
Зачем нужна рубка металла
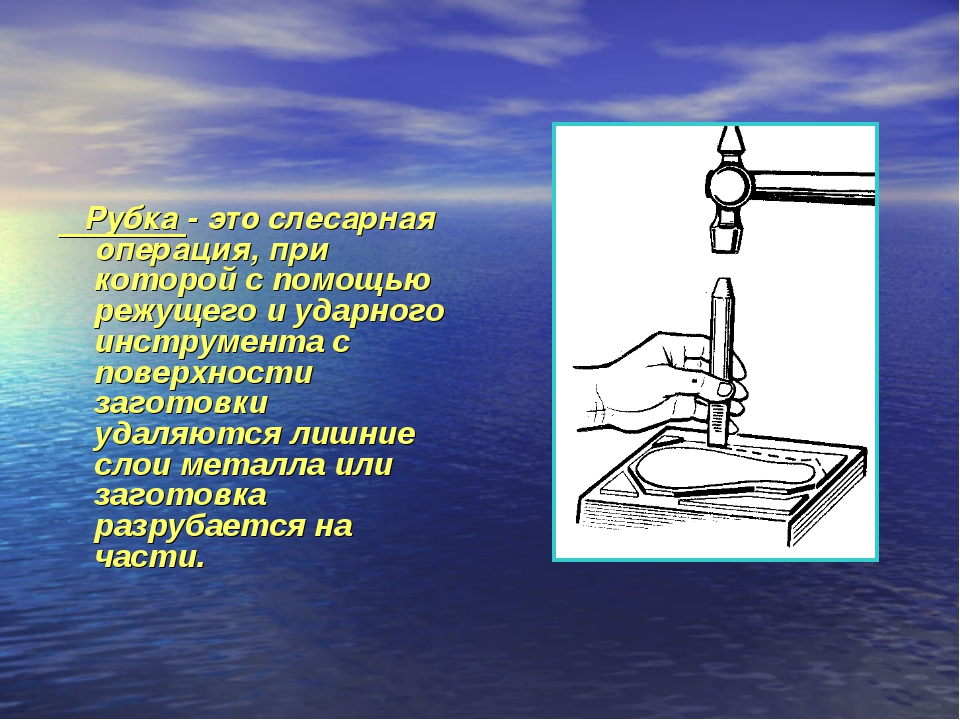
Рубка металла — это ряд схожих операций рубяще-режущего характера, которые позволяют очистить заготовку от лишних слоев металла, создать пазы либо разделить металлический объект на несколько частей. Характер сплава значения не имеет — это может быть сталь, чугун, металлические объекты на основе легких сплавов.
Технология применяется для обработки металла, а также для изготовления различных изделий — почтовых ящиков, рекламных стендов, элементов крепежей.

Ручной и инструментальный метод
В данном случае используются автоматические или ручные инструменты, которые рабочий использует напрямую. Это зубило и молоток, слесарные ножницы, автоматические роликовые пилы. Данные способы сегодня используются достаточно редко, однако иногда они могут быть оправданы.
Станочный метод
С помощью промышленных станков. Рабочий контролирует рубку опосредованно (выбирает расположение ножа, управляет прессом).
Станочный метод в основном используется на крупных производствах (металлургия, машиностроение), поскольку станок стоит достаточно дорого, а для его обслуживания человеку понадобится квалификация.
Приспособления для рубки металлических заготовок
История использования оборудования для обработки насчитывает несколько веков. Работа с металлом требует значительных физических затрат, поэтому мастера всегда старались облегчить нагрузку, снизить трудоемкость процесса. Эволюционно можно представить следующее развитие приспособлений для рубки:
- Зубило. Простой способ обработки, но не отличается производительностью и точностью. Требует больших физических затрат, профессиональных навыков.
- Ручная гильотина. Значительно ускоряет процесс рубки металла. Принцип работы основан на использовании рычага. Работник своими силами приводит в действие верхний нож, который подобно ножницам отделяет необходимый элемент от листа. Обрабатывать можно таким способом лишь металл небольшой толщины.
- Автоматическая гильотина. Гидравлический, пневматический, электрический привод существенно ускоряет операцию. Мощность оборудования многократно превосходит возможности человека, поэтому производительность возрастает на порядок по сравнению с использованием ручного аналога.
- Гильотина с ЧПУ. Современный способ рубки металла. Операция производится по программе. Отличается она высокой точностью, производительностью. Дополнительные опции практически полностью исключают участие человека в работе.


При необходимости сделать отверстие в заготовке используются специальные приспособления. Вырубка, а не сверление листового металла эффективнее. Метод экономит время, делает операцию более безопасной для работника. Особенно ценится метод изготовления отверстий вырубкой на металлическом листе толщиной менее 2 мм. Набор пуансонов для этой операции достаточен для изготовления детали с заданным допуском по диаметру.
Распиловка материала в промышленных масштабах
Рубку в промышленности используют не часто в связи с не самым качественным результатом. Метод гильотины применяют исключительно как промежуточный этап металлообработки. Но это экономически невыгодно – делать два задания вместо одного. Чтобы сразу получать идеальный срез, а также работать с более сложными геометрическими формами, чем линия, заводы оснащены специальными станками. Например, абразивным. Принцип его действия заключается в том, что газ под мощным давлением подает поток воды, смешанный с мельчайшим абразивом. Эта смесь отлично пробивает даже толстый металл, оставляя ровные кромки. Посмотрим видео:
Такое оборудование, а также газовое, плазменное, лазерное в основном оснащается пультом ЧПУ. Заготовка распиливается в соответствии с заранее обусловленным результатом, вычислениями.
2 Приспособления для рубки металлических заготовок
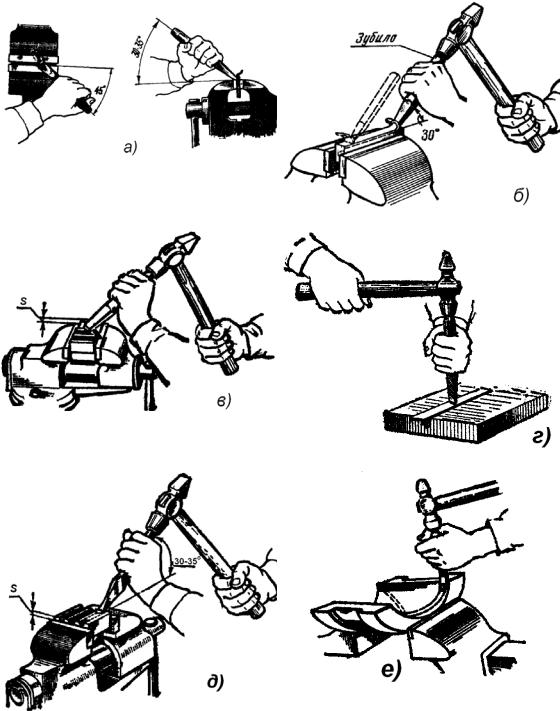
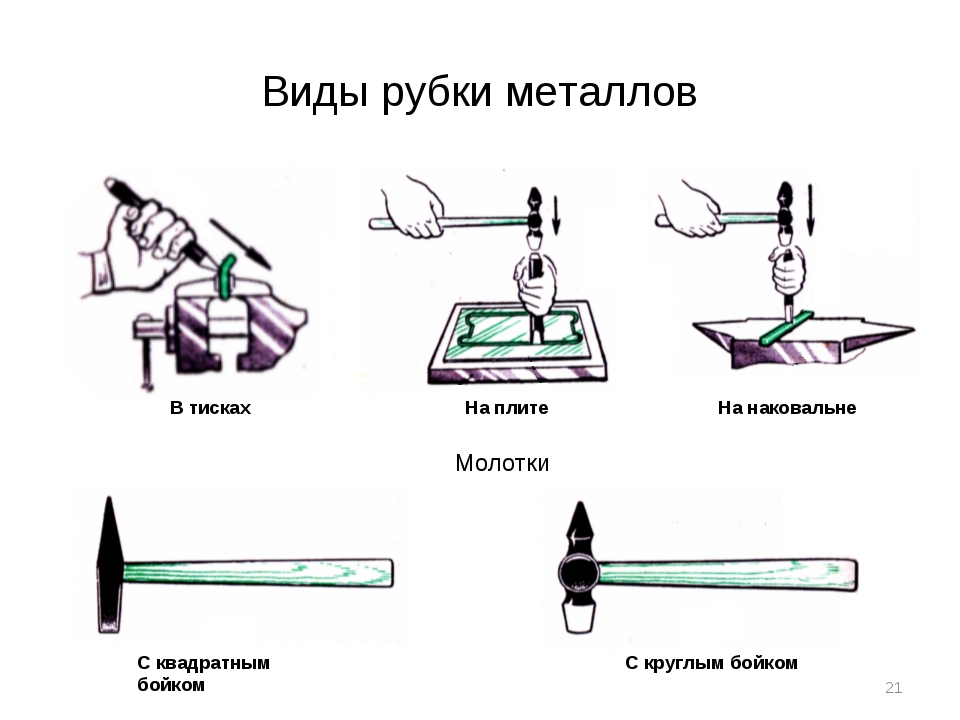
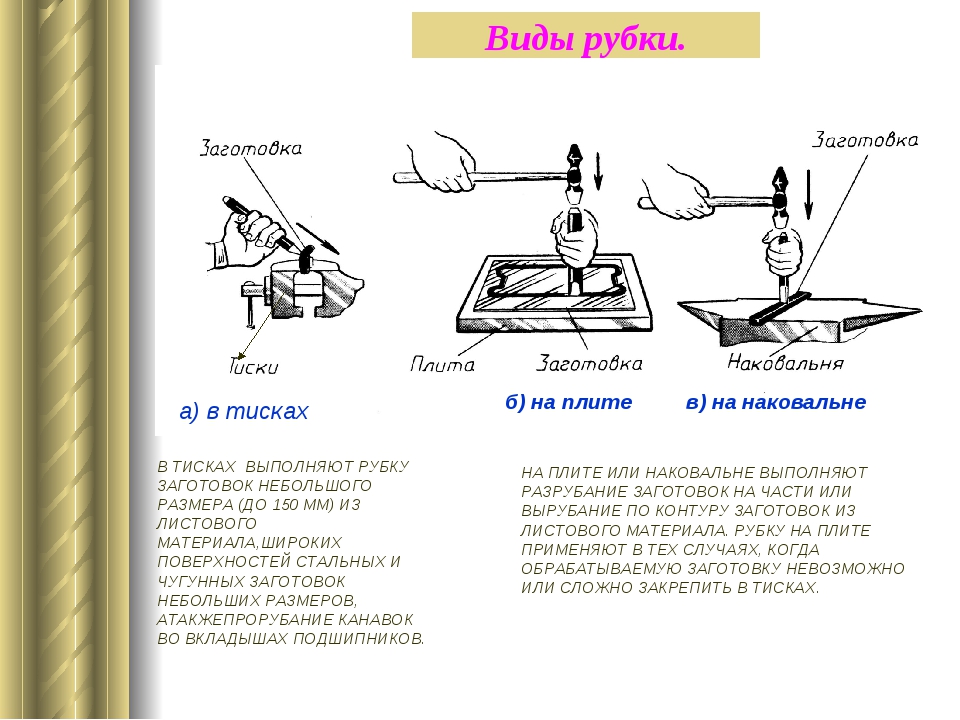
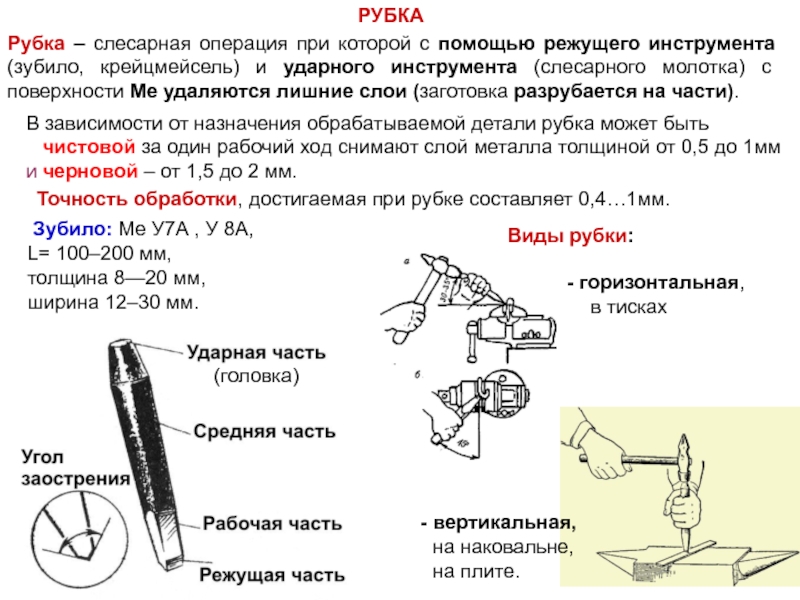
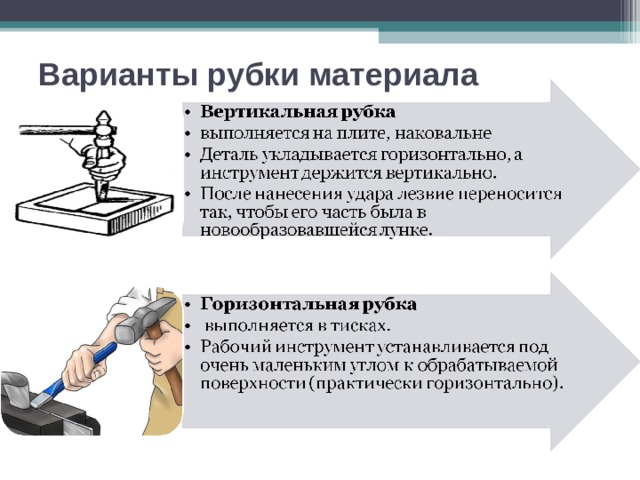
В зависимости от того, как в процессе выполнения операции располагают по отношению к изделию рабочий инструмент, различают два варианта рубки. Она может быть:
- вертикальной;
- горизонтальной.
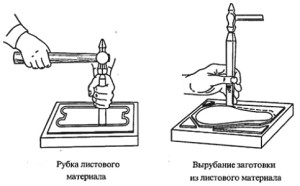
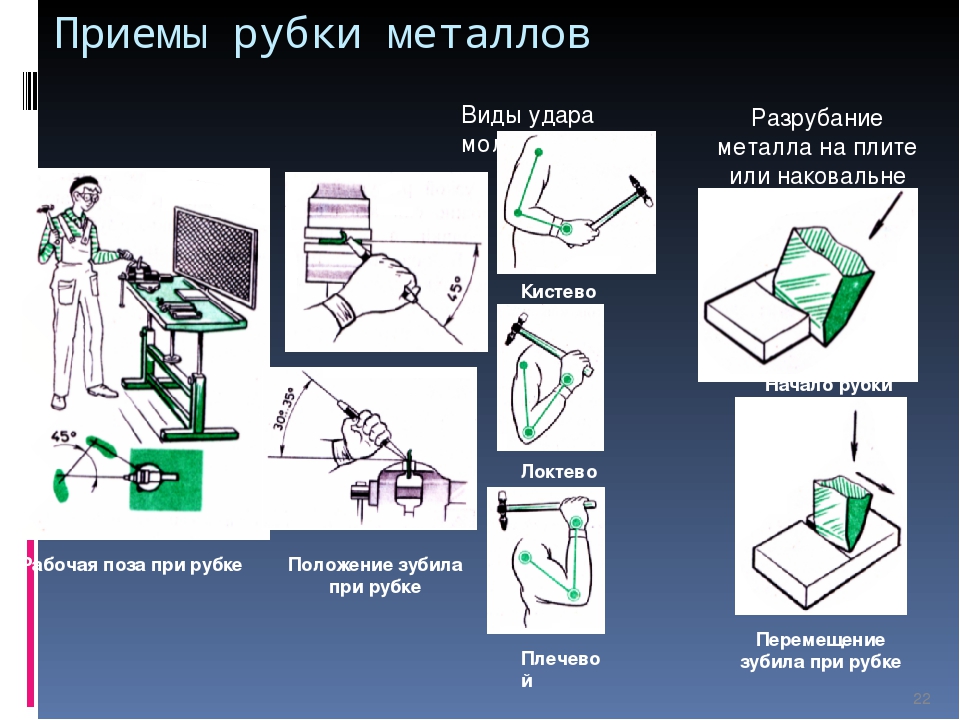
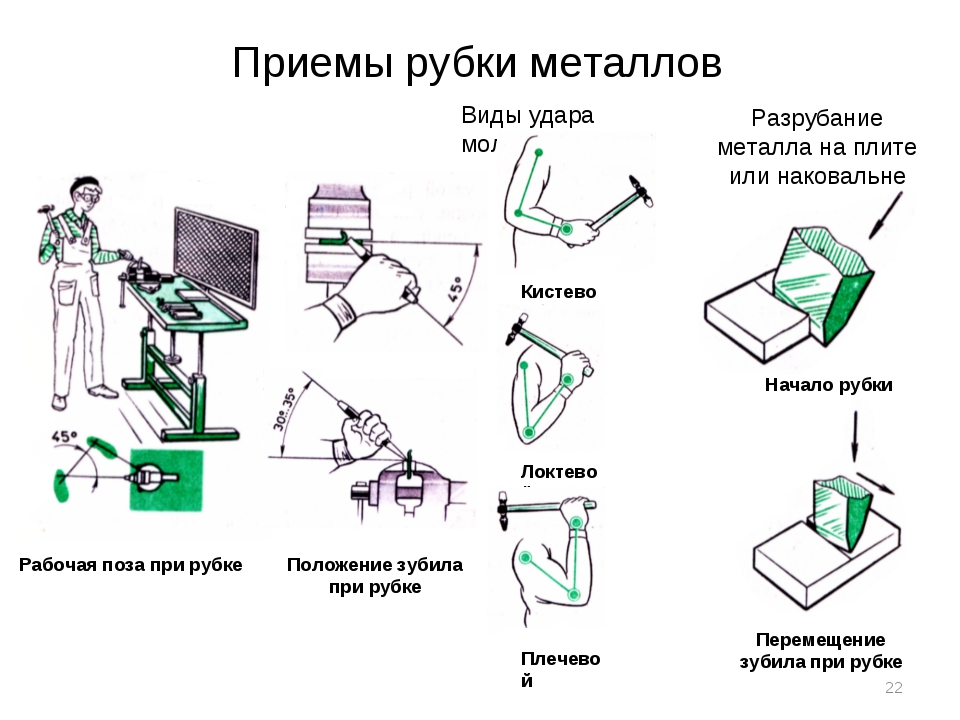
Вертикальный процесс выполняется на наковальне либо на плите. При такой рубке изделия, требующие обработки, укладываются горизонтально на рабочей поверхности, а зубило ставится по отношению к ним вертикально. Горизонтальная рубка осуществляется в тисках. В данном случае грань (задняя) рабочего инструмента монтируется к губкам тисков (к их плоскости) под очень маленьким углом (практически полностью горизонтально).
Рубка листового металла чаще производится на плите (на наковальне). Инструмент при этом ставится на риску (специальная разметка, наносимая на заготовку), затем осуществляют один удар молотком. После этого лезвие монтируется таким образом, чтобы его половина разместилась в лунке, которую удалось сделать. Рубка листа по такой схеме, во-первых, упрощает процесс установки зубила в нужное положение, а во-вторых, гарантирует разрез непрерывного характера.
В тех случаях, когда ведется рубка листового металла толщиной свыше двух миллиметров, разметка изделия выполняется с обеих его сторон. При этом заготовка обрабатывается сначала с одной стороны, потом ее переворачивают на другую сторону и перерубают полностью. При толщине листа менее двух миллиметров рекомендуется подкладывать с его обратной стороны кусок стали мягких марок. Это не позволит рабочему инструменту затупиться при ударе о наковальню.
Еще один момент, который следует учитывать при обработке сложных по конфигурации листовых изделий, заключается в том, что на них требуется прорубать небольшую канавку малой глубины. Указанную канавку делают от разметки на дистанции порядка 1–2 миллиметров. После этого можно рубать металл по канавке в полную силу до тех пор, пока вырубаемый контур не проявит себя на обратной стороне изделия. А затем нужно будет завершить операцию, перевернув заготовку.
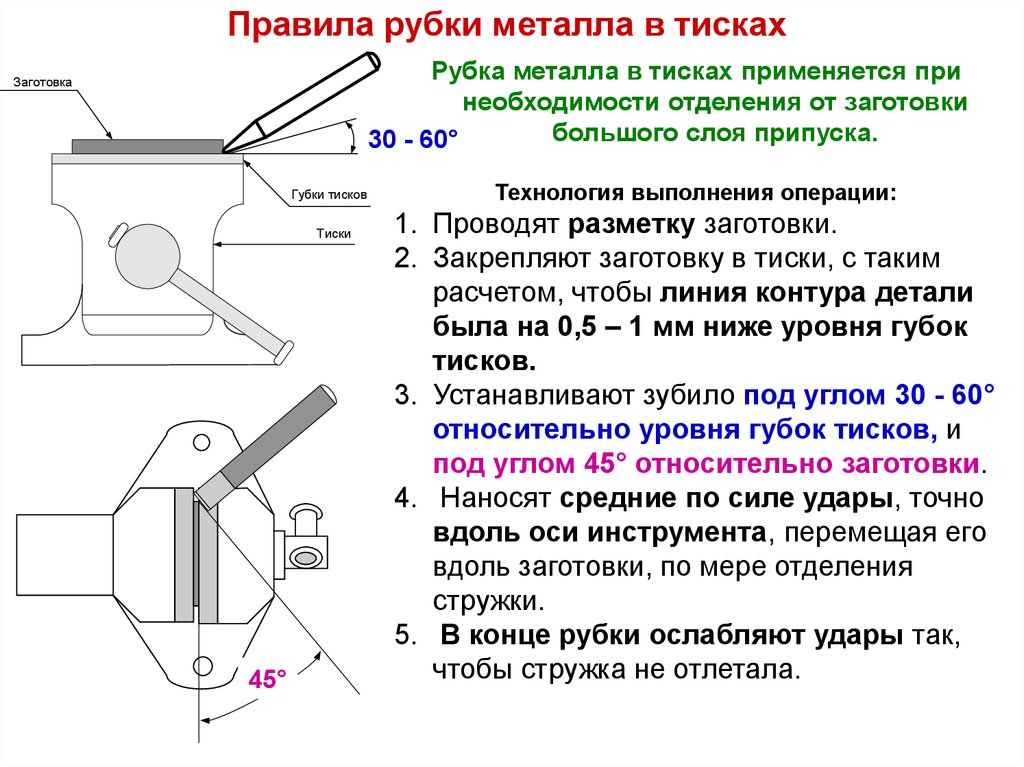
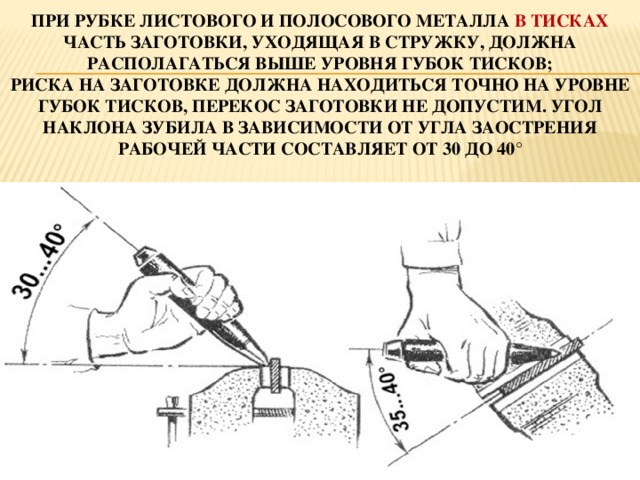
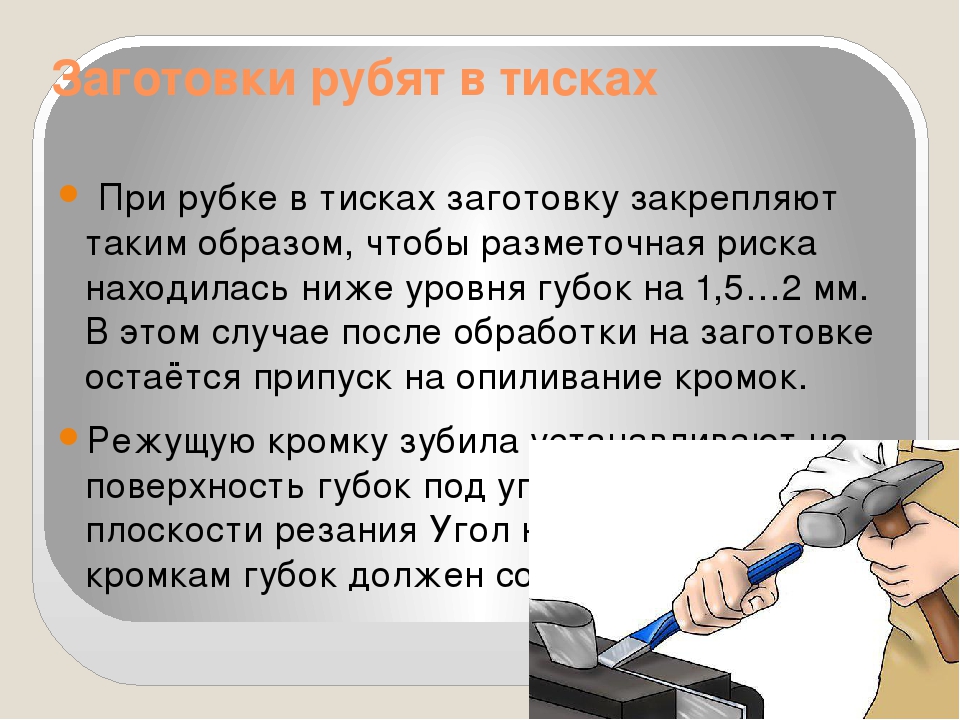
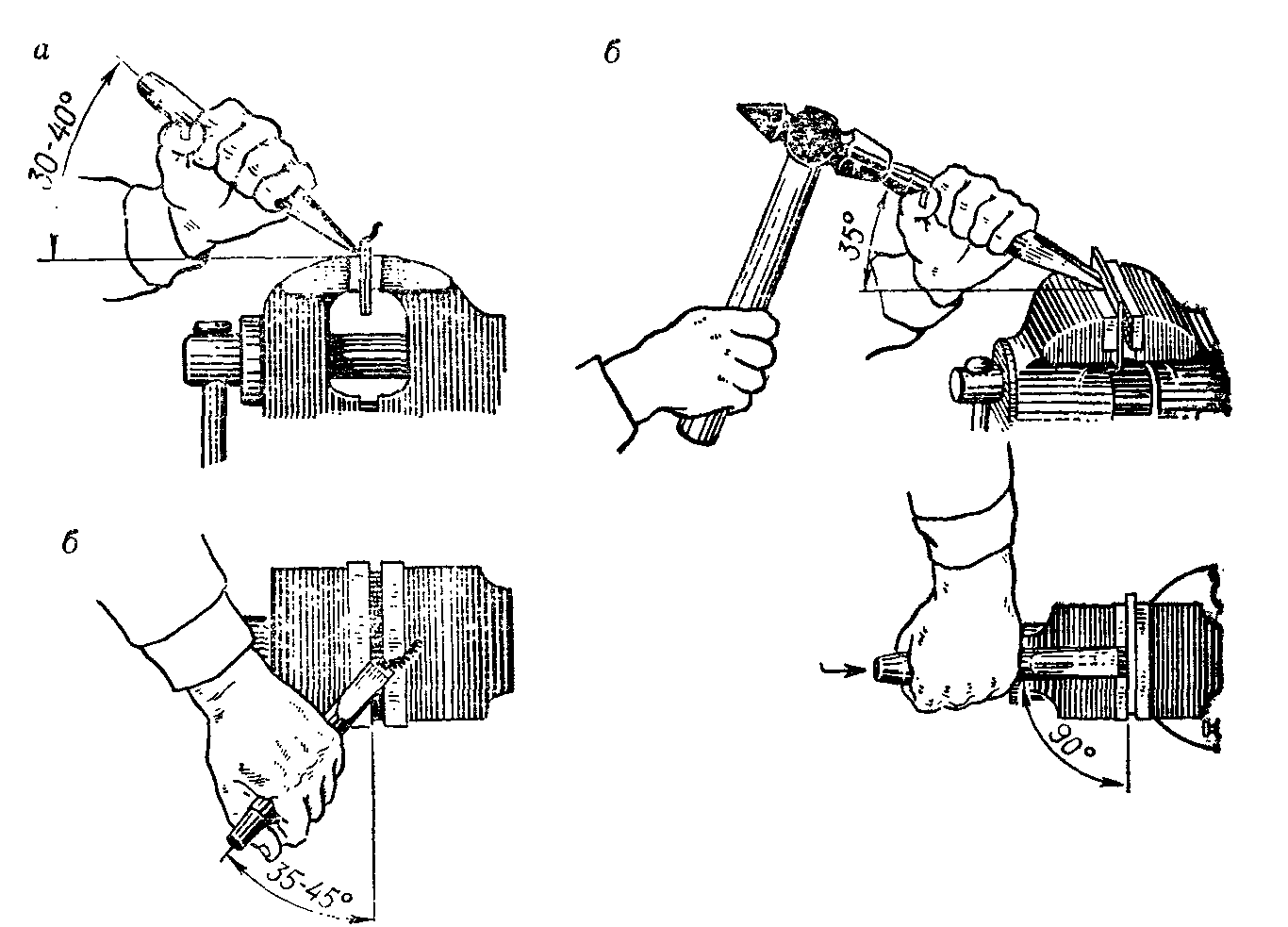
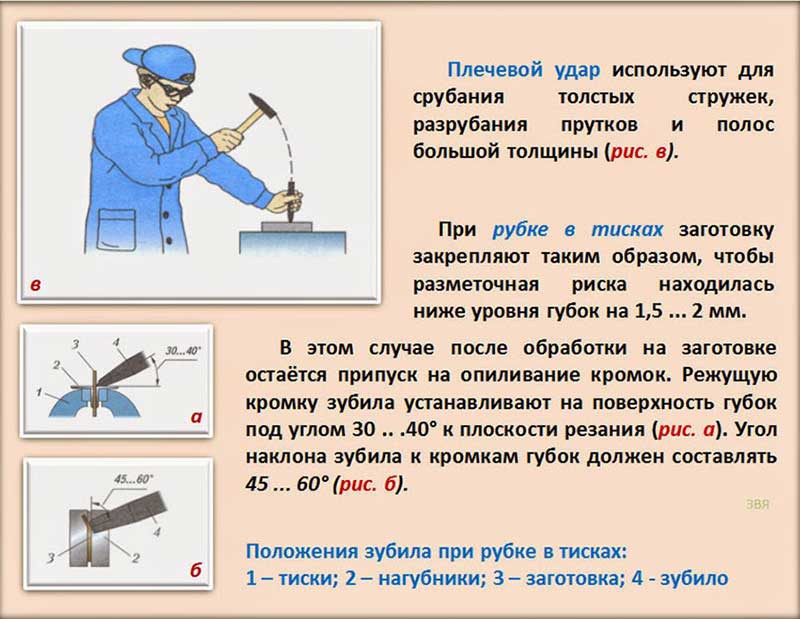
Гибка и рубка листа может производиться и в тисках. В данном случае изделие фиксируют так, чтобы по отношению к губкам риска разметки располагалась на несколько миллиметров ниже. Рубка металла в тисках при таких условиях позволяет оставить на изделии небольшой припуск, который используется для финишной обработки кромок листа (их опиливания). К кромкам губок тисков режущий инструмент наклоняют под углом 45–60 градусов, к плоскости резания – под углом не более 40 градусов.
Резание метала

Рубку нередко относят к группе работ по резке, но, на самом деле, здесь применяются абсолютно другие инструменты, а предоставляемые им возможности куда шире. В отличие от ударного действия, оказываемого на резец в предыдущем случае, при резке используется нажим.
Вручную
Для работы с различными заготовками используются:
- для перекусывания проволоки – кусачки,
- круг, квадрат и шестигранник пилится слесарной ножовкой,
- листовые материалы раскраиваются ножницами.
Применение специальной техники способно в несколько раз расширить возможности металлообработки.
В промышленности и серийном производстве
На производстве используются различные виды станков:
- с ножовочными полотнами или дисковыми пилами,
- токарные,
- фрезерные,
- установки для плазменной/лазерной/газовой резки.
Область применения у данных установок, как и у ручного инструмента, достаточно разная.
Ножовочные и дисковые пилы – самые простые виды станков. Их единственная задача – экономия времени при распиле сортового проката. Также они с лёгкостью справляются с заготовками большой толщины.
Токарные станки можно разделить на модели:
- для работы вручную,
- с ЧПУ.
В первом случае с помощью твердосплавных резцов различной формы рабочий вручную вытачивает из горизонтально закрепленной вращающейся цилиндрической заготовки необходимую деталь. Во втором – все действия производятся автоматически при выполнении заранее загруженной программы.
Проще всего понять принцип использования можно по данному видео:
https://youtube.com/watch?v=77GjDgQnynU
Фрезеровальные станки выполняют примерно ту же функцию, но могут создавать изделия абсолютно произвольно формы. Прямоугольная, квадратная или цилиндрическая заготовка закрепляется на подвижном столе, после чего головка с вращающейся фрезой, следуя программе, начинает отсекать «лишний» металл.
Процесс выглядит следующим образом:
https://youtube.com/watch?v=BDPIUKLspMs
Для тонко- и толстолистового металла используется отдельная группа станков с ЧПУ. Ключевое различие в них – это сама технология, используемая для резки.
Лист-заготовка укладывается на неподвижный стол, после чего режущая головка, управляемая компьютером, начинает вырезать детали по заранее заданной программе.
Для резки может использоваться головка для:
- газовой,
- лазерной,
- плазменной резки.
Подобная технология обеспечивает максимальную точность и скорость производства, что высоко ценится в условиях массового выпуска.
Главным же ее недостатком является вероятность образования наплывов расплавленного металла на кромках деталей и окалины, особенно при использовании заготовок большой толщины.
Какие инструменты применяются при рубке металла?
Операция считается ручной – остальные разновидности требуют технологического оснащения в виде машин и оснастки. Ручная рубка потребует таких незамысловатых инструментов:
молоток слесарный, размер и тип которого зависят от необходимого усилия и пространственных ограничений;
- тиски слесарные – для надёжного удержания обрабатываемой заготовки;
- рабочий режущий инструмент – основное «действующее лицо»: зубило, крейцмейсель, бородок или другие варианты;
- средства нанесения разметки и контроля геометрии;
- подложка деревянная или металлическая.
Рассмотрим варианты режущего инструмента, главную роль играет зубило.
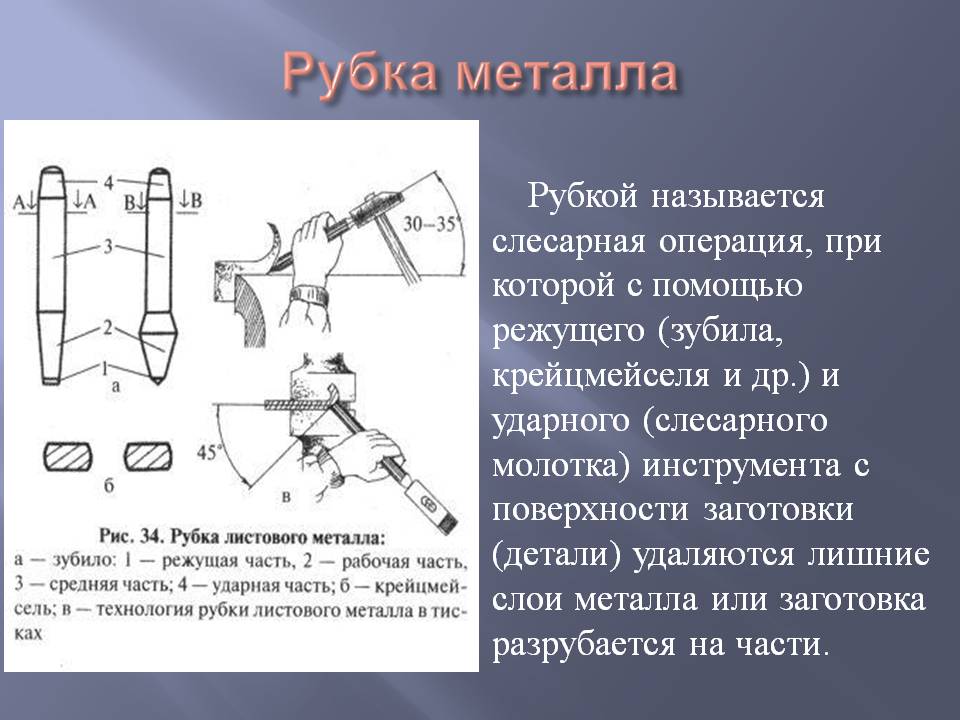
Конструкция зубила крайне проста, путём ее усложнения возможно получить другие орудия:
- ударная часть, которая обращена к пользователю и воспринимает ударную нагрузку от молотка;
- средняя, самая длинная – выполняет роль рукоятки и может быть обрезинена;
- режущая кромка – плоская, но из-за особенностей обработки может принимать и другую форму.
Форма ударной стороны — плоская или чуть округлая. Диаметр – больше державки (для удобства работы). Кромка — треугольная в поперечном сечении, периодически подлежит затачиванию как обновлению острия.




 Зубило
Зубило
Срезать малую ширину или проработать узкий проём возможно с помощью крейцмейселя. От зубила изделие отличается только шириной кромки – она не такая широкая.
 Крейцмейсель
Крейцмейсель
Широко применяется канавочник – его режущая кромка сформована полукругом. Рассчитан он на получение канавок и углублений.
 Канавочник
Канавочник
Бородок представляет собой стержень круглого сечения. Рассчитан бородок для вырубки отверстий – исходя из этого химический состав применяется для получения высокой прочности.
 Бородок
Бородок
Существуют варианты как полностью в ручном исполнении, так и для применения в перфораторах и другом электроинструменте. Визуальное отличие очень простое: сменная насадка не будет иметь ударной части. Вместо неё будет продолжение державки, оснащенной канавками для крепления в патроне.
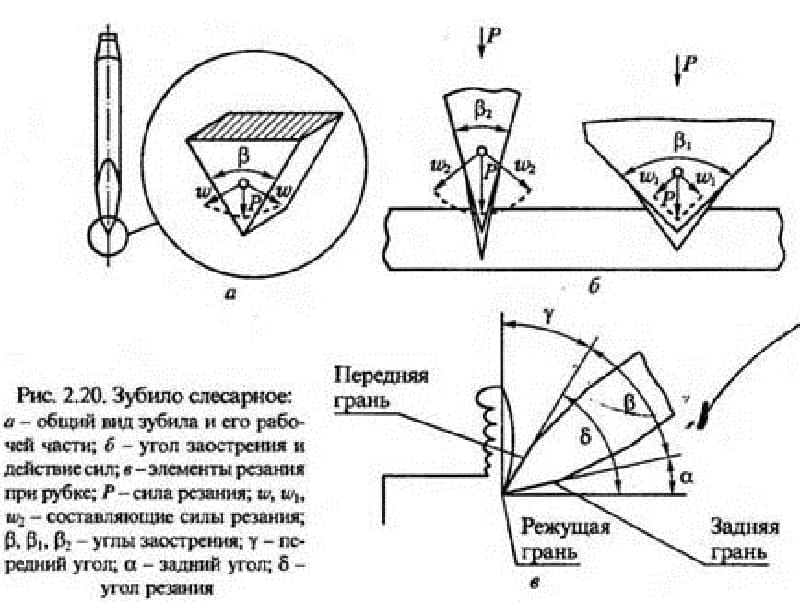
Вне зависимости от типа изделия оно характеризуется одними и теми же геометрическими параметрами:
- общая длина;
- форма и ширина рабочей части;
- материал изготовления (обычный или ответственный инструмент);
угол заточки острия.
Средства разметки применяются в зависимости от обрабатываемого материала и его поверхности. Распространены чертилки, керны, слесарные карандаши и мелки.
Возможные дефекты
При проведении этой операции всегда проявляются определённые дефекты. К основным дефектам относятся:
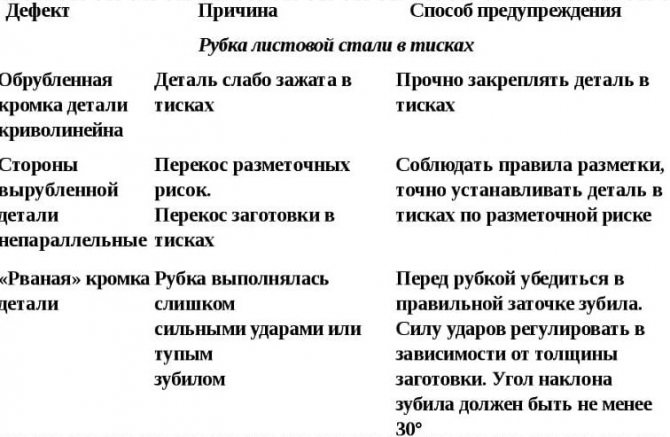
- обрубленная кромка получается не прямолинейной;
- не сохраняется параллельность обеих кромок детали;
- край детали получается рваным с заусенцами и большой шероховатостью.
Каждый из проявившихся дефектов имеет свои индивидуальные причины. Первый дефект всегда проявляется при слабой фиксации обрабатываемой детали. Особенно этот дефект проявляется, если проводится процесс рубки на металлической станине без фиксации детали. Проявление этих дефектов вызвано следующими причинами:
- деталь не достаточно надёжно закреплена;
- произошло смещение нанесённой маркировки;
- процесс производился ударами, превышающими необходимую силу;
Читать также: Литье металлов в песчаные формы
Для их устранения необходимо выполнять не сложные правила:
- Проверить прочность закрепления заготовки;
- Соблюдать точность расположения детали относительно нанесённой маркировки;
- Проверить параметры заточки инструмента.
При прорубании канавок, кроме перечисленных дефектов, могут появляться и другие. К ним относятся:
- рваные кромки канавки;
- глубина канавки разная по длине;
- сколы на конце канавки;
Чтобы предотвратить появление перечисленных дефектов необходимо соблюдать методики установленные инструкциями по применению конкретного оборудования и принятыми стандартами. Перед проведением операции осуществляется подготовка рубке самой заготовки, режущего инструмента и используемого станка.
При соблюдении правил подготовки и проведении операций рубки и вырубки получается ровный край, без дефектов и сколов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
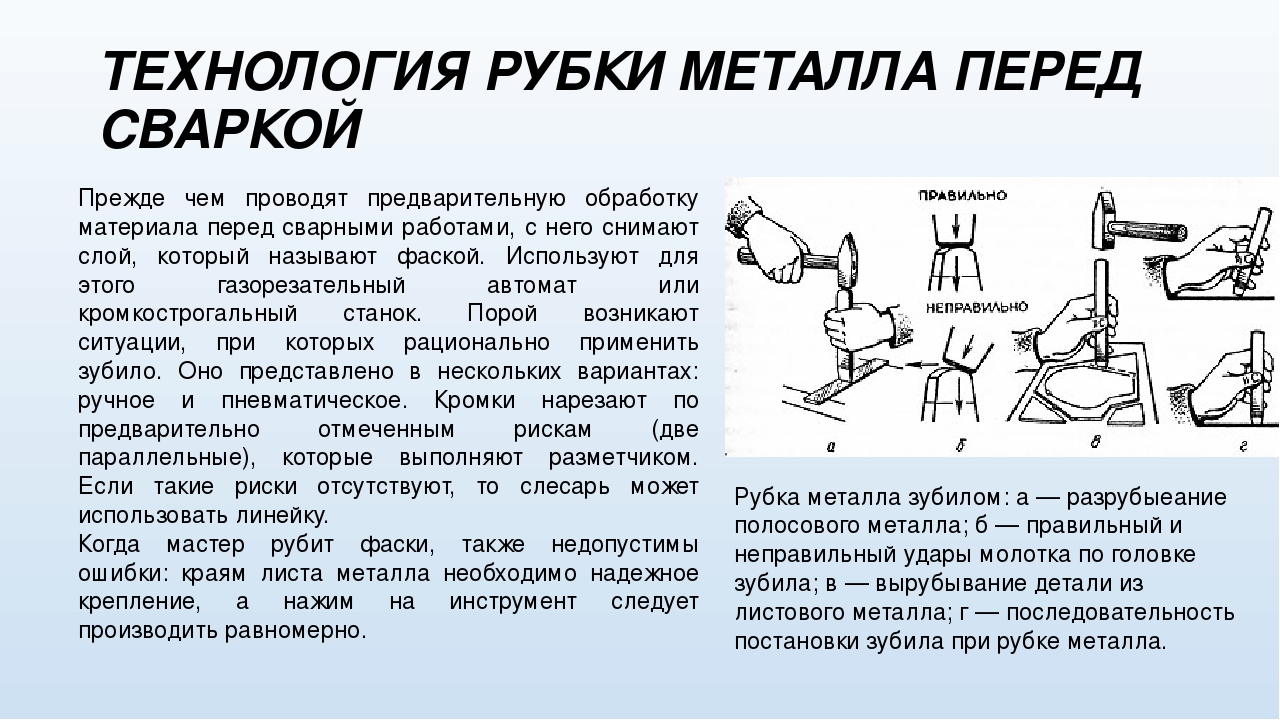
Для снятия с металлической поверхности затвердевшей корки или разделения заготовки на несколько частей проводится рубка металла. Подобного рода технологический процесс относится к операциям подсобного типа. Рубка может проходить самым различным образом при применении специального оборудования и инструментов.
§ 21. Механизация рубки
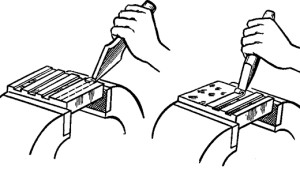
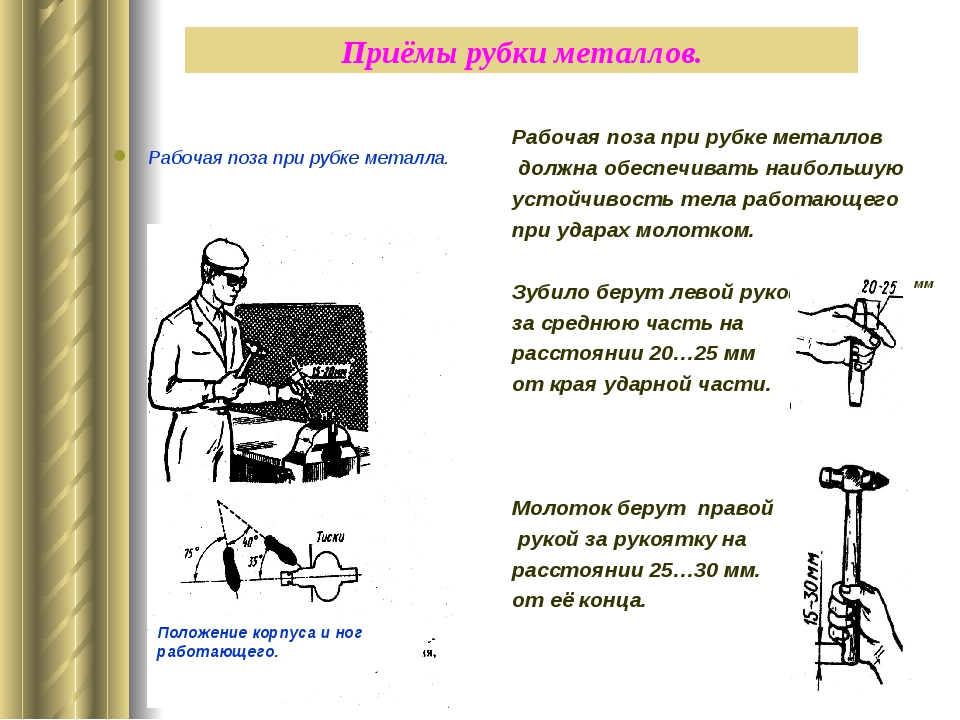
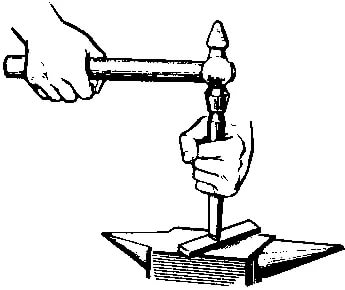
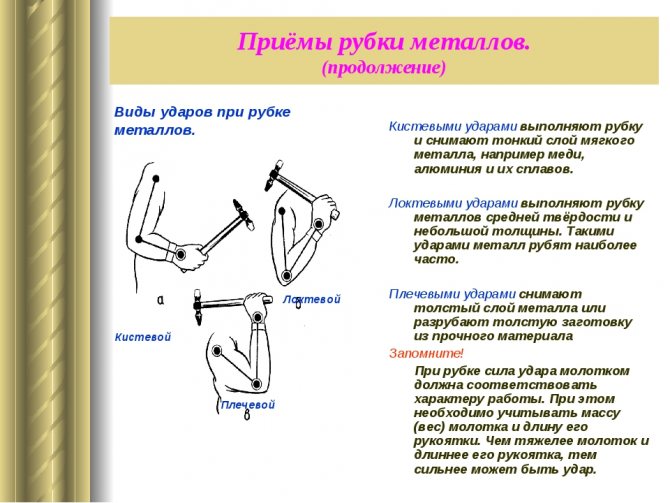
Ручная рубка вытесняется обработкой на металлорежущих станках (строгание, фрезерование), обработкой абразивным инструментом, применением ручных механизированных инструментов и приспособлений. К ручным механизированным инструментам относятся пневматические и электрические рубильные молотки. На рис. 77 показано устройство пневматического рубильного молотка РМ-5 . Молоток состоит из корпуса, бойка, золотника и рукоятки с пусковым устройством. Сжатый воздух из цеховой магистрали через резиновый шланг и штуцер 1 поступает к рукоятке молотка. Слесарь берет правой рукой за рукоятку, левой удерживает за ствол, направляя движение зубила (рис. 8, а, 6).
При нажатии на курок 3 (см. рис. 77) открывается клапан 2 и воздух под давлением 5 — 6 кгс/см2 из магистрали через штуцер 7 поступает в цилиндр. В зависимости от положения золотника 4 воздух через каналы внутри корпуса попадает в камеру рабочего хода 5 или в камеру обратного хода 6. В первом случае воздух толкует ударник 7 вправо и он ударяет по хвостовику рабочего инструмента. В конце рабочего хода золотник давлением воздуха смещается, воздух попадает в камеру 6 — совершается обратный ход. Затем цикл работы повторяется. Молоток включают в работу после того, как режущей кромкой инструмента нажали на обрабатываемую поверхность.
В качестве инструмента для рубки пневматическим молотком применяют специальные зубила. Производительность рубки при пользовании механизированным инструментом повышается в 4 — 5 раз. На рис. 78,а,6 показана работа пневматическим молотком.
В электрических молотках вращение вала электродвигателя, вмонтированного в корпус, преобразуется в возвратно-поступательное движение ударника, на конце которого закреплено зубило или другой инструмент.
Безопасность труда
. При рубке металлов следует выполнять следующие правила безопасности труда:
ручка ручного слесарного молотка должна быть хорошо закреплена и не иметь трещин;
при рубке зубилом и крейцмейселем необходимо пользоваться защитными очками;
при рубке твердого и хрупкого металла следует обязательно использовать ограждение: сетку, щиток (рис. 79,а);
для предохранения рук от повреждений (при неудобных работах, а также в период обучения) на зубило следует надевать предохранительную резиновую шайбу, а на кисть руки — предохранительный козырек (рис. 79,6,в).
При работе пневматическим молотком необходимо:
перед началом работы пневматический молоток продуть сжатым воздухом;
включать пневматический инструмент только после установки инструмента в рабочее положение; холостой ход инструмента не разрешается;
при соединении шланга сжатый воздух должен быть отключен;
нельзя держать пневматический молоток за шланг или рабочий инструмент.
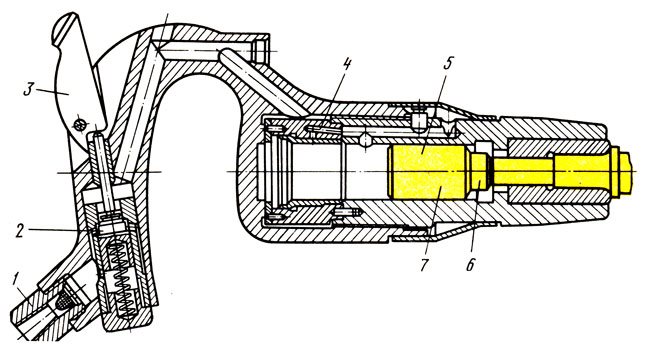
Рис. 77. Пневматический рубильный молоток РМ-5: 1 — штуцер, 2 — клапан,3 — курок, 4 — золотник, 5 — камера рабочего хода, 6 — камера обратного хода,7 — ударник
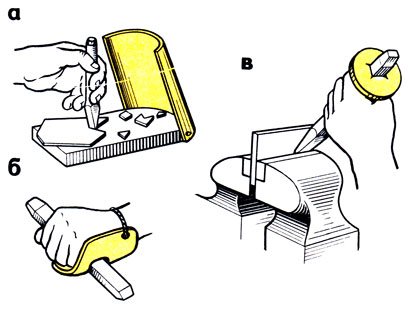
Рис. 79. Предохранительные приспособления, применяемые при рубке: а,б — предохранительные щитки, в — предохранительная шайба из резины


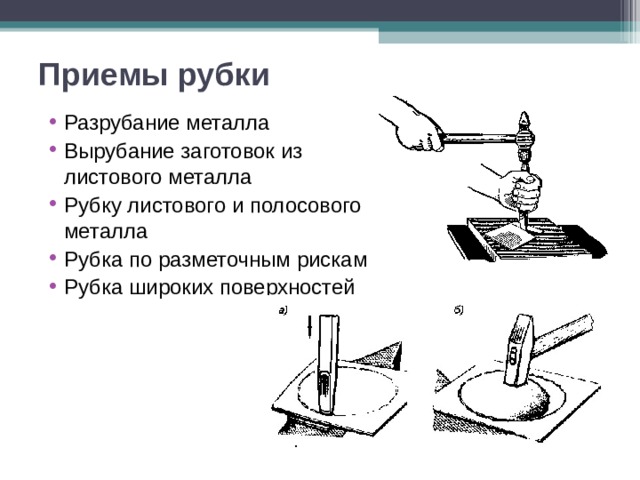
Способы рубки металла
Классификацию можно проводить по различным факторам.
По решаемой задаче – распиловка, вырубка, снятие малой части, слоя. Фактически все они повторяют перечисленные выше цели.
По приводящей силе:
- вручную;
- с помощью механизированной машины.
На этом мы более подробно остановимся ниже.
По принудительной фиксации – в зажимах, тисках, а также с закреплением на специальной станине и под прессом.
По направлению движения – по вертикали или по горизонтали.
Перечисленные способы выбираются в зависимости от:
- наличия оборудования;
- толщины металлического изделия;
- требуемого уровня работы – кромки могут получиться гнутыми при исполнении вручную, а при механизированном процессе повышается точность;
- степени производительности – ради одной детальки нет смысла перенастраивать оборудование, но на серийную партию потребуется специальные станки.
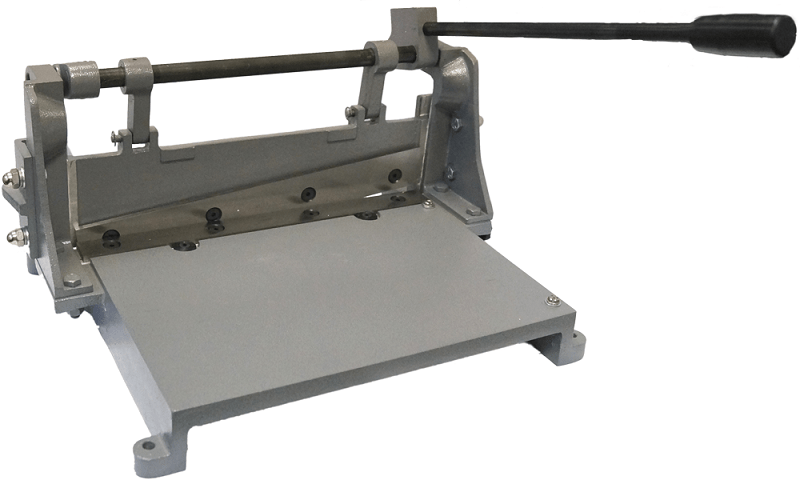
Приспособление для рубки металла – гильотина
Оборудование имеет гидравлический привод. Сама станина – очень тяженая и большая. С помощью аппарата можно производить только прямые надрезы (без закруглений) по горизонтали и вертикали. В случае необходимости можно вырезать нужные простые геометрические формы – квадраты, прямоугольники, ромбы и пр.
Обычно станок имеет дистанционное или компьютеризированное управление. ЧПУ позволяет заранее задавать формы, скорость разреза. Требуется производить математические вычисления, чтобы учитывать толщину заготовки и прочие параметры.
Иногда агрегаты являются комбинированными, то есть помимо лезвий гильотины имеются в составе ножницы по металлу, пресс. Это ускоряет работу и позволяет производить многофункциональные операции. Особенности машинизированного процесса:
- Высокая скорость.
- Точность произведения распиловки.
- Возможность отрезать даже минимальный край.
- Достаточно ровные кромки.
- Работа с металлическими изделиями большой толщины (арматура, толстые стенки).
- Действия слесаря заключаются только в настройке машины и слежении за процессом. Облегчение физического труда рабочих.
- Высокая производительность. Подходит для серийного производства.
К минусам же можно отнести большую стоимость и вес оборудования. Его может позволить себе не каждое производство.
Применяемое оборудование и инструменты
Этот перечень зависит от способа проведения работ. Ручная рубка осуществляется с применением:
- режущего инструмента (зубила, крейцмейсель и так далее);
- слесарного молотка (его выбирают по весу и длине ручки);
- тисков;
- металлической подложки;
- инструмента для разметки.
Слесарное зубило конструктивно состоит из трёх основных частей: ударной, средней (держателя) и режущей (рабочей). Форма режущей части у каждого разная и зависит от решаемой задачи. Зубилом производят стандартную операцию рубки. Крейцмейсель обладает более узкой режущей кромкой. Канавочник предназначен для вырубания канавок, поэтому его режущая часть выполнена в форме полукруга. Бородок изготавливают из круглого металлического стержня, и имеет рабочую часть в форме окружности заточенной по периметру. С его помощью производят вырубку отверстий в листовом металле. Все ударные инструменты изготавливаются из прочной инструментальной стали.
Основными параметрами этих инструментов являются геометрические размеры, углы заточки режущей части. Для нанесения удара по верхней (ударной) части зубила применяется слесарный молоток. Они отличаются формой бойка (круглая или квадратная), методом крепления ручки, общим весом.
Вырубка небольших деталей, отверстий, отдельных частей производится с помощью крепёжного оборудования или на стальных подложках. Для надёжности крепления эта операция производится в тисках.
В качестве инструмента для разметки применяют различные слесарные линейки, угольники, разметочные штангенциркули, малки. Для нанесения отметок применяют: керны (различной модификации), чертилки с разной формой наконечников, карандаши. Применяемые инструменты изготовлены по разработанным стандартам

На промышленных предприятиях инструментом для рубки металла являются специальные станки. К ним относятся:
- гильотины;
- прессы (гидравлические и механические);
- пресс-ножницы;
- угловысечные станки.
Они обладают высокой производительностью и позволяют проводить рубку даже очень толстого металла.
Гидравлическая гильотина управляется электронным блоком. С его помощью задают параметры будущей операции. Устанавливают вид металла, угол среза, величину давления на нож, скорость резания. Кроме гильотины для решения этих задач применяют так называемые комбинированные агрегаты. К ним относятся режущие станки (пресс-ножницы) и узкоспециальные (угловысечные станки, прессы и штампы). Пресс-ножницы применяются для рубки листов и полос металла, фасонного и сортового проката. Они хорошо справляются с профильным металлом, например, швеллер, двутавровый прокат, квадрат. С их помощью получают ровные отверстия и различной формы пазы.
Угловысечные станки позволяют проводить угловую вырубку металлических изделий практически любой толщины. Высокой точности рубки добиваются благодаря наличию шкалы, позволяющей точно опускать инструмент в требуемое место и правильно заточенного набора зубил.
Прессы и штампы решают аналогичные задачи. В них применяют механические, гидравлические, пневматические и электрические приводы.
Слесарная рубка металла — что это такое?
Рубка состоит в запланированном и контролируемом образовании требуемой формы детали из листового металла Процесс входит в перечень стандартных операций слесарного дела, уровень сложности – низкий.
Суть: удалить лишний материал по намеченной форме и размерам с помощью буквально пары инструментов.
 Слесарная рубка металла
Слесарная рубка металла
На лист-заготовку наносится разметка, практикуется обработка заготовок по установленному шаблону.
Затем с небольшим отступом от линии ударами по зубилу молотком проводится разделение материала.
При аккуратных действиях качество детали будет достаточно высоким.
Единственная потребность – последующая обработка краёв: из-за ударного способа воздействия края будут выглядеть рваными.
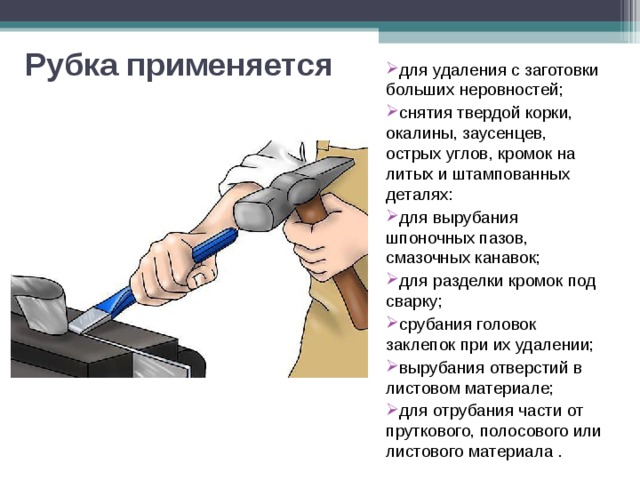
Для чего применяется эта операция?
- удаление припусков и кромок на готовом изделии;
- получение готового изделия и листовых заготовок;
- снятие окалины и других дефектов товарного вида;
- получение углублений (канавок, пазов и т.д.).
Кому нужна эта операция?
- работникам машиностроительных и ремонтных организаций, литейных цехов, в автомобилеремонтных мастерских – там, где идёт работа с металлом;
- в строительстве и ремонте (внутренние и наружные работы);
- специалистам, занимающимся ремонтом техники;
- обывателям для домашних и хозяйственных нужд.
Рубка металла гильотиной
Чтобы изготовить из листа металла детали, необходимые вам форме и размерам, применяется такой современный метод производства, как рубка металла гильотиной. Благодаря использованию подобного оборудования в резке достигается высокая точность, (погрешности не превышают 1/10 миллиметра), что позволяет существенно минимизировать потери исходного сырья.
Для удовлетворения потребности компаний по металлообработке сегодня производятся разнообразные виды гильотинных ножниц по раскрою металлических листов в продольном направлении. Они могут иметь приводы типа:
- механика,
- гидравлика,
- электромеханика,
- пневматика,
- автоматика.
Рабочий механизм в пневматических гильотинах приводится в действие с помощью педалей или специальных ручных рычагов. Таким оборудованием проводят прямолинейную резку металла. Кроме того, они подходят для резки резинового и пластмассового материала.
Рубка на гильотине с приводом типа «электромеханика» характеризуется эксплуатационной простотой и высокими производительными показателями. Здесь можно регулировать расположение гильотинных ножей, что обеспечивает точность и высокое качество рубки. К тому же электромеханические виды гильотин могут разрезать разнообразные материалы и характеризуются пониженным шумовым уровнем.



Наиболее передовыми считаются автоматические гильотины. Они обладают разнообразными функциональными настройками и способностью к широкому регулированию параметров резки. Наличие в них компьютерной памяти позволяет выполнять даже самые сложные рабочие программы.
Ножницы на гидравлике используют для рубки стержней и нарезки листового металла. В гильотинах этого вида расстояние между лезвиями ножей устанавливается как вручную, так и автоматически, что позволяет получать детали разных размеров. Хорошая производительность и простота в эксплуатации позволили этим гильотинам занять в рядах агрегатов для рубки металла прочные позиции.
Любые гильотины (кроме гильотинных ножниц ручного типа) можно оснастить дополнительными электронными и механическими функциями, что значительно повышает эффективность металлообработки.
Рубка металла может применяться как для обработки вашего материала, так и для заказа изделий из нашего сырья, а цена, как правило, рассчитывается в индивидуальном порядке.
Обращайтесь в компанию “Сталь Мастер”, и вы обязательно получите:
- Качественную рубку и крой листов из черного металла.
- Возможность провести крой как в поперечном, так и в продольном сечении (благодаря применению для резки различных ножей).
- Гарантию четкости разрезов. Каким бы не был толстым разрезаемый металлический лист, наше оборудование сделает высокоточный срез с аккуратной кромкой. Это значит, что последующая дополнительная обработка металла не понадобится.
- Изготовление как серийных, так и индивидуальных заготовок, таких как резка листа на косынки и стальные полосы, на разнообразные закладные детали.
- Минимизацию возможных погрешностей, вызываемых деформацией металлических листов. Мы выполняем детали с практически ювелирным мастерством – в зависимости от вида гильотинных ножниц величина погрешностей не превышает показатель в 0,1-1 миллиметр.
Возможные дефекты
Есть моменты, которые не исправить. Они сопровождают фактически каждый процесс металлообработки таким способом. К ним можно отнести:
- кривость кромки;
- отсутствие параллельных линий;
- наличие заусенцев и шероховатости;
- неравномерная глубина канавки.
Чтобы минимизировать возможность дефективного исполнения, нужно знать причины:
- плохое крепление заготовки;
- кривое нанесение разметки;
- неправильная сила удара;
- плохо заточенный инструмент.
В статье мы рассказали про все приемы рубки металла. Делайте все согласно правилам, предписанным технологиям и наслаждайтесь отличным результатом.

Чтобы уточнить интересующую вас информацию, свяжитесь с менеджерами по телефонам; (473) 239-65-79;. Они ответят на все ваши вопросы.
Процесс полировки до зеркала в домашних условиях
Для полировки металла в домашних условиях существует несколько проверенных способов. Одним из них является химический (без применения механизмов). Он не требует больших усилий, главное – следует требованиям техники безопасности. Полировка металла в домашних условиях химическим способом происходит в таком порядке:
- Серная кислота разбавляется водой в соотношении 1:20. Объем полученной смеси должен быть достаточным, чтобы полностью покрыть полируемую вещь;
- Опускаем в полученный раствор полируемый предмет на несколько минут, и, вынув, промываем его в проточной воде. Далее помещаем в емкость, наполненную древесными опилками;
- Высушенный в опилках металлический предмет опускаем на 2-3 секунды в азотную кислоту, после чего опять тщательно промываем;
- После очередного просушивания в опилках тщательно вытираем металл.
Читать также: Уроки сварки для чайников
После таких несложных процедур металлический предмет будет смотреться как новый. Ровная и блестящая поверхность будет восприниматься глазом как зеркальная.

Одним из самых популярных видов домашней полировки металлов является обработка с помощью пасты ГОИ. Эта паста была создана в прошлом веке и с успехом используется по сегодняшний день. Изначально она имеет твердую форму и бывает разной степени зернистости. Для лучшего нанесения ее рекомендуют разбавить несколькими каплями машинного масла.
Для ручной полировки мягких металлов рекомендуется использовать мягкую фланелевую тряпку с нанесенной на нее мелкозернистой пастой. Черный металл можно полировать куском брезента или джинсовой ткани с крупнозерновой пастой. Для более быстрого получения результата вместо тряпки можно использовать войлочный круг, закрепленный на ручной дрели, или деревянный брусок небольших размеров.