, толщиной 35–250 мкм, количество пор меньше. Один слой заменяет 2–3 слоя обычной краски. Ровная прочная плёнка покрытия не царапается, не повреждается при транспортировке.
Особенности порошковой покраски
Технология производства работ позволяет собирать распылённую в воздухе краску для повторного использования. Потери красящего состава сведены к минимуму, составляют 1–4% общей массы. Процесс покраски металла несложный, нетрудоемкий, не требует большого количества работников. Эти факторы удешевляют стоимость нанесения на квадратный метр конструкции.
Коррозия металла, окрашенного таким способом, исключена. Металлические изделия не выцветают под солнечным светом, цвет, качество покрытия не меняется в любых погодных условиях. Разнообразная палитра имеет множество оттенков, воспроизводит сложные фактуры бронзы, гранита, серебра. Блеск варьируется от матового до глянца.
Порошковая краска поставляется производителем уже готовой к работе, растворитель не применяется. Детали под порошковую окраску не грунтуют.
К недостаткам порошковой покраски относятся:
Состав краски не колеруется и выбор идёт из готовой палитры оттенков
- состав не колеруется, выбор идёт из готовой палитры оттенков;
- невозможность нанесения вручную, только в цеховых условиях на специальном оборудовании;
- при дефекте в покраске металла исправить отдельный участок невозможно, деталь перекрашивается целиком;
- материал металлической детали должен выдерживать 200–250 градусов, что не всегда возможно;
- габариты деталей зависят от габаритов камеры полимеризации.
Организация бизнеса
Данные работы в специализированных центрах сегодня стоят довольно дорого. Если вы хотите попробовать себя в этом деле, то при наличии финансовых средств вполне можете приступать. Конечно, линия порошковой окраски (автоматизированная система) по карману далеко не всем, но благодаря нашим рекомендациям вы сможете некоторые элементы в первое время заменить другими инструментами.
Начните с небольших изделий. Это могут быть гипсовые статуэтки, керамическая посуда и много другое. Попробуйте для начала покрасить что-то в своем доме (начните с того, что не жалко испортить). Постепенно у вас появятся необходимые навыки и сноровка, тогда вы сможете принимать заказы у знакомых. Однако большого дохода ожидать не стоит, если перебиваться только разовыми заказами от физических лиц.
Наилучший вариант развития событий предполагает наличие большого стартового капитала. В этом случае можно сразу закупить необходимое оборудование и нанять работников. Клиентов же следует искать среди предприятий, занимающихся производством изделий из металла. Только наличие таких заказчиков позволит вашему бизнесу существовать и развиваться.
Оборудование для порошковой покраски
Чтобы воспользоваться этим методом окрашивания, вам потребуется определенное оборудование. Среди необходимых для работы приспособлений вам понадобится:
- распылитель;
- камера для запекания краски.
При помощи распылителя будет распыляться непосредственно сам лакокрасочный материал. Этот инструмент бывает двух видов — ручной и автоматический. Камера запекания необходима для осуществления процесса полимеризации. Именно благодаря ему порошок приобретет необходимые свойства, превратившись в надежную плёнку.
Если у вас нет намерения впоследствии регулярно пользоваться технологией порошкового окрашивания, то можно не тратиться на приобретение специальной печи. Ее отлично сможет заменить обычная духовка.
Чтобы процесс покраски проходил по всем правилам, вы должны обеспечить соблюдение определенных условий:
- хорошее освещение;
- достаточная вентиляция.
Особое внимание необходимо уделить последнему пункту: не позаботившись о создании хорошей вентиляции в помещении, вы рискуете нанести серьезный вред своему здоровью. Даже если у вас нет специального помещения для проведения подобных работ, вы можете этим заниматься и в обычном гараже
Что же касается выполнения второго условия, то обеспечить достаточное освещение для качественного проведения покраски можно при помощи обычных ламп дневного света. Если вы решите пренебречь этим требованием и станете проводить порошковую покраску без использования этих источников освещения, то краска при распылении будет оседать на горячие лампы.
Когда вы закончите работу по окрашиванию, вам придется подумать о том, как собрать остатки краски. Лучше всего с этой задачей справится пылесос циклонного типа. Ни в коем случае не используйте обычный агрегат, так как он очень быстро засорится.
Подготовка поверхности к окрашиванию
Советуем запастись терпением, когда вы начнете подготавливать металлическую поверхность к окрасочным работам. Это потребует от вас значительных временных и трудовых затрат. Но помните, что от того, как вы проведете этот важный этап, будет зависеть и конечный результат










Поэтому уделите этому особое внимание
Во время подготовки металла к покраске вам придётся выполнить ряд этапов:
- очистить металлическую поверхность от загрязнений;
- удалить следы жира;
- обработать материал антикоррозионным составом;
- нанести фосфатирующие средства для улучшения сцепления краски.
Обработку поверхности металла можно выполнять вручную или с использованием химических средств. В первом случае вам понадобятся металлические щётки или шлифовальный диск. Дополнительно необходимо протереть металл чистой тканью, предварительно смоченной в растворителе. Второй способ предполагает использование специальных составов — кислот, щелочей и растворителей. При выборе наиболее подходящего состава исходите из типа материала, с которым вам предстоит работать и масштаба и сложности загрязнений.
Во время обработки металла не помешает нанести на него конверсионный подслой. Он защитит краску от проникновения влаги и грязи, что исключит ее отслаивание, а это позволит сохранить результат вашей работы в первозданном виде надолго. Непосредственно на конверсионный подслой можно наносить фосфатирующие средства.
В рамках подготовки поверхности к покраске необходимо не забыть выполнить такую важную процедуру, как пассивирование. Смысл ее заключается в нанесении на поверхность нитратов хрома и натрия. Благодаря этой процедуре вы защитите металл от коррозионных процессов после окрашивания.
Закончив подготовку поверхности и обработав ее необходимыми веществами, обязательно сполосните металл и высушите. После этого можно начинать саму процедуру окрашивания.
Распыление порошка
Возьмите распылитель и начинайте равномерно наносить сухую краску на подготовленную поверхность. Рекомендуется предварительно защитить рабочую зону специальной ширмой, иначе во время окрашивания краска будет разлетаться по всему помещению.
Процесс нанесения порошкового состава
После завершения подготовительных работ и перед покраской суппортов порошковой краской, переходим непосредственно к нанесению состава. Для этого изделие помещается в камеру, которая имеет несколько приоритетов перед окрашиванием непосредственно в гараже:
- улавливает частицы порошка и препятствует их распространению по всему гаражу;
- обеспечивает утилизацию отходов, которые не успели осесть на окрашиваемой поверхности;
- обеспечивает хорошую фильтрацию.
Можно выполнить покраску суппортов или дисков непосредственно на автомобиле, не выполняя демонтажа. Это несложная операция, но при её выполнении существует риск попадания краски на соседние детали, которые окрашивать не требуется. На качество результата влияют погодные условия и направление ветра.
Технология окрашивания состоит из таких шагов:
- Окраска в домашних условиях начинается с подготовки красящего вещества. Для достижения нужного оттенка берут порошки нескольких цветов и смешивают.
- Подготавливаем респиратор, перчатки и очки для защиты от воздействия состава.
- После того как выполнено напыление первого слоя, оставляем его для просушки. Первый слой никогда не получается идеальным. Толщина слоя порошковой краской создаётся не слишком большая, поэтому однократного нанесения недостаточно.
- Количество слоёв может быть различным, от 4 до 10. Наносить следует до тех пор, пока толщина покрытий порошковой краской не станет идеальной.
- Полимерное покрытие наносится с помощью распылителя, который располагают во время процесса на расстоянии 25–30 см от окрашиваемой поверхности.
Существующие способы наложения
Способы наложения по типу получения частицами заряда называются электростатическим и трибостатическим.
Трибостатический пистолет
Электростатическим методом заряд сообщается коронирующим электродом под высоким, 20–100 тыс. В, напряжением. Электростатические установки более мощные, производительные. При снижении напряжения электрода увеличивается скорость воздушной струи.
Трибостатический эффект достигается трением частиц друг об друга и материал корпуса пистолета. Корпус пистолета для повышения трения изготавливают из фторопласта.
Трибостатические установки дешевле, производительность работы агрегатов меньше, чем у электростатических. Процент оседания частиц на детали ниже. Не все краски по металлу рассчитаны на зарядку трением, нужно выбирать специальные или использовать адаптирующие добавки. Детали пистолета изнашиваются и требуют замены. Трибостатическим способом удобнее обрабатывать детали сложной формы, пазы, углубления. Электростатический метод в таких условиях не эффективен, оставляет непрокрасы.
По составу смол смеси разделяют на три категории:
- эпоксидные краски;
- эпоксидно-полиэфирные составы;
- полиэфирные краски.
Эпоксидные порошковые покрытия
Эпоксидные краски по металлу прочные, стойкие к химическим веществам, маслу топливу. Грунтовка под них не требуется, сами могут быть грунтовочным слоем перед нанесением жидких порошковых окрасок. Толщина наносимого слоя до 500 мкм.
Эпоксидная краска не проводит электричество, за изоляционные свойства востребована в электротехнической, радиотехнической промышленности при окраске металла, требующей повышенных антикоррозионных свойств. Чёрные металлы, оцинкованная сталь фосфатируется, алюминий и алюминиевые сплавы хроматируются. Формируется ударопрочное покрытие с хорошей адгезией.
Эпоксидно-полиэфирные порошковые краски
Эпоксидно-полиэфирные покрытия более декоративны. На их основе можно получать сложные фактуры под тисненую кожу, эффекты состаренной поверхности, широкую палитру оттенков металлика с разной степенью блеска. Недостатком эпоксидно-полиэфирного покрытия является сниженная стойкость покраски к атмосферным явлениям и слабое противостояние процессам коррозии металла.
Полиэфирные порошковые краски
Полиэфирные порошковые краски – атмосферостойкие, механически прочные, стойкие к истиранию покрытия. Высокая адгезия полиэфирных составов позволяет наносить покрытие на все виды металлов, включая лёгкие сплавы. Хорошо изолируют электричество. Вступая в реакцию со щёлочью, слой покраски разрушается.
Вот одни из преимуществ и недостатков порошковой покраски
Основные положительные качества порошковой покраски состоят: в долговечности, снижению затрат и вреда для окружающей среды.
В ней не используются пожароопасные и вредные жидкие растворители, поэтому данная покраска практически безопасна как для человека, так и для флоры фауны. Отсутствие таких растворителей снижает стоимость покраски. Кроме того, выбор тонов, текстур и цветов практически не ограничен желанием и потребностью заказчика.
Порошковая покраска способна предоставить любые цвета, оттенки и фактуры: от золотистого или серебристого металлика, до поверхности под бронзу, дерево или гранит. Крася порошковой краской, получаются поверхности с различным глянцем, а также с рельефной фактурой, таких как антик или антрацит. Порошковая краска уже от колерована, что не требует таких дорогостоящих процедур как контроль вязкости и подбор тона. Это предают им наибольшую экономичность и прочность, стойкость и долговечность, и при всём этом достигается отличное качество, ровность и однотонность окрашиваемой поверхности. Порошковая покраска обеспечивает ударопрочное антикоррозийной покрытие, которое функционирует в режиме температур от 150 до -60 С и обеспечивает надежную электроизоляцию. И не реагирует на резкие перепады температур.
Порошковая краска и её экономические преимущества:
• Низкий процент отходов;
• На рабочую поверхность наносится до 96% краски;
• При избыточном напылении, краска собирается в красильной камере и готова к очередному нанесению;
• Высоко автоматизированная технология, обеспечивает легкость в уходе за покрытием, отсутствует необходимость его очистки и простоту в обучении рабочих (в основном на больших заводах); так же доступна для небольших предприятий с ручным нанесением порошковой краски.
• Отсутствие очистителей и растворителей, что не требует времени на их испарение, ни затрат на удаление паров.
Порошковая краска и экология:
• Отсутствуют вредные органические соединения;
• Экологически чистая технология производства;
• Низкая опасность возгорания;
• Снижены выделения химических запахов;
• Санитарно-гигиенические условия труда намного выше, чем при использовании обычных методов покраски;
• В процессе полимеризации предельно допустимые нормы концентрации летучих веществ не достигаются.
Преимущества порошковых красок в сравнении с красками на растворителях:
• При традиционных способах покраски невозможно достичь отличных физико-химических и декоративных свойств покрытий;
• Лучшие эксплуатационные свойства, высокое качество покрытий;
• Нет необходимости в грунтовки поверхностей;
• Для нанесения порошковой краски достаточно одного слоя. Это достигается за счёт 100 процентного содержания сухих веществ, дорогие многослойные краски этим свойством не обладают;
• В сравнении с обычными красками, порошковые краски обладают лучшими ударопрочными и антикоррозийными свойствами. Меньшая пористость в порошковом покрытии;
• Так как порошковая краска поставляется в готовом виде, то не требует особой подготовки и контроля вязкости;
• Потери при порошковой покраске около 2-5%, при покраски жидкими красками потери будут до 45%
• Отвердевание порошковых красок составляет 30 минут;
• Порошковая краска не занимает много места, поэтому не требует больших складских помещений;
• Высокая прочность порошковых красок при транспортировки обеспечивает минимальное повреждение покрашенных поверхностей, что обеспечивает снижение затрат на упаковку.
Возможные недостатки:
• При смене цвета, требуется чистый контейнер;
• Для предотвращения взрыва требуется чёткий контроль процесса покраски;
• Возникновения трудностей окрашивания очень тонких слоев;
• При низких температурах, также возникают трудности в покраске;
• При сборных конструкциях или нестандартных формах возникают некоторые ограничения в покраске.









