
Принцип действия и сфера применения
Сварочный полуавтомат инверторного типа относится к классу устройств, осуществляющих электродуговую сварку металлов с применением плавкого электрода. В отличие от ручных аппаратов, использующих штучные электроды, в рассматриваемом агрегате электродом служит специальная сварочная проволока, намотанная на бобину.
В процессе работы осуществляется непрерывная подача проволоки к свариваемому участку. Наличие в аппарате механизма, выполняющего перемещение проволочного электрода по мере его оплавления, служит основанием называть это устройство полуавтоматическим.
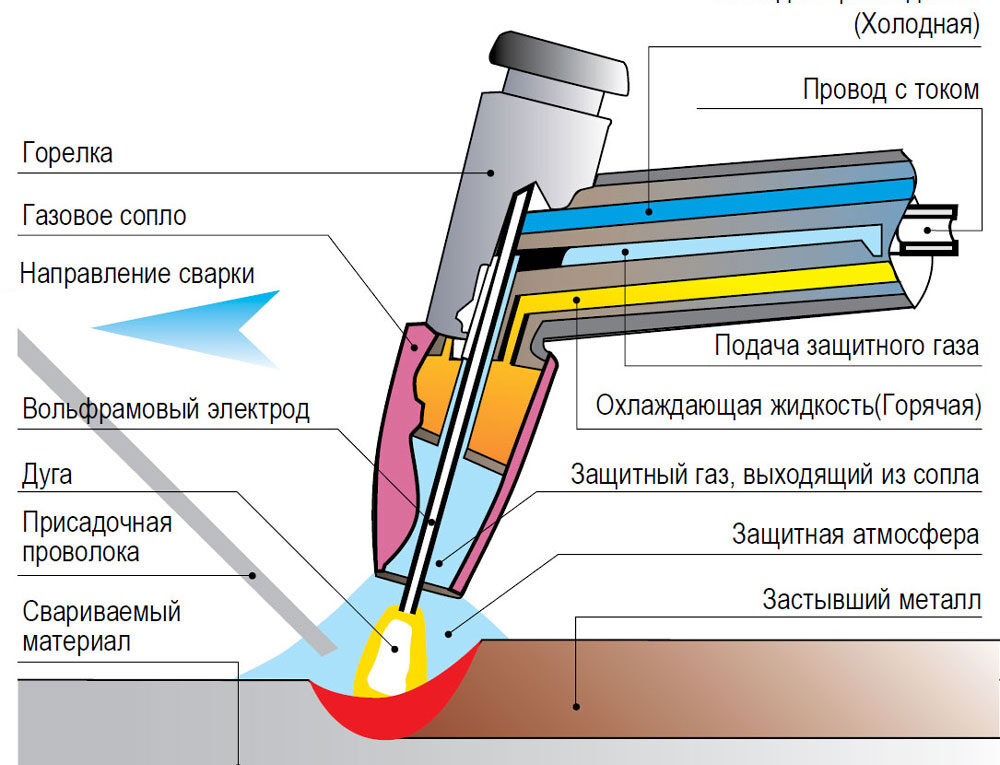
Еще одной особенностью, которой обладает сварочный аппарат полуавтомат, является возможность выполнять сварку в защитной газовой среде, что препятствует окислению и азотированию металла в сварочной ванне, уменьшая разбрызгивание расплавленного металла. Такой режим обеспечивает высокое качество сварного шва, а также позволяет работать с материалами, обычная атмосферная сварка которых невозможна или требует применения специфических электродов.
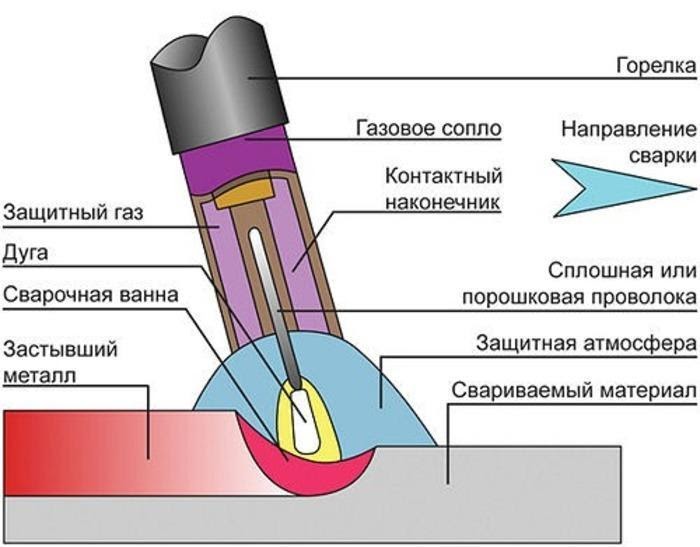
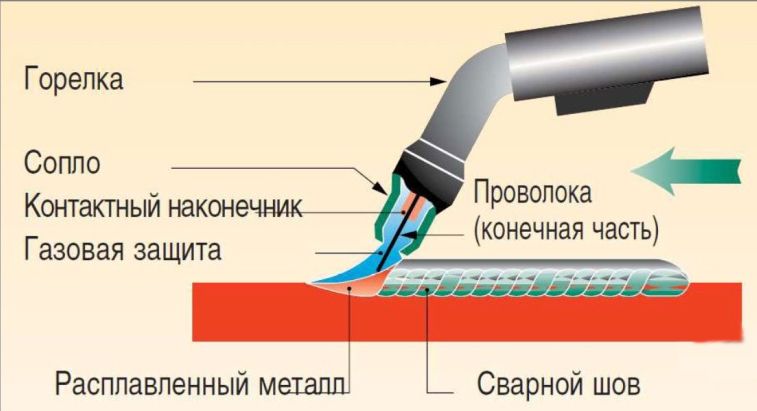
Подача проволоки и защитного газа происходит через газовую горелку, которую сварщик при работе удерживает в руке.
Такое название за этим устройством закрепилось благодаря внешней схожести с горелками газопламенного оборудования, на которой аналогия заканчивается.
Газовая горелка, с которой работает сварочный проволочный аппарат полуавтомат, служит для подачи защитного (негорючего) газа и проволочного электрода, находящегося под напряжением инверторного источника питания. Газ, подаваемый к месту сварки, может быть инертным (чаще всего это аргон), либо активным, которым служит углекислый газ. В первом случае, режим называется MIG (metal inert gas), Во втором – MAG (metal active gas).
Возможна сварка без подачи защитного газа. В этом варианте применяется специальная сварочная проволока, представляющая собой очень тонкую трубку из металла, внутри которой находится порошковый флюс, образующий защитный слой при сварке. По этой причине такую проволоку называют порошковой.
Механизм, осуществляющий подачу проволоки, может располагаться как внутри корпуса (толкающий), так и в ручке горелки (тянущий). Некоторые модели имеют оба вида привода. На Фото 2 представлен внешний вид основного корпуса инверторного полуавтомата.
Положительные и отрицательные качества
Автоматическая дуговая сварка под слоем флюса является востребованной технологией, которую активно применяют на производствах, предприятиях. При проведении этой технологии можно хорошо сэкономить на материале, при этом качество изделия никак не пострадает. Это осуществляется благодаря специальной эффективной конструкции, которая обеспечивает отличную тягу даже для компонентов с повышенной твердостью.
Автоматическая сварка под слоем флюса обладает целым рядом преимуществ:
- Данный вид сварки обладает повышенной степенью производительности. Она означает показатель метража шва, который производится за час работы дуги. Использование флюса повышает степень производительности сварки почти в 10 раз.
- За счет того во время сварочного процесса соблюдается стабильность и постоянная скорость прохода линии соединение имеет хорошее качество и высокую прочность.
- Закрытая дуга обладает высокой мощностью. Именно это способствует расплавлению металла на большую глубину в процессе сварочного процесса. Именно это избавляет от необходимости проводить разделку кромок под сварку. Но стоит учитывать, что открытая дуга не такая мощная, она требует предварительного разделывания кромок. Без этого условия невозможно получить хорошее сварное соединение.
- Главное преимущество данной технологии состоит в том, что весь процесс производится в автоматизированном режиме. Сварщик не обязательно должен уметь варить, ему достаточно знания того, как проводится настройка используемого оборудования.
- При выполнении автоматического сварочного процесса электрод применяется почти полностью, его потери составляют всего 2 %.
- Во время сварки не образуются брызги от расплавленного металла. Это приводит к экономии самого металла, что положительно отражается на стоимости и производительности сварочного процесса.
- Область сваривания отлично защищена от отрицательного воздействия воздуха и окружающей среды.
- За счет того, что во время автоматического сваривания применяются флюсы, происходит минимальное образование оксидов.
- На протяжении всего процесса наблюдается ровное пламя дуги. Именно за счет этого выходит прекрасная мелкочешуйчатая структура и сохраняется отличный эстетический вид сварного шва.
- От вредных внешних воздействий сварную область отлично защищает флюс. Во время сварки не требуется дополнительно применять специальные защитные устройства.
- Усиленное охлаждение металла после сварочного процесса приводит к образованию прочного и стойкого сварного шва.
- Этот метод обладает простым исполнением, для него не требуется иметь большой опыт, навыки.
Наличие большого количества плюсов делает сварку под слоем флюса востребованной технологией. Действительно этот метод пользуется широкой популярностью во многих областях производства, благодаря ему можно получить качественное и прочное соединение, которое способно прослужить длительное время. Кроме этого этот метод прекрасно подходит для сваривания трубных конструкций разного диаметра.
Но все не стоит забывать про то, что автоматическая дуговая сварка имеет негативные качества, среди которых можно выделить:
- сварка под флюсом, которая осуществляется в автоматическом режиме, является дорогим методом сваривания. Его может позволить далеко не каждый;
- во время процесса достаточно тяжело определить верное расположение материала для фиксации. Это связано с техническими характеристиками технологии;
- сварка может оказывать вредное воздействие на человека, который контролирует и выполняет весь рабочий процесс;
- для проведения процесса требуется дорогостоящее и редкое оборудование, которое имеется только на промышленных предприятиях. По этой причине данный вид сварки редко используется в бытовых условиях;
- перед проведением сварки требуется тщательная подготовка металла;
- не получится провести сваривание металл на весу. Деталь необходимо зафиксировать в горизонтальном положении и предварительно проварить корень сварного соединения.
Важно! При проведении автоматического сваривания сварочный трактор расплавляет часть порошка электрической дугой от проволоки, в результате этого появляется корка на поверхности шва. А другая часть порошка так и остается в виде гранул
После полного завершения процесса требуется очистить весь шлак.
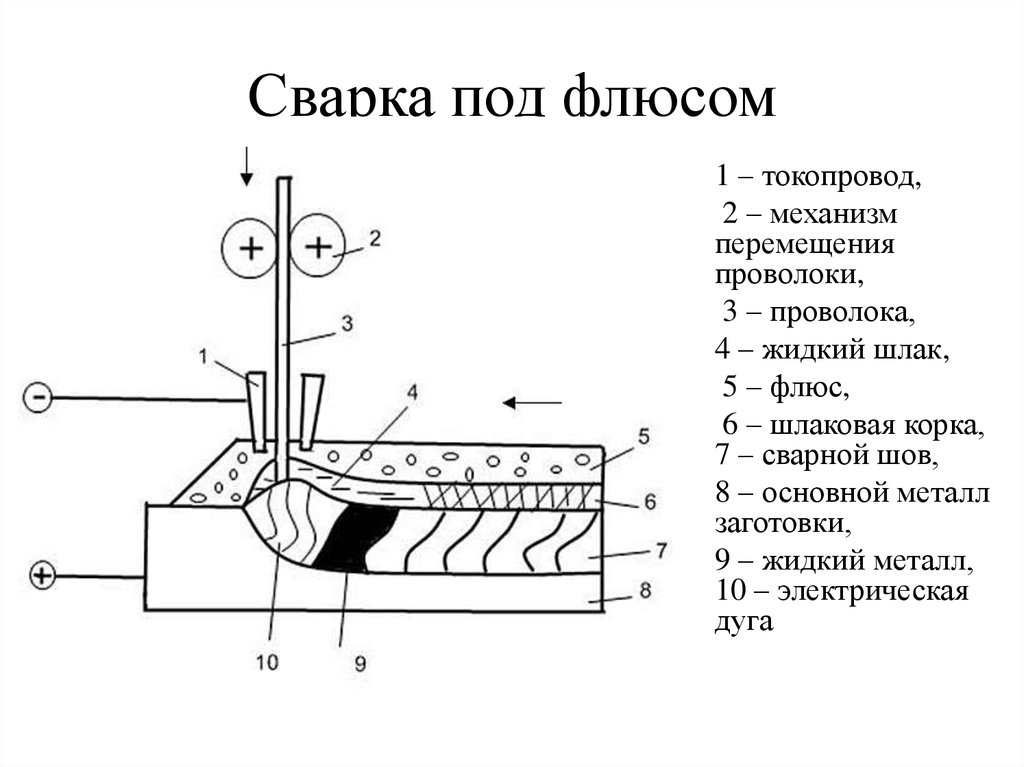
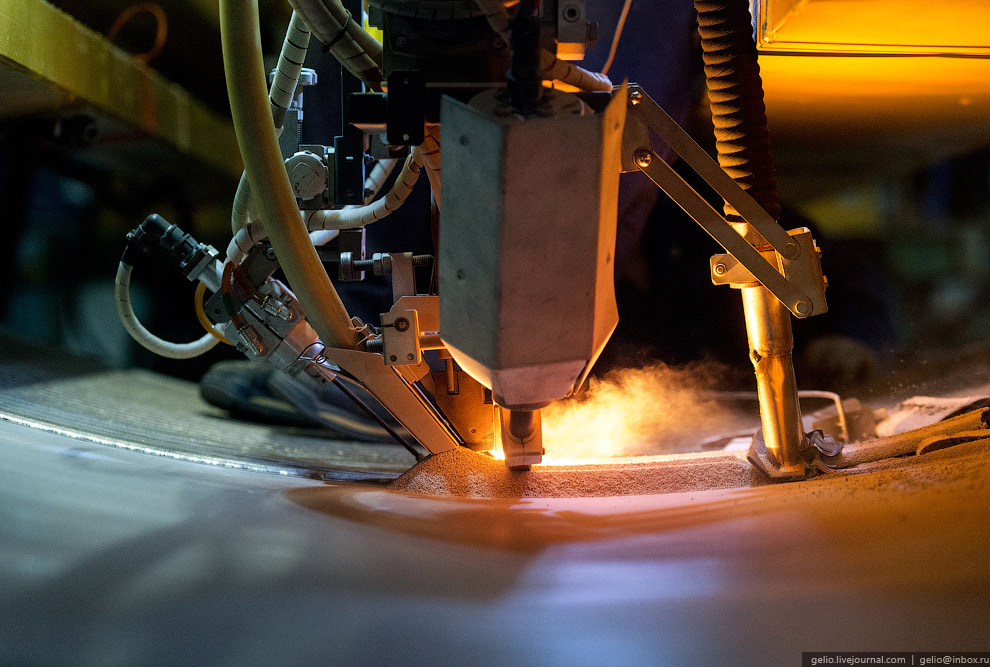
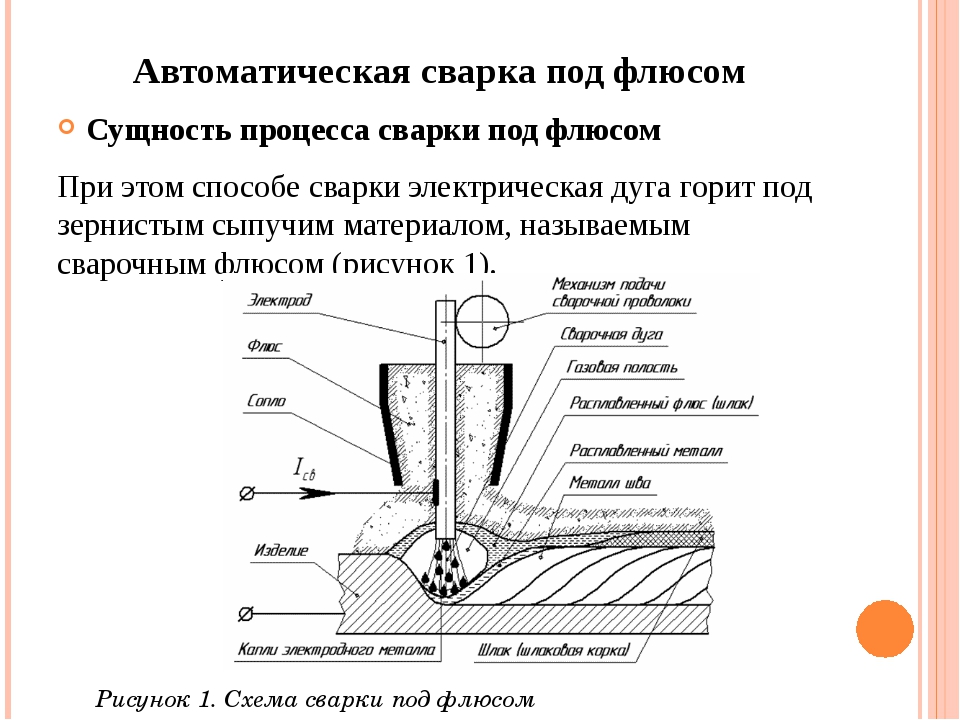
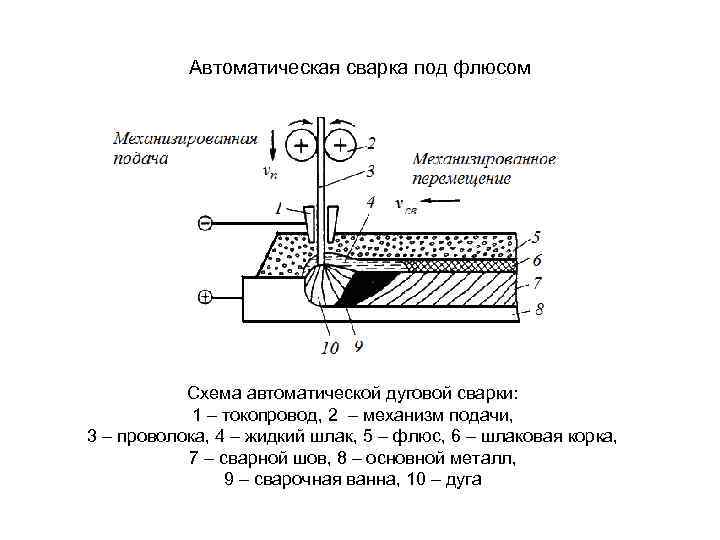
Автоматическая сварка под флюсом
При использовании такой сварки весь процесс автоматизирован. Он выполняется с помощью подвесного устройства или самоходного сварочного трактора. Автоматы самостоятельно зажигают сварочную дугу, регулируют ее параметры и гасят при необходимости, обеспечивают подачу флюса и проволоки, а также перемещают горелку вдоль шва.
Весь процесс сварки происходит под слоем флюса, расходного материала, предназначенного для защиты сварочной ванны от контактов с воздухом, а также раскисления и легирования расплавленного металла. После сгорания флюс формирует легкоотделимую шлаковую корку. Она замедляет кристаллизацию металла и создает необходимые условия для выхода из сварочной ванны растворенных газов. Это позволяет минимизировать количество дефектов в швах.
Преимущества
Автоматическая сварка имеет ряд особенностей:
- Фактически весь процесс соединения металлов происходит в идеальных условиях. Их создает газовый пузырь, стенками которого является флюс. Это снижает потери металла на разбрызгивание, испарение и окисление до 2-5 % (при использовании ручной дуговой сварки аналогичный показатель доходит до 30 %).
- Автоматическая сварка позволяет максимально увеличить производительность труда по сравнению с ручной дуговой. Фактически этот параметр вырастает в 10 раз. Такой результат дает работа на сварочных токах до 2000 А. В итоге увеличивается глубина проплавления и появляется возможность соединения деталей толщиной до 12 мм (в случае односторонних стыковых швов) без разделки их кромок.
- После выполнения автоматической сварки нет необходимости в очистке металла от брызг. Это снижает общую трудоемкость работ.
- Такой вид соединения металлов обеспечивает постоянные геометрические размеры, форму и химический состав швов.
- Сварочная ванна надежно защищена от контактов с воздухом. В дополнение к этому шлаковая корка замедляет кристаллизацию металла. В результате вероятность образования дефектов в швах минимизируется.
- При выполнении автоматической сварки дуга зажигается и горит под слоем флюса, а выделение пыли и вредных газов незначительно, поэтому сварщику необязательно использовать индивидуальную защиту для глаз и лица.
- Еще одним существенным достоинством этого вида соединения металлов является снижение энергозатратности на 40 % по сравнению с ручной дуговой сваркой. Это возможно благодаря рационализации всего процесса.
Недостатки
Имея такой солидный перечень достоинств, автоматическая сварка не лишена и недостатков:
Главным из них является высокая текучесть расплавленного флюса и металла. В результате сварочные работы можно выполнять только в нижнем положении. Максимальное отклонение шва от горизонтали не должно превышать 10-15°. Это накладывает ограничение на использование автоматической сварки для соединения труб диаметром менее 150 мм.
Такой способ соединения металлов не отличается высокой маневренностью. Он подходит только для получения прямолинейных или кольцевых швов
По этой же причине его нельзя использовать в труднодоступных местах.
При выполнении автоматической сварки важно не допускать увеличенных зазоров между кромками деталей. Это может привести к вытеканию флюса и расплавленного металла и образованию дефектов в швах.
Горение дуги под слоем флюса не позволяет визуально контролировать или корректировать процесс сварки.
Несмотря на отсутствие необходимости использовать индивидуальную защиту, автоматическая сварка наносит определенный вред здоровью из-за выделения вредных газов.
Обязательное использование флюса повышает себестоимость сварки.
Сфера применения
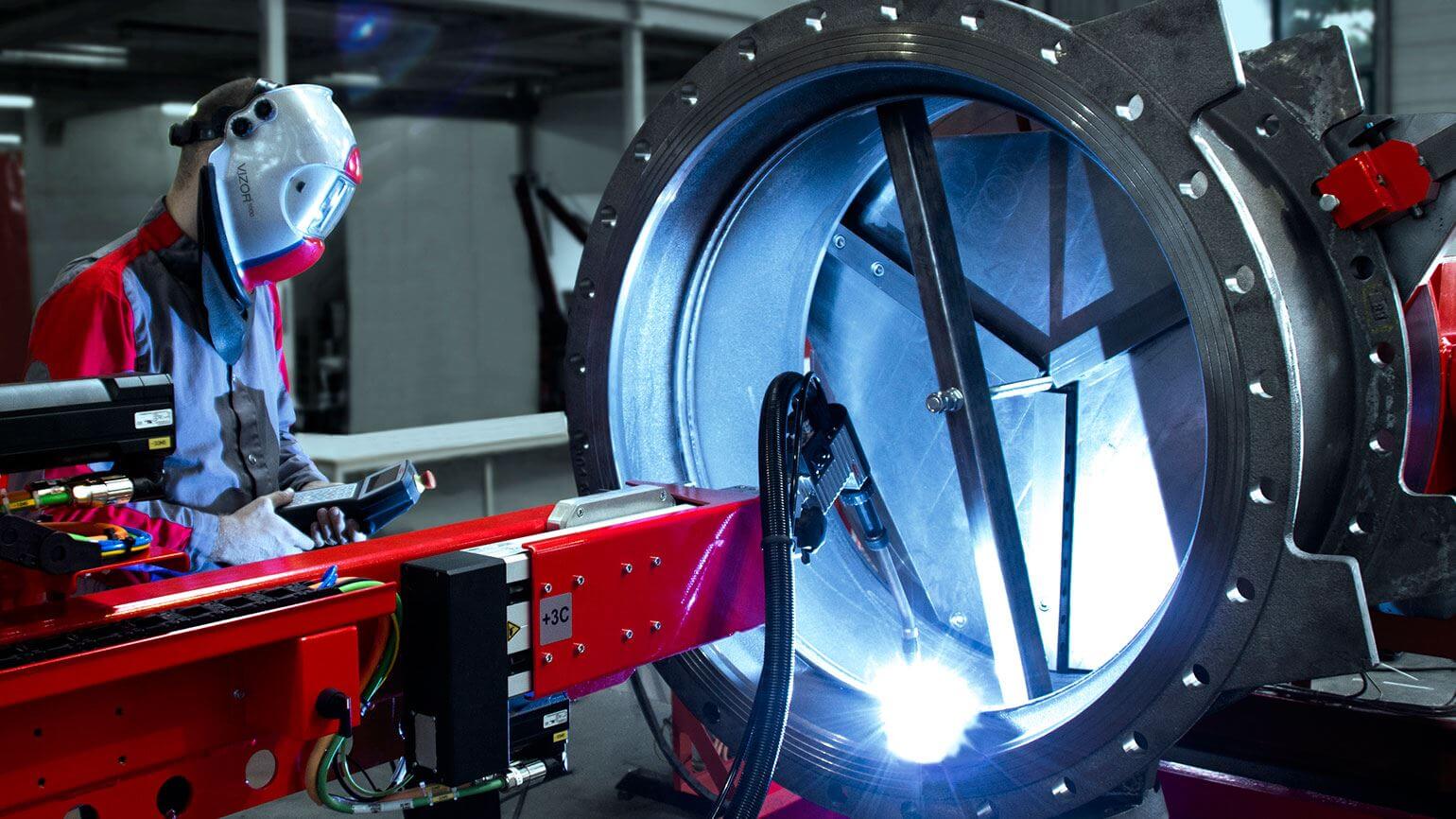
Автоматическая сварка используется для работы с различными металлами и сплавами толщиной 1,5-150 мм. Ее применение возможно только в заводских условиях. Она востребована при постройке судов и железнодорожных вагонов, для изготовления различных резервуаров большого объема и соединения труб диаметром более 150 мм. Наиболее активное применение оборудование для автоматической сварки находит в серийном производстве крупногабаритных изделий для формирования прямолинейных или кольцевых швов.
Принцип и технология выполнения работ
Для сварки металла применяют аппараты всех вышеперечисленных типов. Главным элементом конструкции автоматического аппарата является сварочная головка, которая включает в себя следующие комплектующие:
- устройства подачи и перемещения;
- токопроводные элементы;
- самодвижущаяся тележка;
- блок управления.
Она обеспечивает подачу сварочной проволоки либо прочих электродных материалов, после чего осуществляет подачу тока.
Вспомогательная аппаратура, к которой относятся механизм подачи защитного газа либо флюсовое оборудование.
Особенности механизма подачи проволоки имеют конструктивную схожесть с аналогичным приспособлением полуавтоматических аппаратов.
Токопроводящий механизм называют горелкой либо мундштуком. Встречаются различные варианты исполнения, которые имеют общее принципиальное устройство – направляющую трубку с вкрученным токопроводным элементом. Трубка посредством сапожковой вилки на шарнире соединяется с прижимным механизмом. Для повышения периода эксплуатации вилка снабжена вставкой из высокопрочного материала. Прижимной механизм представляет собой винт с пружиной.




Для автоматической сварки под флюсом рекомендуем использовать источники энергии с пологопадающими характеристиками. При выполнении работ в газовой среде предпочтительнее будут источники с жесткими характеристиками.
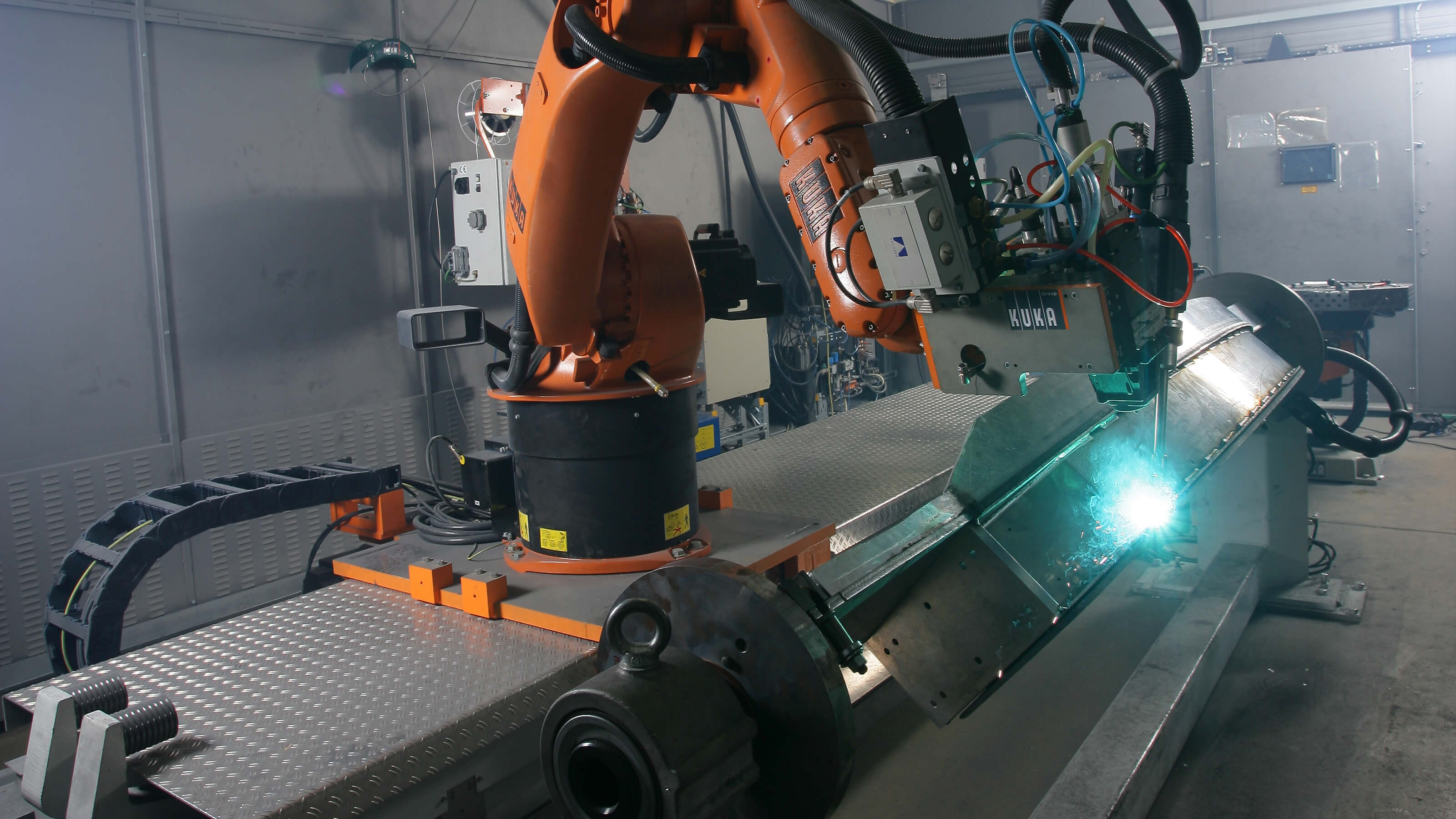
На конвейерных линиях сварочное оборудование работает согласно единому технологическому циклу, который может содержать устройства для предварительной или последующей обработки материалов в зависимости от специфики производства.
Особенности сварочных полуавтоматов
Полуавтоматическая сварка удобна при использовании сварочной проволоки. Возможно использование флюса, углекислого или инертного газа, защищающего металл от окисления, насыщения расплава водородом.
Сам процесс полуавтоматической и автоматической сварки одинаковый:
- электрод образует дугу;
- присадочная проволока, подаваемая в рабочую зону, расплавляется;
- формируется шовный валик требуемой толщины.
Аппараты в зависимости от конструктивного исполнения оснащаются дополнительными функциями. В моделях различаются:
- источники тока, аппараты подключают к генераторам и инверторам;
- виды газа (выпускают углекислотные сварочники и работающие с инертной средой);
- размещением бобины проволоки: внутри корпуса или снаружи.
Основные достоинства полуавтоматической сварки:
- возможность применять стандартные расходные материалы массового производства;
- сварщик всегда может вмешаться в процесс;
- не требуется перенастройка между разными видами сварных соединений или заготовок;
- проволока подается в рабочую зону с одинаковой скоростью;
- аппарат избавляет сварщика от процедуры замены плавящихся электродов;
- универсальность.

Инверторные аппараты — лучшее решение для домашнего мастера
Самыми популярными сварочными устройствами сегодня являются инверторы, имеющие другое название импульсные аппараты для сварки. С появлением инверторов, они произвели настоящий переворот в сфере сварочного оборудования. Сначала они стоили очень дорого, и имели множество недостатков. Однако вскоре недостатки, в том числе, и высокая стоимость, были устранены. Это повлекло за собой популяризацию этих устройств. Сегодня практически у каждого домашнего мастера имеются сварочные аппараты инверторного типа. Если собираетесь купить сварочный аппарат для дома, то без выяснения их достоинств и недостатков рекомендуется сразу же выбирать инверторные аппараты.
Однако все же не помешает разобраться с конструктивными особенностями инверторов, чтобы в итоге покупаемый аппарат удовлетворял всем потребностям мастера. Инвертор — это аналог трансформаторных и выпрямительных устройств, которые лишены громоздкого элемента — трансформатора. Роль источника понижения тока играют полупроводниковые элементы. В конструкции устройства присутствует трансформатор, который в десятки раз меньше, и предназначен он для уменьшения входного сетевого напряжения.
Инверторы потребляют намного меньше электроэнергии, по сравнению со своими древними аналогами — трансформаторными и выпрямительными моделями. Прибор исключен необходимости затрат энергии на нагревание конструктивных элементов. Дуга создается достаточно быстро, и характеризуется стабильностью горения, обеспечивая достойное качество шва. В конструкции инверторов применяются также стабилизаторы, осуществляющие преобразование тока, а также электрические микросхемы, состоящие из полупроводниковых элементов.
Входное переменное напряжение 220В поступает на выпрямительный блок, в котором происходит его преобразование в постоянное. В качестве выпрямителя выступает диодный мост. Преобразуется вместе с переменным напряжением и сила тока. Постоянная величина тока поступает на блок инвертора, где повторно происходит его преобразование из постоянного в переменный, но уже с более высокой частотой. Снижение переменного напряжения способствует увеличению величины высокочастотного тока. Ток большой величины и высокой частоты преобразуется в постоянный, на основании которого происходит выполнение сварочных манипуляций. Ниже представлена схема работы сварочного инвертора.
Увеличение частоты тока достигается за счет полупроводниковых элементов — транзисторов. Их переключение происходит с частотой в 60-80 Гц. В процессе функционирования аппарата наблюдается сильный нагрев элементов, поэтому немаловажный момент — это применение радиаторов с вентиляторами, способствующие отводу тепловой энергии. Чтобы предотвратить выход из строя выпрямительного блока, в конструкции прибора установлен датчик, отключающий подачу питания, когда температура выпрямителя достигнет критического значения в 90 градусов.
Теперь выясним все преимущества инверторов, и узнаем, почему же именно эти виды сварочных аппаратов получили широкую популярность среди домашних мастеров:
- Качественный сварочный шов
- Высокая производительность оборудования
- Большой КПД — свыше 90%
- Экономичный расход потребления электрической энергии
- Незначительная степень разбрызгивания металла
- Плавность регулировки сварочного тока
- Универсальность — возможность варить любой металл
- Небольшие габариты и вес, что делает такое оборудование мобильным и простым в транспортировке
Это интересно! Когда же стоит выбирать инверторные сварочные аппараты? Их выбирают 80% домашних мастеров, которые выполняют сварочные работы самостоятельно. Все дело в том, что они стоят достаточно не дорого, и при этом имеют массу преимуществ, необходимых для обычного пользователя. Инвертор не заменит полуавтомат, но при этом первый вариант не требует приобретения газовых баллонов и проволоки. Сварка осуществляется электродами разных размеров.
Выше представлены основные разновидности сварочных аппаратов, которые подходят для дома и дачи. Следует сделать вывод о том, что для домашнего применения подходят лучше всего модели инверторного типа, а для профессиональной эксплуатации лучше выбирать полуавтоматы. Трансформаторы и выпрямители — это прошлый век, которые по причине своих недостатков, встречаются все реже.
Суть процесса и варианты
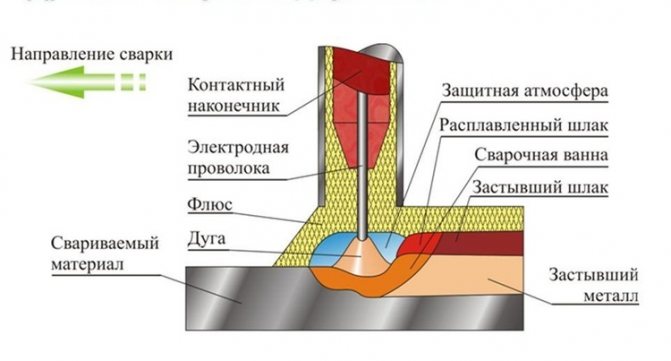
Электрическая дуга, возбуждаемая между движущимся электродом и поверхностью заготовки, выделяет большое количество тепла. Металл детали плавится и заполняет зазор между соединяемыми деталями. При удалении электрода расплав застывает, соединяя детали в единое целое.Для того, чтобы защитить рабочую зону от контакта с кислородом и азотом воздуха, а также с содержащимися в нем водяными парами, ее окружают слоем флюса. Это специальный порошок, при сгорании которого выделяются защитные газы. Кроме того, в состав флюса входят легирующие элементы и другие добавки, улучшающие качество сварного шва.
Порошок, состав которого описан в ГОСТ 16130-72, может быть включен в состав сварочной порошковой проволоки. Иногда инертным газом заполняют весь объем сварочной камеры, тогда нужда в порошке отпадает.
Автоматический сварочный станок следит за расстоянием между концом электрода и заготовкой. Существует несколько кинематических разновидностей таких станков:
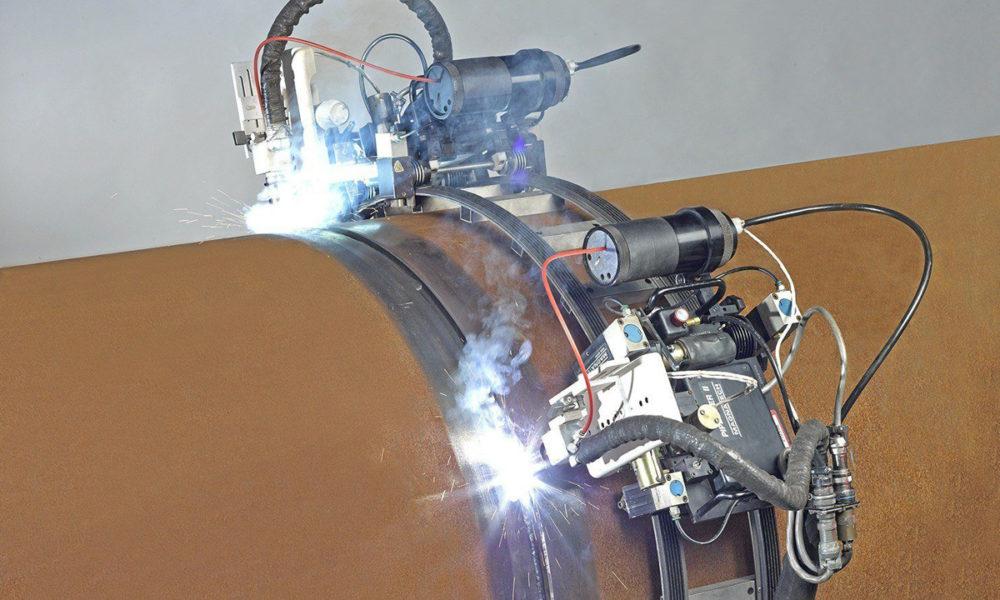
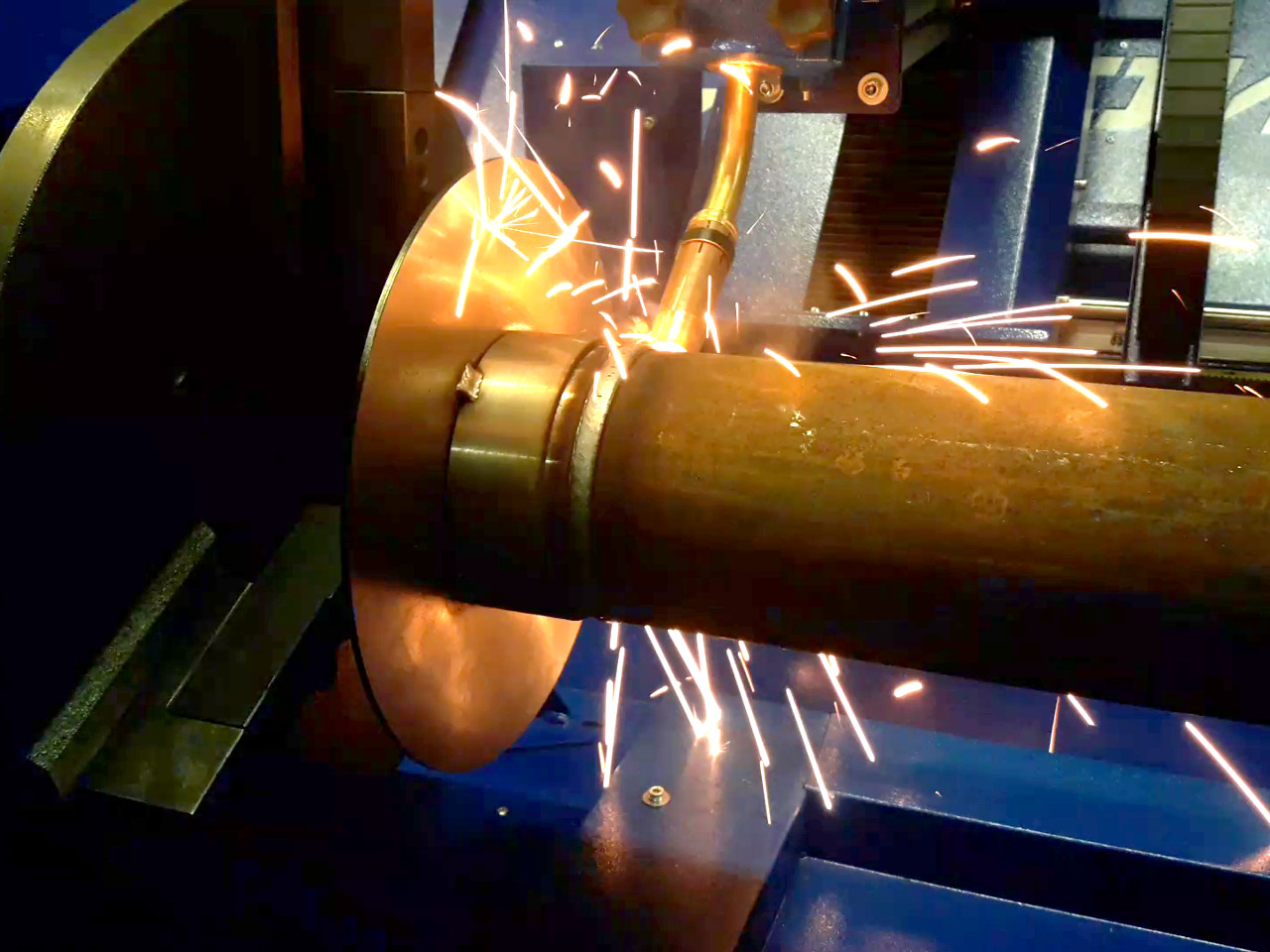
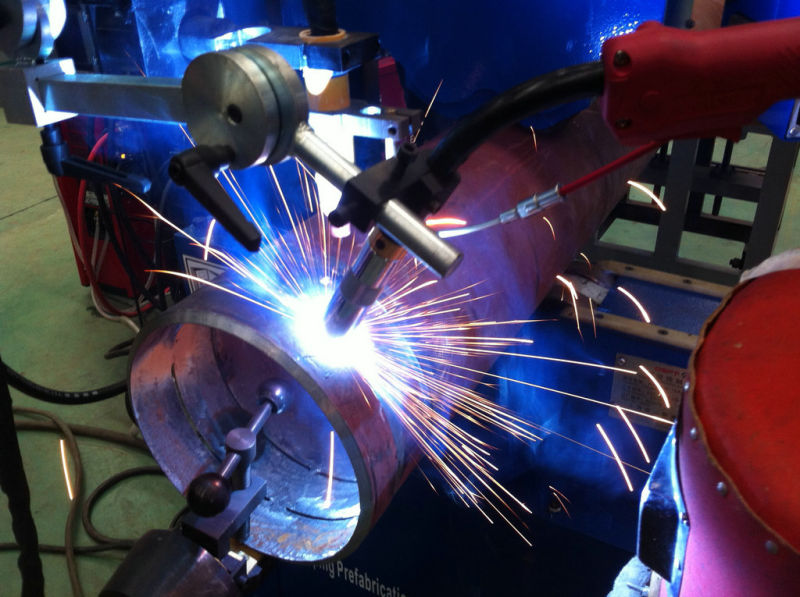
- головка неподвижна, свариваемые трубы вращаются в приводных валках;
- головка перемещается по заданному пути на манипуляторе;
- головка закреплена на самоходном шасси (тракторе), которое двигается по заданной траектории внутри свариваемого объекта.
Автоматический станок выполняет такие сварочные работы, как:
- «на весу», без защиты для тыльной стороны шва;
- на медной подложке вдоль всей линии шва, защищающей тыльную часть соединения от потеков и наплывов;
- на порошковой подушке, создающей облако защитных газов;
- на медной пластине, перемещаемой синхронно с головкой.
При выполнении сложных видов соединений применяются такие приемы, как предварительная проварка корневой части и подварка тыльной части шва.
Сферы применения ручной дуговой сварки
Ручная дуговая сварка с использованием угольного электрода, позднее названная РДС, ММА или РД, изобретена в России в конце XIX века Н. Бернардосом. Технология сразу прошла патентование в большинстве европейских стран и в России. Чуть позже тот же Н. Бернардос придумал сначала контактную, а затем и дуговую сварку в газовой защитной среде.





За прошедшие с момента изобретения годы технология применения РДС много раз видоизменялась и получила различные модификации. Примером может служить методика соединения с плавящимся стержнем, которая, в отличие от РДС с угольным электродом, получила широкое применение в бытовых целях. Одновременно появлялись новые сварочные аппараты с разнообразными функциями, а также металлы, имеющие особые свойства.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
ММА (ручная дуговая сварка) – наименование, принятое в международной документации, – представляет собой операцию создания шва, соединяющего металлические детали при помощи электрической дуги. Последняя протягивается от электрода к поверхности металлических деталей и при стабильной работе создает крепкий, ровный шов. Для изготовления электродов используется металлическая проволока, покрытая особыми составами, защищающими при горении сварную ванну от воздействия окружающей среды, в частности, кислорода. Длина таких электродов должна быть менее 0,45 м.
Процесс розжига дуги происходит двумя способами: постукиванием – специалист легким постукиванием о поверхность металла добивается зажигания, и чирканьем – электродом, как спичкой, проводят по поверхности металла. Происходит одновременный процесс расплавления металла и электрода под воздействием дуги. Электрод плавится, наплавляя металл и формируя шов. Технология предполагает небольшое разбрызгивание металла в процессе производства работ.
ММА-соединение покрытым электродом – считается одним из самых простых, но с множеством тонкостей процесса. Производительность труда при данном методе достаточно низкая, поскольку много времени уходит на формирование шва, что считается нерациональным. Это постепенно привело к вытеснению его из промышленного производства. В настоящее время чаще всего такую технологию применяют в быту.
Однако можно говорить о многофункциональности такого вида соединения, как ручная дуговая сварка, применение которой подходит для наплавки валов, соединения различных типов металлов, а также быстрого мелкого ремонта любых металлических изделий дома. При наличии опыта специалист способен делать различные виды швов – как простых, так и трудоемких (например, потолочные).
РДС покрытым электродом имеет чрезвычайно широкое применение. Причина – простота и универсальность процесса. Сферой применения являются области, где автоматическое соединение невыгодно или затруднено. Это создание швов, имеющих сложную конфигурацию, а также прерывистых или коротких. Одним из бесспорных преимуществ РДС является возможность сделать соединение во всех пространственных положениях. Это имеет большое значение при монтаже различных конструкций.
Применяется дуговая сварка (РДС) при соединении изделий толщиной 0,02–3 см, несмотря на то, что ГОСТ 5264-80 позволяет расширить данный интервал до 0,01–12 см. Метод используется при ремонте и восстановлении мелких партий изделий, а также при сборке конструкций из разных видов металла и его сплавов.
Основными достоинствами применения РДС являются:
- легкость процесса обучения основам процесса;
- соединение во всех пространственных положениях;
- возможность выполнения работ в труднодоступных местах;
- быстрота смены соединяемого материала;
- разнообразие марок электродов для соединения разных видов стали;
- Простота, низкая стоимость оборудования, а также возможность его быстрого перемещения.
Недостатками применения РДС специалисты называют низкую производительность труда, долгий срок обучения и получения необходимых навыков (от 1 года до 1,5 лет для специалистов с высокой квалификацией), зависимость качества работы от персональных характеристик сварщика, трудности соединения материалов с толщиной < 1 мм, иногда < 2 мм.
С помощью РДС соединяют чугун, медь, стали и разные медные сплавы. Для работы с каждым из металлов и их сплавов подбирают необходимые электроды и их покрытия.
Для сварочных работ обязательно требуется специальная экипировка.
Самым главным элементом является сварочная маска и ее основной элемент — защитное стекло, которое должно иметь возможность легко заменяться. Для сварки обычно используются светофильтры двух типов: С-2 и С-4.
Также для сварочных работ требуется соответствующая защитная одежда, закрывающая кожу от ультрафиолета и защищающая от брызг. Спецовка, краги, ботинки или сапоги, прорезиненные или брезентовые перчатки — это минимальный набор, который обязательно необходим для осуществления сварочных работ.

Не стоит забывать о том, что сварочные работы — это достаточно серьезный вид деятельности, поэтому оборудование для него следует подбирать с особой тщательностью, учитывая все нюансы.
Розетка для сварочного аппарата 220в
» Статьи » Розетка для сварочного аппарата 220в
Инвертор — техника, существенно нагружающая проводку. Бездумное подключение может оставить вас и соседей без света или привести к более серьезным последствиям. Давайте вкратце обсудим вопрос, как правильно подключить инвертор?Лето — пора строительных работ на даче, дома, а значит, возникает необходимость проведения сварочных работ. Учитывая тот факт, что цены на инвертора в последние годы существенно снизились (сейчас купить инвертор с приличными характеристиками можновсего за 6000 рублей), то такие аппараты доступны сейчас практически всем, а значит, каждому по силам справиться с необходимыми работами по сварке самостоятельно, без привлечения посторонней помощи. Приступая к работе, человек, который никогда не работал инвертором, должен задать себе вопрос, как правильно подключить инвертор к сети 220В. Как правило, в паспорте на сварочный аппарат указывается время бесперебойной работы, то есть оговариваются временные интервалы сварки-отдыха, а вот о том, как правильно подключить к домашней розетке — очень мало. Первым делом, определите тип электрозетки. Инвертор, работающий при максимальных токах на выходе 140А, без проблем подключают в розетку 16А. Перед подключением внимательно изучите, какая проводка и розетки установлены в вашем доме. Старые розетки рассчитаны на 10А и к ним, как правило, прилагается соответствующая проводка. Посмотрите, какие у вас пробки или автоматы, наличие «жучков»
Обратите внимание, что если к вашему дому подведена воздушная электролиния, сварочный аппарат может нагрузить ее так, что напряжение упадет менее 150В, а это оставит и вас, и соседей без света (тут вы особенно рискуете при сварке трансформатором). Средняя длина сетевого кабеля инвертора 2 м
Приходится использовать удлинители. Помните, что бездумное использование удлинителей опасно. При выборе удлинителя помните, что удлинитель с сечением провода 1,5 кв. миллиметра рассчитан на ток до 16А, удлинитель сечением 2,5 — на ток до 25А Выбирайте удлинители среднего сечения провода.
Конструкция полуавтоматического аппарата
Аппарат представляет собой модульную конструкцию, состоящую из источника тока, подающего механизма и горелки. Устройства для сварки в атмосфере защитного газа комплектуются баллонами. Существует ряд высокопроизводительных моделей с охлаждением, которые подключаются к магистрали или резервуару с водой. Полуавтоматы отличаются небольшим весом и высокой мобильностью. Их можно переносить или перевозить на шасси к месту проведения работ. Аппараты применяются для монтажа инженерных систем, при ремонте в условиях действующего производства и мастерских.
Также существуют полуавтоматы стационарной конструкции − сварочные посты. Их применяют в серийном производстве металлоконструкций, когда большинство швов имеет небольшую длину (до 0,8 м).
|
|
Главное конструктивное отличие полуавтомата от автомата – наличие горелки, которая обычно выполняется в форме пистолетной рукоятки. К ней присоединяются:
|

Причины появления пор
Процесс кристаллизации сварного шва может сопровождаться образованием пор. Это заполненные газом полости различной формы. Внешние признаки отсутствуют. Обнаружение возможно посредством применения методов неразрушающего контроля. Для конструкций, которые работают в условиях повышенной нагрузки, поры считают недопустимым дефектом.







Основной причиной появления пор является перенасыщение расплава сварочной ванны газами. Кроме того, высокая скорость кристаллизации шва не позволяет сварочным газом покинуть зону соединения. Опытным путем установлено, что высокомолекулярные газы практически не влияют на процесс порообразования. Главными виновниками являются простые соединения – водород, азот и угарный газ.
Многое зависит от соединяемых материалов. При сварке под флюсом нержавющей стали причиной порообразования является водород. Углерод не способен воздействие на аустенитные сорта стали, а азот практически не вызывает пор.
Состав флюса также оказывает влияние на процесс. Учеными института Электросварки было установлено, что понижение уровня кислотности флюса способствует образованию пор. А применение ферритизаторов снижает риск появления пор при сваривании обычных сортов стали.
Общая информация
Сварочный автомат — это разновидность сварочного оборудования. Автомат применяется при автоматической сварке. Автоматическая сварка не требует от сварщика даже навыков сварки. Все, что необходимо — это правильно настроить аппарат. Всю остальную работу он выполнит без посторонней помощи.
Сварочный автомат для сварки— это сложный агрегат, который, тем не менее, способен стабильно работать даже при существенных нагрузках. При этом качество швов во многом зависит от правильно подобранных настроек. Ну а поскольку при такой технологии сварщик не участвует в самом процессе сварки, то он называется оператором.
Сварочный автомат выполняет сразу целый комплекс задач. Он не только поджигает дугу и ведет шов, но и защищает зону сварки от кислорода (этим занимаются автоматы для сварки под флюсом), а также подает сварочную проволоку в сварочную ванну.
Вывод
На вопрос, что лучше: сварочный полуавтомат или инвертор, лучше выбрать то, что больше подойдет вам для работы. Если предстоят сложные, многоуровневые задачи по сварке, склоните ваш выбор к полуавтоматам. Нельзя считать, что эти сварочные аппараты подходят только для кузовных работ на СТО или в ремонтных мастерских. Проволочный сварочный прибор имеет очень большую область применения. Он может работать даже со сложными металлами, мультисплавами, разными типами газа в разных временных режимах работы. При этом сварочный шов получается просто идеальным. Но инвертор — тоже хорош по-своему, он компактен, удобен, имеет различные фишки, навороты и функции. В общем, для мелких домашних работ или обычных сварочных работ на стройке или заводе, лучше инверторной сварки вы не найдете.
Если у вас возникли вопросы после прочтения статьи, оставляйте комментарии ниже. Я с радостью на них отвечу!