Этапы сварочных мероприятий
Разобраться с ключевыми тонкостями сварки алюминия не так сложно, как может показаться на первый взгляд. Посредством многочисленных попыток и экспериментов можно достичь успешных результатов и выучить подобное мастерство наизусть. Итак, пошаговые действия качественного соединения металлических изделий состоят из таких этапов и особенностей:
Если толщина свариваемой пластины превышает 5 миллиметров, необходимо провести разделку кромок. Для этого рекомендуется сделать срез краев под углом 45 градусов, хотя другие значения тоже допускаются. Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
Подготовленную заготовку тщательно прогревают. Для удаления лишней жидкости используют пропан-кислородное пламя. Роль рабочего инструмента выполняет резак или обычный баллончик с бытовой горелкой. Необходимо прогреть поверхность до 150 градусов и убедиться, что материал достаточно сухой.
После тщательно прогрева необходимо выполнить зачистку оксидной пленки. В этом случае вы можете воспользоваться обычной щеткой для очистки металла
Важно снять тугоплавкий слой в начале зоны сварки. Следующие действия проводятся посредством электрода, состав и температура которого способны разъедать оксид и проводить повторную сварку.
На подготовленном изделии устанавливают прихватки, которые фиксируют все свариваемые части
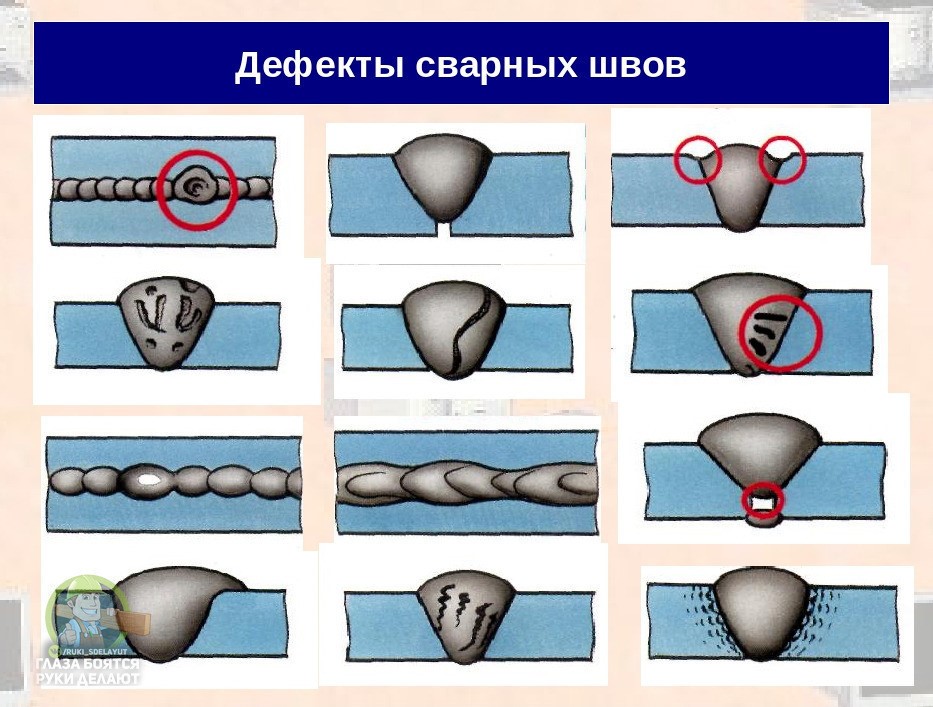
Корневой шов должен быть ровным и полностью заполнять зазор. Угол относительно свариваемых частей должен составлять не меньше 90 градусов. Это может показаться непривычным для неопытных сварщиков, или тех, кто вынужден был работать с углеродистыми сталями. Однако подобным образом расплавляемый металл будет более точно попадать в место соединения. После остывания поверхности происходит осыпание шлака. К сожалению, такое действие осуществляется с большим трудом, поэтому без острого молоточка не обойтись.
Следующие слои шва наносятся до того уровня, пока не заполнится вся толщина.
Подготовительные действия
Независимо от условий сварки — производственных или домашних, нужно правильно отнестись к подготовке кромок заготовки. Подобное действие заключается в таких процессах:
- Поверхность детали, которая будет поддаваться сварке (а также поверхность присадочного материала), тщательно очищают от грязи, масла и жира. Для обезжиривания поверхности используют уайт-спирит, ацетон, авиационный бензин и множество других растворителей.
- К подготовительному этапу относятся и такие действия, как разделка кромок свариваемых деталей, которую выполняют только при острой необходимости. Если при сварке вы не используете покрытые электроды, то разделку кромок осуществляют при толщине соединяемых деталей, превышающей 4 миллиметра. Если толщина алюминиевого сплава превышает 20 мм, то без применения электродов не обойтись. Если сварке поддаются алюминиевые листы толщиной до 1,5 миллиметров, то их торцы предварительно отбортовывают перед соединением.
- Как уже говорилось выше, непосредственно перед сваркой поверхность детали нужно полностью очистить от оксидной пленки. В таком случае принято использовать качественный напильник или щетку с ворсинками для зачистки металла. В некоторых случаях тонкий слой оксидной пленки удаляется и посредством специальных химических средств, таких как, каустическая сода, бензин и другие. При обработке каустической содой заготовку нужно тщательно промыть проточной водой.
Оборудование и электроды
Обратите внимание на список самых необходимых инструментов и приспособлений. В большинстве случаев действие проводят с помощью обычного инвертора
Такой прибор обладает удобной конструкцией, поэтому его легко перемещать или передвигать по мастерской. Полярность выставляется таким образом, чтобы в руках рабочего размещался «плюс», а на заготовку воздействовал «минус». В этом случае нужно обзавестись розеткой с 220 V.
При выборе электродов нужно отдавать предпочтение специализированным моделям типа UTP 48 или подобным аналогам. Они могут обладать разным диаметром и подбираться с учётом толщины металла. Состав расходного сырья тоже обладает некоторыми гигроскопичными свойствами, поэтому его приходится предварительно просушивать, чтобы обеспечить более качественное соединение.
Особенности соединения алюминиевых изделий
Многие характеристики цветных металлов препятствуют созданию прочного и надежного соединительного шва
Сварка алюминия и его сплавов не является исключением, здесь также важно учитывать целый спектр особенных свойств этого материала
Основными особенностями надежного соединения деталей из алюминия являются:
- Температура плавления самого металла – 660℃, в то время как оксидная пленка, которая всегда присутствует в процессе сварки, плавится при температуре около 2000℃.
- Серьезной проблемой является создание сварочной ванны, так как алюминий в расплавленном состоянии обладает высокой текучестью. Поэтому сварка алюминия в домашних условиях требует использования специальных приспособлений, которые способны эффективно отводить тепло из зоны соединения.
- Оксидная пленка моментально покрывает капли расплавленного металла и существенно препятствует формированию надежного, сплошного сварочного шва. Для предотвращения этого недостатка в процессе сварки алюминия и его сплавов необходимо применять защитный газ, который обволакивает сварную зону и препятствует взаимодействию металла с воздухом.
- Растворенный водород, который входит в химический состав алюминиевых сплавов, стремится выйти в атмосферу. Этот процесс приводит к образованию кристаллизационных трещин и воздушных пор при сварке.
- Процесс соединения материала необходимо осуществлять при больших величинах тока, так как он имеет высокую теплопроводность.
- Высокий коэффициент линейного расширения способствует значительной усадке металла при застывании.
- Метод выполнения сварки алюминия и режим соединения очень затруднены тем, что трудно визуально определить марку металла.
Специфика
Сам инвертор, применяемый для сварки алюминиевых заготовок, может быть начального уровня, бытового класса. Решающее значение играет подготовка поверхности, подбор сварочных материалов и тщательное соблюдение технологии.
Электроды серий ОЗ обладают отличными эксплуатационными качествами. Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140оС в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.
![]()
В ходе работы нужно соблюдать внимательность и осторожность. Высокая текучесть расплава и его тенденция к образованию брызг не позволяет работать в вертикальном и потолочном положениях
И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
Во избежание температурных деформаций в ходе затвердевания швы нужно стараться по возможности размещать дальше друг от друга.
Пошаговая инструкция по сварке
Если вы уяснили основные требования, как правильно варить алюминий инвертором, то можно приступать непосредственно к сварочным работам, при этом соблюдая следующую последовательность:
- Настраиваем сварочный инверторный аппарат и для этого:
- переводим тумблер AC/DC в режим переменного электрического тока AC;
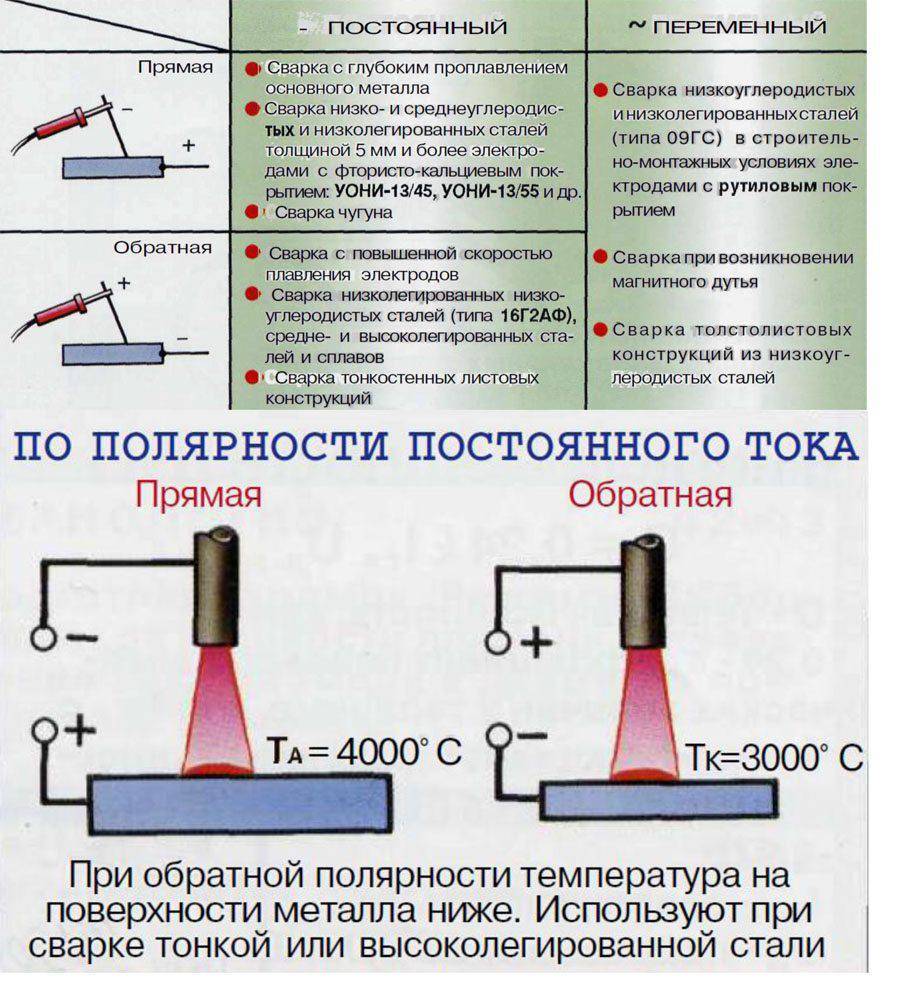
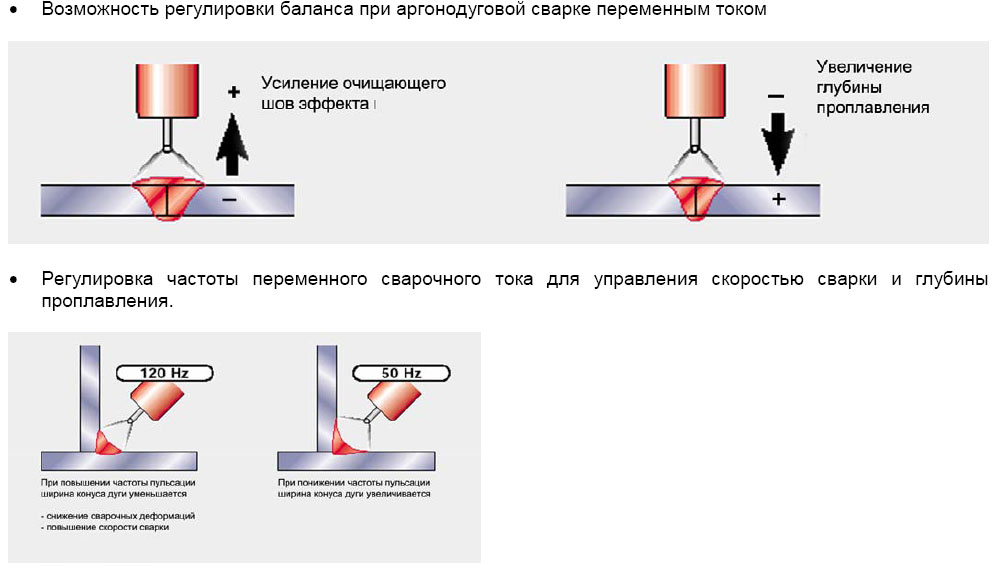
- баланс полярности устанавливаем из положения 50/50, смещая его в отрицательную сторону при работе с чистым алюминием, а для различных сплавов используем положительную часть диапазона регулировки;
- устанавливаем сварочный ток исходя из толщины самого материала и диаметра электрода, так для двухмиллиметрового листа алюминия и 3 мм присадочной проволоки достаточно выставить силу сварочного тока в 60 ампер;
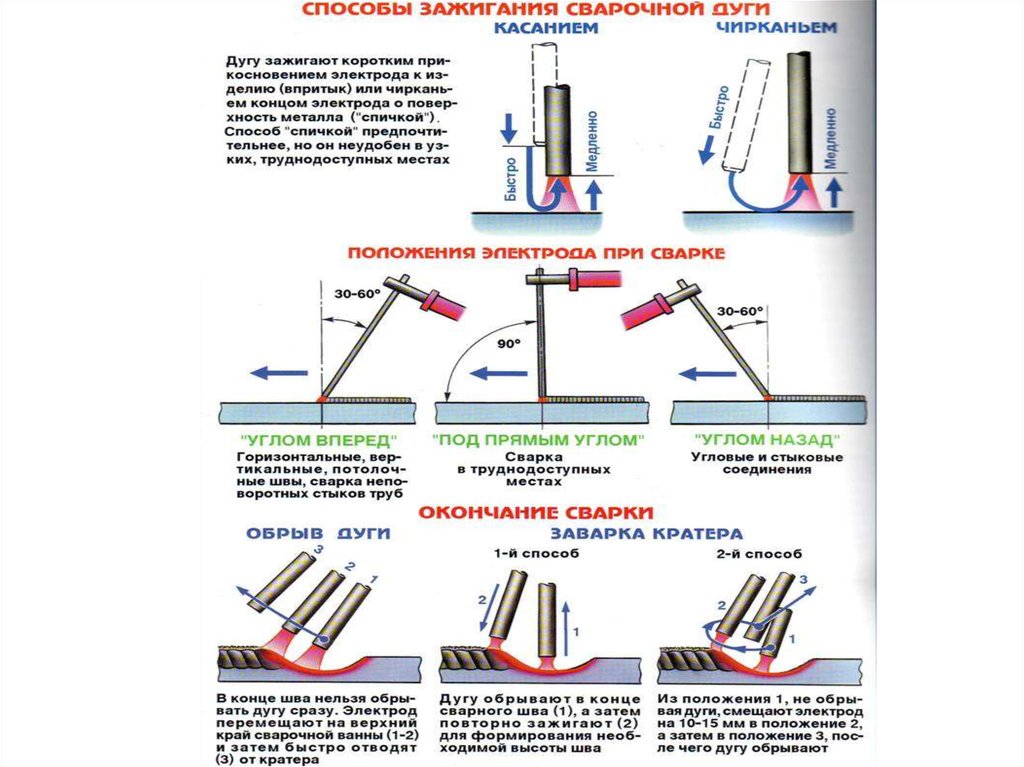
- настраиваем замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны, которая также зависит от толщины заготовки и при 2 мм необходимо выставить время примерно в 3 секунды;
- устанавливаем время и интенсивность продувки инертным газом, необходимое для охлаждения сварочного шва.
- Подготавливаем алюминиевые детали для сварки путем:
- проведения механической очистки от оксидной пленки места будущей сварки с помощью металлической щетки или наждачной бумаги, доводя поверхность до идеального белого блеска;
- обезжиривания поверхности, обрабатывая ее химическими реагентами — различные растворители или специальной паяльной кислотой;
- обязательного прогревания заготовок непосредственно перед сваркой до температуры в 400⁰ C.
- После выполнения всех подготовительных работ приступаем к чистовой сварке, соблюдая при этом главное правило, которое требует производить сварку алюминия не торопясь, чтобы обеспечить возможность равномерного прогрева материала свариваемых деталей.
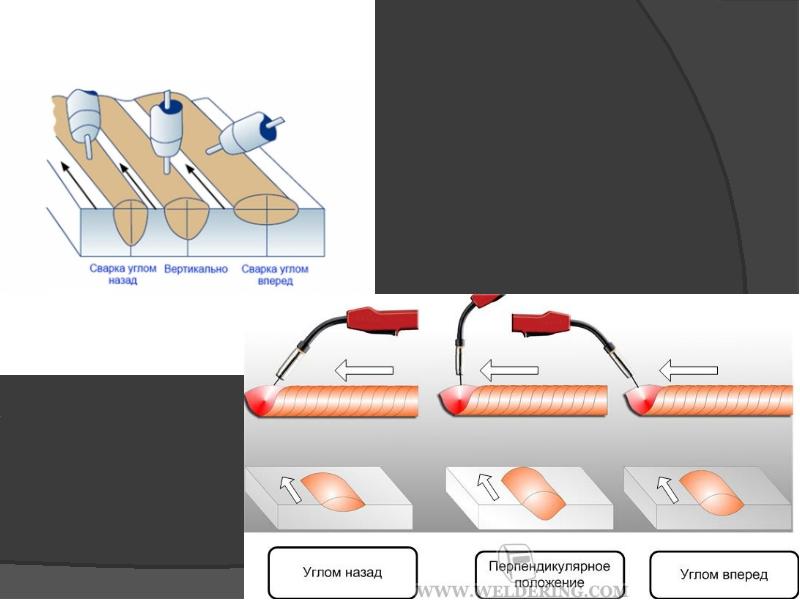
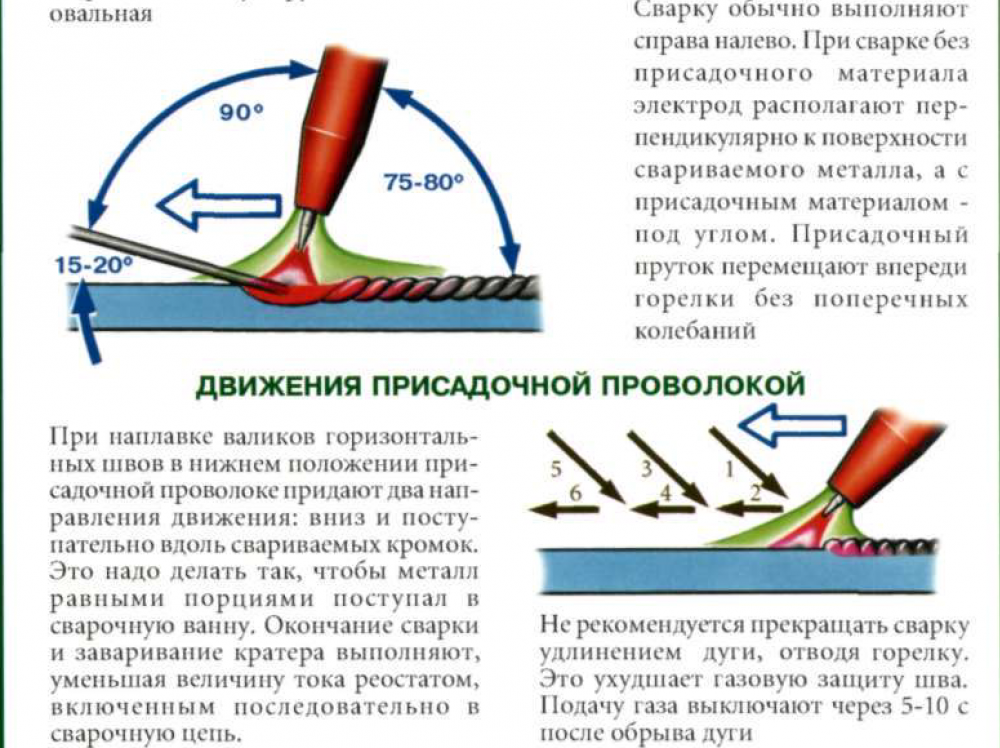
- Подачу присадочной проволоки или сварочного алюминиевого электрода необходимо осуществлять на начало сварочной ванны под углом в 15 градусов, используя легкие прикосновения так, чтобы сварочный шов получился равномерным и немного ребристым.
Не стоит приступать к выполнению чистовых сварочных работ без наличия должного опыта в сварке алюминиевых изделий. Сначала потренируйтесь и приобретите необходимые навыки и опыт. Для этого вы можете посмотреть видео, где наглядно показано как правильно сварить алюминий с помощью инвертора:
https://youtube.com/watch?v=dsyJPQKxRkM
Если у вас есть свой особый опыт в этой теме, то поделитесь им в блоке .
Поиск записей с помощью фильтра:
Специфика
Сам инвертор, применяемый для сварки алюминиевых заготовок, может быть начального уровня, бытового класса. Решающее значение играет подготовка поверхности, подбор сварочных материалов и тщательное соблюдение технологии.
Электроды серий ОЗ обладают отличными эксплуатационными качествами. Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140оС в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.
![]()
В ходе работы нужно соблюдать внимательность и осторожность. Высокая текучесть расплава и его тенденция к образованию брызг не позволяет работать в вертикальном и потолочном положениях
И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
Во избежание температурных деформаций в ходе затвердевания швы нужно стараться по возможности размещать дальше друг от друга.
Как выполняется полуавтоматическое сваривание алюминия
Полуавтоматическое сваривание также имеет и другое название MIG сварка алюминия. Во время данного процесса применяется импульсное оборудование, потому что оно считается наиболее производительным. Оно создает сильный всплеск высокого напряжения, который способствует быстрому разрушению оксидной оболочки.

![]()
Оборудование вгоняет каждую частицу расплава металлического стержня в область сваривания. Именно за счет этой забивки и создается высококачественный шов с высокой прочностью. Благодаря этому и создается точечная сварка алюминия.
MIG/MAG сварка алюминия при помощи полуавтомата проводится с использованием дорогого оборудования, которое может не каждый себе позволить. Однако многие умельцы, которые уже достаточно длительное время занимаются сваркой, научились модифицировать стандартные полуавтоматы для сварки алюминия и нержавейки.
Главные особенности полуавтоматической сварки
По принципу действие полуавтоматического сваривания ничем не отличается от обычной сварки алюминия и нержавейки. Однако имеются некоторые технические особенности, от соблюдения которых зависит качество свариваемой конструкции из алюминия:
частый алюминий и его смеси нельзя варить током с высоким напряжением и прямой полярностью, допустимо применять противоположный вариант;
стоит учитывать, что пруток из алюминия намного мягче стальных компонентов, по этой причине он может делать петли
Что этого избежать, важно приобрести специальное устройство подачи, которое должно иметь 4 ролика, маленький рукав и прокладку из тефлоновой основы;
во время нагрева отмечается сильное расширение цветного металла, именно это может привести к тому, что проволока может застрять в зоне наконечника подающего механизма. Чтобы избежать данных проблем, требуется использовать особые наконечники с маркой Al, также подойдут стандартные модели, главное чтобы у них был увеличенный диаметр;
от выбранной марки присадочной проволоки для сварки алюминия зависит расход материала и качество сварного шва
Стоит учитывать, что пруток из цветного металла обладает интенсивным плавлением. Именно поэтому требуется обеспечить ускоренный темп подачи. Иначе может потребоваться слишком частая замена наконечника.
Технология сварки
Стоит помнить, что покрытыми электродами варят алюминиевые изделия толщиной не менее 4 миллиметров. При этом такие конструкции и детали не должны нести ответственных нагрузок. Как не старайся, но технология сварки электродами не дает отличного качества соединения. Внутри шва все равно образуются поры, которые снизят прочность сварного шва. А после окончания процесса не получиться полностью удалить шлак, он в дальнейшем способствует образованию коррозии.
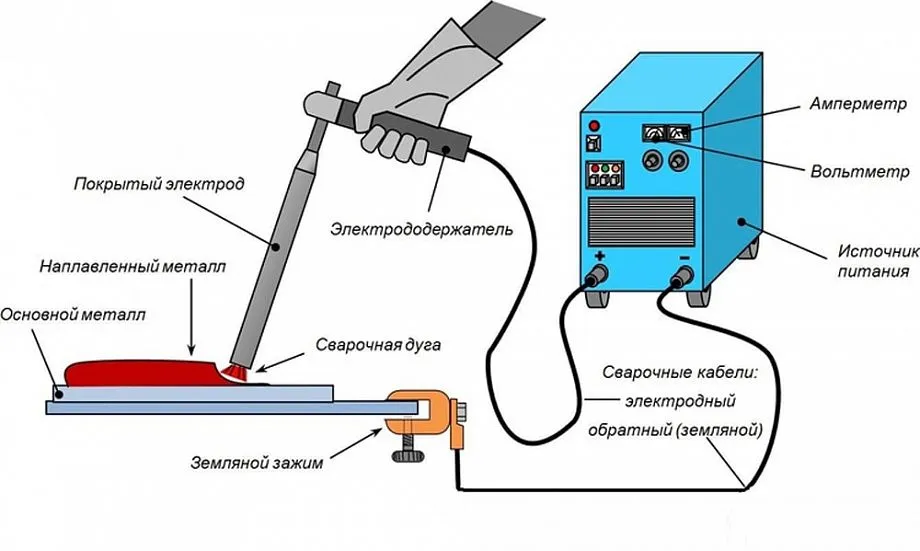
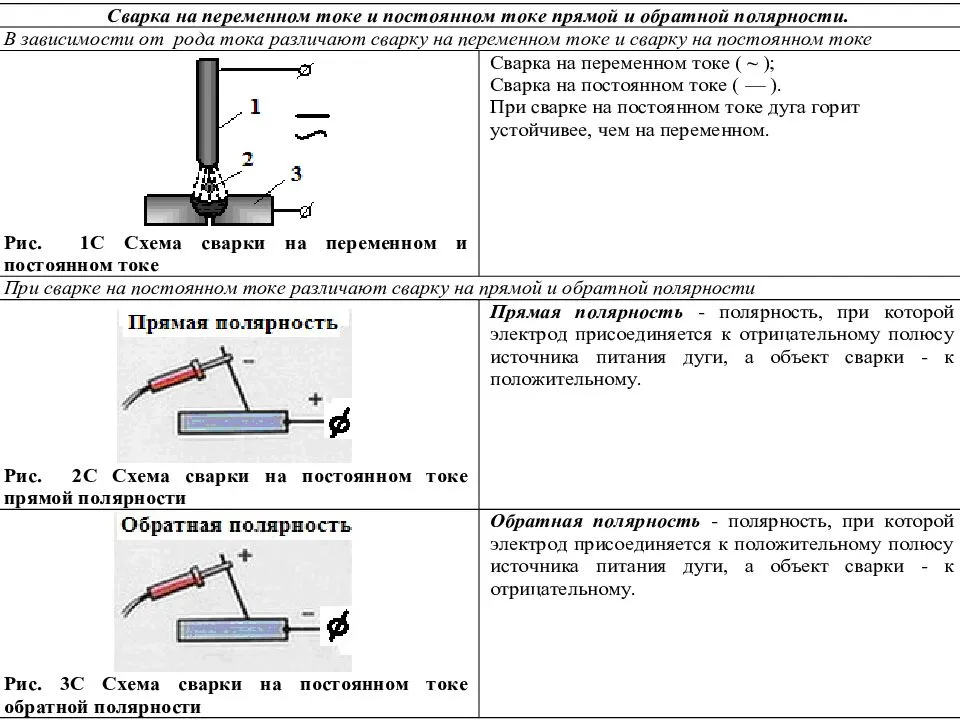
- Изначально нужно перенастроить инвертор на постоянный ток (AC) и сменить полярность. Для этого кабель держателя подключают на плюс, а массу — на минус.
- Регулируют и силу тока. При сварке алюминия его устанавливают исходя из расчета — 25-30 ампер на каждый миллиметр диаметра электрода.
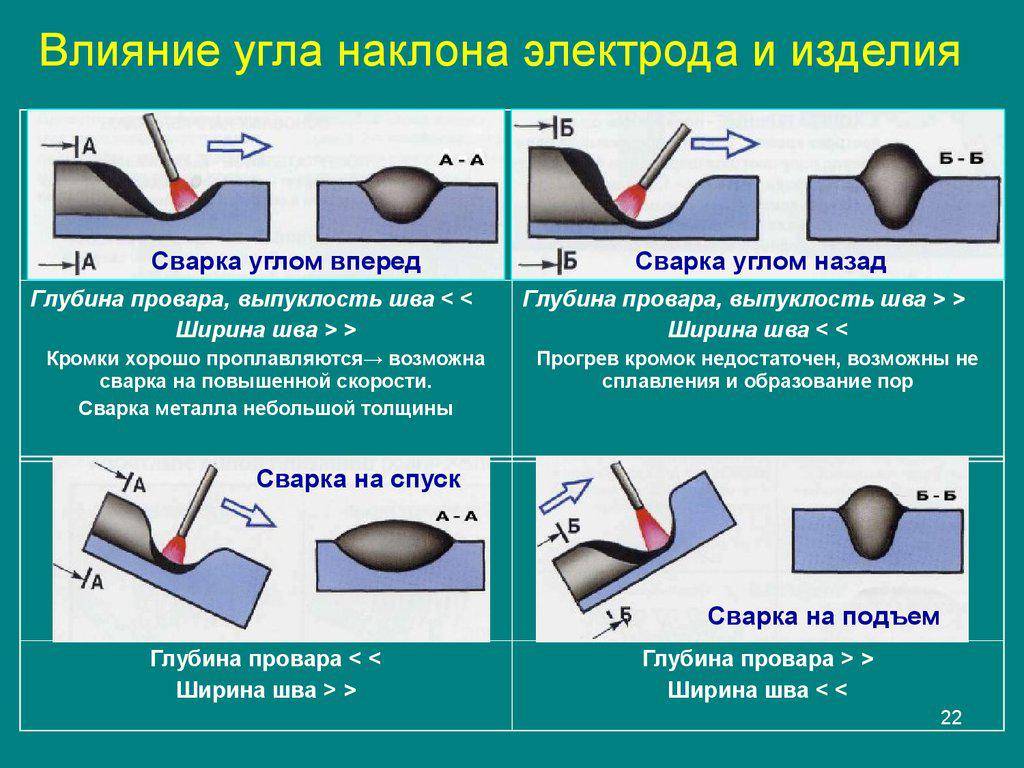
- После поджигания дуги нужно установить положение электрода в пределах 60-80 градусов к поверхности (лучше всего 90, но тогда будет перекрыт обзор).
- Скорость ведения шва нужно соблюдать соответственно скорости плавления расходника (она выше, чем у обычных стальных электродов).
- Расстояние кончика электрода от поверхности выдерживают в 1,5-2 миллиметра. Если слишком глубоко утопить его, то шов будет всплывать и расплескиваться по металлу. При большом расстоянии металл попросту не провариться должным образом.
- Длину соединения нужно определить на один электрод. При этом не нужно делать поперечных движений, как при сварке стали.
Зачем соблюдать длину шва только на один электрод? Все дело в свойстве алюминия, по окончанию сварки в конце образуется накопление шлака. Зажечь дугу в этом месте будет невозможно, придется сделать отступление, а это не укрепит сваренный металл. Такое же образование будет и на кончике самого электрода.
- Расплавленный алюминий — очень текучий материал. Для того, чтоб он не вытекал из сквозных соединений, шов ведут в один слой, при этом также заготовки располагают на подставках из тугоплавкого металла.
- Когда шов пройден, нужно сразу же удалить шлак, используя для этого жесткую щетку по металлу. Изделие также потребуется промыть в горячей воде.
- Чтобы свариваемый алюминий не треснул, нужно обеспечить постепенное остывание. Для этого детали можно поместить в печь, где они нагревались, и оставить до полного охлаждения.
- Также, во избежание деформаций металла, не стоит располагать слишком близко друг к другу сварные соединения.
Ни в коем случае нельзя охлаждать сварные швы алюминия в холодной воде. Это гарантированно поспособствует растрескиванию!
Что нужно знать сварщику
По заявлениям опытных сварщиков, электросварка этого “крылатого” металла без аргона может быть не хуже аргонной. Те мастера, которые говорят о посредственном качестве сварного шва и плохой свариваемости данным способом либо не варили алюминий электродом вообще, либо неправильно подходили к этому методу
Обратите внимание на следующие рекомендации:
- Стыковое соединение является наиболее приемлемым. Тавровые и нахлесточные типы сварных соединений стараются избегать из- за большой вероятности затекания шлака в зазоры, который вызывает коррозию.
- После сварки шов промывается водой для удаления шлака;
- Подготовка алюминия перед сваркой обязательна. Удаление оксидной пленки, защита от ее повторного образования;
- Сварка массивных деталей толщиной более 3 мм сопровождается разделкой кромок под углом 60° с V-образной формой.
- Предварительный прогрев Al перед сваркой до 150-250 °C.
Прогрев перед сваркой Именно поэтому следут правильно подойти к выбору сварочных электродов в зависимости от химического состава сплава.
Рекомендуем! Чем и как сваривают алюминий
Сварка алюминия в домашних условиях: методы
Бытовая сварка алюминия может проводиться не только стандартным методом ММА, но и другими способами. Наиболее популярные и доступные для домашних мастеров технологии мы рассмотрим далее.
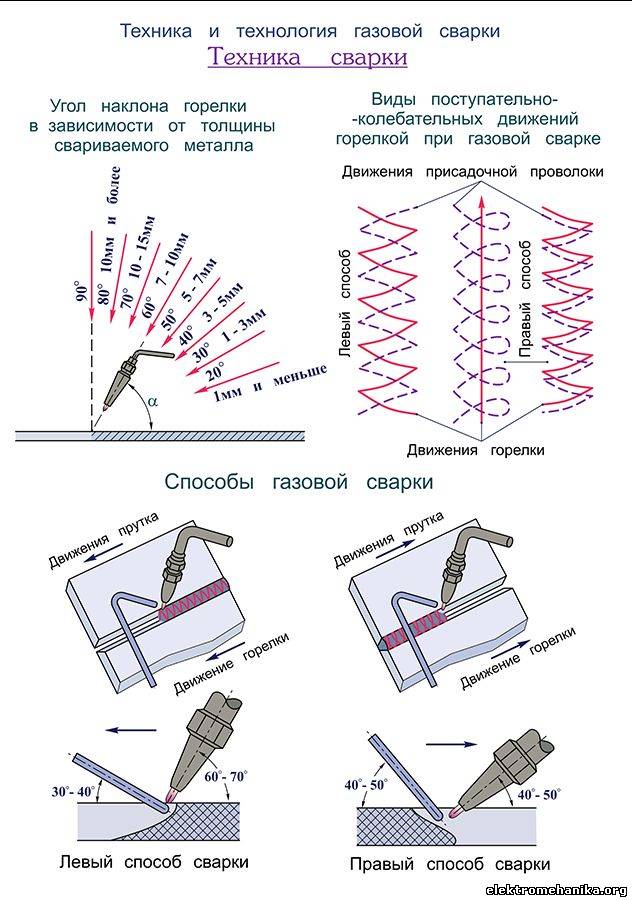
Сварка алюминия газовой горелкой
Такой метод предполагает использование энергии газа в качестве температурной силы, расплавляющей металл. Газ является более надежным средством защиты рабочей зоны от воздействия атмосферного воздуха, чем покрытие электрода. Данный способ является одним из самых доступных для сваривания алюминия дома. Оборудование и присадочные материалы обладают приемлемой стоимостью, процесс характеризуется достаточной простотой.
![]()
Полуавтоматом (DC MIG)
Несмотря на высокую эффективность сварки полуавтоматом (DC MIG), используется данный метод значительно реже. Объясняется это достаточно значительной стоимостью оснащения. Импульсное оборудование выдает всплеск высокого напряжения, которое разрушает пленку на поверхности металла. Каждая частица расплавленного стержня электрода вгоняется в сварочную ванну. Современный агрегат выполняет точечное сваривание, обеспечивающее качественное, надежное, прочное и эстетически привлекательное соединение. Некоторые особенности:
- необходимо проводить сваривание только током с обратной полярностью;
- чтобы избежать застревания проволоки в подающем механизме, необходимо использовать специальные наконечники с маркировкой «Al» или стандартные модели, но с увеличенным диаметром;
- алюминиевый пруток может создавать петли, чтобы избежать этого следует приобрести особое устройство подачи с четырьмя роликами, маленьким рукавом и вкладышем из тефлона;
- нужно придерживать ускоренного темпа подачи проволоки, что позволит избежать частой смены наконечника.
С целью экономии денежных средств некоторые мастера научились модифицировать стандартные типы полуавтоматов для работы с алюминием.
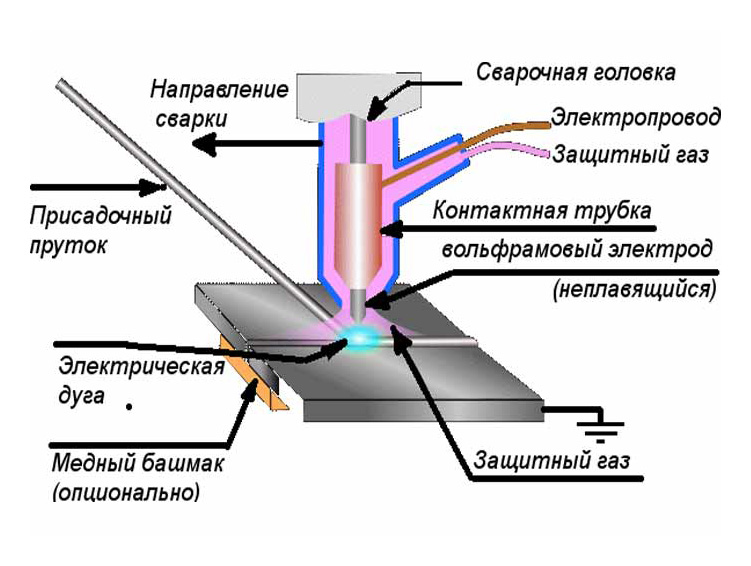
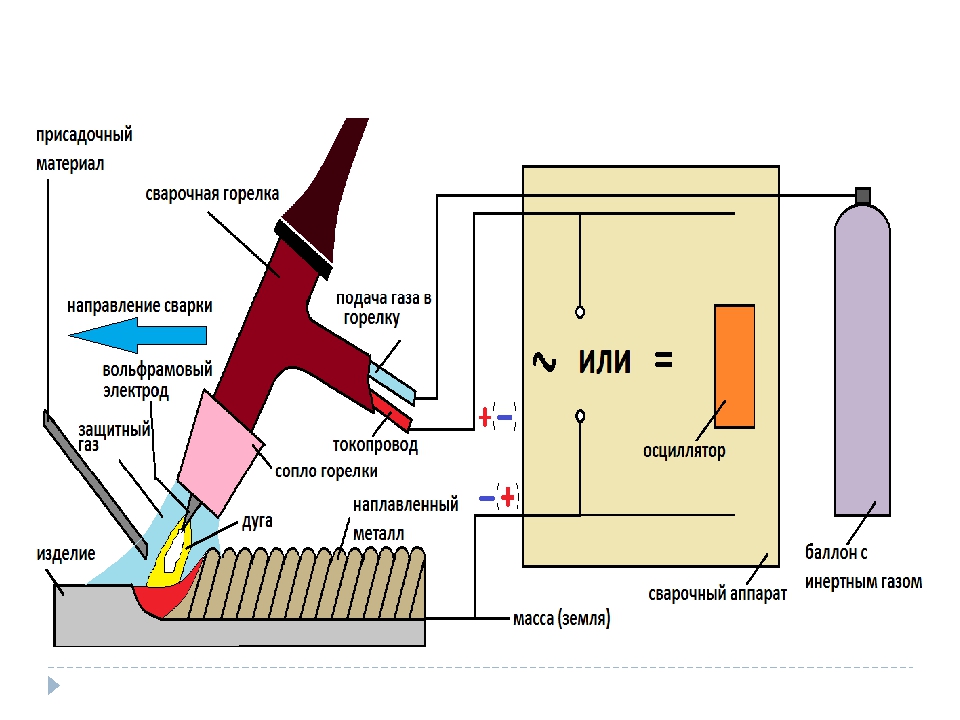
Аргоном (AC TIG)
В качестве расходных материалов выступают вольфрамовые электроды (стержни диаметром 1,6-5 мм.), способные выдерживать температуру в 3000°С, и присадочная проволока с поперечным сечением в 1,6-4 мм. Они обеспечивают высокое качество шва. Для защиты сварочной зоны используются газы: аргон или гелий. Таким образом, исполнителю также понадобится баллон с газом. Специально для бытовой сварки производители выпускают компактные резервуары, объема которых будет достаточно для небольшого ремонта. ![]() Питание дуги осуществляется от источника с переменным током. Аргонодуговая сварка является достаточно затратным способом для работы с алюминием. К тому сварочный процесс характеризуется технической сложностью. Поэтому сваривание методом TIG применяется в домашних условиях довольно редко.
Питание дуги осуществляется от источника с переменным током. Аргонодуговая сварка является достаточно затратным способом для работы с алюминием. К тому сварочный процесс характеризуется технической сложностью. Поэтому сваривание методом TIG применяется в домашних условиях довольно редко.
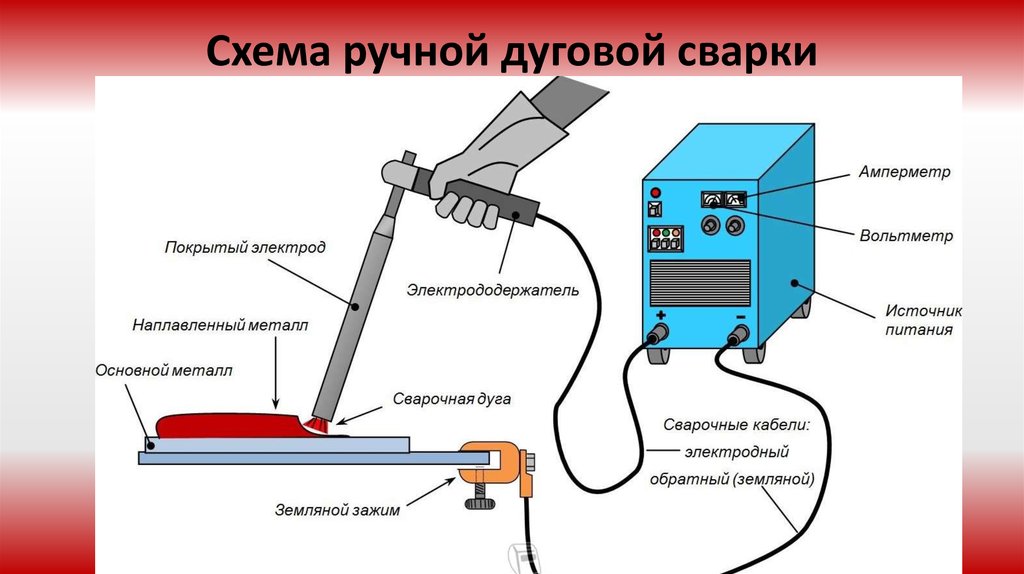
Инвертором и покрытым плавящимся электродом
![]()
Шов, полученный электродом ОЗАНА-2.
Самым простым и удобным способом является сварка алюминия инвертором с помощью плавящихся электродов следующих марок: УАНА, ОЗАНА, ОЗА. Специальные стержни с покрытием и соответствующее оборудование позволяет сваривать изделия как из чистого алюминия, так и из сплавов данного материала. Работы выполняются постоянным током обратной полярности. Величина тока рассчитывается следующим образом: на 1 мм. следует принимать ток в 25 А.
Дополнительными средствами, выступающими для обеспечения высокого уровня защиты, являются баллон с газом и шланги. Горелка применяется как инструмент для подогрева металла. Данный способ используется, когда к соединению не предъявляются особые требования по прочности и надежности. Оснащение и расходные материалы обладают довольно низкой стоимостью.
Особенности сварки полуавтоматом
Несмотря на высокую эффективность, такой метод используется в домашних условиях не очень часто. Виной этому довольно высокая цена сварки алюминия, вернее самого оснащения.
![]()
При работе с полуавтоматом вручную осуществляется движение горелки, а вот подача присадочной проволоки происходит в автоматическом режиме. Сварочный аппарат для сварки алюминия полуавтоматическим методом настроен на работу постоянным током с полярностью обратного типа.
Подбор режимов свари полуавтоматом, не оснащенным дополнительными функциями, производится в основном опытным путем, поэтому этот метод представляет определенную сложность для начинающих сварщиков.
![]()
Особое внимание следует уделить подающему механизму, так как низкая скорость подачи присадочной проволоки будет приводить к частой замене наконечника
Технические особенности электродов




https://youtube.com/watch?v=D2oiyAWb7iw
Толщина соединяемых деталей ограничена диаметром стержня, который, в основном, колеблется от 4 до 5 мм. Операции с более тонкими электродами сопряжены с трудностями в силу повышенной скорости плавления стержня.
Основными трудностями, которые возникают во время сварочного процесса алюминия, являются следующие факторы:
- оксидная пленка — формируется на поверхности стыкуемых элементов, причем температура плавления первой, более чем в три раза выше расплава самого алюминия — 2 000° C;
- быстрое окисление металла приводит к образованию тугоплавкой пленки, что усложняет получение цельного шва;
- чтобы предупредить растекание металла, следует применять теплопроводящие подкладки;
- присутствие в алюминиевых сплавах кремния способствует формированию кристаллизационных трещин;
- при случайной остановке операции на конце электрода и сварочной ванны возникает слой шлака, усложняющий повторное разжигание дуги;
- вследствие высокого показателя линейного расширения, происходит деформирование сварочного валика при его затвердевании.
Операции сварки с алюминием потребует повышения силы тока в 1,5 раза, по сравнению с другими металлами.
Особенности сварки алюминия инвертором
Чтобы произвести качественную сварку деталей из алюминия в домашних условиях потребуется соблюсти ряд требований. Дело в том, что этот металл является легкоплавким и при неправильных режимах и вообще подходе к делу ничего путного не выйдет.
![]()
Если же действовать по инструкции, то все получится и даже более того, шов вас удивит своим качеством и равномерностью.
Перед тем, как начать сам процесс сваривания деталей, необходимо заранее ознакомиться со всеми нюансами:
- Сварка алюминия сложна, прежде всего, из-за наличия на его поверхности оксидной пленки. Это очень плотный и практически неплавкая пленка, которая делает его прочнее. Чтобы качественно произвести работу, пленку следует удалить.
- Особенность алюминия заключается в том, что, находясь в жидком или твердом состоянии, он будет иметь одинаковый цвет, поэтому разобрать, где качественно выполнен шов, а где нет, будет затруднительно.
- Качественная сварка алюминия возможна в среде аргона, поэтому потребуется приобрести держатель для электрода с соплом и баллон с аргоном. Также можно применять специальные электроды для сваривания алюминия, если нет газа.
- Прогревать шов необходимо основательно, поэтому спешка совершенно неуместна. Все действия следует выполнять размерено, чтобы следить за качеством места сварки.
Самостоятельная сварка
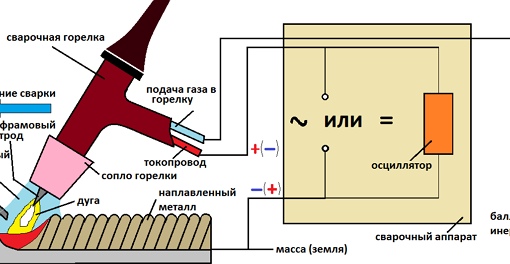
Для осуществления самостоятельной работы вам понадобится ряд вспомогательных предметов: самый важный элемент – аппарат для сварки, способный осуществлять аргонно-дуговую сварку.
Также вам понадобится аргоновый баллон, проволока из алюминия, осциллятор и газовая горелка.
Видео:
https://youtube.com/watch?v=RYUWM5bJAyY
Выбор проволоки для сварки – очень важный этап перед началом работ.
Цена на материал примерно одинаковая, поэтому ориентироваться нужно не на нее, а на алюминиевые свойства: нужно оценить насколько проволока подходит для работы с ними.
Перед началом работы нужно защитить металл в местах стыков. Делать это лучше всего жесткой стальной щеткой, либо другим аналогичным инструментом.
После зачистки эти места нужно дополнительно обработать купленным ранее флюсом.
Второй этап сварки – работа с газовой горелкой. Предварительно ее нужно нагреть до подходящей температуры и после этого обработать ею места, в которых были сделаны швы.
Чтобы сделать смешение сплавов, нужно прикладывать дополнительные вольфрамовые электроды для сварки на места швов и расплавлять их под горелкой – таким образом, стержни смешаются с алюминием и создадут смешение необходимых сплавов.
Для домашних условий наиболее подходит аргонно-дуговой способ сварки.
При таком способе характер вольфрамовых электродов неважен, вольфрамовые электроды -им не нужна заточка, вы можете приобретать как плавящиеся, так и неплавящиеся элементы.
Этот способ сварки является не только эффективным, но и очень удобным, поскольку не требует наличия флюса, что значительно облегчает процесс работы.
Аргонно-дуговая сварка инвертором позволяет сварить алюминий даже с помощью металлических электродов, которым не нужна заточка.
![]()
Если же вы решите использовать автоматический аргонно-дуговой метод, то вам понадобится флюс, имеющий специальный состав и полностью химически чистый.
Еще один подходящий способ сварки для работ в домашних условиях – точечный.
Но он менее эффективен, чем аргонно-дуговой, из-за того, что алюминий обладает высокой теплопроводностью, а также из-за очень быстрого процесса плавления материала.
Точечную сварку производят на большой скорости, достаточной, чтобы электрод можно было перемещать на равном с металлом уровне.
Следующий способ сварки, который можно выполнить самостоятельно, требует наличия электроприводной машины – благодаря ей металл можно расплавлять непрерывно и на необходимой скорости.
Это довольно сложный способ, и в домашних условиях он используется редко, да и в целом таким способом работают в основном опытные мастера.
Последние два способа реализовать дома довольно сложно, а популярная холодная сварка для алюминия и вовсе не подходит.
Плавка алюминия – это длительный процесс, при этом важно соблюдать технику безопасности на всех этапах работы, т.к. она представляет определенный риск для здоровья, особенно, если ранее у вас не было опыта сварки
Процесс дуговой сварки инвертором — дело довольно сложное, особенно в домашних условиях.
Поэтому, если у вас нет опыта, лучше обратиться к профессионалу, тем более что цена на эти услуги сегодня не слишком высока.
Если же вы хотите провести работу с алюминием инвертором самостоятельно, то посмотрите видео с инструкцией, прежде чем приступать к работе.
Видео:
https://youtube.com/watch?v=VOycROw06qc


![Сварка алюминия электродом дома [как выбрать, инструкция]](https://takorest.ru/wp-content/uploads/2/2/d/22da6bb91acafbe84f2455e0fd9624f2.jpeg)

Для алюминия и его сплавов подходят далеко не все способы сварки, наиболее простой – аргонно-дуговой. Его сможет выполнить своими руками даже человек с минимальным опытом.
Вы можете посмотреть на видео, что собой представляет этот вид сварки.
Другие же методы работы являются более сложными, поэтому, если вы не являетесь профессиональным сварщиком, лучше поручить их специалисту, тем более что цена на эту услугу вполне адекватна.