
Сплав Розе что это такое -температура плавления сплава Розе
В 1701 году всем известный ученый Исаак Ньютон открыл первый прототип – сплава Розе. Это был первый ряд элементов, при помощи которого можно было получить легкоплавкое соединение. В нём были свои недостатки.
Одним из самых неприятных было то, что была высока вероятность образования трещин. В связи с тем, что Ньютон обладал огромным авторитетом, и никто не мог даже сомневаться, что данный состав может быть не идеальным, никаких споров не было. Такая тенденция продолжалась достаточно долго.
Лишь через 45 лет, после смерти великого учёного, Валентин Розе решил внести коррективы в данный сплав. Немецкий химик в первую очередь проводил эксперименты с соотношением составляющих. И спустя достаточно короткое время у него всё вышло. Был открыт сплав Розе, который до сих пор имеет большую популярность.
Лучше всего сплав Розе подходит для тех случаев, когда во время пайки нет необходимости в высокой температуре припоя. В основном это связано с изготовлением микросхем, когда есть огромная вероятность перегрева элементов микроэлектроники, однако, нет необходимости делать высокую прочность.


Следует отметить, что в связи с тем, что достаточно сложно сделать идеально точные пропорции, допустимы небольшие отклонения в процентом соотношении компонентов. Считаем максимально допустимым отклонением ±0,5 %. Этот сплав очень популярен среди людей, которые его используют в домашних условиях. Он отлично подходит для таких целей, ведь не имеет в составе сильно токсичных составляющих. Исходя из этого, его можно использовать даже в помещениях, которые не имеют хорошо оборудованными вытяжками.
Несмотря на то, что все компоненты не являются сильно токсичными, чтобы избежать аллергических реакций или интоксикации, следует держать его в упаковке, которая будет плотной и герметичной. Хранить его можно не более 3 лет.
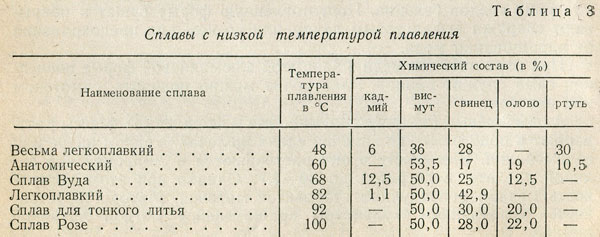
Виды и составы легкоплавких сплавов
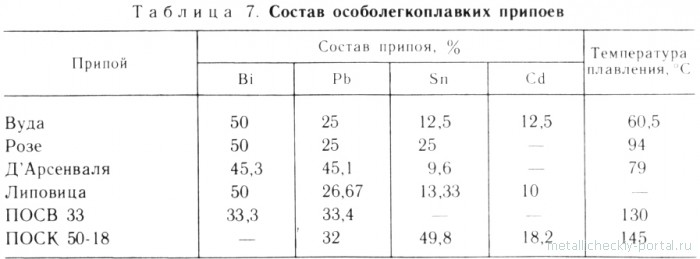
Легкоплавкие сплавы применяемые в современной мировой промышленности:
| Состав сплава | Тпл.,), | Плотность г/см3 | Область применения | Примечание | Другие сведения |
| висмут 76,5 %, таллий 23,5 % | 198 | Кислотоупорен | Эвтектический сплав | ||
| висмут 47,5%, таллий 52,5% | 188 | Эвтектический сплав | |||
| висмут44,2%, свинец9,8%, таллий48% | 186 | Эвтектический сплав | |||
| олово 62%,свинец 38% | 183 | Эвтектический сплав | |||
| натрий 70%,ртуть 30% | 181 | Хим.акт, Токсичен. | |||
| кадмий 32%,олово 68% | 177 | Эвтектический сплав | |||
| свинец 32%,олово 68% | 177 | ||||
| висмут 12,8%,свинец 49%,олово 38,2% | 172 | ||||
| калий 80%,таллий 20% | 165 | Хим.акт | |||
| висмут 13,3%,свинец 46%,олово 40,1% | 165 | ||||
| висмут 10,5%,свинец 42%,олово 47,5% | 160 | ||||
| висмут 13,7%,свинец 44,8%,олово 41,5% | 160 | Эвтектический сплав | |||
| висмут 16%,свинец 36%,олово 48% | 155 | ||||
| висмут 18,1%,свинец 36,2%,олово 45,7% | 151 | ||||
| висмут 25%,свинец 50%,олово 25% | 149 | ||||
| висмут 19%,свинец 38%,олово 43% | 148 | ||||
| висмут 50%,свинец 50% | 145 | ||||
| висмут 60%,кадмий 40% | 144 | Эвтектический сплав | |||
| свинец 42%,олово 37% | 143 | ||||
| кадмий 18,2%,свинец 30,6%,олово 51,2% | 142 | ||||
| висмут 57%,таллий 43% | 139 | Эвтектический сплав | |||
| висмут 57%,олово 43% | 138 | Эвтектический сплав | |||
| ртуть 70%,калий 30% | 135 | Хим.акт, Токсичен. | |||
| калий 90%,таллий 10% | 133 | Хим.акт | |||
| висмут 28,5%,свинец 43%,олово 28,5% | 132 | ||||
| висмут 56%,олово 40%,цинк 4% | 130 | Эвтектический сплав | |||
| висмут 43%,свинец 43%,олово 13% | 128 | ||||
| висмут 27,2%,свинец 44,5%,олово 33,3% | 127 | ||||
| висмут 56,5%,олово 43,5% | 125 | Эвтектический сплав | |||
| висмут 55,5%,свинец 44,5% | 124 | Эвтектический сплав | |||
| висмут 33,4%,свинец 33,3%,олово 33,3% | 123 | ||||
| висмут 36,5%,свинец 36,5%,олово 27% | 117 | ||||
| висмут 40%,свинец 40%,олово 20% | 113 | Висмутовый Сплав | |||
| висмут 42,1%,свинец 42,1%,олово 15,8% | 108 | ||||
| висмут 48%,свинец 28,5%,олово 14,5%,ртуть 9% | 105 | ||||
| висмут 54,4%,свинец 25,8%,олово 19,8% | 101 | ||||
| висмут 50%,свинец 28%,олово 22% | 100 | Сплав Роуза(Розе) | |||
| висмут 50%,свинец 40%,олово 10% | 100 | ||||
| висмут 40%,свинец 20%,олово 40% | 100 | ||||
| висмут 47%,свинец 35,3%,олово 17,7% | 98 | ||||
| висмут 52,5%,свинец 32%,олово 12,5% | 96 | ||||
| висмут 50%,олово 25%,кадмий 25% | 95 | ||||
| висмут 50%,свинец 31,2%,олово 18,8% | 94 | Сплав Ньютона | |||
| висмут 50%,свинец 25%,олово 25% | 93 | ||||
| висмут 50%,свинец 30%,олово 20% | 92 | Сплав Лихтенберга | |||
| висмут 51,6%,кадмий 8,1%,свинец 40,3% | 91 | ||||
| висмут 55,2%,свинец 33,3%,таллий 11,5% | 91 | Эвтектический сплав | |||
| натрий 50%,ртуть 50% | 90 | Хим.акт, Токсичен. | |||
| натрий 90%,ртуть 10% | 90 | Хим.акт, Токсичен. | |||
| натрий 96,7%,золото 3,3% | 80 | Хим.акт. | Эвтектический сплав | ||
| натрий 80%,ртуть 20% | 80 | Хим.акт, Токсичен. | |||
| висмут 35,3%,кадмий 9,5%,свинец 35,1%,олово 20,1% | 80 | ||||
| висмут 58%,индий 17%,олово 25% | 79 | Эвтектический сплав | |||
| натрий 90%,калий 10% | 77 | Хим.акт | |||
| висмут 50%,свинец 34,5%,олово 9,3%,кадмий 6,2% | 77 | ||||
| висмут 27,5%,кадмий 34,5%,свинец 27,5%,олово 10,5% | 75 | ||||
| висмут 33,7%,индий 65,3% | 72 | Эвтектический сплав | |||
| висмут 38,4%,свинец 30,8%,олово 15,4%,кадмий 15,4% | 71 | ||||
| висмут 49,5%,свинец 27,27%,олово 13,13%,кадмий 10,1% | 70 | Эвтектический сплав | |||
| натрий 70%,ртуть 30% | 70 | Хим.акт, Токсичен. | |||
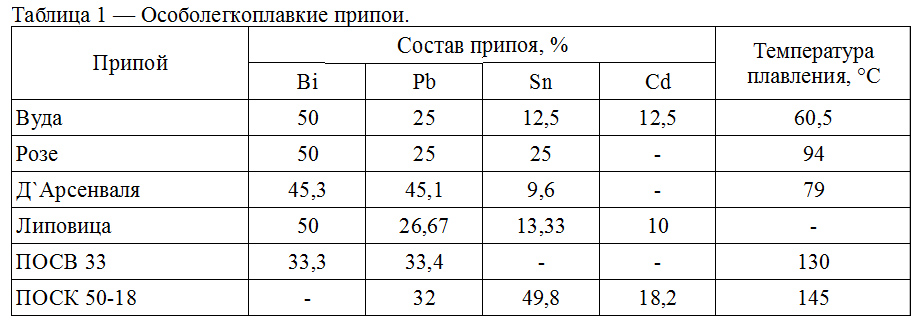
| висмут 50,1%,свинец 22,6%,олово 13,3%,кадмий 10% | 68 | Сплав Липовица | |||
| висмут 50%,свинец 25%,олово 2,5%,кадмий 12,5% | 68 | Сплав Вуда | |||
| висмут 50,4%,свинец 25,1%,олово 14,3%,кадмий 10,2% | 67,5 | Сплав Вуда | |||
| висмут 50,1%,свинец 24,9%,олово 14,6%,кадмий 10,8% | 65,5 | Сплав Вуда | |||
| натрий 99%,таллий 1% | 64 | Хим.акт | Эвтектический сплав | ||
| висмут 53,5%,олово 19%,свинец 17%,ртуть 10,5% | 60 | токсичен | |||
| натрий 60%,ртуть 40% | 60 | Хим.акт.Токсичен. | |||
| натрий 80%,калий 20% | 58 | Хим.акт. | |||
| висмут 49,4%,индий 21%,свинец 18%,олово 11,6% | 57 | Эвтектический сплав | |||
| ртуть 70%,натрий 30% | 55 | токсичен, реаг.с водой. | |||
| висмут 42%,свинец 32%,ртуть 20%,кадмий 6% | 50 | токсичен | |||
| висмут 36%,ртуть 30%,свинец 28%,кадмий 6% | 48 | токсичен | |||
| висмут 47,7%,индий 19,1%,олово 8,3%,кадмий 5,3%,свинец 22,6% | 47 | Эвтектический сплав | |||
| натрий 50%,ртуть 50% | 45 | Хим.акт. | |||
| висмут 40,2%,кадмий 8,1%,индий 17,8%,свинец 22,2%,олово 10,7%,таллий 1% | 41,5 | ||||
| натрий 70%,калий% | 41 | Хим.акт. | |||
| натрий 60%,калий 40% | 26 | Хим.акт. | |||
| галлий 95%,цинк 5% | 25 | ||||
| натрий 85,2%,ртуть 14,8% | 21,4 | Хим.акт. | |||
| галлий 92%,олово 8% | 20 | ||||
| натрий 56%,калий 44% | 19 | Хим.акт. | |||
| калий 90%,натрий 10% | 17,5 | Хим.акт. | |||
| галлий 76%,индий 24% | 16 | ||||
| галлий 67%,индий 29%,цинк 4% | 13 | ||||
| калий 50%,натрий 50% | 11 | Хим.акт. | |||
| калий 60%,натрий 40% | 5 | Хим.акт. | |||
| галлий 62%,индий 25%,олово 13% | 4,85 | ||||
| галлий 61%,индий 25%,олово 13%,цинк 1% | 3 | Русский Сплав | |||
| калий 70%,натрий 30% | -3,5 | Хим.акт. | |||
| рубидий 91,8%,натрий 8,2% | -4,5 | Хим.акт. | |||
| калий 80%,натрий 20% | -10 | Хим.акт. | |||
| калий 78%,натрий 22% | -11,4 | Хим.акт. | |||
| калий 77,3%,натрий 22,7% | -12,5 | Хим.акт. | |||
| цезий 93%,натрий 7% | -28 | Хим.акт. | |||
| цезий 94,5%,натрий 5,5% | -30 | Хим.акт. | |||
| ртуть 97,2%,натрий 2,8% | -48,2 | Реаг.с водой. | |||
| ртуть, таллий | -61 | Наиболее легкоплавкий сплав |
А можно ли паять и лудить с помощью Розе
Для выпаивания деталей с платы сплав подходит, но для окончательной пайки уже детали на плату — ни в ком случае из-за хрупкости. Сплав Розе очень хрупкий, соединения получаются ненадежными. Особенно это касается разъемов и проводов. Когда по плате или проводам протекает электрический ток, выделяется тепло.
Из-за этого начинает плавиться низкотемпературный спав. К тому же, он не терпит вибрации или механических ударов. Появляются микротрещины, возникают окислы и потеря соединения.
Лужение сплавом Розе
У радиолюбителей есть популярный «ленивый» способ лужения плат с помощью слава Розе. Для этого в кипящую кастрюлю с щепоткой лимонной кислоты добавляются несколько гранул низкотемпературного сплава и платы, которые нужно залудить. Припой равномерно в считанные секунды распределяется. Основные недостатки данного способа лужения — это токсичность и все та же хрупкость сплава.
Существенный недостаток — хрупкость и токсичность. Именно из-за этого не стоит запаивать таким сплавом детали.
Меры предосторожности
Так как используемые материалы токсичны, то обязательно паять в проветриваемом помещении и средствах защиты.
Во время паяльных работ нужно держать дистанцию и надевать защитные очки. Расплавленные капли металла могут попасть на кожу или слизистые тем самым вызвав ожоги, заражение.
Сами гранулы брать только пинцетом, не допуская контакта. Они не настолько токсичны, но это намного уменьшает его влияние.

Нельзя допускать попадание сплава и его частичек на открытые раны.
ПОСВ-50 лудить нельзя паять
В отечественной радиоэлектронике сплав Розе маркируется как ПОСВ-50 – припой оловянно-свинцовый с добавлением висмута, где висмута соответственно 50%, остальное в равных долях олово и свинец
Важно также отметить, что содержание элементов в сплавах Розе и ПОСВ-50 в указанных пропорциях может несколько отличаться
В целом основное назначение сплава ПОСВ-50 и его аналогов – лужение и пайка.
Пайка элементов заключается в выпаивании элементов из печатной платы и в установке элементов на новую печатную плату. Следует отметить, что при затвердевании в объеме пайки сплав Розе становиться хрупким. Следовательно, полученное паяное соединение не следует подвергать ударным нагрузкам, так как могут образоваться микротрещины, которые приведут к разрушению соединения.
Лужение сплавом Розе получило большее распространение, чем пайка. Процесс лужения этим сплавом характерен тем, что его можно проводить в легко доступной среде – воде с глицерином или в глицерине. Применение глицерина объясняется просто – он нужен для достижения температуры плавления сплава, а сплав только начинает плавиться при 94 градусах Цельсия, а для полного расплавления нужна температура от 105 до 120 градусов Цельсия (в зависимости от процентного состава конкретного сплава). Вода же, как известно закипает при температуре около 100 градусов. Выполнять операции в кипящей воде означает вдыхать летучие продукты вместе с паром. Глицерин же имеет температуру кипения 290 градусов Цельсия, смешивается с водой в любых пропорциях, а также обладает гироскопичностью. Это позволяет при смешивании с водой гарантированно увеличить температуру кипения такой смешанной жидкости и уменьшить парообразование. Если смешать в растворе равные объемы воды и глицерина, то получим температуру кипения раствора 110 градусов, раствор с пропорцией компонентов 2:1 даст температуру кипения 103,9 градуса (при нормальном атмосферном давлении). Для превращения раствора глицерина в воде в слабоактивный флюс в него добавляют лимонную кислоту, обычно в произвольных пропорциях, но не менее 1 грамма на 100 мл раствора. Воду желательно использовать дистиллированную, так как в ней меньше солей. Кстати по этой же причине не следует использовать для повышения температуры плавления воды соль вместо глицерина, т.к. это скажется на качестве и однородности оловянного покрытия. Также применение глицерина позволяет поверхностное натяжение раствора, по сравнению с обычной чистой водой, что облегчает процесс растирания расплава по поверхности дорожек печатной платы.
Процесс лужения сплавом Розе (группы припоев ПОСВ) аналогичен и для сплава Вуда:
— в специальную посуду (достаточной по размеру для погружения печатной платы хотя бы частично) наливают дистиллированную воду и добавляют глицерин в требуемых пропорциях, которые удобнее всего подбирать экспериментально, используя термомерт любого типа;
— производят нагрев раствора до температуры около 105 градусов Цельсия, добавляют в раствор лимонную кислоту;
— погружают в раствор протравленную и очищенную печатную плату;
— укладывают на требуемый участок платы твердые частички сплава Розе и ждут его расплавления (впрочем можно и предварительно уложить сплав Розе в достаточном на глаз количестве, а затем погружать на него плату – это вопрос практики);
— растирают расплав по дорожкам печатной платы деревянным или пластиковым инструментом (например, лопатку для тефлоновой сковороды или жесткий резиновый шпатель);
— после лужения плату промывают в теплой проточной воде (можно с мылом).
Следует заметить, что посуду лучше брать алюминиевую, эмалированную или чугунную, т.к. применение для лужения оцинкованных, медных, серебряных или луженых посуды и инструмента приведет к растворению металлов посуды в припое и ухудшит его качество, т.е. использовать его многократно будет невозможно. По той же причине погружать в раствор следует только чистые платы.
Важно, что использовать посуду для лужения для приготовления в дальнейшем пищи нельзя, т.к. на станках в небольших количествах оседает свинец. Работать рекомендуется в резиновых перчатках во избежание ожогов
Работать рекомендуется в резиновых перчатках во избежание ожогов.
Колофонская смола

Именно так называется общеизвестная канифоль — аморфное вещество с характерным изломом и стеклянным блеском сколов. Кроме того, что она обладает природным свойством диэлектрика, известны и такие особенности:
- хорошо растворяется в бензине, спирте, эфире и ацетоне, но остаётся безразличной к воздействию воды;
- температура плавления варьируется в пределах 50—70 градусов, но иногда повышается до 130 C;
- в химическом составе присутствует до 90% смоляных кислот, основой является абиетиновая кислота;
- легко разрушается при незначительном механическом воздействии.
Цвет изменяется от светло-жёлтого до тёмно-бурого оттенков, что зависит от степени очистки и указывает на количество посторонних примесей. Отличные электроизоляционные свойства принадлежат смоле с лимонным окрасом.
Методы паяльных работ
Для выпаивания разъема или детали из платы без перегрева нужно залудить контакты низкоплавким материалом.
Итоговая температура плавления будет выше, чем у Розе в чистом виде так как он смешивается с припоем на плате у которого другой состав и характеристики. (плавление при 270 °C)
Место работ имеет важное значение. Например, плата может быть очень теплоемкой из-за ее толщины
Время и мощность нагрева должны быть больше, чем у более легкой платы.
Материнскую плату от компьютера придется дольше прогревать, чем маленькую плату от мобильного телефона из-за большей многослойности и толщины текстолита.
Сначала наносится флюс на контакты выпаиваемой детали. Добавляется несколько гранул легкоплавкого припоя. Есть несколько техник паяльных работ.
Работа паяльником
Нужны массивные жала: мини волна, топорик.
Температуру паяльника можно оставить в пределах 230 °C, например, 200 °C.
Контакты детали нужно залудить легкоплавким сплавом, предварительно нанеся флюс.
На контактах образуется капля припоя, которую легко разогреть одним паяльником на небольшой мощности.
Результат паяльных работ.
Как выпаять разъем USB одним паяльником и Розе
Быстрая и безопасная пайка одним паяльником и легкоплавким припоем.
Подробнее
Пайка феном
Фен выставляется на температуру примерно 120 — 170 °C со средним потоком воздуха.
Гранулы постепенно расплавляются и смешиваются с контактами. Их лучше поправлять пинцетом по месту пайки, чтобы припой лучше распределился.
Нужно тщательно прогреть место пайки. Постепенно, по мере повышения температуры, деталь начнет выпаиваться. Это будет заметно при появлении блика на припое.
Результат низкотемпературной пайки.
Комбинированный метод
Фен сверху над местом пайки нужен для вспомогательного инструмента, на 100°C, а паяльником паяются детали сплавом Розе на температуре 200 °C.
После пайки детали обязательна очистка от получившейся смеси припоя с помощью оплетки.
034-Лужение печатной платы сплавом Розе.
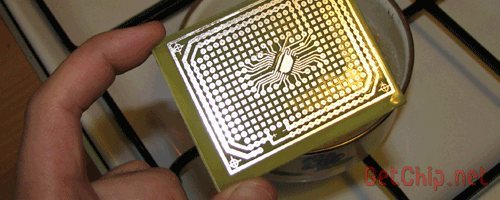
Вытравив и очистив печатную плату от тонера ее необходимо полудить. Это нужно сделать для того, чтобы не дать меди дорожек окисляться. На окисленные дорожки невозможно что-либо нормально припаять – припой не будет приставать. Еще одна причина – улучшения качества дорожек. ЛУТ не способен дать идеального качества дорожки. В виду того, что тонер ложится не совсем плотно – во время травления возможны протравливания дорожек. В результате на просвет видны дыры в слое меди. Особенно это сказывается при травлении платы с тонким слоем меди. Ну и еще причина – луженая плата визуально становится более привлекательной (самому становиться приятно с ней работать :)). Лудить плату можно обычным припоем при помощи паяльника. Для этого жало паяльника нужно обвернуть оплеткой и набрав в оплетку припоя пройтись по дорожкам платы, предварительно смочив их флюсом (спирто-канифолью например). Такой метод имеет ряд недостатков: дорожки лишний раз перегреваются; слой получается неровным (критично при использовании СМД компонентов); внешний вид такой платы оставляет желать лучшего.
Альтернативой может служить лужение сплавом Розе. Сплав Розе – это сплав различных металлов (Олово 25 % / Свинец 25 % / Висмут 50 %), у которого температура плавления всего лишь 94°С. Сплав Роза плавиться в кипящей воде. Вот в ней мы и будем лудить нашу плату.
Начнем с материалов.
Нам понадобится сплав Розе. Его можно найти в радиомагазинах, на радиорынке или заказать по Интернету (я так и делаю). Покупать много не нужно – расходуется он экономично (50ти граммов сплава Вам хватит надолго). Еще нужно немного пищевой лимонной кислоты, она будет выступать в качестве обезжиривателя-флюса.
Из инструментов нужен:
Кусок нефольгированного текстолита (размером примерно с нашу плату) и резиновый шпатель. Резиновым шпателем мы будем лудить плату. Странно звучит? Зато удобно! Шпатель нужно немного подрезать, чтобы он был меньшего размера – так удобней.
Как нужно лудить печатную плату сплавом Розе.

1 Наливаем воду в эмалированную или алюминиевую емкость. Дно емкости должно быть плоским. Насыпаем чайную ложку лимонной кислоты. Доводим воду до кипения.

2 Дальше бросаем небольшой кусочек сплава в воду. Много не нужно — достаточно одной таблэтки :). Ждем, когда он расплавиться.
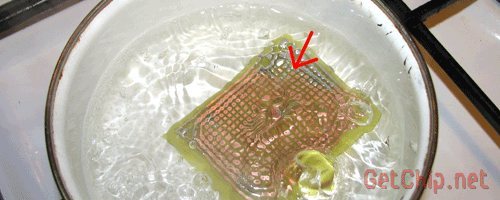
3 После того как расплавился сплав, бросаем плату. Дорожки платы, под действием лимонной кислоты, станут розовыми и сплав легко к ним пристает. При помощи шпателя нужно «вымазать» сплавом дорожки с обеих сторон платы. Возьмите пинцет или еще что, чтобы было удобней вертеть плату.

4 Дальше под плату нужно подложить кусок текстолита без фольги и шпателем тщательно «счистить» излишки сплава с дорожек. Без подложки текстолита счищенный сплав будет прилипать на нижний слой (если плата односторонняя подложку можно и не класть).







5 Вынимаем плату, промываем водой, протираем платочком – готово!
Напоследок — сравнение дорожек «на просвет» до и после лужения.
Видно, что после лужения дорожки стали намного лучше, «дырок» стало меньше. Улучшилась эстетика платы, паять на ней будет в удовольствие.
P.S. Еще для лужения плат применяют сплав Вуда. Но я не рекомендую Вам его использовать. Во-первых температура плавления у него ниже, а во-вторых, он вреднее. (Visited 19 516 times, 2 visits today)
Применение
С точки зрения внешнего вида и качественных показателей сплав Розе сильно похож на сплав Вуда. Отличие их состоит в том, что сплав Розе не имеет в своем составе частиц кадмия и это делает его менее токсичным. Данный параметр помогает найти сплаву более обширное применение среди радиолюбителей, работающих в домашних условиях: процесс пайки не требует наличия специального вытяжного оборудования для удаления ядовитого газа из помещения.
Припои ПОСВ-50 на основе материала Розе используются при пайке контактных элементов, обладающих повышенной склонностью к перегреву. Также он все больше и больше применяется как припой для различных сплавов алюминия и меди.
Сплав Розе служит припоем для полупроводников. Из него производят плавкие алюминиевые предохранители. Помимо вышесказанного сплав используют как припой никелевых контактов и ювелирных изделий.
Также Розе применяется и в лужении. Наибольшего распространения сплав достиг при лужении именно медных поверхностей микроплат. Данный процесс представляет собой следующее:
- Кипятят емкость с водой. Стоит отметить, что наиболее подходящими являются емкости, изготовленные из чугуна и алюминия, или же эмалированные. Оцинкованная и медная посуда при лужении будет растворяться, что ведет к ухудшению качества припоя и, соответственно, невозможности его повторного использования. Также, в дальнейшем данную емкость нельзя использовать для приготовления пищи, т.к. в ходе лужения на поверхности посуды оседает тонкий слой свинца.
- Добавляют несколько грамм сплава Розе, лимонной кислоты и глицерина. Глицерин необходим для получения необходимой температуры плавления и снижения выделения вредных газов сплавом. Наличие лимонной кислоты превращает водоглицериновый раствор во флюс, что предотвращает его загрязнение такими газами как кислород, водород и прочие.
- Помещают плату медной стороной вниз. Заметьте, плата должна быть преждевременно очищена. Делается это с целью сохранения припоя от загрязнений и увеличения его срока эксплуатации.
- Спустя 15-20 минут плату извлекают и очищают от остатков меди.
Лужение сплавом Розе достигло более широкого применения по сравнению с пайкой. Простота процесса и доступность необходимых компонентов играют здесь не последнюю роль.
Рейтинг: 5/5 — 1
голосов
Что такое сплав Розе?
Начинающие радиолюбители осваивают различные припои для пайки, но далеко не все знают, что такое сплав Розе и в чем его преимущество. Сравнивают его обычно с похожим на него популярным припоем Вуда.
Припой ПОСВ-50 состоит из 3 легкоплавких металлов и переходит в жидкое состояние в кипящей воде. По маркировке легко определить его состав: олово, свинец и 50% висмута. Продается в гранулах диаметром 5 мм, прутках 10×12×250 мм и слитках.
По своему составу Розе является низкотоксичным и не выделяет при кипении отравляющих веществ.
Техническая характеристика
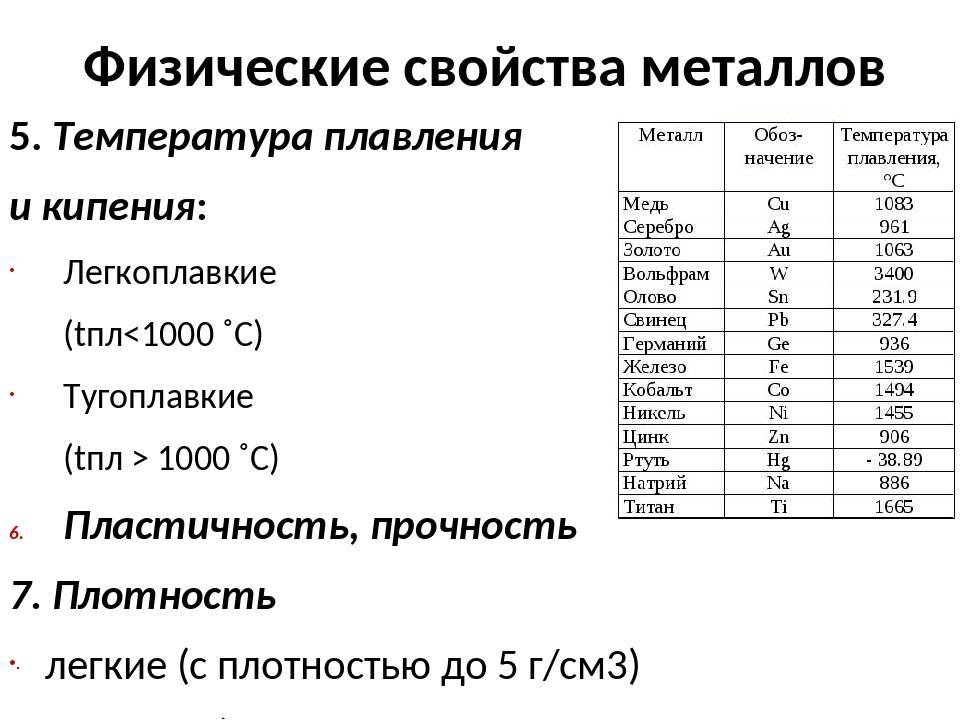
Сплав Розе состоит из цветных металлов и имеет низкую температуру плавления. Поверхность у него блестящая, серебристая. Он предназначен для пайки мелких деталей и лужения в среде слабокислотных флюсов. Применяется при изготовлении предохранителей.
Технические характеристики сплава Розе:
- плавится при 96–98⁰;
- твердый;
- хрупкий;
- образует тонкую пленку покрытия на серебре, бронзе, никеле;
- не содержит кадмия.
В твердом виде сплав Розе разрушается при динамических нагрузках и вибрации. Тонкая пленка, образующаяся при лужении, долго сохраняется.
Для работы в домашних условиях используют припои с низкой температурой кипения. Расплавляют его, используя дистиллированную воду и глицерин. В жидком виде хорошо соединяется с медью, бронзой, серебром. Создает прочную ровную пленку. Применение щелочных флюсов в лужении и пайке приводит к разрыву целостности припоя, образованию трещин.
Пайка мелких деталей (Фото: Instagram / starline_ru)
Химический состав
Исаак Ньютон первым открыл состав с низкой температурой плавления. Он соединил металлы в соотношении:
- висмут 50%;
- свинец 30%;
- олово 20%.
Через несколько десятилетий Валентин Розе изменил пропорции. Висмут по-прежнему составляет половину веса сплава, но олово и свинец он добавил в равных пропорциях — по 25%. Промышленность одновременно выпускает под этим же наименованием и сплав, в котором 32% свинца и 18% олова, его температура плавления немного ниже — 93–94⁰.
Температура плавления
Припой Розе плавится при температуре 94–98⁰. Опустить его просто в кипящую воду недостаточно. Надо добавлять глицерин, чтобы поднять температуру кипения жидкости до 105⁰ и расплавить ПОСВ-50 для лужения.
Можно расплавлять в нагретом глицерине при соблюдении мер безопасности. Для защиты органов дыхания от вредных испарений глицерина при работе необходимо использовать респиратор.
Глицерин имеет температуру кипения 290⁰. В чистом виде он является сильным канцерогеном. Его можно использовать только смешанным с водой. Если добавить его в воду в соотношении 1:1, кипение начнется при 110⁰С. Чтобы получить температуру кипения воды примерно 104⁰, доля глицерина должна составлять 34%. При добавлении в 100 мл смеси 1 г лимонной кислоты вода с глицерином превращаются в слабоактивный флюс и улучшает качество лужения.
При работе с термочувствительными деталями низкая температура плавления позволяет припаять контакты, не касаясь их паяльником.
Ложка из сплава Розе (Фото: Instagram / kozlov_glebchik)
Внешний вид
Сплав Розе имеет серебристый цвет, гладкую блестящую поверхность. Для пайки и лужения используют гранулы размером до 5 мм. Выпускается также прутками и маленькими слитками.
После пайки и лужения поверхность длительное время сохраняет свой цвет и лоск. Розе используют при реставрационных работах для покрытия защитным слоем бронзовых, серебряных декоративных элементов.
Без содержания свинца
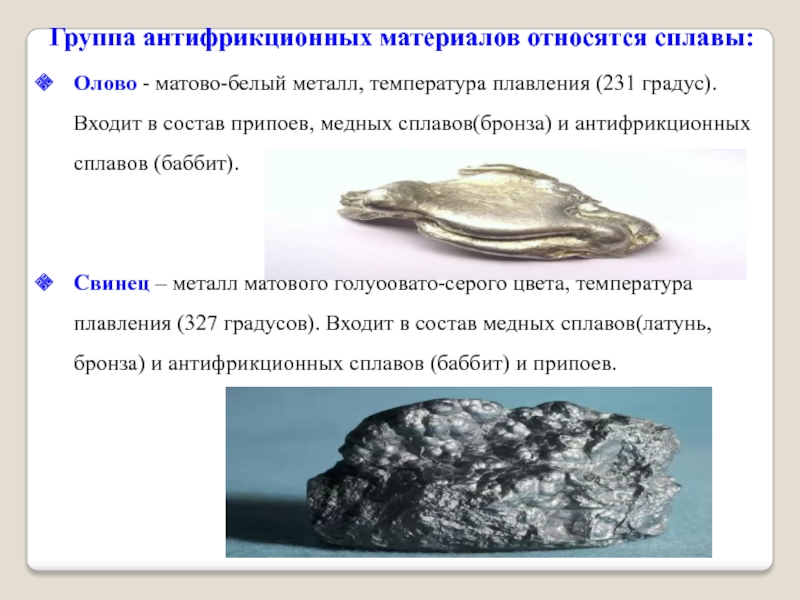
Бессвинцовый припой не должен содержать вредного металла и считается экологически чистым, не причиняющим вреда окружающей среде и исполнителям работ по пайке. Простейшим примером служит припой оловянный, который содержит чистое олово, имеет повышенную смачиваемость и высокую электропроводность. Для борьбы с недостатками, в них добавляют медь, серебро и золото, что помогает сделать субстанцию более твёрдой.
У такого изделия повышается температура расплавления, но найти полную альтернативу стандартным видам припоя пока что не удаётся, но основным показателем является безвредность. Олово занимает главное место в химическом составе, поэтому присущие ему свойства оказывают большое влияние на припой, из-за этого температура плавления у бессвинцового припоя ниже, а материал получается более мягким.
В. И. Блинов, образование ПТУ, специальность сварщик шестого разряда, допуск от НАКС к НГДО и ГО, опыт работы с 2004 года: При отсутствии подходящего по всем параметрам варианта, во время пайки используйте марку ПСР-45, в которой содержание вредного свинца минимальное и составляет не более 0,5% от общего веса».
Как готовить раствор для лужения
Добавка глицерина нужна для полного расплавления припоя Розе. При 94 ℃ он только начинает плавиться. Вода, как известно, при 100 ℃ уже начнет испаряться.
Следовательно, для полного расплавления нужен небольшой температурный запас, который создается прибавлением глицерина. Он прекрасно смешивается с водой и растворяется. Температура кипения раствора повышается.
При соотношении глицерина и воды 1 к 1 температура кипения раствора будет равна 110 ℃. При пропорции 2 к 1 температура кипения составит почти 104 ℃.
Достаточно в 100 мл воды всыпать 1 г порошка. Многие мастера добавляют приблизительное количество лимонной кислоты. Она не навредит лужению.
Кислый компонент выполняет функцию флюсовой добавки, исключает образование оксидов. Благодаря глицерину улучшается смачиваемость рабочей поверхности припоем Розе.
Методы паяльных работ
Для выпаивания разъема или детали из платы без перегрева нужно залудить контакты низкоплавким материалом.
Итоговая температура плавления будет выше, чем у Розе в чистом виде так как он смешивается с припоем на плате у которого другой состав и характеристики. (плавление при 270 °C)
Место работ имеет важное значение. Например, плата может быть очень теплоемкой из-за ее толщины
Время и мощность нагрева должны быть больше, чем у более легкой платы.
Материнскую плату от компьютера придется дольше прогревать, чем маленькую плату от мобильного телефона из-за большей многослойности и толщины текстолита.
Сначала наносится флюс на контакты выпаиваемой детали. Добавляется несколько гранул легкоплавкого припоя. Есть несколько техник паяльных работ.





Работа паяльником
Нужны массивные жала: мини волна, топорик.
Температуру паяльника можно оставить в пределах 230 °C, например, 200 °C.
Контакты детали нужно залудить легкоплавким сплавом, предварительно нанеся флюс.
На контактах образуется капля припоя, которую легко разогреть одним паяльником на небольшой мощности.
Результат паяльных работ.
Как выпаять разъем USB одним паяльником и Розе
Быстрая и безопасная пайка одним паяльником и легкоплавким припоем.
Подробнее
Пайка феном
Фен выставляется на температуру примерно 120 — 170 °C со средним потоком воздуха.
Гранулы постепенно расплавляются и смешиваются с контактами. Их лучше поправлять пинцетом по месту пайки, чтобы припой лучше распределился.
Нужно тщательно прогреть место пайки. Постепенно, по мере повышения температуры, деталь начнет выпаиваться. Это будет заметно при появлении блика на припое.
Результат низкотемпературной пайки.
Комбинированный метод
Фен сверху над местом пайки нужен для вспомогательного инструмента, на 100°C, а паяльником паяются детали сплавом Розе на температуре 200 °C.
После пайки детали обязательна очистка от получившейся смеси припоя с помощью оплетки.
Применение
С точки зрения внешнего вида и качественных показателей сплав Розе сильно похож на сплав Вуда. Отличие их состоит в том, что сплав Розе не имеет в своем составе частиц кадмия и это делает его менее токсичным. Данный параметр помогает найти сплаву более обширное применение среди радиолюбителей, работающих в домашних условиях: процесс пайки не требует наличия специального вытяжного оборудования для удаления ядовитого газа из помещения.
Припои ПОСВ-50 на основе материала Розе используются при пайке контактных элементов, обладающих повышенной склонностью к перегреву. Также он все больше и больше применяется как припой для различных сплавов алюминия и меди.
Сплав Розе служит припоем для полупроводников. Из него производят плавкие алюминиевые предохранители. Помимо вышесказанного сплав используют как припой никелевых контактов и ювелирных изделий.
Также Розе применяется и в лужении. Наибольшего распространения сплав достиг при лужении именно медных поверхностей микроплат. Данный процесс представляет собой следующее:
- Кипятят емкость с водой. Стоит отметить, что наиболее подходящими являются емкости, изготовленные из чугуна и алюминия, или же эмалированные. Оцинкованная и медная посуда при лужении будет растворяться, что ведет к ухудшению качества припоя и, соответственно, невозможности его повторного использования. Также, в дальнейшем данную емкость нельзя использовать для приготовления пищи, т.к. в ходе лужения на поверхности посуды оседает тонкий слой свинца.
- Добавляют несколько грамм сплава Розе, лимонной кислоты и глицерина. Глицерин необходим для получения необходимой температуры плавления и снижения выделения вредных газов сплавом. Наличие лимонной кислоты превращает водоглицериновый раствор во флюс, что предотвращает его загрязнение такими газами как кислород, водород и прочие.
- Помещают плату медной стороной вниз. Заметьте, плата должна быть преждевременно очищена. Делается это с целью сохранения припоя от загрязнений и увеличения его срока эксплуатации.
- Спустя 15-20 минут плату извлекают и очищают от остатков меди.
Лужение сплавом Розе достигло более широкого применения по сравнению с пайкой. Простота процесса и доступность необходимых компонентов играют здесь не последнюю роль.
