
Ручная сварка
При ручной сварке, прежде чем приступить к соединению материалов, нужно сварить обрезки ПВХ пленки, потренировавшись на них. Отрегулировав температуру и прижим, можно приступать к работе с основным материалом.
По возможности все швы нужно делать в горизонтальной плоскости, тогда можно точно отрегулировать усилие прижима. Используемое сопло должно быть 20 мм, а ролики 20 и 40 мм.
Для получения качественного шва необходимо предварительно прогреть свариваемый участок ПВХ пленки, слегка придавливая его роликом. Сама сварка производится следующим образом.
Фен перемещается вдоль линии соединения. Сопло и соответственно ролик находятся под углом 45 ° к краю пленки, при этом нужно избегать перегрева нижнего слоя материала.
Если требуется сварка широкого шва, то она производится по методу предварительного сваривания. Сначала формируется шов в глубине, на расстоянии 2 см от края ПВХ пленки.
Затем осуществляется окончательное формирование шва. На последней стадии нужно следить за тем, чтобы верхний край сопла выходил за границу пленки на 3 мм.
Ролик передвигают параллельно срезу сопла, следя, чтобы расстояние между ними было 10-15 мм.
Сварка полипропилена ручным экструдером
Данный способ применяется, в частности, при сварке толстостенных деталей, также требующий использования присадочного материала (сварочного прутка, реже – гранулята.) Экструдер при сварке не должен останавливаться (из-за опасности разложения).
В принципе, экструзионная сварка двух деталей заключается во впрыскивании расплавленного присадочного материала в зону сварки. Например, при взаимно перпендикулярном расположении двух листов присадочный материал впрыскивается в угол между ними, образуя т.н. шов K-типа.
Основные параметры процесса сварки полипропилена ручным экструдером:
| Температура присадочного материала, °С | Температура горячего воздуха, °С | Поток воздуха, не менее, л/мин. |
|---|---|---|
| 210-240 | 210-300 | 300 |
ВНИМАНИЕ!
Ряд производителей полуфабрикатов инженерных пластиков рекомендуют применять для сварки листов из полипропилена-гомополимера (PP-H) пруток из полипропилена-блок-сополимера (PP-B).
Основаниями для данных рекомендаций являются следующие соображения:
Ударная прочность полипропилена-блок-сополимера (PP-B), согласно ISO 179
в 5-8 раз выше чем у полипропилена-гомополимера (PP-H). В отличие от материала листа сварные швы часто имеют небольшие риски или зарубки и применение сварного прутка из полипропилена-блок-сополимера (PP-B) значительно уменьшает риск образования трещин. Кроме того, другая величина фактора пластичности A4 полипропилена-блок-сополимера (PP-B) согласно DVS 2205 при 20º С по сравнению с PP-H придает месту шва дополнительную надежность
С учетом того, что швы преимущественно выполняются в местах соединения горизонтальных и вертикальных поверхностей, и напряжения, испытываемые материалом, в основном носят изгибающий характер, дополнительная пластичность полипропилена-блок-сополимера (PP-B) является дополнительным преимуществом.
Сварка прутком из полипропилена-блок-сополимера (PP-B) несколько проще, что уменьшает риск ошибок.
Большая стойкость к образованию трещин и разломов полипропилена-блок-сополимера (PP-B) является дополнительным преимуществом при образовании микроотверстий, как результата усадки материала в процессе сварки
Индекс текучести расплава листов полипропилена-гомополимера (PP-H) и прутка из полипропилена-блок-сополимера (PP-B) находится в пределах одной группы, согласно DIN EN ISO 1873-1, а именно группы 003” (230ºС/2.16 кг 0.2 – 0.4 г/10 мин.) В связи с этим данные материалы являются полностью совместимыми с точки зрения сварки.
Тем не менее, следует крайне осторожно подходить к возможности сварки листов из полипропилен-гомополимера (PP-H) прутком из полипропилена-блок-сополимера (PP-B) в случаях, когда режим эксплуатации изделия (например верхняя граница диапазона рабочих температур) является критическим для последнего материала
Преимущества и недостатки покрытия бассейна пленкой
Обладателям бассейнов очень нравится ПВХ пленка по таким причинам:
- Практичный и долгосрочный материал;
- Устойчивость к воздействию температуры и ультрафиолета;
- Плёнка гигиенична, не вступает в реакцию с химическими средствами для ухода за бассейном;
- Легкая установка и монтаж своими руками;
- Не деформируется при появлении трещин в чаше водоема;
- Большой ассортимент расцветок и рисунков;
- Пластичность материала, благодаря чему его можно с легкостью уложить на сложные формы: углы, изгибы, лестницы, повороты. Покрытие получается цельным и герметичным;
- Относительно недорогой материал и несложные работы по монтажу.
Давайте будем честными и выделим также недостатки ПВХ покрытия:
- Какой бы толстый не был слой покрытия, со временем могут появиться царапины, которые в свою очередь приведут к разрывам;
- При тщательном и близком осмотре видны швы на стыках;
- Довольно сложный процесс очистки пленки;
- Невозможность использования ПВХ покрытия, если близко к земле проходят грунтовые воды.
Преимущества материалов из винила
Ткани из ПВХ волокон водоустойчивы. Они не подвергаются агрессивному воздействию окружающей среды, прекрасно выдерживают попадание солнечных лучей, держат форму при изменениях температуры воздуха. Ткани из ПВХ волокон имеют долгий срок службы не менее 5-7 лет. Главный момент получения изделий из ПВХ — соединение заготовок из полотен.
Для шитья обыкновенных изделий из ПВХ материалов применяют швейные машинки. При производстве рекламных щитов, палаток необходима сварка тканей. Это единственный способ получить отличное изделие.
Способ сварки синтетического материала ПВХ всецело зависит от толщины материала и его предназначения. Различают два способа соединения материалов:
- автоматический способ;
- ручной метод.
Автоматическую аппаратуру, способную сваривать длинные швы, производят некоторые европейские фирмы, представительства которых также находятся в России. Ручной способ используют, если необходимо соединить маленькие кусочки ПВХ ткани. Каждый способ использует специальные технологии.
Как правильно выбирать пленку ПВХ для бассейнов
Пленка ПВХ для пруда или бассейна должна соответствовать следующим критериям:
- быть прочной, не морщиться и не крошиться;
- проявлять устойчивость к УФ-лучам, низким и высоким температурам;
- выдерживать большое давление без существенных деформаций и нарушения целостности материала;
- быть устойчивой к механическим воздействиям.
Выбирая подходящий материал, следует обратить внимание на толщину, исполнение пленки и производителя изделия. Для оптимизации расходов на материал и обеспечения достаточно прочного, надежного и долговечного покрытия следует брать во внимание глубину чаши бассейна
Если она находится в пределах 2 м, пленка должна иметь толщину 0,5-0,9 мм. Необходимо, чтобы в остальных случаях материал был не тоньше 10 мм. Для бассейнов сложной конфигурации лайнер должен иметь толщину не менее 15 мм.
Качественная пленка должна быть прочная, проявлять устойчивость к механическим воздействиям и УФ-лучам
Пленка имеет различное исполнение, которое влияет на эксплуатационные свойства материала. Обычный лайнер отличается самой низкой стоимостью, характеризуется невысокой прочностью. Его целесообразно использовать для сборных малогабаритных бассейнов. Лайнер с армированием выдерживает значительные нагрузки, имеет высокие эксплуатационные характеристики и может быть использован для любого резервуара.
Для обеспечения безопасности следует купить для бассейна ПВХ пленку с противоскользящим покрытием, цена которой будет превосходить другие аналоги. Лайнеры с акриловым покрытием обладают бактерицидной защитой. Материал не портится. На его поверхности не размножаются микроорганизмы, бактерии и грибки. Такие изделия характеризуются самым высоким периодом эксплуатации, что, несомненно, влияет на их стоимость. Цена ПВХ пленки стартует от 1500 руб./м².
Для того чтобы выбрать качественный материал, следует выполнить срез по торцу изделия. Если структура материала крошится и слоится, это говорит о некачественной пленке, которая долго не прослужит. Качественное изделие имеет однородную структуру с равномерно расположенными нитями. Ткань должна вытягиваться равномерно во все стороны. Рельефный рисунок должен быть однообразным.
Суть технологий
Процесс сваривания заключается в следующем. Предварительно разогретый участок ПВХ пленки на каждом куске материала соединяется и прижимается.








Температура и давление обеспечивают образование надежного и качественного шва, не уступающего по прочности самой свариваемой пленке. Чтобы добиться такого результата, необходимо точно соблюдать технологию сварки. Это не зависит от того, какое оборудование используется, автоматическое или ручной инструмент.
Поливинилхлорид имеет достаточно высокую температуру плавления. При автоматической сварке ПВХ пленки, если температура атмосферы составляет 15-20 °C, то поток воздуха должен быть прогрет примерно до 500 °C.
Прижим при этом составляет 10 кг, а скорость движения устройства вдоль шва 2-2,5 м/мин. Кроме этого, обеспечивается расстояние от сопла до оси прижимного колеса 45 мм, выход за край колеса 1-2 мм.
При более высокой температуре в ПВХ пленке происходят изменениям на молекулярном уровне, что отражается на качестве сварки. Проверка качества соединения и регулировка аппаратуры производится через 200 м шва.
ПВХ пленка для бассейна: виды и особенности использования
Пленка выполняет одну очень важную функцию – гидроизоляция бассейна. Будьте уверенны, что ПВХ абсолютно не пропускает воду даже при наличии трещин в бетоне. Поэтому с помощью ПВХ пленки можно качественно построить не только новый бассейн, но и отреставрировать старый, если в его бетонном основании появилась трещина к примеру
И совершенно неважно, каким материалом покрыт бассейн – пленку можно натянуть сверху
Гидроизоляция бассейна ПВХ пленкой
Пользуйтесь возможностью определить качество материала самостоятельно. Для этого надрежьте её с торцевой стороны. Если срез окажется губчатым, пустым и рыхлым, то откажитесь от покупки такого материала. В качественном ПВХ материале должна быть монолитная структура. С изнанки на пленке должен быть четкий ровный рельеф. А также проверьте выбранный материал на эластичность – он должен равномерно растягиваться во все стороны.
Для изготовления покрытия для водоёмов применяют бутилкаучук или термопластичный поливинилхлорид (ПВХ). В простонародье его называют лайнер для бассейна.
Толщина материала колеблется от 0,6 мм до 1,8 мм. К примеру, для покрытия неглубоких ёмкостей подойдет плёнка толщиной 0,6-0,9 мм. Глубокие бассейны следует покрывать пленкой 0,9-1,25 мм. Для габаритных бассейнов потребуется полотно толщиной 1,5-1,8 мм.
Армированная пленка для бассейнов
Число и структура слоев в пленке определяет её разновидность. Ваш выбор должен зависеть от глубины бассейна, а также от того, насколько активно будет использоваться бассейн. Среди материала для облицовки выделяют три вида.
Не армированное покрытие
Не армированное покрытие, которое является простым ПВХ материалом толщиной до 1 мм. Это относительно дешевый материал, ввиду своей невысокой надёжности. Не армированная пленка для бассейнов подходит для маленьких и мелких бассейнов. Особенно удачно материал используется в бассейнах, которые разбираются и собираются. Её просто устанавливают на каркас бассейна и заливают водой.
Армированное покрытие
Это гидроизоляционный материал чем-то по прочности похож на линолеум. Прочность достигается за счет полиэфирной прослойки и двух слоёв и поэтому покрытие бассейна армированной пленкой выдерживает большие нагрузки, и оно не подвержено деформации и. Используется армированное покрытие для отделки водоемов любого размера, а также для разборных бассейнов больших размеров. Тогда сверху на не армированный лайнер подвешивают мешок из двухслойного покрытия. Это значительно повышает прочность устройства бассейна.
Противоскользящее покрытие
Имеет шероховатую поверхность. Ваши детки будут Вам очень благодарны за использование такого материала в бассейне.
ПВХ с покрытием из акрила
Покрытие материала акрилом не дает бактериям, водорослям, плесени, грибку и вредным микроорганизмам поселиться в порах материала. Акриловое покрытие устойчиво к грязи, налету, солям и хлорным добавкам. Акриловый слой почти в дважды увеличивает срок эксплуатации, интенсивность цвета и эластичность ПВХ материала.
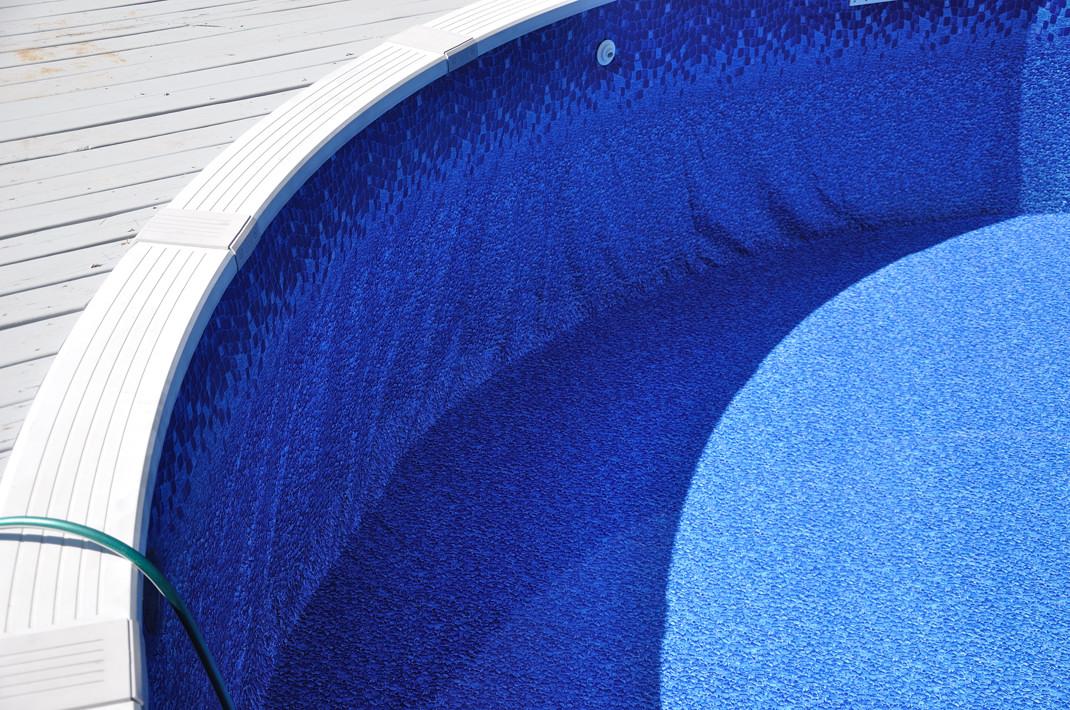
Еще одна важная функция лайнера для бассейна – эстетическая отделка. В продаже есть немало всевозможных синих и зеленых оттенков. С такими эффектами на время можно даже забыться, что Вы не на море, а просто за городом. А рисунки имитирующие мозаику, заставят Вас почувствовать себя в бассейне самого дорогого курорта.
Склеивание листового полипропилена
Склеивание полипропилена – очень трудоемкий процесс, требующий специальной подготовки. Это обуславливается тем, что такой вид пластмассы является особенно трудносклеиваемым. На современном рынке существует большое множество клеев, которые без каких-либо проблем способны склеить пластмассу, основным вопросом будет выбор специального раствора. Особая подготовка к склеиванию материала будет заключаться в предварительной сборке всех деталей, чтобы поставить необходимые метки, ведь неправильное соединение полипропиленовых листов или банальная ошибка в процессе может стоить вам испорченного материала.
Главными рекомендациями при склеивании и сварке полипропилена своими руками будут:
необходимо приобретать клей, обращая внимание, прежде всего на его марку, но никак не на цену. Свой опыт в таком вопросе будет для вас дополнительным бонусом
Иногда клей из высокой ценовой категории по качеству может уступать более дешевым аналогам;
очень важным будет уделить внимание заточке и обработке краев полипропиленовых листов, при правильном выполнении этого требования, шов получится очень аккуратным;
выбирайте способ сваривания в зависимости от ширины листа, а также его размера. Чем правильней будет выбрана техника соединения, тем прочнее шов получится на выходе.
 Экструзия считается распространенным методом получения полуфабрикатов или полимерных товаров. Такой процесс создают в пищевой промышленности или в производстве комбикорма. Расплав полимера вытаскивают с помощью головки экструдера в формующую головку со специальным профилем.
Экструзия считается распространенным методом получения полуфабрикатов или полимерных товаров. Такой процесс создают в пищевой промышленности или в производстве комбикорма. Расплав полимера вытаскивают с помощью головки экструдера в формующую головку со специальным профилем.
Как не надо проводить ремонт
Есть два самых «вредных» способа ремонта, прибегать к которым мастера не рекомендуют даже для временного устранения протечек:
- Сшить края тента с подгибом. Такой способ не спасет подтекающую палатку. Зато большая площадь тента будет повреждена проколами от иглы.
- Заклеивать повреждения гладким «серебристым» скотчем. Эффект от такой заплатки будет временным, всего на несколько дней. Но потом остатки клеевого слоя сложно удалить с поверхности ткани, чтобы проклеить тканевую заплатку. Иногда клей от скотча вступает в реакцию с влагостойким покрытием, буквально впитываясь в ткань. В этом случае единственный способ ремонта – полностью заменить поврежденный фрагмент с остатками скотча новой тканью.
Реставрация бассейна пленкой ПВХ
Зачастую уже отделанный каким-либо покрытием бассейн нуждается в реставрации. Самым оптимальным быстрым и надежным способом является отделка бассейна пленкой ПВХ руками. Стоит просто уложить пленочное покрытие поверх имеющейся отделки. Пленка укладывается и на штукатурку, и на плитку, и даже на поливиниловый готовый бассейн. Это универсальное гидроизоляционное средство защитит и чашу от протечек и сэкономит время и деньги.
Плюсы пленочного покрытия:
- Долговечность. Несмотря на то что пленка уступает по своим свойствам, допустим, плиточному покрытию. При правильном уходе она смело может прослужить до 7 лет.
- Экономичность. По сравнению с плиточным покрытием стоит намного дешевле. А так же можно не тратить деньги на профессиональных укладчиков и уложить собственными силами. Легко монтируется и демонтируется.
- Хорошо реставрируется при помощи жидкой резины или резиновых заплаток.
- Красивый внешний вид. Многообразие расцветок и фактур удовлетворит любой вкус.
- Легко ухаживать. Поверхность пленочного покрытия легко моется. Покрыта антибактериальным составом, что не дает развиваться микроорганизмам.
- Не выгорает под ультрафиолетом.
- Экологически чистый материал.Без вредных примесей и запаха.
Минусы пленочного покрытия:
- Боится прямого воздействия химических препаратов, острых предметов.
- Боится низких температур. Если бассейн под открытым воздухом, требуется правильная консервация.
- Возможна реставрация после консервации, при помощи ремкомплекта.
Пленка ПВХ является наиболее подходящим вариантом если вы решили сделать бюджетный вариант бассейна. Она прекрасно подходит как заменитель натуральных материалов из мрамора или камня.
Сварка полиэтилена и полипропилена (ПЕ, ПП)
Такие материалы как полиэтилен и полипропилен являются самыми часто встречаемыми термопластами, что обусловлено их основными свойствами. Это распространенные полимеры, которые стоят недорого, легко свариваются с применением горячих видов сварки. Область применения данных полимеров также огромна, от пленок и труб, до изоляции, деталей для строительства и даже пищевых емкостей и контейнеров.
Важно отметить, что для ПП и ПЕ подходят далеко не все виды сварки. Так, к примеру, нельзя произвести сварку токами высокой частоты, а также при использовании растворителей, что обусловлено структурой этих материалов
А вот использование аппаратов горячего воздуха (или экструдеров) наоборот, приветствуется.
Сварка при помощи утюга
Важным этапом соединения полиэтилена внахлест является быстрое охлаждение области шва. Как правильно соединить пленку своими руками с помощью утюга:
- укладывают материал на деревянную или другую ровную теплоизоляционную поверхность,
- сверху кладут лист плотной бумаги,
- утюг устанавливают на режим «хлопок» (нужна температура 120–150°С),
- шов делается острым краем подошвы, ее наклоняют так, чтобы с поверхностью бумаги был угол 5–10°,
- утюг двигают медленно, после этого на бумагу кладут мокрую тряпку.

Обыкновенный бытовой утюг для склеивания полиэтиленовой пленкиУмельцы делают на утюги насадки с металлическими направляющими по типу коньков. С их помощью делают двойные и тройные швы. Для изготовления насадок используется:
- жаропрочная нержавеющая сталь, если есть навыки ее монтажа,
- цветные металлы на основе меди,
- алюминиево-магниевый дюралевый сплав.
Методы и способы сварки полиэтиленовой пленки
Сварка полиэтилена – это процесс соединения отдельных участков материала, посредством нагрева до температуры плавления и сжатия слоев.
Когда поверхности пленки расплавляются, то слои соединяются на молекулярном уровне, итогом такой процедуры — является сварочный шов. Для того, чтобы качество шва было высоким и он был максимально прочным и надежным, необходимо подобрать хорошее оборудование, четко соблюдать технологию сварки и не ошибиться с температурой нагрева. Этот показатель должен варьироваться в промежутке 130-160 °С.









Именно поэтому, сварка пленки из полиэтиленадолжна выполняться со строгим соблюдением ряда условий:
свариваться должны отрезки материалов, принадлежащих к одной партии изготовления,важно верно подобрать температурный режим, если он будет ниже нормы, то прочность будет низкой, в случае превышения заданных показателей температуры, стык может деформироваться,еще обязательное условие – чистые соединяемые поверхности. Также, на успех работы и качество шва оказывает влияние сварочный аппарат
Важно не только правильно подобрать устройство для сварки пленки, но и уметь с ним обращаться
Также, на успех работы и качество шва оказывает влияние сварочный аппарат
Важно не только правильно подобрать устройство для сварки пленки, но и уметь с ним обращаться
Специальное оборудование
При выборе оборудования необходима предусмотрительность
Важно учитывать сложности проведения работ. Чтобы справиться с большими объемами пленок применяют промышленное оборудование
Она позволяет получить ровный и прочный шов на любом контуре: прямом или сложном. ПП-40 по форме напоминает паяльник, но имеет другой наконечник.
Еще применяют специальные насадки для электроутюгов. Их изготавливают из листового металла, например: алюминия. Основание насадок делают плоским и ребристым. Такая поверхность прочно фиксирует соединение пленки во время сварки.
С их помощью получают две спаянные полосы, расположенные параллельно друг другу. Насадки имеют на поверхности лепестки. Их загибают под основание утюга и крепят.
Ребрами фиксируют края пленки. После перемещают рейку вдоль свариваемого участка. Так получается двойной шов.
Подобная аппаратура оснащена настройками уровня давления, температуры, скорости перемещения разогретого элемента по поверхности полиэтилена. В бытовых вариантах формирования пленочных швов таких функций нет.
Помимо регуляторов настроек, аппараты для спайки оснащены роликовыми механизмами. Это задающие и натяжные элементы, стабилизирующие скорость продвижения свариваемых пленочных полотен.
Это улучшает качество пропайки полиэтилена, повышает прочность соединения.
Соединение, созданное при помощи сварки полиэтиленовых полотен, имеет более высокий порог прочности, чем то, которое было создано проклейкой специальными материалами. Ведь спаянный шов соединяет сами полотна на молекулярном уровне, без каких-либо посредников.
Инструменты и материалы
Для изготовления каркаса понадобятся:
-
столярный инструмент: ножовка по дереву или дисковая электропила, рубанок, топор;
- применение стальных или алюминиевых труб, уголков и направляющих потребует наличия болгарки;
- сухой брус и древесные плиты;
- раствор антисептика, краска;
- крепеж и фурнитура.
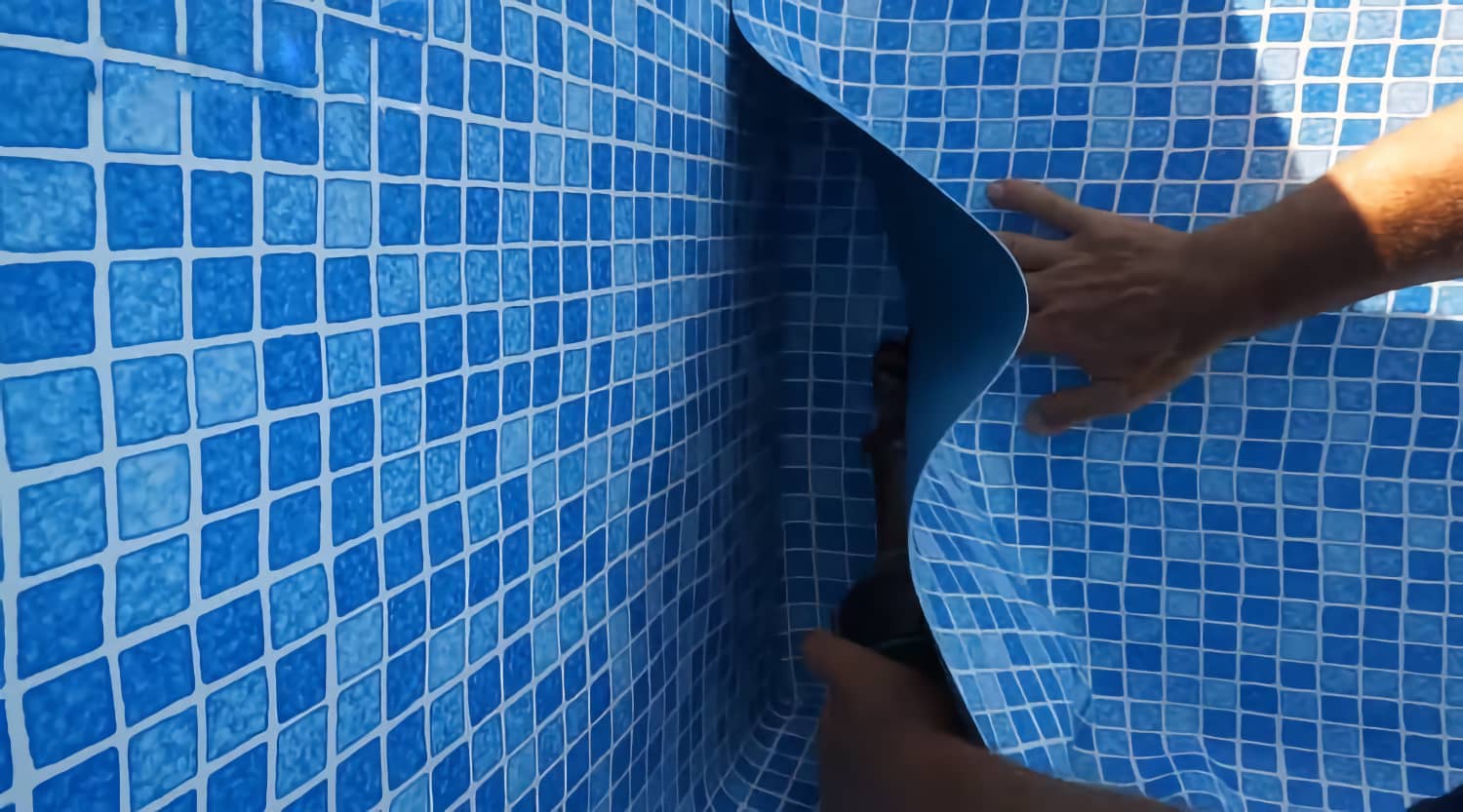
Для работы с лайнером не обойтись без ручного термофена, устройства снабженного нагревателем и воздушной помпой.
Фен способен с помощью специальной насадки подавать раскаленный воздух между листами лайнера вдоль шва, благодаря чему материал расплавляется и образует герметичное соединение.
Чтобы поверхности сплавились в одно целое, используют узкий силиконовый валик. Им, надавливая, проводят сверху.
Виды сварки полиэтилена
Контактная сварка
Вначале работы выставите на приборе режим, его выбор зависит от свойств полимера, типа пленки и толщины.
Наиболее простой и экономичный способ соединения отдельных фрагментов пленки. В результате получается очень надежное соединение. Для этого края полиэтилена соединяются и нагреваются горячим воздухом, или так называемым горячим клином, до достижения температуры плавления. Соединение краев пленки и ее сжатие происходит с помощью специальных зажимных роликов. Получается одинарный или двойной шов очень высокой прочности.
Горячий воздух представляет собой воздушный поток, нагретый до определенной температуры. Он доводит свариваемую пленку до температуры, при которой она начинает плавиться. По такому же принципу работает горячий клин. Это обыкновенный нагревательный элемент. Он контактирует со свариваемым материалом с 2 сторон и образует прочный шов. Прочность его достигает 90%.
Экструзионная сварка
Работает по следующему принципу: расплавленный полимер под давлением подается на место сварки, свариваемые поверхности становятся тягучими. В таком состоянии они плотно прижимаются и свариваются. Прочность сварки около 70%.
Горячая сварка
Специальный аппарат через нагревательный элемент, выполненный из металла, нагревает полиэтилен. Далее происходит то же, что и при других способах соединения. Горячую сварку применяют для соединения не только полиэтилена, но и для сварки полипропилена, ПНД, ПВХ и других полимеров.
Схема сварки аппаратом серии ТН.
Аппарат для сварки пленки имеет довольно простой принцип работы. Двигатель приводит через редуктор в движение 2 колеса. С помощью штатива между листами свариваемого материала вставляется горячий клин. Специальный терморегулятор обеспечивает поддержание постоянной температуры горячего клина. Скорость движения материала регулируется. Аппарат соответствует всем требованиям противопожарной и электробезопасности.
В результате применения такого аппарата получается двойной шов. Прочность его составляет около 85%. Процесс сварки происходит автоматически. Вручную только изменяется температура горячего клина, а также скорость подачи пленки. Используется аппарат в основном в промышленности, но можно его применять и для личного использования.
Ручной аппарат горячего воздуха является разновидностью фена промышленного применения. Он имеет ряд преимуществ. Аппарат отличается малым весом, большой мощностью, соответствием техническим требованиям. Может работать с ПВД, ПНД и ПВХ.
Технология отделки чаши бассейна пленкой
Подготовительные мероприятия
Зачистка поверхности чаши. Желательно не просто убрать из бассейна весь нанесенный мусор, но и буквально «вылизать» его. Это позволит выявить все дефекты основы, на которую будет укладываться пленка.
Устранение недостатков. Что это может быть?
Во-первых, неровности. Такое характерно для бетонных бассейнов. Малейшая выпуклость со временем станет причиной появления потертостей, царапин на пленке или ее повреждения, следовательно, и протечек. То же касается и раковин. Если «бугры» несложно своими руками сбить, отшлифовать, то «выемки» достаточно заделать цементным раствором, шпатлевкой и выровнять.
Во-вторых, частичное отслоение плитки, если она использовалась при первичном оформлении бассейна, а пленку предполагается укладывать поверху. И подобные дефекты также сравнительно легко устраняются.
При необходимости, в случае явных повреждений чаши, целесообразно уложить на нее выравнивающую стяжку. Методика этой работы простая, а в продаже достаточный большой ассортимент соответствующих сухих смесей или жидких составов. Есть из чего выбирать.








Составление схемы установки крепежных полос и фрагментов подложки. Какой-то типовой не существует, так как все бассейны отличаются по многим линейным параметрам и конфигурации. Можно дать лишь одну подсказку, по размерам полос: длина – 200, ширина – до 8 (в см), толщина – 2 (мм). Схема их размещения в бассейне выбирается самостоятельно, в зависимости от особенностей его геометрии и количества устанавливаемых фрагментов пленки. Здесь конкретные рекомендации бессмысленны; придется все делать своими руками – и замеры в чаше, и составлять схему расстановки крепежных элементов для геотекстиля. На них же будет наплавляться пленка.
О том, как сделать бетонный бассейн, читайте здесь.
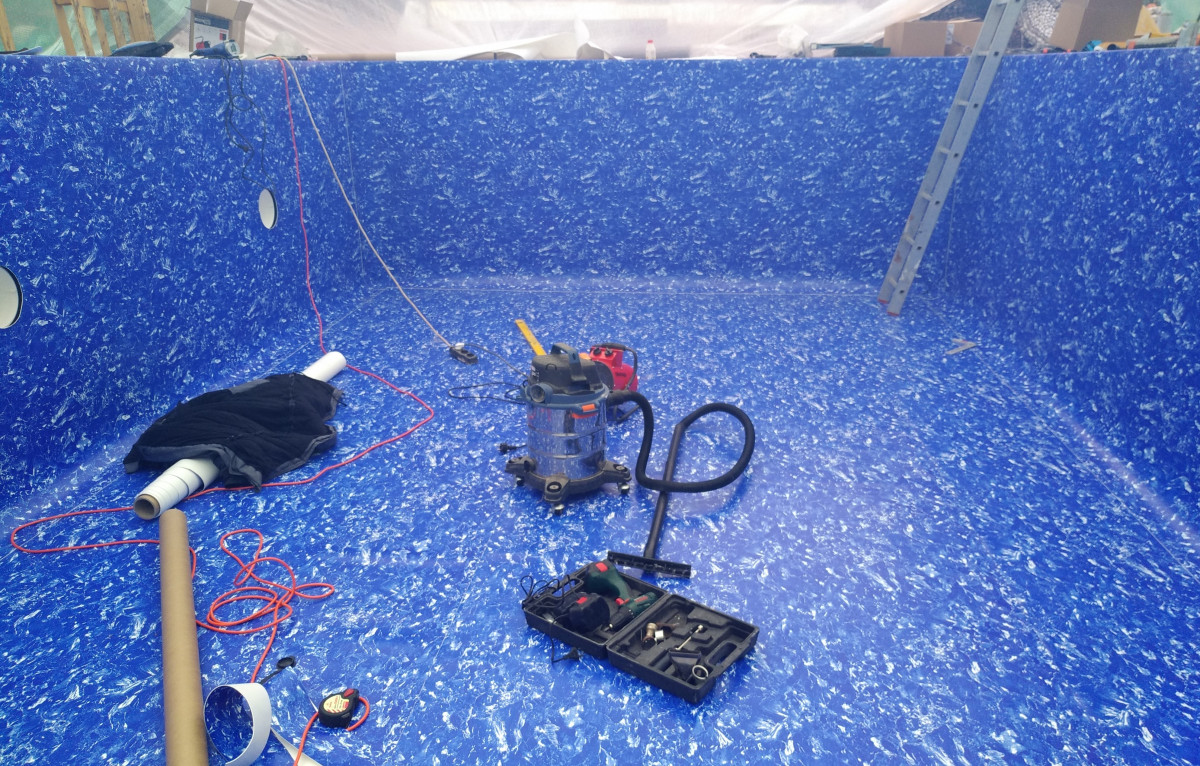
Обустройство подложки
В процессе пользования бассейном пленка, уложенная в чашу, подвергается динамическим нагрузкам. Это приводит к ее усиленному износу (истиранию) и снижает эксплуатационный срок. Геотекстильная подложка не только этому препятствует, но и является своеобразным утепляющим слоем. Вода в таком бассейне остывать будет медленнее за счет снижения теплопотерь через его бетонное дно и стенки.
Фиксация нетканого материала в чаше производится с помощью металлической ленты, которая крепится к внутренней поверхности бассейна, надежно «пристегивая» к ней геотекстиль. Особенность данного крепежного элемента в том, что одна его сторона покрыта пластиком. Вот к нему пленка и «приваривается». В процессе монтажа это нужно учесть и не перепутать, где «низ» и «верх» металлических полос.
Несколько практических советов
- Стоит подсказать желательное расстояние между шурупами. Оптимально – не более 10 – 12 мм. Такая плотность «посадки» крепежных деталей обеспечит надежный прижим пленки к внутренней поверхности бассейна по всей его площади.
- Если в водоеме есть ступени, то на их «ребрах» вместо полос для фиксации пленки используются уголки.
- Установка крепежных полос на скругленных участках чаши значительно упростится, если в нескольких местах сделать в металле треугольные вырезы. Их количество несложно определить, ориентируясь на радиус искривления поверхности.
Специфика крепления геотекстиля
В соответствии со схемой в бетоне высверливаются отверстия и устанавливаются дюбеля под шурупы.
Установка фрагментов геотекстиля также производится по составленной своими руками схеме
Нужно обратить внимание на надежность стыков всех его полос и максимальной плотности прилегания к бетонной основе. Не допускаются никакие складки, сборки, просветы и так далее.
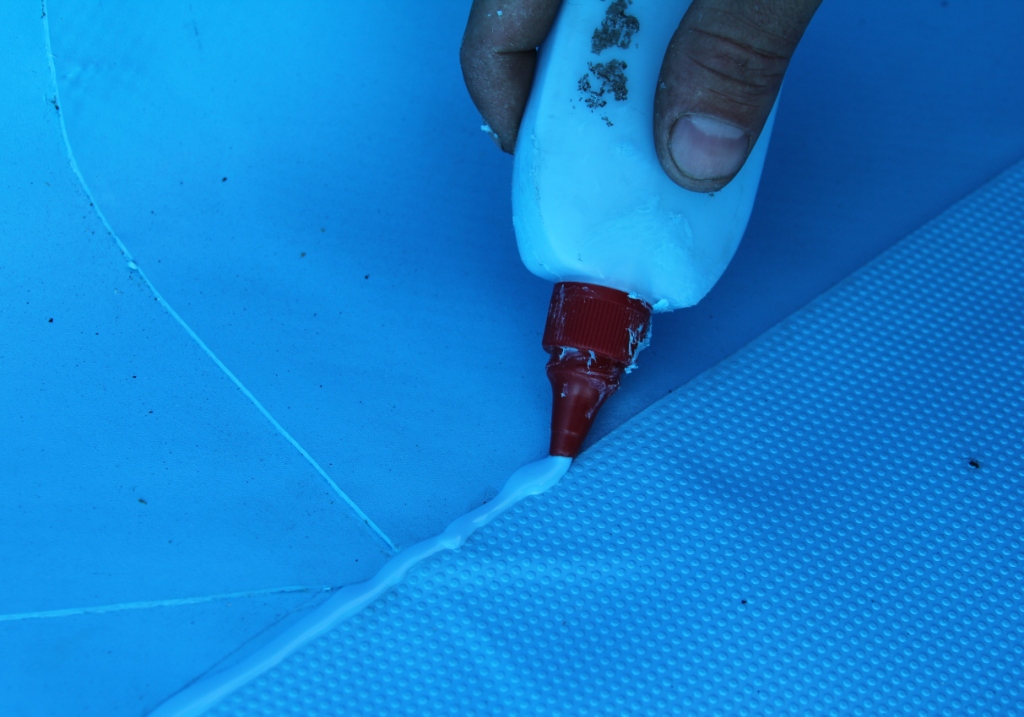
Для того чтобы в процессе работы куски нетканого материала не смещались, целесообразно на оборотную сторону каждого нанести несколько клеевых «точек» (вот он и понадобился, эластичный клеящий состав). Но только не вдоль срезов! После выравнивания геотекстиль в этих местах прижимается для надежной фиксации на бетоне бассейна.
Останется лишь отогнуть края материала, посмотреть, где установлены дюбеля под шурупы, и проделать для них отверстия. Иначе найти их после полной отделки чаши бассейна геотекстилем будет довольно сложно.
Последняя технологическая операция на данном этапе работы – установка крепежных полос и их плотный прижим с помощью шурупов.
Прочие виды сварки полимеров
Сварка экструзионная. При этом процессе сварочный материал, желательно тот же самый полимер, что и тот, из которого изготовлены свариваемые детали, подается в область сварки в расплавленном виде из ручного экструдера. В этот небольшой экструдер или обогреваемый пистолет непрерывно поступает из бухты присадочный материал в виде прутка.
Рис.3. Работа ручным экструдером
Сварка растворителями. Этот метод заключается в ряде технологических операций: смачивание, пауза для ожидания набухания полимера, контакт между поверхностями, выдержка под нагрузкой. Такая сварка применяется для полимеров, нестойких к действию растворителей, как правило аморфных термопластов.
Сварка трением. Метод, который позволяет почти моментально и без особых затрат получить прочное сварное соединение. Отлично подходит для тел вращения при соединении «в раструб». Обычно одно изделие жестко закрепляется, а второе надевается на оправку, которую приводят во вращение от любого привода. Затем второе изделие перемещают в осевом направлении и соединяют с закрепленным изделием в раструб. От возникшей энергии трения обе детали подплавляются, вращение останавливается и желаемое соединение формируется за считанные секунды.
Автоматические методы
Соединение плотной ткани происходит с применением токов высокой частотности. Этот метод требует наличия специальных генераторов тока с необходимыми значениями частот. Станок для сварки ТВЧ очень большой, работает в автоматическом режиме с огромным КПД, цена его не маленькая. Этот способ применяется, как правило, на определенных видах производств.
Обычно используют оборудование для сварки ПВХ горячим потоком воздуха. В данном случае в первую очередь необходимо расплавить ПВХ и прижать полотна плотно друг к другу. Известны некоторые модели оборудования, например, фирмы Leister. Ролики прессуют место будущего шва, вмонтированное сопло подает горячую струю. Сварка длится быстро с появлением крепкого шва. Специалист только отслеживает направление движения аппарата. Автомат контролирует изменения температуры, мощность работы пресса в электронном режиме. Сварщику необходимы минимальные знания для выбора необходимых параметров настройки оборудования для сварки ПВХ тканей.
Большинство фирм, к примеру, RiverFord, продают относительно дешевые, комфортные в работе станки. Нагревательный элемент изготовлен компанией Leister. В принципе можно использовать фен и другого производителя. Степень пресса полотен корректируется механизмами трех типов. Станок может отлично передвигаться на роликах и использоваться для соединения швов различной формы.
Подведем итоги
Типичные ошибки при сварке, которые допускают новички:
Влажные и грязные стыки снижают качество соединения, они могут запачкаться при укладке на ровную поверхность, поэтому ее тоже очищают.
Неправильный выбор присадочного прутка, важно знать маркировку листа перед его покупкой. Буквенные символы обозначают тип полимера: БС (блочный слойный), В (вспененный), Г (гомогенизированный), М (монолитный), ПП (полимерный).
Неравномерность разогрева рабочей зоны и присадки, если пруток будет мягким, его сложно будет вдавливать между свариваемыми элементами, он будет выпячиваться, его будет легко вырвать
Если присадка холоднее листа, образуются морщины в месте шва.
Низкая или высокая скорость укладки присадки: при низкой будут образовываться нагары, при высокой шов будет стягиваться.
Чтобы проверить прочность соединения, охлаждённый шов разогревается горячим воздухом, тогда становятся заметны все дефекты.