
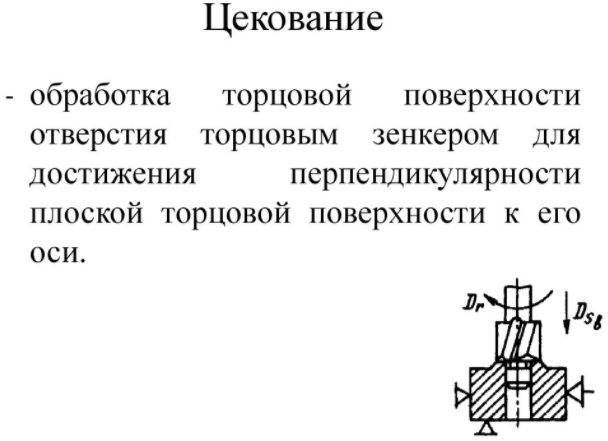
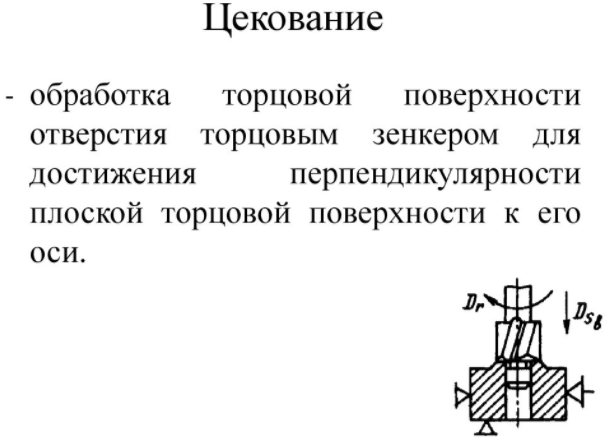
Операция цекования
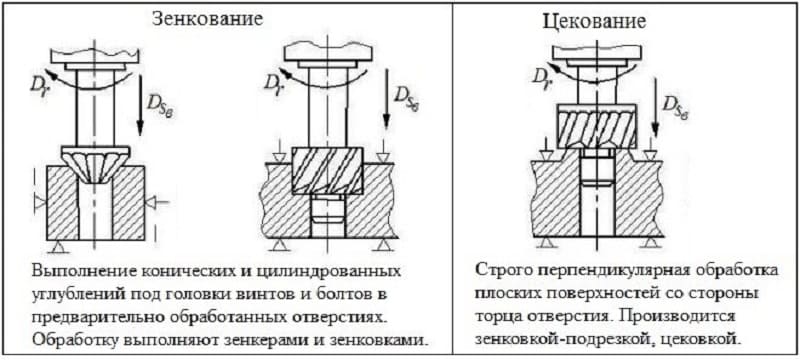
Процессом цекования называют специальную обработку сложных отверстий в металлоизделиях с помощью цековки. С помощью цековальных работ можно осуществить подготовку проймы перед другими операциями и процессами металлообработки и улучшить качество обрабатываемых внутренних элементов металлической детали. Цекование отверстий мастер делает на станке в режиме резания. Процесс выполняется, как правило, на небольшой скорости из-за сложности. В ходе процесса зенкования пройм осуществляется не только цековка внутреннего отверстия заготовки. Также цекованием можно выровнять торцевые элементы с внутренней стороны изделия, удалить наплывы и заусенцы с деталей, снять фаски с кромок, сформировать ступенчатые проймы и обработать углубления сложной конфигурации.
Общие правила по работе с цековкой
Применяя цековку на производстве, следует придерживаться нижеуказанных рекомендаций:
- При обработке внешних плоскостей деталей хвостик инструмент фиксируется упорной гайкой со штифтовым замком.
- Отверстие для крепежа делают за два прохода. Сначала его рассверливают, оставляя немного на последующую обработку, затем, убирая лишнее цековкой, получают необходимый размер и форму.
- При цековании направляющая цапфа должна иметь достаточную разницу в размере с отверстием, в противном случае в результате температурного расширения металла детали и самого инструмента, цековка может застрять.
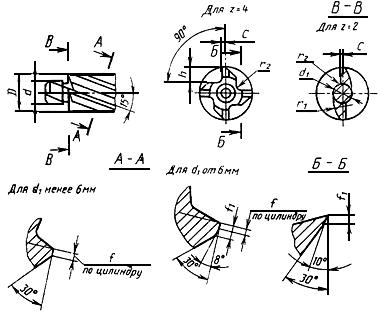
- При создании выемок для скрывания шляпок метизов применяют цековки с углом на вершине 90°. Уменьшают угол тогда, когда в процессе обработки становится заметен такой дефект отверстия как огранка.
- Цекование твёрдых металлов осуществляют инструментом с твёрдосплавными пластинами.
- Работая с хрупкими металлами, используют специальные торцевые зенкеры с одним зубом и радиально расположенной передней поверхностью.
- Чтобы гарантировать соосность обрабатываемой выемки и отверстия, используют инструмент с направляющей цапфой.
Эксплуатируют цековку и в домашних условиях, где действуют те же общие правила и принципы работы данным инструментом.
Цекование отверстия: основные правила
Цекование отверстия — это операция, которая проводится на станках с минимальным ходом. Для работы оптимален режим зенкерования, настроенный на сверлильном, токарном, расточном или другом слесарном оборудовании. В отдельных ситуациях используют инструменты комбинированного типа, которые за один подход выполняют несколько операций: сверление, зенкерование, ценкование, зенкование и т. п. Все эти процессы — часть операции сверления.

Несмотря на то что режущие инструменты в основном используют на промышленном оборудовании, покупают цековки и для домашних нужд. В работе с таким инструментом мастерам следует придерживаться нескольких правил.
-
При обработке открытых плоскостей зафиксируйте на хвостовике упор, используя упорную гайку и контргайку.
-
При цековании отверстия под шляпки винтов и болтов берите инструмент с углом при вершине в 90 градусов. Необходимость уменьшения угла оправдана для сохранения огранки на поверхности обрабатываемых отверстий.
-
Делайте углубления в 2 этапа. Вначале рассверлите отверстие до нужного диаметра, затем придайте ему требуемые форму и размер.
-
Следите, чтобы направляющая инструмента не соприкасалась с втулкой всей поверхностью. Если не следовать этому правилу, цековка по металлу застрянет во втулке из-за сильного нагревания материала, вызванного вращением шпинделя.
Зенкеры
Определение
В соответствии с ГОСТ 25751-83 «Инструменты режущие, термины и определения» зенкер определяется как «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра». Сразу отметим, что данный вид инструмента не предназначен непосредственно для сверления отверстий. Также отметим, что в определении зенкера ничего не говорится об изменении формы отверстия. Это важная деталь, и она будет полезна в дальнейшем.
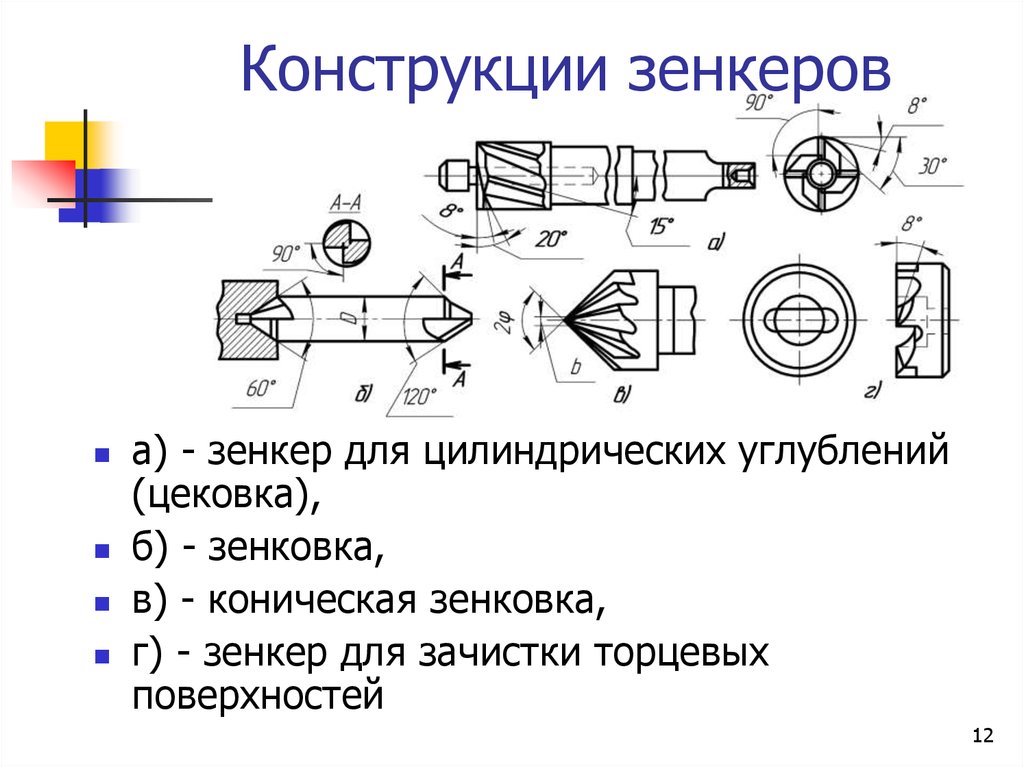
Конструкция зенкера
Для описания конструкции зенкеров удобно разделить их два класса – зенкеры с хвостовиками и насадные зенкеры.
Зенкеры с цилиндрическими и коническими хвостовиками
Конструкция таких зенкеров во многом схожа с конструкцией спирального сверла
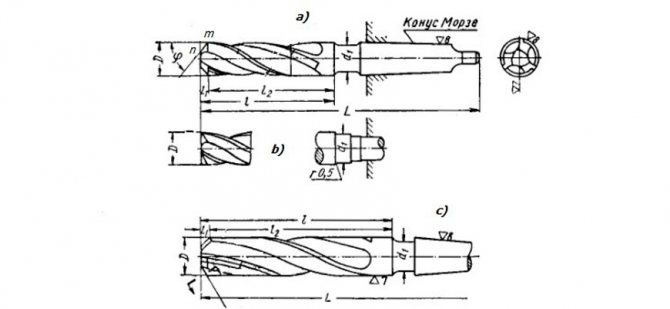
Зенкер цельный с коническим хвостовиком: а) для сквозных отверстий, в) для глухих отверстий, с) с твердосплавными пластинами
Инструмент так же состоит из рабочей части, соединительной части (шейки) и хвостовой части (хвостовика). Отличие от сверла заключается в форме и количестве режущих кромок на рабочей части. В частности, по ГОСТ 12489-77 у зенкеров по три лезвия на торцевой и цилиндрической поверхности.
Зенкер с цилиндрическим или коническим хвостовиком может быть цельным ГОСТ 12489-77 (вся рабочая часть из быстрорежущей стали), или с твердосплавными вставками (ГОСТ 3231-71). Кроме того, каждый из типов выпускается в двух вариантах: для глухих и сквозных отверстий (рис.1, в)). У зенкеров для сквозных отверстий угол главного лезвия φ имеет значения 45 или 60 градусов, у зенкеров с твердосплавными пластинами φ=60°, у всех типов зенкеров для глухих отверстий φ=90°.
Насадные зенкеры
Зенкеры насадные не имеют хвостовой части. Вместо хвостовика для крепления на оборудовании в них предусмотрен внутренний конус для оправки. Также конструкция этого типа отличается большим количеством лезвий. В цельных насадных зенкерах по ГОСТ 12489-77 предусмотрено четыре зуба и соответственно четыре спиральных канавки. Дальнейшее разбиение насадных зенкеров на типы идентично классу с хвостовиками.
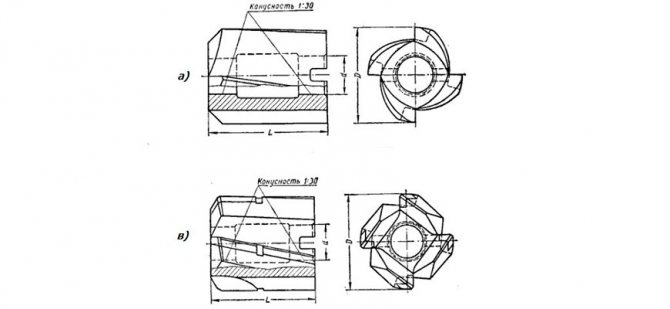
Зенкер насадной: а) цельный, в) с твердосплавными пластинами
Применение зенкеров
Зенкер применяется в технологических операциях зенкерования, направленных на повышение качества отверстий – улучшение чистоты поверхности, получение более точной цилиндрической формы. Соответственно, у зенкера главная часть – это цилиндрический участок рабочей части. С помощью зенкерования отверстия доводят до 4 – 5 класса точности с квалитетом Н11 и чистотой поверхности, соответствующей 5-6 классу. Необходимый результат достигается за счет более высокой жесткости инструмента, а также за счет большего количества лезвий по сравнению со сверлом.
Подчеркнем, что во всех перечисленных ГОСТах описываются зенкеры с рабочей частью исключительно цилиндрической формы. В описаниях конструкций стандартных зенкеров нет формулировок «конический зенкер» и отсутствуют чертежи зенкеров с конической рабочей частью. Т.е. результат применения стандартного зенкера – цилиндрическое отверстие постоянного диаметра.
Зенкер. Назначение и виды инструмента
Зенкер – инструмент, предназначенный для получистовой обработки металла. Внешне представляет собой металлический вал с режущими поверхностями, напоминающий сверло. Он создан специально для металлообрабатывающей промышленности. Выпускается по ГОСТ 12489-71, ГОСТ 3231-71 или ТУ 2-035-923-83 в соответствии с разновидностью устройства.
Зенкеры подразделяются:
По типу закрепления в патроне станка:
- хвостовые;
- насадные.
По особенностям конструкции:
- цельные;
- сборные;
- сварные;
- с твердосплавными пластинами и без них.
По геометрической форме:
- цилиндрические;
- конические;
- обратные.
По направлению ленточек и канавок:
- правого вращения;
- левого вращения.
Цельные хвостовые зенкеры наиболее похожи на свёрла, но отличаются наличием большего количества режущих кромок. В их поперечном сечении насчитывает от 3 до 6 таких острых зубчиков. Для изготовления применяется быстрорежущие инструментальные стали Р9, Р18, а также легированные пластины с повышенной твёрдостью и износоустойчивостью ВК4, ВК6, ВК8, Т15К6. Допустимая скорость резания у моделей с твердосплавными вставками выше, что увеличивает их КПД.
В их поперечнике строго 4 зубца. Сама насадка иногда комплектуется съёмными рабочими лезвиями из твёрдых сплавов. Фиксируются резаки клиньями, и могут заменяться по мере надобности.
Конический зенкер похож на бур, рабочая часть инструмента сужается к его концу. Применяется для обработки наклонных круговых поверхностей. Изготовляются из легированной стали и металлокерамики.
Ленточки сверла-зенкера могут быть закручены в разных направлениях, соответственно выделяют профили правого и левого вращения. Зенкеры левого вращения применяются в токарных полуавтоматах, осуществляющих подачу материала с правой стороны.

Выбор разновидности зенкера напрямую обусловлен размером отверстия в заготовке и её материалом. При диаметре до 12 мм работают цельными зенкерами, начиная от 20 мм – зенкерами-насадками и инструментом со вставными легированными лезвиями. Когда требуется сделать более гладкие и крупные отверстия в станок устанавливаются комбинированные модели, где может быть до восьми острых зубчиков, при этом данные зенкеры опционально комбинируются со сверлами, развертками и другими сверлильно-режущими инструментами.
Разновидности зенковок
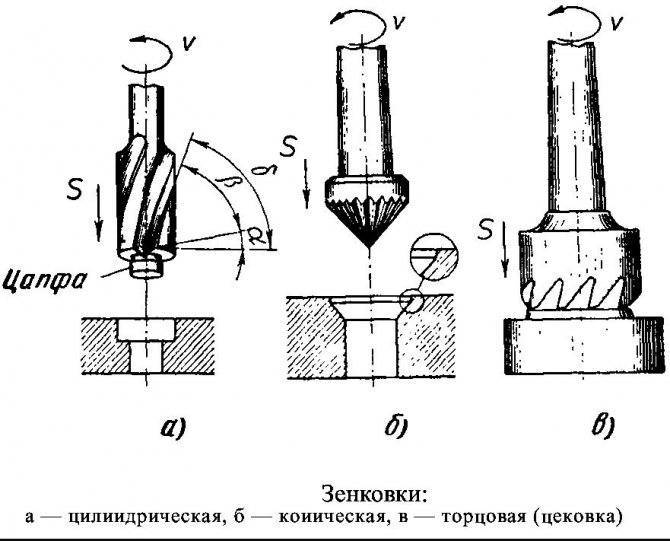
Для обработки отверстий или создания углублений канонической формы применяются зенкеры и зенковки. В разных условиях для обрабатываемых отверстий могут быть разные параметры. Выполняются они при помощи разновидностей зенкеров или зенковок. Давай разберёмся какие виды таких зенковок существуют:
- Конические. В данной зенковке ножи расположены под углом от 30 до 120 градусов и центра к краям.
- Цилиндрические. Имеют режущую кромку по окружности цилиндра, за счёт чего получаются ровные цилиндрические отверстия
- Торцевые зенковки.
При помощи зенковки возможно выполнять следующие действия над отверстием:
- Обработка отверстия с созданием конуса
- Получения конического углубления для саморезов или другого крепежного элемента.
- Удаление фаски и стружки из отверстий.
Конструкция
Зенковка коническая состоит из двух основных элементов — рабочей части и хвостовика. Рабочая часть имеет конус со стандартным рядом углов на вершине от 60 до 120°. Количество режущих лезвий зависит от диаметра инструмента и может быть от 6 до 12 штук.
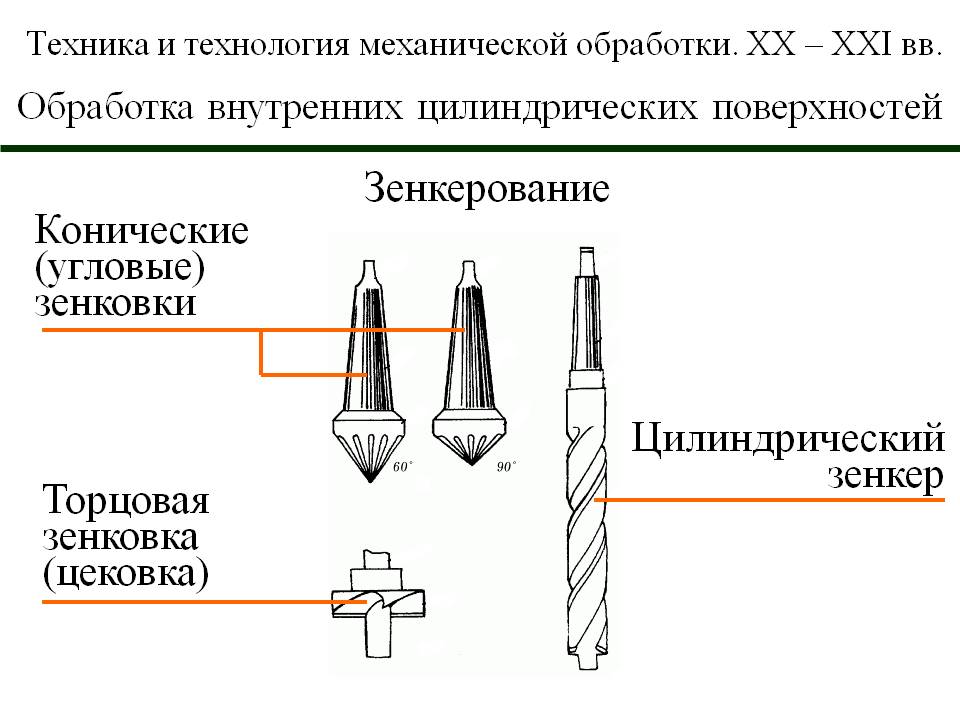
Цилиндрическая зенковка по своей конструкции похожа на сверло, но имеет больше режущих элементов. На торце расположена направляющая цапфа необходимая для фиксации положения инструмента в процессе обработки. Ограничитель может быть съёмным или быть часть тела инструмента. Первый вариант более практичен, так как расширяет возможности обработки. Также может быть установлена режущая насадка.
При необходимости рассверливания нескольких отверстий на равную глубину применяется инструмент с державками с вращающимся или неподвижным ограничителем. Перед обработкой зенковка фиксируется в державке таким образом, чтобы режущая часть выступала из упора на расстояние равное требуемой глубине обработки отверстий.
Это интересно: Труба ВГП — расшифровка, описание, преимущества и область применения
Инструмент изготавливается из инструментальных легированных, углеродистых, быстрорежущих и твердосплавных марок стали. Для обработки чугунных деталей чаще всего используются твердосплавные стали, для обычных сталей – быстрорежущие и инструментальные.
Конструкция конусного зенкера
Это приспособление предназначается для пропуска конусовидных проемов небольшой глубины. Главной особенностью в конструкции элемента считается присутствие зубьев прямого типа и абсолютно плоского внешнего основания. Численность элементов реза, в соответствии с калибровкой, может варьироваться в значении 6 – 12 единиц.
Зенкерование отверстий считается ручной процедурой, осуществляемой через токарный агрегат, на котором крепится зенкер. Возделываемая деталь зажимается в патронаже агрегата, проверяется верное ее расположение в углублении.
Осевые центры электрошпинделя и заднего узла станка должны находиться на одном уровне. Это дает снизить риск вылета технически подвижной гильзе (пиноль). В отделываемое отверстие наконечник инструментария дается вручную.
Чтобы получить после операции зенкерования проем нужного поперечника, при сверлении производится припуск 2-3 мм. Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.
Зенкеровка может выполняться в порядке резания. В этой ситуации подача инструментария увеличивается вдвое, чем при сверловке, а скорость хода остается прежней.
Углубление резания зенкером закладывается примерно в 50 процентов припуска на поперечник. Раззенковка отверстий инструментом, реализовывается с применением охлаждающих материалов.
Механизм из твердых сплавов не требует внесения вспомогательного хладоносителя.
Зенкер при обрабатывании проемов гарантирует высокую точность, но избежать брака совсем нельзя. Самыми распространенными пороками обработки считаются:
Увеличенный поперечник проема. Главная причина возникновения подобного изъяна считается применение приспособления с неверной заточкой. Уменьшенный поперечник углубления. Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер. Вызывающая чистота. Этот изъян может быть вызван рядом причин
Обычно, уменьшение чистоты кроется в неважной заточке приспособления. На практике также причиной порока может служить чрезмерная вязкость материала изделия. Поэтому элемент налипает на ленты инструмента
Повреждение также вызывается погрешностью токаря, сделавшего неверную подачу и ускорение реза. Частичная обработка проема. Эта причина обычно возникает в результате неверной фиксации детали либо неправильным припуском под зенкеровку, сохраненным после сверления
Поэтому элемент налипает на ленты инструмента. Повреждение также вызывается погрешностью токаря, сделавшего неверную подачу и ускорение реза. Частичная обработка проема. Эта причина обычно возникает в результате неверной фиксации детали либо неправильным припуском под зенкеровку, сохраненным после сверления.
Цековка в разных вариантах и видах
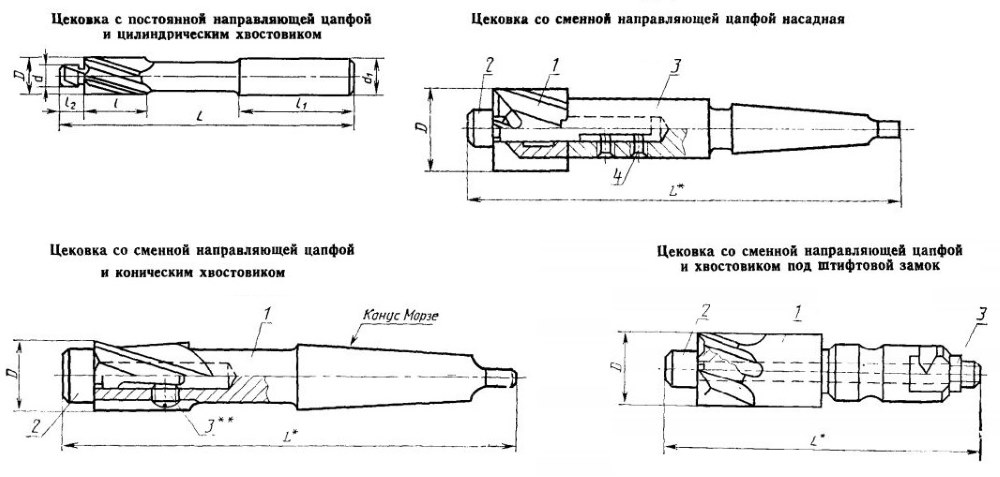
В соответствии с ГОСТ цековки делятся на несколько видов:
- С постоянными цапфами и хвостовиками цилиндрической формы.
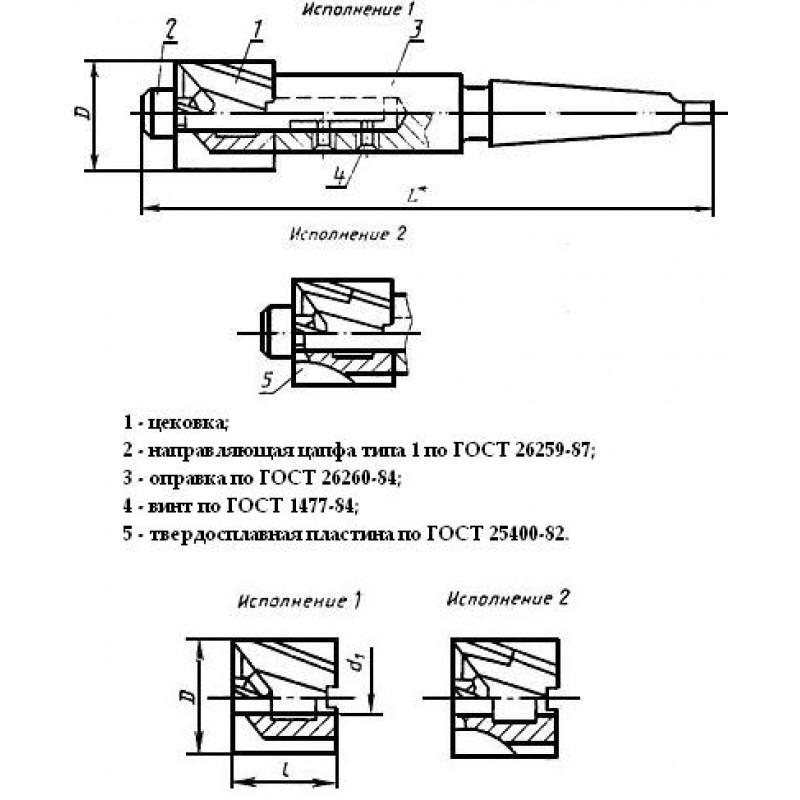
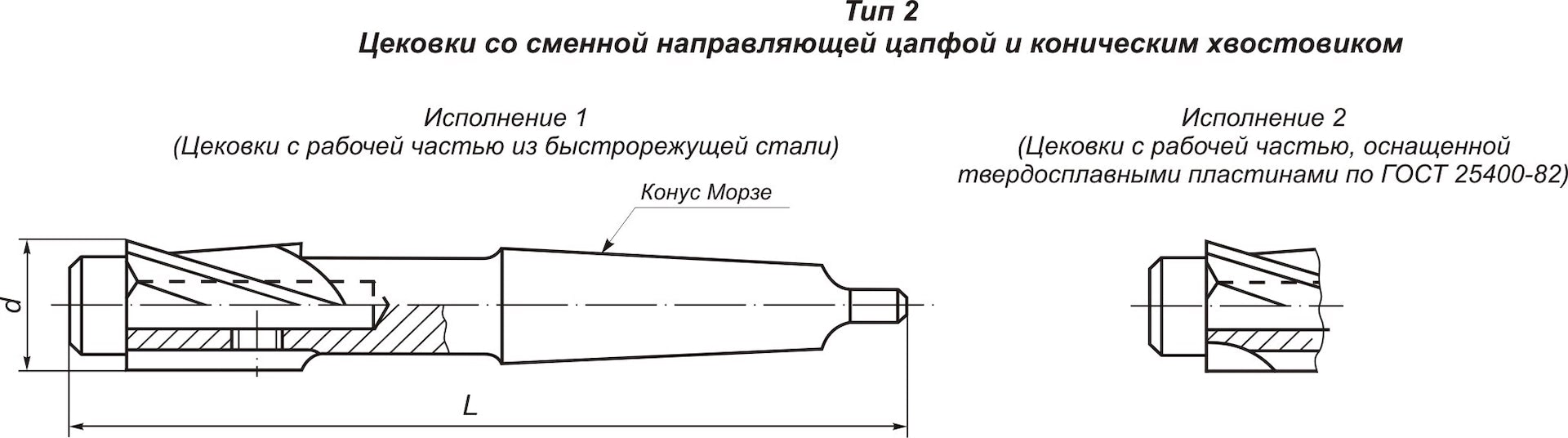
- С переменными цапфами и хвостовиком конической формы.
- Насадные, со сменными цапфами.
- Со сменными цапфами и хвостовиком со штифтовым замком.
По материалу изготовления выделяются следующие виды:
- инструмент с рабочей поверхностью из быстрорежущих инструментальных сталей;
- с рабочей поверхностью из твердосплавных сталей.
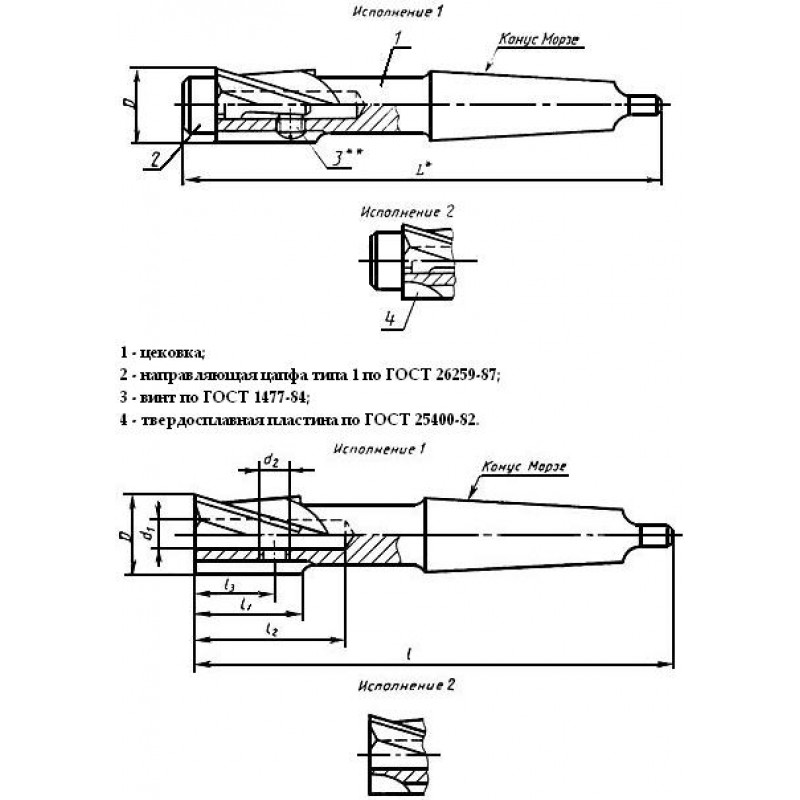
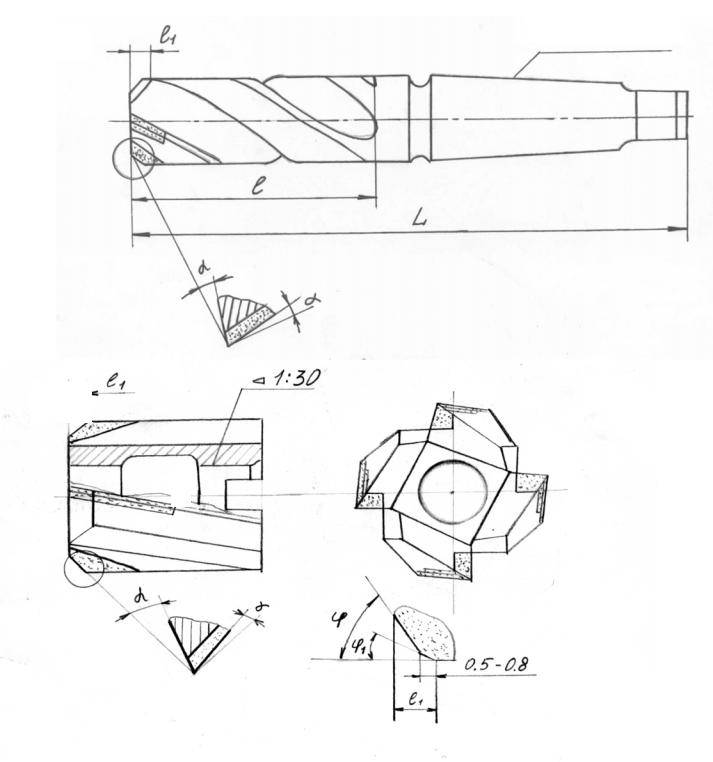
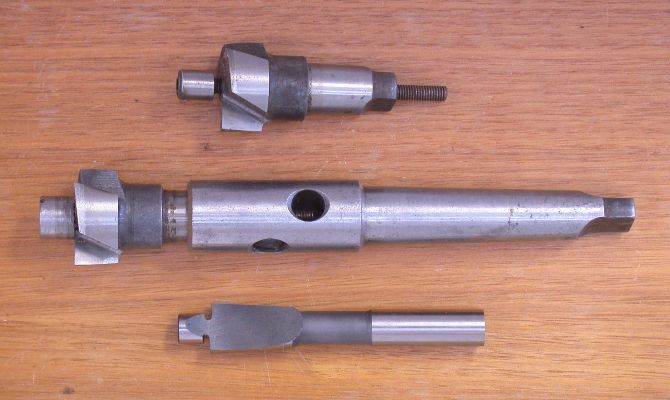
Основным конструктивным элементом цековок с цапфой является рабочая часть с лезвиями и хвостовик.
Количество лезвий может быть различным, но наибольшее распространение получило трехлезвийное сверло-цековка.
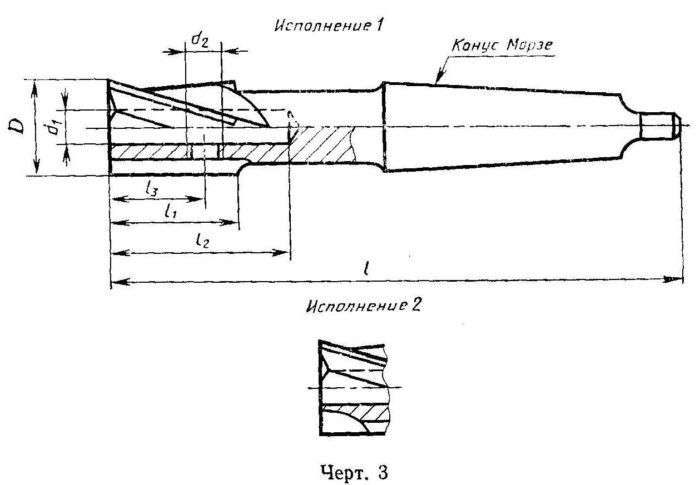
Закрепление инструмента в кулачке патрона станка осуществляется с помощью хвостовика. В зависимости от разновидности инструмента хвостовик может быть цилиндрическим или «конус Морзе».
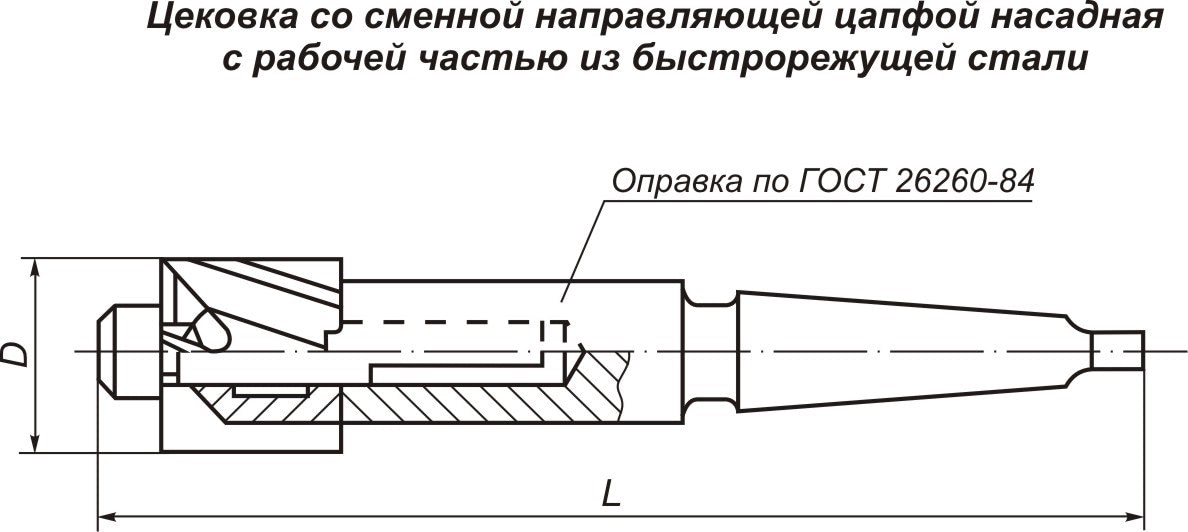
Цековки с цапфой позволяют обеспечить лучшую соосность обрабатываемого отверстия и углубления под крепежные элементы. Цапфа в таких инструментах играет роль направляющей. Основное предназначение инструментов с цапфой – цековка торцевых поверхностей бобышек под гайки, шайбы, кольца.
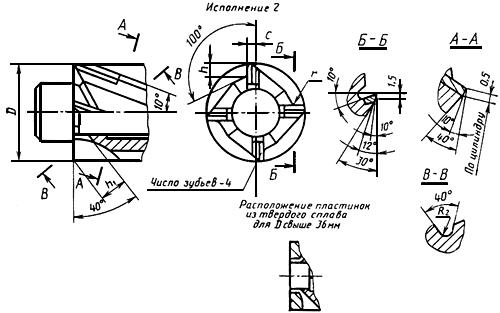
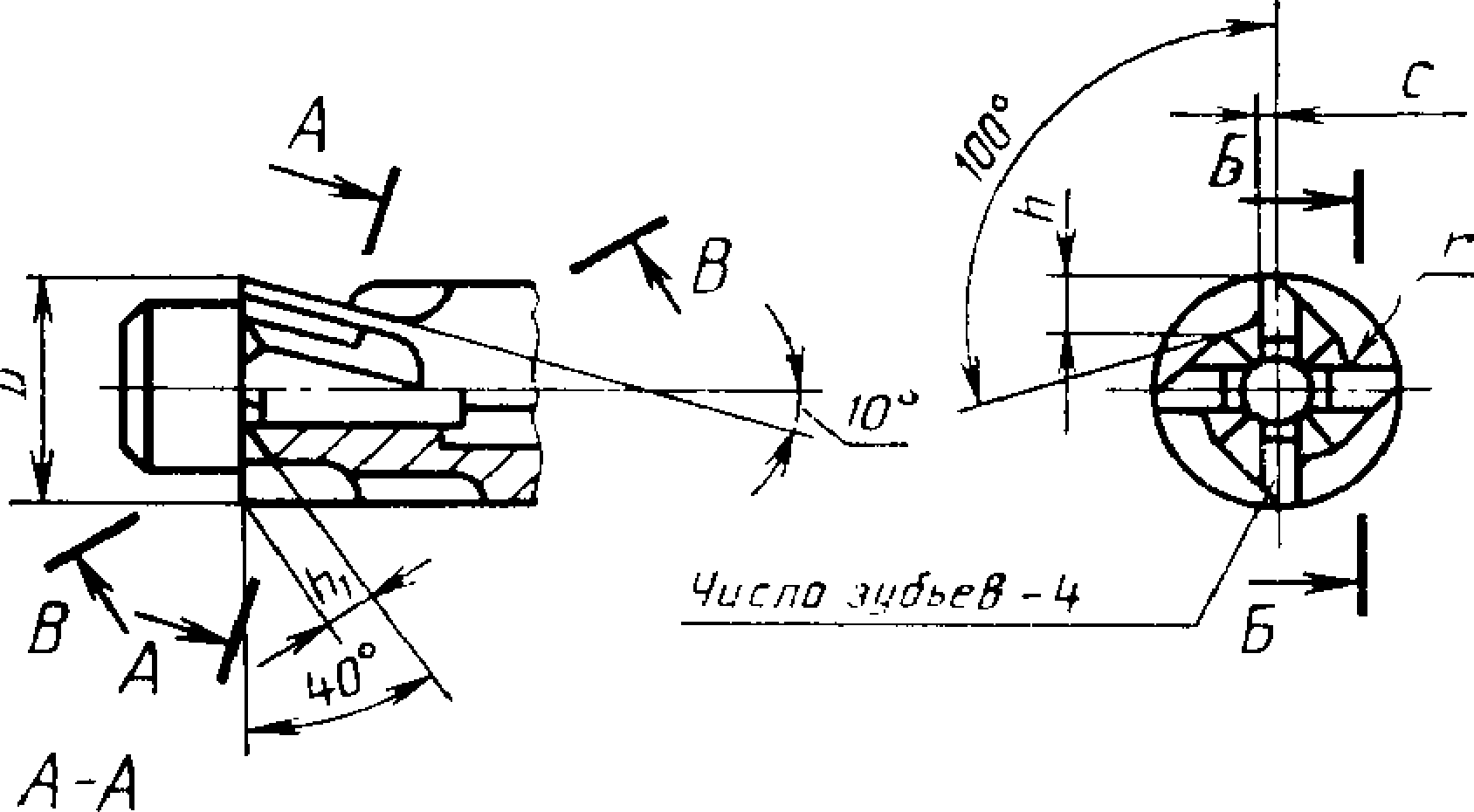
Для снятия больших припусков металла применяются двузубые торцевые зенкеры. Эта разновидность отличается наличием небольшого (0,3 мм) смещения относительно хвостовой и рабочей частей инструмента. Каждый зуб затачивается по задней части под определенным углом. Таким образом формируется передняя режущая часть со смещением по оси и поперечное лезвие с подточкой. Подобная конструкция позволило увеличить показатели точности обработки.
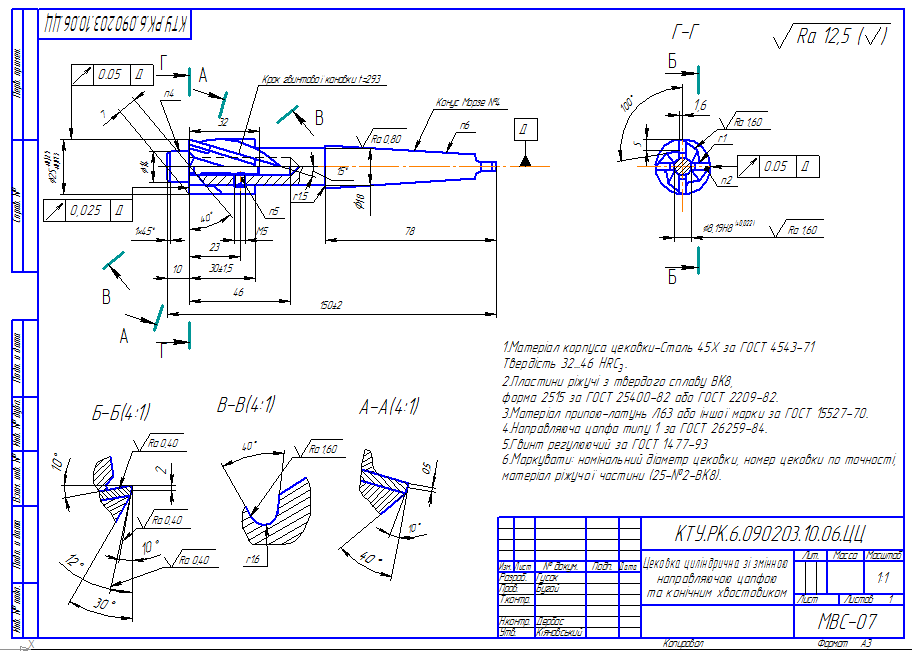
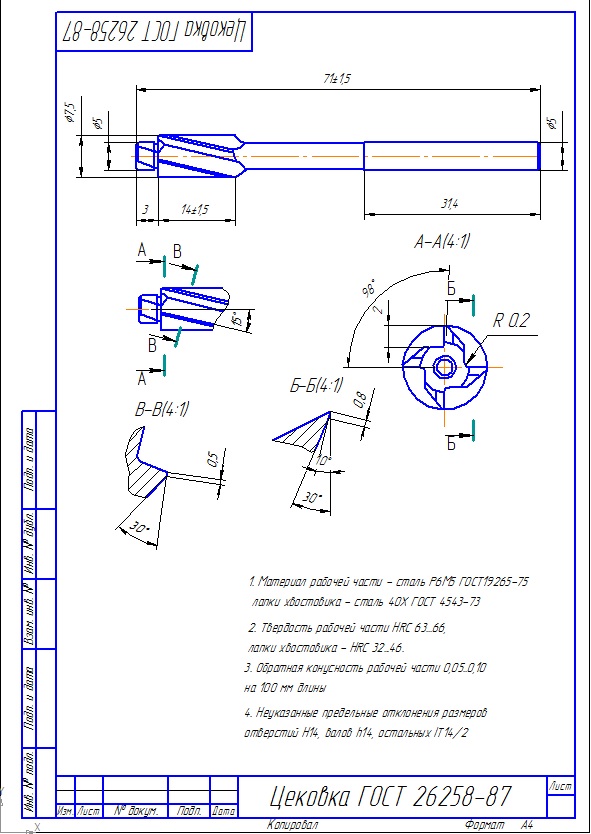
ГОСТ 26258-87 определяет важные технические требования, предъявляемые к цековкам:
- рабочая часть инструмента изготавливается из инструментальной быстрорежущей стали, хвостовик – из стали 45 (ГОСТ 1050-74) или 40Х (ГОСТ 4543-71);
- инструменты диаметром менее 8 мм с цилиндрическим хвостовиком изготавливаются цельными, разновидности с коническим хвостовиком или модели диаметром более 8 мм – сварными;
- режущая часть не должна иметь сколов, прижогов, заусенцев и других дефектов;
- обратная конусность должна быть равномерной по всей длине рабочей части. Для цековок, изготовленных из инструментальных сталей, этот показатель составляет 0,08-0,16 мм, для твердосплавных – 0,05–0,10 мм на 100 мм длины.
Разновидности
В России изготавливают следующие разновидности:
- С цилиндрическим литым или сварным хвостиком, который скрепляется вместе с цапфой-фиксатором. Подобная разновидность деталей является самой распространенной на производствах, где в течение длительного времени используются одни и те же инструменты, поэтому мастер не нуждается в точной настройке инструментов.
- С коническим хвостиком, который имеет подвижное сочленение с цапфой-фиксатором. При необходимости цапфу можно снять и заменить на другую, что позволяет увеличить точность обработки. Подобные цековки обычно используются, если нужна очень высокая точность обработки. Например, при работе с цветными металлами и пластичными сплавами.
- Также существуют цековки насадного типа, со сменными хвостиками и/или цапфами. Они встречаются достаточно редко, поскольку первые две разновидности деталей почти полностью покрывают все основные случаи применения. Однако все-таки нестандартные цековки все еще можно встретить — при обработке дорогих металлов и сплавов, где требуется минимальный выход стружки, при работе со сверхпрочными металлами, при работе с нестандартными инструментами.
Также различают две разновидности цековок в зависимости от типа режущих поверхностей:
- Цековки, выполненные из стали целиком. Обладают хорошей прочностью и твердостью. Хорошо режут все основные металлические сплавы за исключением сверхпрочных разновидностей стали. Не требуют какого-либо специфического ухода или осмотра, долго сохраняют свою прочность.
- Цековки со сверхпрочными напайками. Обладают сверхвысокой прочностью, поэтому хорошо режут все металлы включая сплавы повышенной прочности. Имеют ограниченный срок действия, поскольку напайки со временем теряют свою прочность. Поэтому периодически нужно проводить осмотр, а в случае обнаружения дефектов необходимо заменить деталь на новую.
Виды цековок
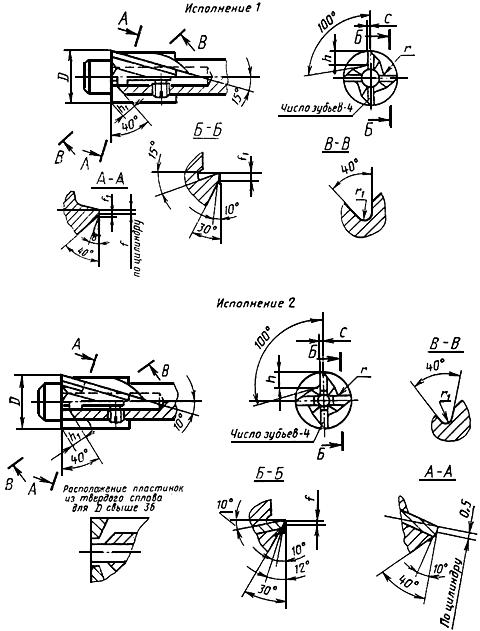
Обозначение цековки на чертеже дается в ГОСТ 26258-87. Этот же нормативный документ определяет технологические особенности производства режущего инструмента и делит их на категории. Согласно классификации, выпускаются:
- цековки с хвостовиками цилиндрического типа и направляющими цапфами, которые являются единым целым с инструментом;
- инструменты с хвостовками конического типа и съемными цапфами;
- изделия насадного типа в виде режущих головок (надеваются на оправы с коническими хвостовиками, цапфа сменная);
- инструменты со сменными цапфами и хвостовиками, которые крепятся в штифтовых замках станков.
Это интересно: Токарная обработка металла. Особенности процесса и необходимое оборудование
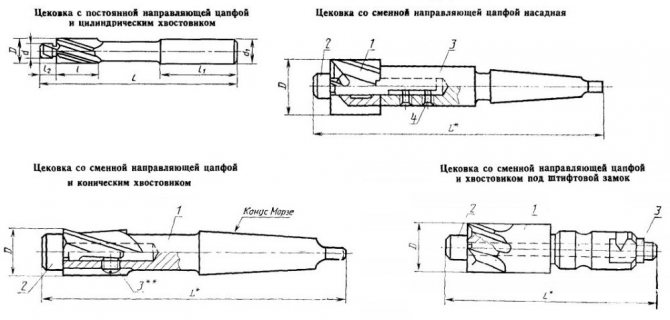
Изображение №3:Разновидности цековок
Рабочие части инструментов изготавливают:
- целиком из быстрорежущей стали;
- с твердосплавными напайками.
Цековки по металлу имеют разное количество рабочих лезвий. Изделия с цилиндрическими хвостовиками оснащаются двумя-четырьмя лезвиями. Все остальные разновидности — четырьмя.

На то, как именно инструмент фиксируется в станке, влияет тип хвостовика.
- Цековки с хвостовиками цилиндрического типа устанавливаются в патроны.
- Инструменты с хвостовиками конической формы крепятся в посадочные отверстия, конусы Морзе.
- Изделия с хвостовиками для крепления в штифтовых замках используются вместе с укомплектованными этой арматурой станками.
Основные технические требования к изготовлению цековок
Согласно ГОСТ 26258 насадной инструмент, а также инструмент с рабочей частью, диаметр которой до 8 мм, и цилиндрическим хвостовиком изготовляют цельным. Цековки с рабочей частью, диаметр которой свыше 8 мм, и цилиндрическим хвостовиком, а также с хвостовиком под замок и коническим делают сварными. В месте сварки не должны допускаться трещины и поджоги, а в сварочном шве – окисление, свищи и поры.
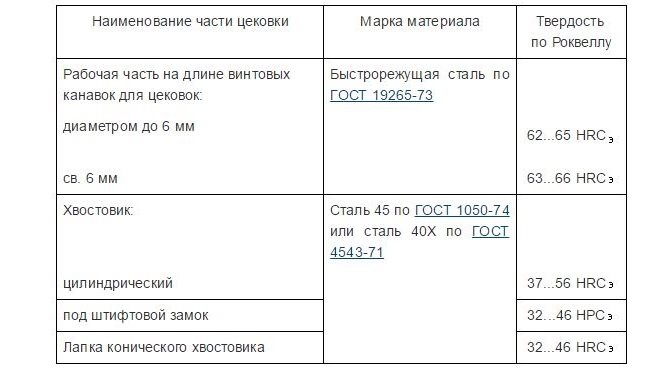
Корпус вдоль стружечной части винтовых канавок и хвостовик всех цековок выполняют из стали 45Х, 40Х (ГОСТ 4543) либо 45 (ГОСТ1050). В зависимости от исполнения инструмента материал его рабочей части будет следующим:
- У цековок 1-го исполнения режущая часть и гребни винтовых канавок из быстрорежущей стали, изготовленной по ГОСТ 19265.
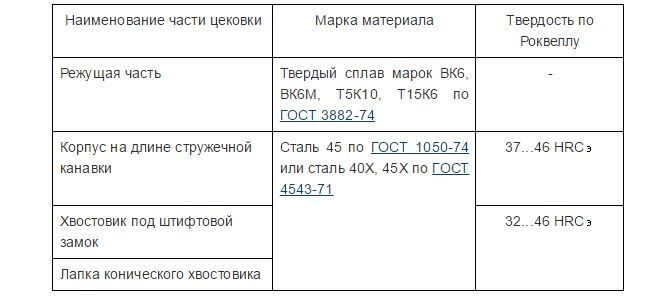
- У 2-го исполнения – материал режущей части это одна из следующих марок твердого сплава по ГОСТ 3882: Т15К6, Т5К10, ВК6М, ВК6. Размеры и форма твердосплавных пластин согласно ГОСТ 25400.
Для крепления твердосплавных пластин на рабочей части в качестве припоя должны использоваться сплав МНМц 68-4-2 или латунь марок Л68 либо Л63 (ГОСТ 15527). При пайке следует формировать слоя припоя толщиной до 0,2 мм.
На всех поверхностях инструмента не должно быть следов коррозии, заусенцев, трещин и раковин, на шлифованных – черновин, а на режущей части – прижогов и сколов. После термообработки цековки ее центровые отверстия не должны иметь разработанных мест и забоин.
Обратная конусность кромок рабочей части инструмента должна быть равномерной: у цековок 2-го исполнения вдоль длины твердосплавных пластин, а 1-го исполнения – рабочей части. Величина обратной конусности инструмента с рабочей частью, выполненной из быстрорежущей стали, не должна выходить за пределы значений 0,08–0,16 мм из расчета на 100 мм длины, а оснащенного пластинами из твердого сплава – 0,05–0,10 мм на размер пластины.
Требования государственных стандартов к изготовлению цековок
Требования к производству цековок определяет ГОСТ 26258-87. Так, согласно этому документу, инструмент насадного типа, а также тот, диаметр рабочей части которого не больше 8 мм, а хвостовик имеет цилиндрическую форму, производится в цельном виде. Инструменты, диаметр режущей части которых составляет более 8 мм, со всеми типами хвостовиков, должны иметь сварную конструкцию. К качеству сварных швов, при помощи которых изготавливается такой инструмент, предъявляются высокие требования. В этих швах исключается наличие трещин и прожогов, они не должны содержать следов окисления, трубчатых полостей и пор.
Основной стержень цековок, включая хвостовик, делают из стали марок 45, 40 Х или 45Х. Для режущей части могут быть использованы следующие материалы.
- Инструменты, которые целиком изготовлены из быстрорежущей стали, выполняются из материала, требования к которому оговариваются положениями ГОСТа 19265.
- Материалами для режущей части цековок с твердосплавными пластинами могут быть ВК6, ВК6М, Т5К10, Т15К6. Требования к характеристикам материала таких пластин оговариваются в ГОСТе 3882, а к их геометрической форме и размерам – в ГОСТе 25400.
Твердосплавные пластины на рабочей части инструмента фиксируются при помощи припоя марок МНМц 68-4-2, латуни марок Л63 или Л68. Толщина припоя должна составлять не менее двух десятых миллиметра.
Материал цековок с твердосплавными пластинами
Как и поверхность сверл, резцов и других металлорежущих инструментов, поверхность цековок должна быть лишена дефектов – следов коррозии, трещин, пустот и заусенцев. На шлифованной части не допускается наличие трещин и надрывов, а на рабочей – сколов и прижогов. Центровые отверстия цековок после закалки и отпуска не должны иметь углублений и разработанных мест.
Такой геометрический параметр цековки, как обратная конусность (уменьшение диаметра по направлению к хвостовику), должен отличаться равномерностью по всей длине рабочей поверхности (для инструмента из быстрорежущей стали), по всей высоте режущих пластин (для инструмента с твердосплавными напайками). Допуски на указанный параметр, согласно чертежу и требованиям нормативного документа, должны составлять для цековок из быстрорежущей стали не более 0,08–0,16 мм на 100 мм длины рабочей части, для цековок с напайками из твердого сплава – 0,05–0,1 мм на весь размер пластин.
Вопрос-ответ
Как определить оптимальную скорость резания?
Скорость резания подбирают с учетом диаметра инструмента и частоты вращения. Обязательно введение поправочных коэффициентов. Полученные данные можно использовать для вычисления частоты вращения шпинделя.
Как определить глубину резания цековкой?
Этот показатель вычисляют как половину диаметра режущего инструмента за вычетом диаметра чернового отверстия.
Возможно ли изготовление цековок на заказ?
Да, изготовит инструменты по вашим чертежам в срок от 5 до 45 дней.
а. Ц. имеет нижнюю гладкую направляющую часть, вставляемую в отверстие, вокруг которого производится обработка, что позволяет выдерживать взаимную перпендикулярность получаемой поверхности и оси отверстия.
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969-1978 .Синонимы :
Смотреть что такое «Цековка» в других словарях:
- Зенковка для зачистки торцовых поверхностей. Обычно цековки выполняются в виде насадных головок, имеющих торцовые зубцы. Цековками производят обработку бобышек под шайбы, упорные кольца, гайки. См. также: Режущие инструменты Финансовый словарь… … Финансовый словарь
Зенковка, цекование, зенкер Словарь русских синонимов. цековка сущ., кол во синонимов: 4 зенкер (2) зенко … Словарь синонимов
цековка
— Ндп. торцовый зенкер торцовая зенковка подрезка Осевой многолезвийный инструмент для обработки цилиндрического и (или) торцового участка отверстия заготовки. Недопустимые, нерекомендуемые подрезкаторцовая… … Справочник технического переводчика
цековка
— цек овка, и, род. п. мн. ч. вок … Русский орфографический словарь
Цековка
— Зенковка для зачистки торцовых поверхностей (например, снятие бобышек). Как правило, выполняется в виде насадных головок, имеющих торцовые зубцы … Словарь строителя
Цековка, обработка вокруг отверстия детали для получения плоскости, конич. или цилиндрич. углубления под головку винта или гайку, Реж. инструмент спец. зенкер (цековка) … Большой энциклопедический политехнический словарь
Зенковка, зинковка, цековка Словарь русских синонимов. зенкер сущ., кол во синонимов: 2 инструмент (541) … Словарь синонимов
Орудие производства для изменения формы и размеров обрабатываемой металлической заготовки путём удаления части материала в виде стружки с целью получения готовой детали или полуфабриката. Различают станочный и ручной М. и. Основные части… …

Обработка поверхности детали вокруг отверстия (разновидность зенкерования (См. Зенкерование)), предназначенная для образования плоскостей или углублений под головку винта, шайбу, упорное кольцо и т.п. Ц. производится на сверлильных,… … Большая советская энциклопедия
Эту статью следует викифицировать. Пожалуйста, оформите её согласно правилам оформления статей. Сверление вид механической обработки материалов резанием, при котором с помощью специального вращающегося режущего инструмента (сверла … Википедия
Цековка или зенкер торцовый – это вид металлорежущего инструмента, предназначенный для выполнения отверстий цилиндрической формы и снятия фасок отверстий. Может применяться для работы по сталям, цветным металлам, твердым сплавам.
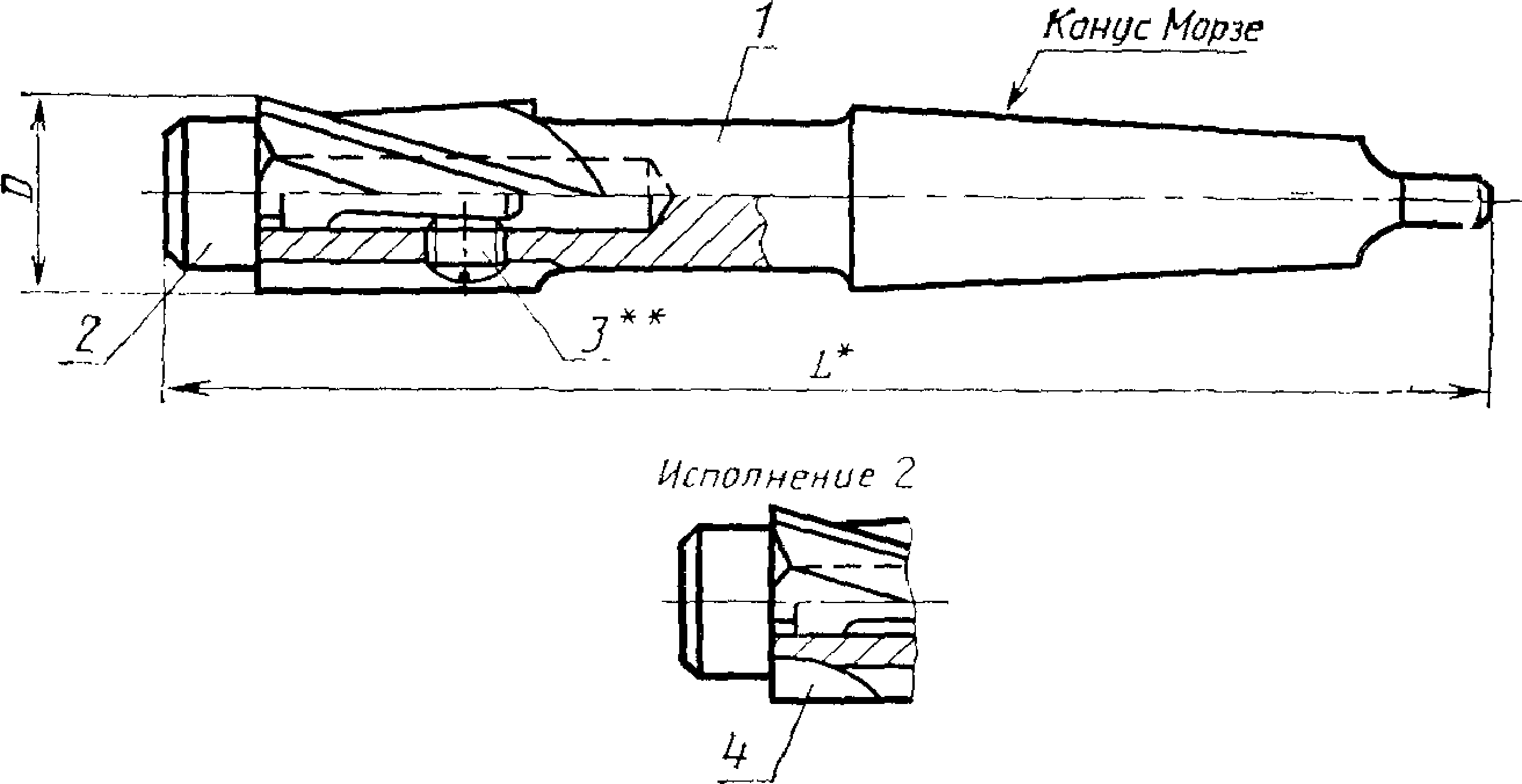
Цековка ф 22,0 к/х КМ2 без цапфы
Когда Вы подписываетесь на рассылку, мы (Ижевский инструментальщик) добавляем ваш адрес электронной почты в соответствующий список рассылки. Пока он хранится там, мы знаем, что сможем связаться с вами при случае.
Вы всегда можете попросить нас удалить ваш адрес из списка. Есть несколько способов сделать это:
- После регистрации учётной записи, войдите в неё и отмените подписку в настройках вашего профиля.
- Воспользуйтесь ссылкой «Отменить подписку» в письмах, которые Вы получаете.
- Отправить письмо по адресу
Мы можем использовать третьесторонние почтовые сервисы (MailChimp и/или Mad Mimi) для отправки рассылок. Некоторые сотрудники нашего магазина могут просматривать списки рассылок с адресами. Таким образом они смогут удалить Ваш адрес электронной почты из списка, если Вы потребуете сделать это.
Если Вы считаете, что Ваши персональные данные используются не по назначению, Вы имеете право обратиться с жалобой в надзорный орган. Согласно “Общему регламенту по защите данных” в ЕС мы обязаны сообщить Вам об этом праве, однако мы не планируем использовать Ваши данные не по назначению.
Область применения инструмента
Цековки являются многолезвийным инструментом и относятся к разновидности зенкера. Используются при выполнении технологических операций по созданию цилиндрической, конической поверхности. Торцевым зенкерованием выравнивают опорные площадки возле готового отверстия. Полученные углубления позволяют разместить головки крепежных элементов, чтобы они не выступали над поверхностью.
С помощью процесса цековки осуществляются следующие виды механообработки:
Цекование
- Выравнивание торцов во внутренних элементах конструкции;
- Делаются опорные поверхности под крепеж;
- Удаляются заусенцы и наплывы;
- Происходит содание ступенчатых отверстий;
- Снятие фасок на кромках.
Режущий инструмент позволяет работать на станке со стальными, чугунными заготовками и деталями из цветного металла и различных сплавов.
Цекование отверстий направлено на решение важных технологических задач:
- Рост качества обработки внутренних элементов.
- Подготовка под выполнение последующих операций обработки и сборки.
- Реализация норм по геометрической точности и расположению, например, нормального расположения к оси обработанного отверстия.
По причине сходства конструкции и технологии использования цековку прозвали торцевым зенкером.
Инструмент используется на сверлильных, токарных, фрезерных, расточных и специализированных металлорежущих станках.
К разновидности цековок для обработки труднодоступных участков относятся инструменты обратного хода. Цековка устанавливается на оправку и выполняет подрезку торца ходом пиноли снизу вверх, а не наоборот, как при традиционной обработке на станке.

Работы выполняемые на сверлильном станке