
Основные способы получения низкоуглеродистых сплавов
Все сплавы при получении проходят одинаковые технологические стадии, дополнительную обработку. Плавильная печь загружается сырьём, шихтой, нагревается до расплавления, удаляются лишние примеси. Дополнительная обработка зависит от конкретного заданного состава продукта, нужных химических, физических свойств.
По технологии производства, оборудованию сплавы получают:
- кислородно-конверторным способом выплавки,
- мартеновским способом получения,
- электротермическим способом производства.
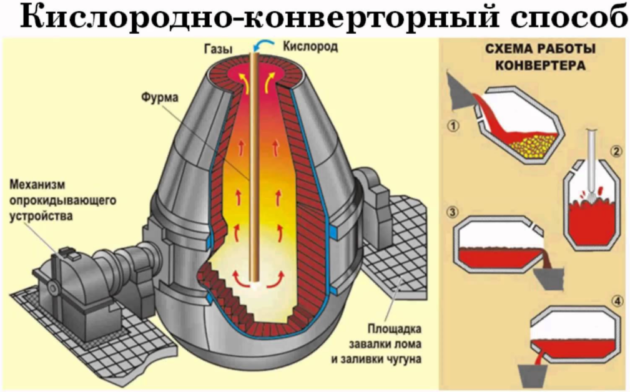
Кислородно-конверторный метод
Этот способ производства низкоуглеродистого сплава назван по двум составляющим технологии. Кислород, содержащийся в воздухе, окисляет избыток углерода и примесей в конверторной печи. Конверторная печь имеет объём 50–60 т. Расплавленное сырьё, шихта, продувается нагретым кислородом под давлением. Стены конвектора имеют грушевидную форму, выполнены из металла с дополнительной футеровкой. Материал футеровки химически участвует в процессе выплавки, вступая в реакцию с расплавленным сырьём.
Мартеновский метод
 Мартеновские печи отличаются большим размером плавильных ванн, производительностью до 500 тонн продукции. Выжигание углерода, примесей также идёт кислородом, но кислород получают не только из воздуха. Дополнительно шихту обогащают железной рудой, ломом, покрытым ржавчиной.
Мартеновские печи отличаются большим размером плавильных ванн, производительностью до 500 тонн продукции. Выжигание углерода, примесей также идёт кислородом, но кислород получают не только из воздуха. Дополнительно шихту обогащают железной рудой, ломом, покрытым ржавчиной.
Оксиды железа, участвуя в процессе, выделяют кислород. Камеры-регенераторы осуществляют предварительный нагрев горючего газа и воздуха, попеременно выпускают содержимое через плавильную ванну. Процесс происходит в течение 6–7 часов, по завершении нагрев прекращается, добавляются раскислители.
Электротермический метод
Этот способ позволяет получить точно заданные физические и химические свойства, применяется только для получения высококачественных сплавов. Большой расход энергии при термической обработке, до 800 кВт на 1 тонну стали, должен быть экономически оправдан. Температура печи доходит до 1650 градусов, ёмкость ванн 0,5–180 тонн.
При высокой температуре сера и фосфор удаляются практически без остатка, переплавляется тугоплавкое сырьё. Химические реакции при производстве аналогичны мартеновскому способу.

Высококачественная углеродистая сталь — Большая Энциклопедия Нефти и Газа, статья, страница 1
Высококачественная углеродистая сталь
Высококачественные углеродистые стали после обработки на высокую твердость должны обладать лучшей вязкостью, чем качественные.
Высококачественные углеродистые стали отличаются пониженным содержанием вредных примесей. В марках это отражается большой буквой А, стоящей в самом конце.
Высококачественные углеродистые стали после обработки на высокую твердость должны обладать лучшей вязкостью, чем качественные.
Высококачественные углеродистые стали после обработки на высокую твердость обладают несколько лучшей вязкостью, чем стали сходных марок из группы качественных. Стали У7А — У13А применяют главным образом для режущих инструментов, имеющих тонкую режущую кромку ( табл. 1), а стали У7 — У13 — для штам-повых инструментов простой формы.
Вал и диск турбины выполняются из высококачественной углеродистой стали; лопатки и бандажи — из нержавеющей стали.
Это требование обеспечивается надлежащей конструкцией шатуна и поковкой его из легированных и высококачественных углеродистых сталей.
Необходимая механическая прочность достигается тем, что хранилища и тару для жидкого хлора изготовляют72 из высококачественной углеродистой стали марок 15к, 20к и 25к ( ГОСТ 5520 — 62), соответствующей условиям эксплуатации в интервале температур от — 40 до 475 С без ограничения давления. При изготовлении танков и контейнеров ( бочек) применяется электросварка. Сварные танки и контейнеры подвергают термообработке ( отжигу) для снятия внутренних напряжений. Конструкция танков, контейнеров и баллонов такова, что они не испытывают деформаций на изгиб, особенно в сварных швах, качество которых проверяется рентгеновским аппаратом. Рабочее давление в хранилищах и таре для жидкого хлора составляет 15 атм, что соответствует давлению насыщенных паров хлора при 50 С.
Для изготовления основных деталей насосов обычно применяют легированные стали Х12Ф1, НХ2А, 12ХНВА, 40Х и высококачественные углеродистые стали, которые проходят соответствующую термообработку.
Ввиду знакопеременного характера нагрузок, действующих на шатун, материалы для него должны обладать высоким сопротивлением усталости. Такими материалами являются высококачественные углеродистые стали, а также легированные стали. Для высокооборотных двигателей наиболее перспективным материалом для шатунов следует считать титановые сплавы.
Роторы изготовляют из поковки или прутка проката совместно с валом. Для их изготовления применяется высококачественная углеродистая сталь. Роторы делают также нз мелкозернистого чугуна, из чугуна с шарообразным графитом, из алюминиевых сплавов и из нержавеющей стали. В этих случаях роторы изготовляются отдельно от вала и насаживаются или напрессовываются на стальной вал. Посадка вала должна быть достаточно тугой, чтобы не произошло ослабление соединения, так как это может привести к тяжелой аварии машины. Во многих случаях стальной ротор приваривается к валу. При высоких степенях повышения давления ротор имеет внутреннее охлаждение маслом, которое подается через сверление в валу. Благодаря этому увеличивается коэффициент подачи компрессора.
Все марки углеродистой стали, кроме того, имеют добавочный индекс У. Таким образом марка У8А обозначает высококачественную углеродистую сталь с содержанием углерода 0 75 — 0 85 / 0, а У8 — обыкновенную.
Лопатки рабочего колеса турбовоздуходувок делают в основном загнутыми назад — в сторону, обратную вращению. Лопатки малонагруженных рабочих колес штампуют из листовой высококачественной углеродистой стали толщиной от 2 до 5 мм и прикрепляют к дискам с помощью заклепок. При высоких скоростях вращения рабочих колес лопатки изготовляют из легированных никелем сталей и фрезеруют за одно целое с шипами, концы которых вставляют в отверстия диска и расклепывают.
Лопатки рабочего колеса турбовоздуходувок делаются в основном загнутыми назад — в сторону, обратную вращению. Лопатки малонагруженных рабочих колес штампуют из листовой высококачественной углеродистой стали толщиной от 2 до 5 мм и прикрепляют к дискам с помощью заклепок. При высоких скоростях вращения рабочих колес лопатки изготовляют из легированных никелем сталей и фрезеруют за одно целое с шипами, концы которых вставляются в отверстия диска и расклепываются.
Страницы: 1 2
www.ngpedia.ru
Сфера применения
Низкоуглеродистые сплавы широко используются различными направлениями промышленности и производства.
По виду профиля классифицируют следующие группы выпускаемой продукции:
- Плоский листовой прокат. Рифлёная, толстолистовая, тонколистовая, широкополосовая, полосовая продукция.
- Равнополочные, неравнополочные угловые профили. .
- Трубы, круглого, квадратного, прямоугольного сечения.
- Тавры, двутавры. Балки двутавровые широкополочные, обыкновенные.
- Профилированный металлический лист различной толщины.
Самый большой сегмент продукции составляет плоский листовой прокат, полосы. Холодной штамповкой получают высокопрочную проволоку, пружины, рессоры для машиностроения. Детали и заготовки легко свариваются, получили большое распространение в строительной отрасли производства, автомобилестроении. Из низкоуглеродистых сплавов изготавливают кузовные детали, оси, топливные баки, рамы сельскохозяйственных машин и многие другие детали, постоянно встречающиеся в повседневной жизни.

Видео по теме: Производство листового металлопроката
США
Россия
Украина
Беларусь
Молдова
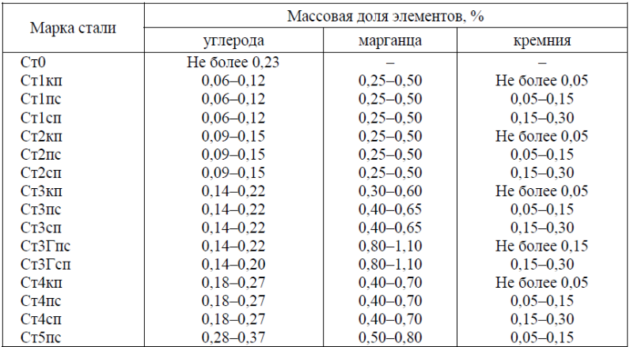
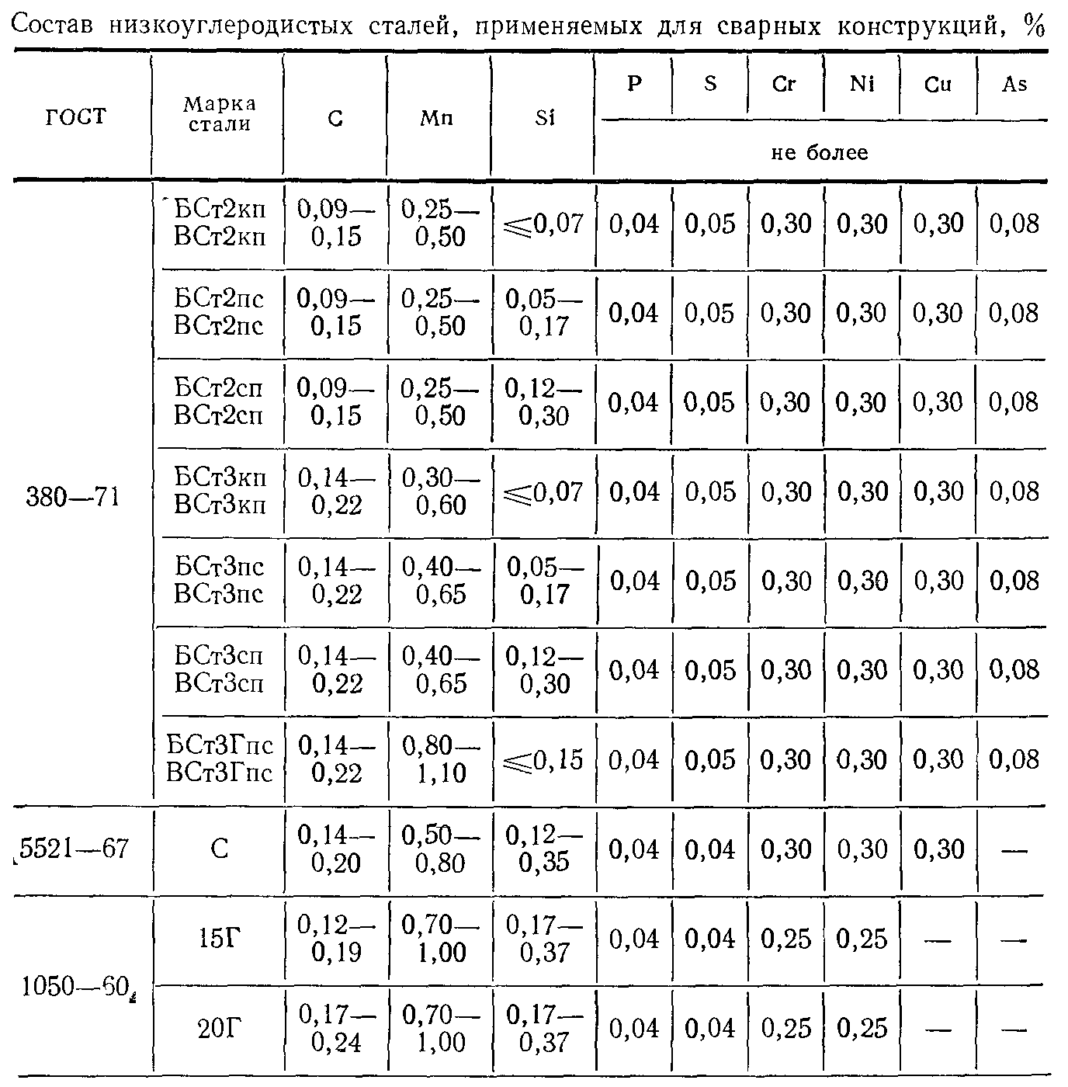
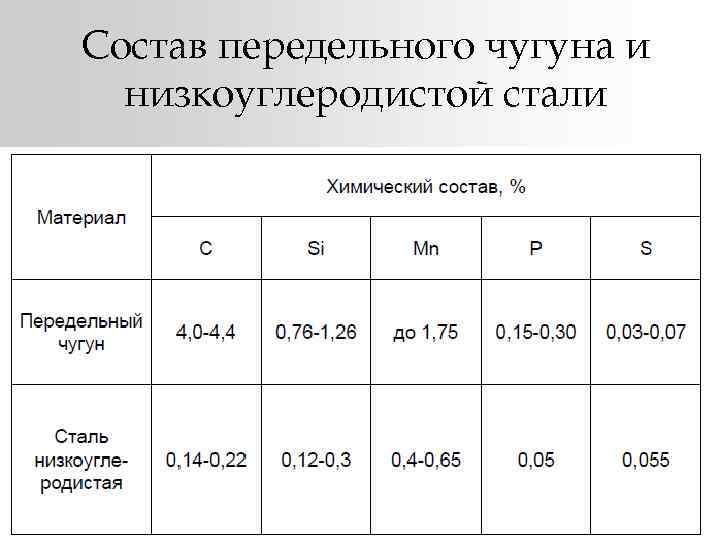
Сталь низкоуглеродистая – это сплав, не содержащий легируемых элементов, имеющий примеси и малое содержание углерода, до 0,25%. В составе данного сплава присутствуют марганец и кремний, однако в силу малого процентного содержания (марганец – не больше 1%, кремний – не выше 0,8%), не оказывают ощутимого легирующего воздействия на материал. Сталь низкоуглеродистая отличается мягкостью и малым содержанием марганца.
Качественные углеродистые стали | Учебные материалы
К этим сталям предъявляются более высокие требования по химическому составу и структуре: ограничены пределы по содержанию углерода, меньше неметаллических включений, серы и фосфора (S ~ 0,04 %; Р ~ 0,035…0,04 %).
Качественные углеродистые стали маркируют цифрами, показывающими содержание углерода в сотых долях процента. В зависимости от содержания марганца стали делятся на две группы; с нормальным и с повышенным содержания марганца (до 1,2 %, в этом случае к маркировке стали добавляется буква <Г>).
Стали I группы: 08, 10, 15, 20, 25, 30…85.
Стали II группы: 15Г, 20Г, 25Г, 30Г, 35Г … 70Г.
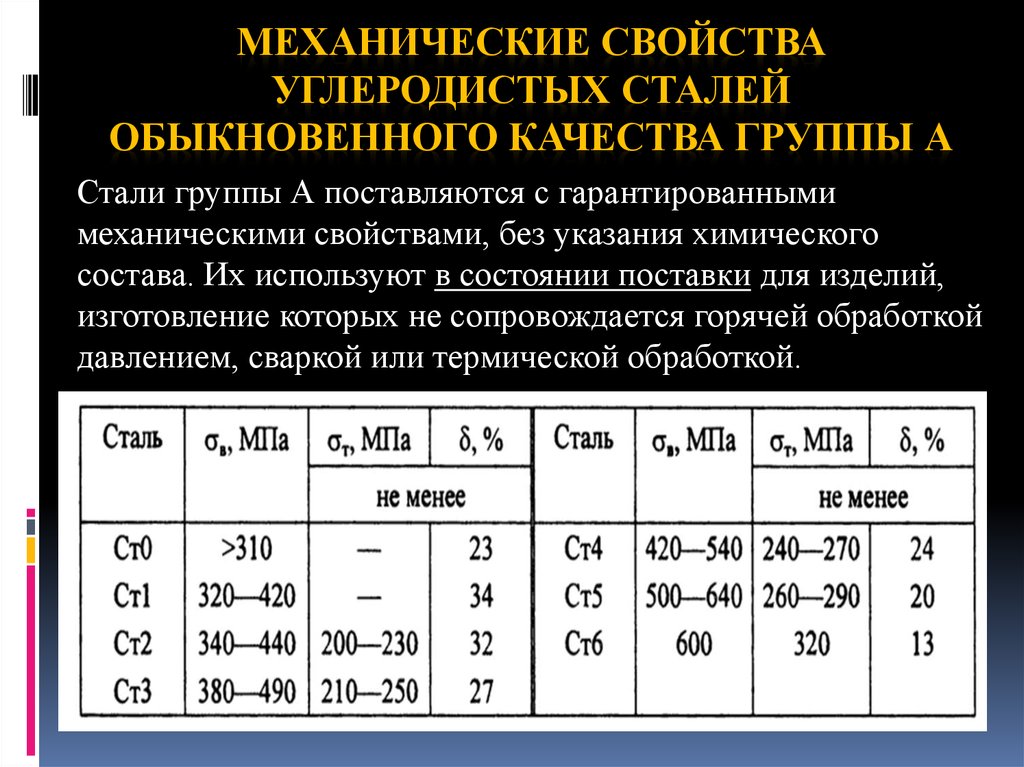
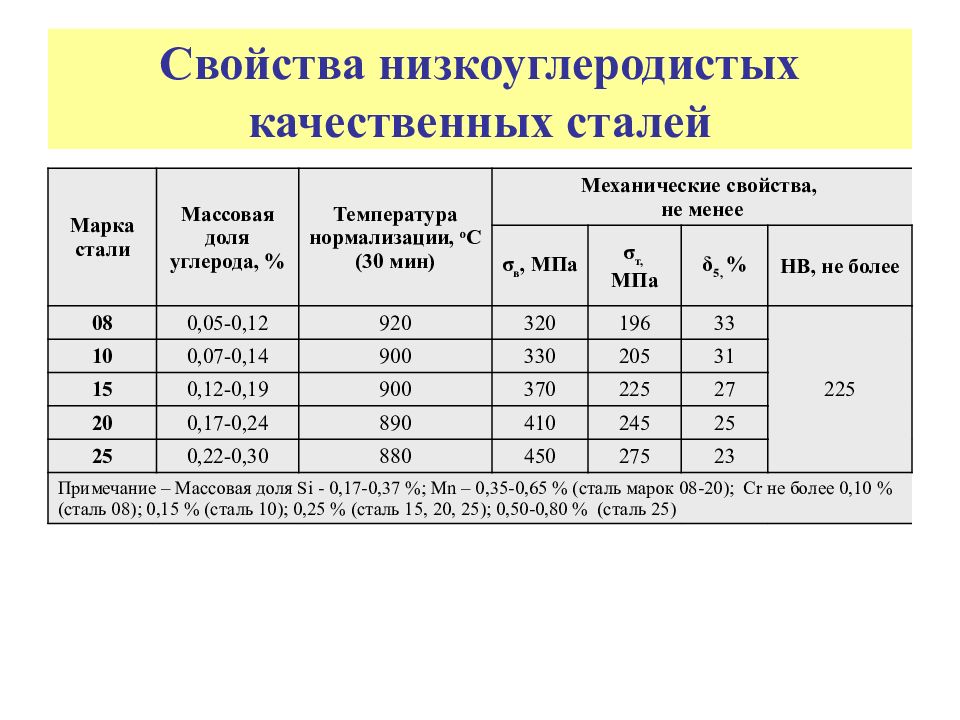
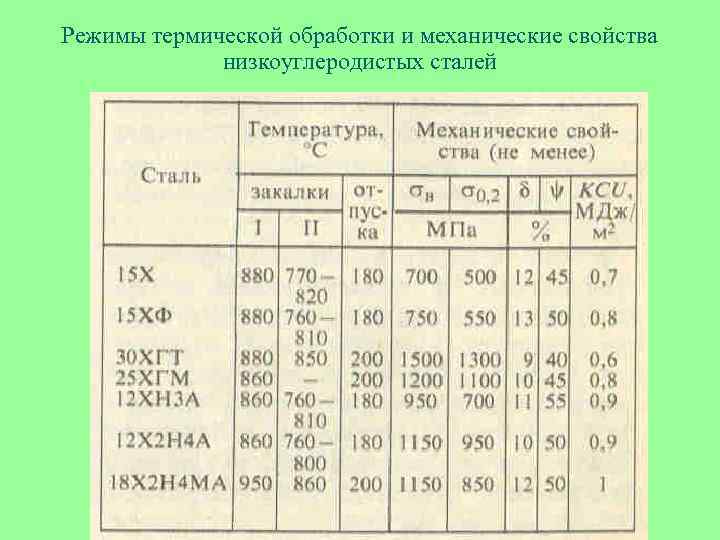
Механические свойства некоторых углеродистых качественных конструкционных сталей приведены в таблице 9.
Таблица 9 — Механические свойства углеродистых качественных конструкционных сталей
| Марка | Временное сопротивление sв, МПа | Предел текучести, sт, МПа | Относительноеудлинениеd5, % | Относительноесужение, y, % |
| не менее | ||||
| 0810203045608530Г60Г | 3303404205006106901150550710 | 2002102503003604101000320420 | 33312521161262011 | 605555504035304535 |
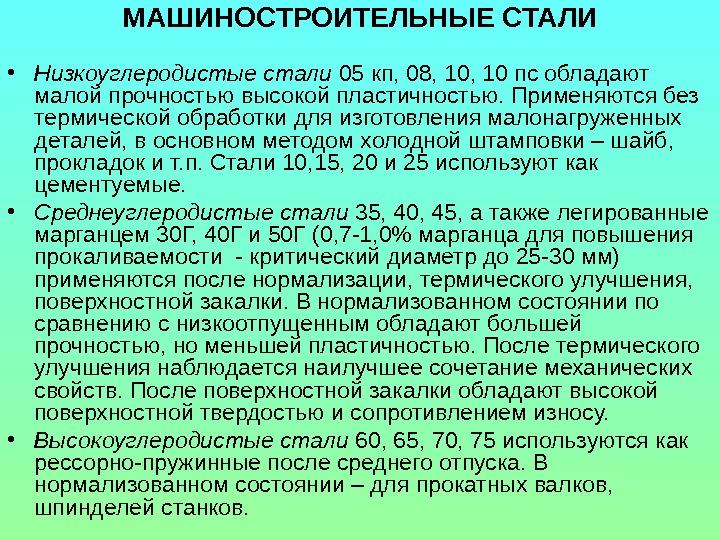
Низкоуглеродистые стали
Низкоуглеродистые стали 08 и 10 применяют без термической обработки для малонагруженных деталей, тонколистовую сталь используют для холодной штамповки изделий. Сталь 10 применяется для изготовления элементов сварных конструкций, корпусов и трубных пучков теплообменных аппаратов, трубопроводов, змеевиков и других деталей, работающих от минус 40 до плюс 450 0С, к которым предъявляются требования высокой пластичности.
Стали 15, 20, 25 чаще применяют без термической обработки или в нормализованном состоянии. Низкоуглеродистые качественные стали используют и для ответственных сварных конструкций, а также для деталей машин упрочняемых цементацией. Сталь 20 применяется для изготовления трубопроводов, змеевиков, труб перегревателей, трубных пучков теплообменных аппаратов, и других деталей, работающих от минус 40 до плюс 475 0С.
Среднеуглеродистые стали
Среднеуглеродистые стали 30…55 применяют после нормализации, улучшения и поверхностной закалки для самых разнообразных деталей во всех отраслях машиностроения. Прокаливаемость сталей невелика; критический диаметр после закалки в воде не превышает 10…12 мм. Для повышения прокаливаемости стали добавочно легируют марганцем (40Г, 50Г).
Высокоуглеродистые стали
Высокоуглеродистые стали 60…85 обладают повышенной прочностью, твердостью, износостойкостью и упругими свойствами. Их применяют после закалки и отпуска, нормализации для деталей, работающих в условиях трения при наличии высоких статических вибрационных нагрузок. Из этих сталей изготавливают пружины, рессоры, мембраны, шпиндели станков и т.д.
Для изготовления деталей и частей паровых котлов и сосудов, работающих под давлением не более 60 атм. и температуре не выше 450 0С, промышленность выпускает листовую горячекатаную углеродистую сталь толщиной от 4 до 60 мм. Марки котельных сталей: 12К, 15К, 16К, 18К, 20К, 22К. Числа показывают среднее содержание углерода в сотых долях процента. Буква <К> указывает их основное назначение — котельные стали.
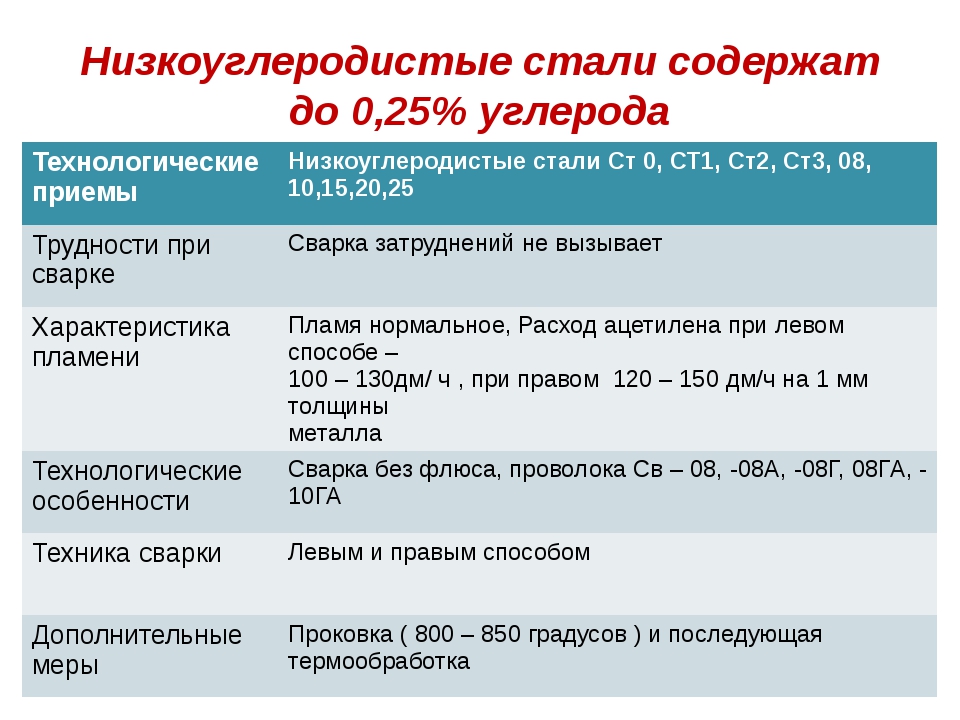
Способы сварки низкоуглеродистых сталей
Низкоуглеродистые стали относятся к хорошо свариваемым материалам и практически не требуют предварительной подготовки заготовок. Если их толщина не превышает 4 мм, кромкование не проводится, а все предварительные операции ограничиваются очисткой и обезжириванием стыка. В ряде случаев, например, при сварке крупногабаритных изделий, проводится предварительный прогрев в печи до 150-200℃. Другие особенности диктуются конкретным видом сварки.
Ручная дуговая сварка
Ручная дуговая сварка проводится покрытым плавящимся электродом с углом наклона в 40-50° в направлении движения инструмента.
Особые рекомендации даются в случае устранения трещин, сколов и других дефектов в деталях из низкоуглеродистой стали. В таком случае выбранный тип шва должен обеспечить достаточное заглубление сварочной ванны, что достигается повышением тока или сокращением длины дуги до 1-1,5 мм. Вне зависимости от размера дефекта, длина шва не должна быть меньше 100 мм. При работе с ответственными деталями зону стыка обрабатывают растворами, предотвращающими коррозию.
Дуговая сварка в защитных газах
Роль защитной среды при электродуговой сварке чаще всего играет углекислый газ (MAG-технология). Более эффективную защиту обеспечивает смесь активных газов (не более 30% кислорода) или сочетание углекислого газа с аргоном. Для ответственных соединений зачастую выбирается MIG-сварка, которая предполагает подачу к стыку аргона или гелия.
Самым распространенным присадочным материалом при дуговой сварке низкоуглеродистой стали в защитной среде является проволока Св-08Г2С. Ее подают одновременно с началом сварки, то есть через 5-15 секунд после поступления газа к стыку. Для верхнего положения используется проволока диаметром до 1,2 мм, для нижнего – до 3 мм. Угол ведения материала составляет 30-40°, электрод ведется строго перпендикулярно поверхности.
Сварка под флюсом
Автоматическая и полуавтоматическая сварка низкоуглеродистых сталей проводится под слоем флюса плавящимся прутком СВ-08 (-А, -ГА) диаметром от 1,2 до 3 мм. Роль защитных составов обычно играет смесь АН-348-А или ОСЦ-45.
Полуавтоматическая сварка малопригодна для создания угловых и сложносоставных соединений низкоуглеродистой стали, так как способствует образованию закалочных структур в околошовной зоне. Частично решить эту проблему позволяет предварительный прогрев заготовок.
Сферы применения
Область использования низкоуглеродистой стали достаточна широка и зависит от маркировки:
- Ст 0, 1, 3Гсп. Широкое применение в строительстве. Например, проволока арматурная из низкоуглеродистой стали,
- 05кп, 08, 08кп, 08ю. Хороша для штамповки и холодной вытяжки (высокая пластичность). Применяются в автомобилестроении: кузовные детали, топливные баки, змеевики, части сварных конструкций.
- 10, 15. Применяются для деталей, не подвергающихся высоким нагрузкам. Трубы для котлов, штамповки, муфты, болты, винты.
- 18кп. Характерное применение – конструкции, которые производят с помощью сварочных работ.
- 20, 25. Широко используется для производства крепежных материалов. Соединительные муфты, толкатели клапанов, рамы и другие детали сельскохозяйственных машин.
- 30, 35. Оси, на которые идет малая нагрузка, звездочки, шестерни и т. д.
- 40, 45, 50. Детали, испытывающие средние нагрузки. Например, коленчатые валы, фрикционные диски.
- 60-85. Детали, подвергающиеся высокой нагрузке. Это могут быть рельсы для железной дороги, колеса для кранов, рессоры, шайбы.
Как видно, производимый ассортимент обширен – это не только проволока низкоуглеродистой стали. Также это детали сложных механизмов.

Особенности сварки
Сварка низкоуглеродистых сталей имеет высокие показатели. Тип сварки, электроды и их толщину подбирают на основе следующих технических данных:
- Соединение непременно должно быть прочно скреплено.
- Не должно быть дефектов швов.
- Химический состав шва должен выполняться в соответствии нормативам, указанных в ГОСТе.
- Сварные соединения должны соответствовать условиям эксплуатации (устойчивость к вибрациям, механическому воздействию, температурному режиму).
Могут использоваться различные виды сварки от газовой до сварки в среде углекислого газа плавящимся электродом. При подборе учитывают высокую плавкость низкоуглеродистых и низколегированных сплавов.
Что касается конкретно сферы применения, то низкоуглеродистый прокат используется в строительстве и машиностроении.
Марка стали подбирается на основе требуемых на выходе физических и химических свойств. Наличие легирующих элементов может улучшить одни свойства (стойкость к коррозии, температурным перепадам), но и ухудшить другие. Хорошая свариваемость — еще одно достоинство таких сплавов.
Итак, мы выяснили, что собой представляют изделия из низкоуглеродистой и низколегированной стали.
-
Самостоятельная двигательная деятельность детей в детском саду картотека с целями
-
Какое значение имела победа россии в русско турецкой войне 1877 1878 гг кратко
-
Можно ли наблюдать кипение воды при комнатной температуре если да то при каком условии кратко
-
Как приготовить блины из жидкого теста кратко
- Постмодернизм это философская школа какого направления рационалистического или иррационалистического
Производство
Изготовлением металлических сплавов занимается металлургическая промышленность. Специфика процесса получения углеродистой стали, заключается в переработке чугунных заготовок с уменьшением таких взвесей, как сера и фосфор, а также углерод, до требуемой концентрации. Различия методики окисления, посредством которой удаляют углерод, позволяет выделить различные виды плавки.
Кислородно-конвертерный способ
Основой методики был бессемеровский метод, который предусматривает продувку жидкого чугуна воздухом. Во время этого процесса, углерод окислялся и удалялся из сплава, после чего, чугунные слитки постепенно превращаются в сталь. Производительность данной методики высока, но сера и фосфор оставались в металле. Кроме того, углеродистая сталь насыщается газами, в том числе, азотом. Это улучшает прочность, но снижает пластичность, сталь становится более склонной к старению и изобилию неметаллическими элементами.
Учитывая низкое качество стали, получаемой бессемеровским методом, его перестали использовать. На замену пришел кислородно-конвертерный способ, отличием которого является использование чистого кислорода, вместо воздуха, при выполнении продувки жидкого чугуна. Использование определенных технических условий, при продувке, значительно снизило количество азота и других вредных примесей. В результате, углеродистая сталь, полученная кислородно-конвертерным способом, по качеству приближена к сплавам, переплавляемым в мартеновских печах.
Технико-экономические показатели конверторного способа подтверждают целесообразность такой плавки и позволяют вытеснить устаревшие методы изготовления стали.
Мартеновский метод
Особенностью способа получения углеродистой стали, является выжигание углерода из чугунных сплавов не только с помощью воздуха, но и за счет добавления железных руд и ржавых изделий из металла. Этот процесс обычно происходит внутри печей, к которым подводят подогретый воздух и горючий газ.
Размер таких плавильных ванн очень велик, они могут вмещать до 500 тонн расплавленного металла. Температура в таких емкостях поддерживается на уровне 1700 ºC, а выжигание углерода происходит в несколько этапов. Сначала, благодаря избытку кислорода в горючих газах, а когда образуется шлак над расплавленным металлом, посредством оксидов железа. При их взаимодействии образуются шлаки фосфатов и силикатов, которые, в дальнейшем удаляются и сталь приобретает требуемые по качеству свойства.
Плавка стали в мартеновских печах проходит около 7 часов. Это позволяет отрегулировать нужный состав сплава, при добавлении различных руд или лома. Углеродистая сталь давно изготавливается этим методом. Такие печи, в наше время, можно найти на территории стран бывшего Советского Союза, а также – в Индии.
Электротермический способ
Изготовить качественную сталь с минимальным содержанием вредных примесей, удается при плавке в вакуумных топках электродуговых или индукционных печей. Благодаря улучшенным свойствам электростали, удается изготовить жаростойкие и инструментальные сплавы. Процесс преобразования сырья в углеродистую сталь, происходит в вакууме, благодаря чему качество полученных заготовок, будет выше, относительно рассмотренных ранее методов.
Стоимость такой обработки металлов дороже, поэтому данный метод используют при технологической необходимости в качественном изделии. Для удешевления технологического процесса используют специальный ковш, который разогревают внутри вакуумной емкости.
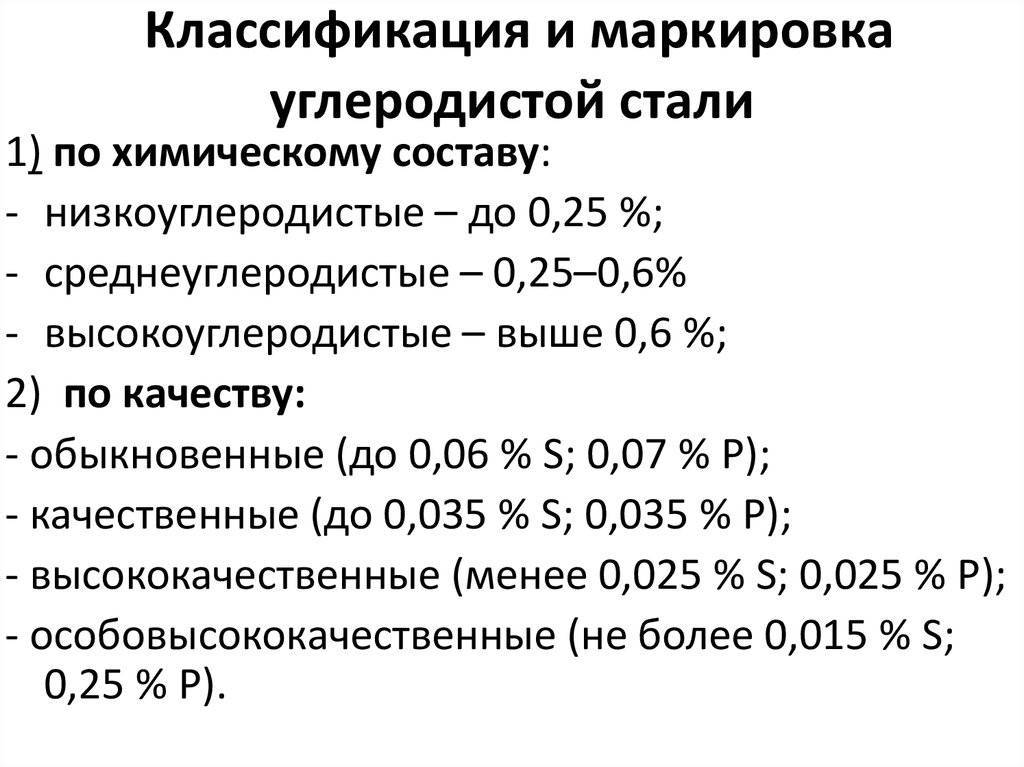
Особенности маркировки
Обычная низкоуглеродистая сталь имеет буквенное обозначение СТ и цифровое. Число следует делить на 100, тогда будет понятно процентное содержание углерода. Например, СТ15 (углерод 0,15%).
Рассмотрим маркировку и расшифруем обозначения:
- Первые буквы или их отсутствие говорит о принадлежности к той или иной группе качества. Это могут быть Б или В. Если нет буквы, значит сплав принадлежит к категории А.
- Ст обозначает слово «сталь».
- Цифровое обозначение – зашифрованное процентное содержание углерода.
- кп, пс – обозначает кипящий или полуспокойный сплав. Отсутствие обозначения говорит о том, что сталь спокойная (сп).
- Буквенное обозначение и цифровое после него раскрывают, какие примеси входят в состав, и их процентное содержание. Например, Г – марганец, Ю – алюминий, Ф – ванадий.
Для качественных низкоуглеродистых сталей в маркировке не ставится буквенное обозначение «Ст».

Также применяется цветовое обозначение. Например, низкоуглеродистая сталь марки 10 имеет белый цвет. Стали специального назначения могут обозначаться дополнительными буквами. Например, «К» — применяется в котлостроении; ОсВ – используется для изготовления вагонных осей и т. д.
Что такое низкоуглеродистая сталь?
Это наиболее распространенный вид стали, используемый сегодня из-за относительно низкой цены производства. Это обычно содержитпроцент углерода около 0,05 — 0,15% по весу. Низкоуглеродистая сталь обычно мягче и слабее, чем другие типы стали, но она способна обеспечить свойства материала в соответствии с приемлемыми стандартами для многих промышленных и повседневных применений.
Преимущество в том, что он более мягкий и слабый, облегчает сварку и может быть преобразован в различные формы, что позволяет создавать целый ряд различных продуктов. Обычно его делают в виде плоских катаных листов или полос из стали. Благодаря своей ковкости из низкоуглеродистой стали можно даже накатывать панели кузова автомобиля. Когда для изготовления панелей используется низкоуглеродистая сталь, содержание углерода в стали сохраняется на очень низком уровне — около 0,05%. Но при производстве стальных конструкционных пластин, поковок и т. Д. Требуется более высокое содержание углерода около 0,15%. Низкоуглеродистая сталь используется для производства самых разных изделий. Бытовая техника, детали кузова автомобилей, проволока из низкоуглеродистой стали и жестяные пластины — одни из наиболее распространенных областей применения.

Проволока из углеродистой стали — обычное применение низкоуглеродистой стали
Сталь низкоуглеродистая и ее основные характеристики
пер.Каштановый 8/14 51100 пгт.Магдалиновка
Nikolaenko Dmitrij
Сталь низкоуглеродистая и ее основные характеристики Сталь низкоуглеродистая и ее основные характеристики (1
голос, в среднем:4 из 5)Сталь низкоуглеродистая – это сплав, не содержащий легируемых элементов, имеющий примеси и малое содержание углерода, до 0,25%. В составе данного сплава присутствуют марганец и кремний, однако в силу малого процентного содержания (марганец – не больше 1%, кремний – не выше 0,8%), не оказывают ощутимого легирующего воздействия на материал. Сталь низкоуглеродистая отличается мягкостью и малым содержанием марганца.

Этот сплав из-за своей мягкости не позволяет точно обрабатывать поверхности, однако его мягкость, вязкость и пластичность дают возможность создавать цементируемые заготовки и детали для последующей сварки/цементации. Обрабатываемость сплава очень плохая, поверхность обрабатываемой детали имеет много шероховатостей. Выполнение точной обработки достаточно затруднительное.
Свойства низкоуглеродистой стали
Свойства низкоуглеродистой стали не имеют высоких показателей прочности. Пластичность и вязкость напротив — высокие. Марки низкоуглеродистой стали иногда предназначаются для изготовления цементуемых изделий, которые нуждаются в дополнительной цементации для достижения необходимой твердости и придания им износоустойчивости посредством дальнейшей обработки. Изделия из такой стали достаточно хорошо свариваются и куются.
Свойства низколегированной стали не позволяют выполнять полноценные работы с этим металлом. Однако, если провести процесс нормализации и холодного волочения, значительно можно увеличить обрабатываемость поверхности. Благодаря хорошей пластичности (5 = 33…23%), низкоуглеродистые стали можно успешно подвергать холодной деформации, при этом не теряются механические свойства, так как местное перенапряжение равномерно распределяется и трещины не образуются. Такая сталь слабо поддается закаливанию и хорошо сваривается.
Свойства низкоуглеродистой стали имеют ряд недостатков:
- низкая прочность Те = 330…460 МПа, Сто,2 = 200…280МПа;
- малая ударная вязкость;
- очень чувствительная к механическому старению, так как при повторных нагрузках она чувствует концентрацию напряжения, поэтому из нее не изготавливают изделия, подвергающиеся повторным нагрузкам.
Марки низкоуглеродистой стали, их основные сферы применения
Марка низкоуглеродистой стали в зависимости от своего состава имеет отдельные назначения в промышленности. К данному типу сплава относят 05 кп, 08, 10, 10 пс, которые активно используются для производства шайб, прокладок и других малонагруженных элементов конструкций и машин. В зависимости от того, какая марканизкоуглеродистойстали, сплав находит применение в разных отраслях. Так, высокую устойчивость перед статической водородной усталостью демонстрируют:
- 20;
- ВМСтЗсп;
- С75;
- APS 10M4;
- 18X1ПМФ.
Следующие маркинизкоуглеродистойстали применяются как цементируемые:
При изготовлении зубчатых колес с последующей цементацией применяют:
Сплавы:
- ЭП620;
- ЭП355;
- 03 используются как шихтовая заготовка и выпускаются в виде прутков различного размера. Такая шихтовая добавка применяются в процессе выплавки специальных сплавов для изготовления отдельных деталей и спец проката.
Для создания сварных конструкций используют такие марки низкоуглеродистой стали:
- Ст0;
- Ст1сп;
- Ст1пс;
- Ст1кп;
- Ст2сп;
- Ст2пс;
- Ст2кл;
- Ст3сп;
- СТ3кл (ГОСТ 380);
- сталь 10;
- сталь 15;
- сталь 20 (ГОСТ 1050);
- S235-S295;
- P235-P295 (EN 10025, EN 10027-1, EN 10028-2).
Для сплавов выпускаемых на территории стран СНГ, а также согласно установленных правил ГОСТ маркировка сталей производится следующим образом:
- буква стоящая перед названием марки указывает группу к которой относится сплав, (всего три группы А, Б, В, группа «А» не указывается при маркировке);
- «Ст» или «сталь», указывает, что сплав является обыкновенным;
- первая цифра в марке указывает номер по ГОСТ, число от 0 до 6;
- степень раскисления указывается следующими сокращениями: «сп», «пс», «кп» (в случае сталей «А» группы обозначение «сп» не указывается и принимается таковым по умолчанию);
- следующая цифра — № категории стали, согласно ГОСТ от 0 до 6. Первая категория не указывается в обозначении;
- если в маркировке указано тире между первой и второй цифрой, это означает, что к стали не предъявлялись требования по степени раскисления.