
Стали углеродистые качественные конструкционные
Являются основным металлом для изготовления деталей машин (валов, шпинделей, осей, зубчатых колес, шпонок, муфт, фланцев, фрикционных дисков, винтов, гайек, упоров, тяг, цилиндров гидроприводов, эксцентриков, звездочек цепных передач и др.), которые при взаимодействии в работающей машине воспринимают и передают различные по величине нагрузки. Эти металлы хорошо обрабатываются давлением и резанием, льются и свариваются, подвергаются термической, термомеханической и химико-термической обработке.
Различные специальные виды обработки обеспечивают вязкость, упругость и твердость сталей, позволяют делать из них детали, вязкие в сердцевине и твердые снаружи, что резко увеличивает их износостойкость и надежность. Из углеродистых качественных конструкционных сталей производят прокат, поковки, калиброванную сталь, сталь серебрянку, сортовую сталь, штамповки и слитки.
Таблица 3. Основные свойства стали углеродистой качественной конструкционной
| Марка | Механические свойства | Физические свойства | Технологические свойства | ||||||||||
| σт | σв | δ, % | ан Дж/см2 | НВ | γ, г/см3 | λ, Вт/(м ·°С) | α·106 ,1/°С | обрабаты-
ваемость резанием |
сварива-
емость |
интервал
температур ковки,°С |
пластичность
при холодной обработке |
*горяче-
катаная **отож- женная |
|
| МПа | |||||||||||||
| 08 | 196 | 324 | 33 | — | 126 | 7,83 | 811 | 11,6 | В | ВВ | 800-1300 | ВВ | * |
| 10 | 206 | 321 | 31 | — | 140 | 7,83 | 811 | 11,6 | В | ВВ | 800-1300 | ВВ | * |
| 15 | 225 | 373 | 27 | — | 145 | 7,82 | 770 | 11,9 | В | ВВ | 800-1250 | ВВ | * |
| 20 | 245 | 412 | 25 | — | 159 | 7,82 | 770 | 11,1 | В | ВВ | 800-1280 | В | * |
| 25 | 274 | 451 | 23 | 88 | 166 | 7,82 | 732 | 11,1 | В | ВВ | 800-1280 | В | * |
| 30 | 294 | 490 | 21 | 78 | 175 | 7,817 | 732 | 12,6 | В | В | 800-1250 | В | * |
| 35 | 314 | 529 | 20 | 69 | 203 | 7,817 | 732 | 11,09 | В | В | 800-1250 | В | * |
| 40 | 321 | 568 | 19 | 59 | 183 | 7,815 | 596 | 12,4 | В | У | 800-1250 | У | ** |
| 45 | 363 | 598 | 16 | 49 | 193 | 7,814 | 680 | 11,649 | В | У | 800-1250 | У | ** |
| 50 | 373 | 627 | 14 | 38 | 203 | 7,811 | 680 | 12,0 | У | У | 800-1250 | У | ** |
| 55 | 382 | 647 | 13 | — | 212 | 7,82 | 680 | 11,0 | У | Н | 800-1250 | Н | ** |
| 60 | 402 | 676 | 12 | — | 224 | 7,80 | 680 | 11,1 | У | Н | 800-1240 | Н | ** |
| Примечание. Н — низкая, У — удовлетворительная, В — высокая, ВВ — весьма высокая. |
Качественные конструкционные стали обладают более высокими механическими свойствами (ГОСТ 1050-88), чем стали обыкновенного качества, за счет меньшего содержания в них фосфора, серы и неметаллических включений. По видам обработки их делят на горячекатаную, кованую, калиброванную и серебрянку (со специальной отделкой поверхности).
Обозначение марки стали составляют из слова «Сталь» и двузначной цифры, которая указывает на среднее содержание углерода в сотых долях процента. Например, Сталь 25 содержит 0,25% углерода (допустимое количество углерода — 0,220,30 %), Сталь 60-0,60 % (допустимое количество -0,57-0,65%). Степень раскисления в марках спокойных сталей не отражается, а в марках полуспокойных и кипящих сталей, как и сталей обыкновенного качества, обозначается буквами «пс» и «кп» соответственно. В качественных конструкционных сталях всех марок допускается содержание серы не более 0,040% и фосфора — не более 0,035%.
Основные свойства углеродистой качественной конструкционной стали приведены в табл. 3, основное назначение — в табл. 4. Цвета маркировки приведены в табл. 5.
Таблица 4. Стали углеродистые качественные конструкционные, их основное назначение
| Марка стали | Основное назначение |
| Сталь 08кп, 10 | Детали, изготовляемые холодной штамповкой и холодной высадкой, трубки, прокладки, крепеж, колпачки. Цементируемые и цианируемые детали, не требующие высокой прочности сердцевины (втулки, валики, упоры, копиры, зубчатые колеса, фрикционные диски) |
| Сталь 15, 20 | Малонагруженные детали (валики, пальцы, упоры, копиры, оси, шестерни). Тонкие детали, работающие на истирание, рычаги, крюки, траверсы, вкладыши, болты, стяжки и др. |
| Сталь 30, 35 | Детали, испытывающие небольшие напряжения (оси, шпиндели, звездочки, тяги, траверсы, рычаги, диски, валы) |
| Сталь 40, 45 | Детали, от которых требуется повышенная прочность (коленчатые валы, шатуны, зубчатые венцы, распределительные валы, маховики, зубчатые колеса, шпильки, храповики, плунжеры, шпиндели, фрикционные диски, оси, муфты, зубчатые рейки, прокатные валики и др.) |
| Сталь 50, 55 | Зубчатые колеса, прокатные валики, штоки, бандажи, валы, эксцентрики, малонагруженные пружины и рессоры и др. Применяют после закалки с высоким отпуском и в нормализованном состоянии |
| Сталь 60 | Детали с высокими прочностными и упругими свойствами (прокатные валки, эксцентрики, шпиндели, пружинные кольца, пружины и диски сцепления, пружины амортизаторов). Применяют после закалки или после нормализации (крупные детали) |
Таблица 5. Цвета маркировки стали углеродистой качественной
| Группа | Цвет краски |
| Сталь 08, 10, 15, 20 | Белый |
| Сталь 25, 30, 35, 40 | Белый и желтый |
| Сталь 45, 50, 55, 60 | Белый и коричневый |
Производство
Изготовлением металлических сплавов занимается металлургическая промышленность. Специфика процесса получения углеродистой стали, заключается в переработке чугунных заготовок с уменьшением таких взвесей, как сера и фосфор, а также углерод, до требуемой концентрации. Различия методики окисления, посредством которой удаляют углерод, позволяет выделить различные виды плавки.
Кислородно-конвертерный способ
Основой методики был бессемеровский метод, который предусматривает продувку жидкого чугуна воздухом. Во время этого процесса, углерод окислялся и удалялся из сплава, после чего, чугунные слитки постепенно превращаются в сталь. Производительность данной методики высока, но сера и фосфор оставались в металле. Кроме того, углеродистая сталь насыщается газами, в том числе, азотом. Это улучшает прочность, но снижает пластичность, сталь становится более склонной к старению и изобилию неметаллическими элементами.
Учитывая низкое качество стали, получаемой бессемеровским методом, его перестали использовать. На замену пришел кислородно-конвертерный способ, отличием которого является использование чистого кислорода, вместо воздуха, при выполнении продувки жидкого чугуна. Использование определенных технических условий, при продувке, значительно снизило количество азота и других вредных примесей. В результате, углеродистая сталь, полученная кислородно-конвертерным способом, по качеству приближена к сплавам, переплавляемым в мартеновских печах.
Технико-экономические показатели конверторного способа подтверждают целесообразность такой плавки и позволяют вытеснить устаревшие методы изготовления стали.
Мартеновский метод
Особенностью способа получения углеродистой стали, является выжигание углерода из чугунных сплавов не только с помощью воздуха, но и за счет добавления железных руд и ржавых изделий из металла. Этот процесс обычно происходит внутри печей, к которым подводят подогретый воздух и горючий газ.
Размер таких плавильных ванн очень велик, они могут вмещать до 500 тонн расплавленного металла. Температура в таких емкостях поддерживается на уровне 1700 ºC, а выжигание углерода происходит в несколько этапов. Сначала, благодаря избытку кислорода в горючих газах, а когда образуется шлак над расплавленным металлом, посредством оксидов железа. При их взаимодействии образуются шлаки фосфатов и силикатов, которые, в дальнейшем удаляются и сталь приобретает требуемые по качеству свойства.
Плавка стали в мартеновских печах проходит около 7 часов. Это позволяет отрегулировать нужный состав сплава, при добавлении различных руд или лома. Углеродистая сталь давно изготавливается этим методом. Такие печи, в наше время, можно найти на территории стран бывшего Советского Союза, а также – в Индии.
Электротермический способ
Изготовить качественную сталь с минимальным содержанием вредных примесей, удается при плавке в вакуумных топках электродуговых или индукционных печей. Благодаря улучшенным свойствам электростали, удается изготовить жаростойкие и инструментальные сплавы. Процесс преобразования сырья в углеродистую сталь, происходит в вакууме, благодаря чему качество полученных заготовок, будет выше, относительно рассмотренных ранее методов.
Стоимость такой обработки металлов дороже, поэтому данный метод используют при технологической необходимости в качественном изделии. Для удешевления технологического процесса используют специальный ковш, который разогревают внутри вакуумной емкости.



Свойства низкоуглеродистой стали

Свойства низкоуглеродистой стали не имеют высоких показателей прочности. Пластичность и вязкость напротив — высокие. Марки низкоуглеродистой стали иногда предназначаются для изготовления цементуемых изделий, которые нуждаются в дополнительной цементации для достижения необходимой твердости и придания им износоустойчивости посредством дальнейшей обработки. Изделия из такой стали достаточно хорошо свариваются и куются.
Свойства низколегированной стали не позволяют выполнять полноценные работы с этим металлом. Однако, если провести процесс нормализации и холодного волочения, значительно можно увеличить обрабатываемость поверхности. Благодаря хорошей пластичности (5 = 33…23%), низкоуглеродистые стали можно успешно подвергать холодной деформации, при этом не теряются механические свойства, так как местное перенапряжение равномерно распределяется и трещины не образуются. Такая сталь слабо поддается закаливанию и хорошо сваривается.
- низкая прочность Те = 330…460 МПа, Сто,2 = 200…280МПа;
- малая ударная вязкость;
- очень чувствительная к механическому старению, так как при повторных нагрузках она чувствует концентрацию напряжения, поэтому из нее не изготавливают изделия, подвергающиеся повторным нагрузкам.
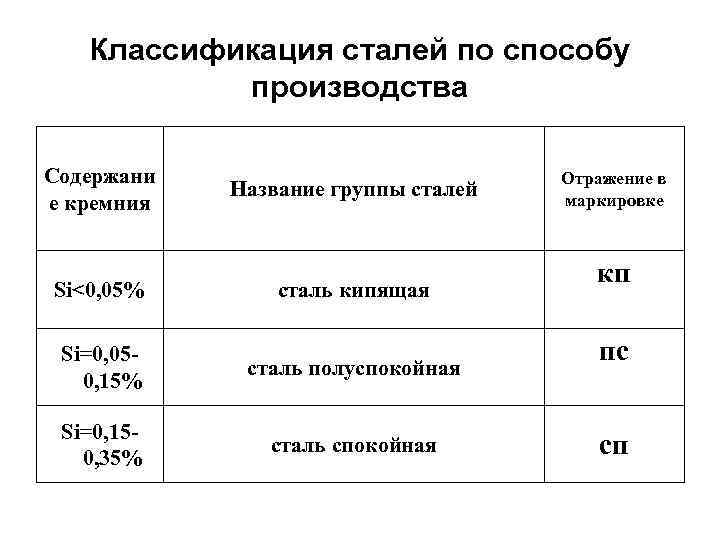
Показатель раскисления
Этот процесс представляет собой процедуру удаления кислорода из металла, находящегося в жидком состоянии. По такому показателю принято выделять 3 вида данного материала:
- спокойные. В этом случае процесс производится благодаря участию алюминия, кремния и марганца. Данный вид имеет обозначение «сп»;
- полуспокойные – звено, расположенное между первой и третьей разновидностью. Маркировка вида – «пс»;
- кипящие. Такому виду стали присущ пониженный уровень раскисления. Он прописывается как «кп».
 Влияние легирующих элементов на свойства стали
Влияние легирующих элементов на свойства стали
| Аустенитные | |||||||||||||
| Марка стали | Углерод % | Кремний % | Марганец % | Фосфор % | Сера % | Никель % | Хром % | Медь % | Ниобий % | Титан % | Азот % | ||
| AISI 304 | ≤ 0,08 | ≤ 1,00 | ≤ 2,00 | ≤ 0,045 | ≤ 0,030 | 8,00-10,50 | 18,00-20,00 | – | – | – | – | ||
| AISI 321 | ≤ 0,08 | ≤ 1,00 | ≤ 2,00 | ≤ 0,045 | ≤ 0,030 | 9,00-12,00 | 17,00-19,00 | – | – | ≤ 0,7 | – | ||
| AISI 201 | <0,12 | ≤ 0,75 | 8,50-10,50 | ≤ 0,060 | ≤ 0,030 | 1,00-1,50 | 14,00-16,50 | ≤ 2,00 | – | – | ≤ 0,020 | ||
| AISI 202 | ≤ 0,08 | ≤ 0,75 | 7,00-8,00 | ≤ 0,060 | ≤ 0,010 | 4,00-5,00 | 15,00-17,50 | ≤ 1,50 | – | – | ≤ 0,010 | ||
| NTKD 11 | ≤ 0,10 | ≤ 1,00 | 5,50-7,50 | ≤ 0,045 | ≤ 0,015 | 3,50-5,50 | 17,00-18,00 | 1,50-3,50 | – | – | – | ||
| Ферритные | |||||||||||||
| AISI 430 | ≤ 0,12 | ≤ 0,75 | ≤ 1,00 | ≤ 0,040 | ≤ 0,030 | – | 16,00-18,00 | – | – | – | – | ||
| SUS 430J1L | ≤ 0,025 | ≤ 1,00 | ≤ 1,00 | ≤ 0,040 | ≤ 0,030 | – | 16,00-20,00 | 0,30-0,80 | 1,0 | – | ≤ 0,025 | ||
| JYH21CT
(21Cr-Ti) |
≤ 0,015 | ≤ 1,00 | ≤ 1,00 | ≤ 0,040 | ≤ 0,030 | – | 20,00-23,00 | ≤ 0,43 | – | ≤ 0,3 | ≤ 0,015 | ||
| NSSC180 | ≤ 0,02 | ≤ 1,00 | ≤ 1,00 | ≤ 0,040 | ≤ 0,006 | ≤ 0,60 | 19,00-21,00 | 0,30-0,60 | 0,30-0,80 | – | ≤ 0,025 | ||
| Мартенситные | |||||||||||||
| SUS 420 Л | 0,16-0,25 | ≤ 1,00 | ≤ 1,50 | ≤ 0,040 | ≤ 0,010 | – | 12,00-14,00 | – | – | – | – | ||
| SUS 420 J2 | 0,36-0,42 | ≤ 1,00 | ≤ 1,00 | ≤ 0,040 | ≤ 0,010 | – | 12,50-14,50 | – | – | – | – | ||
Основные характеристики
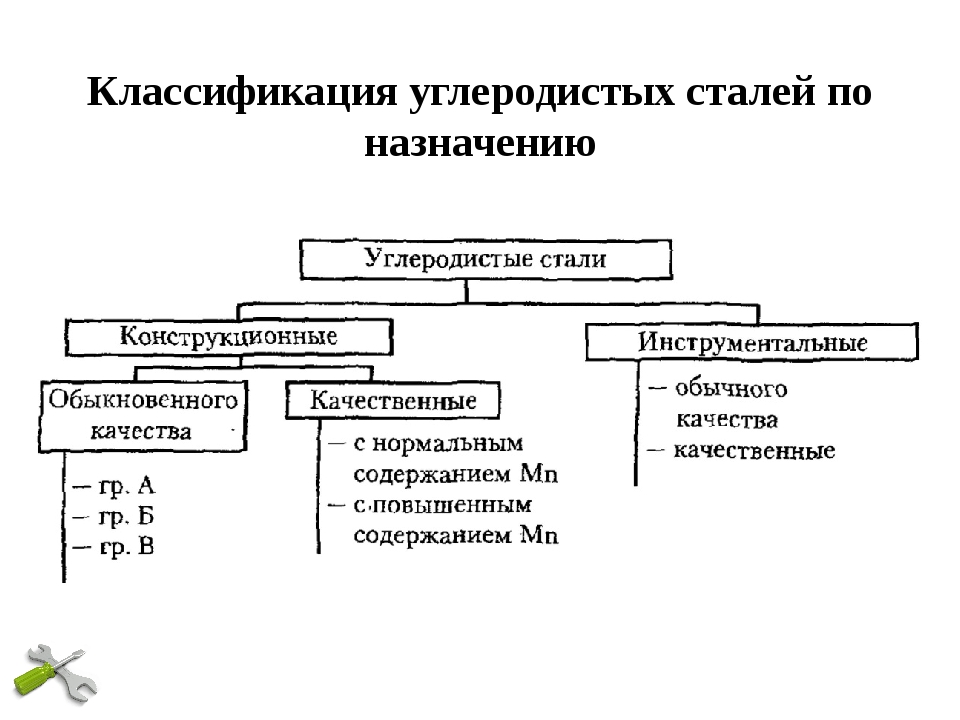
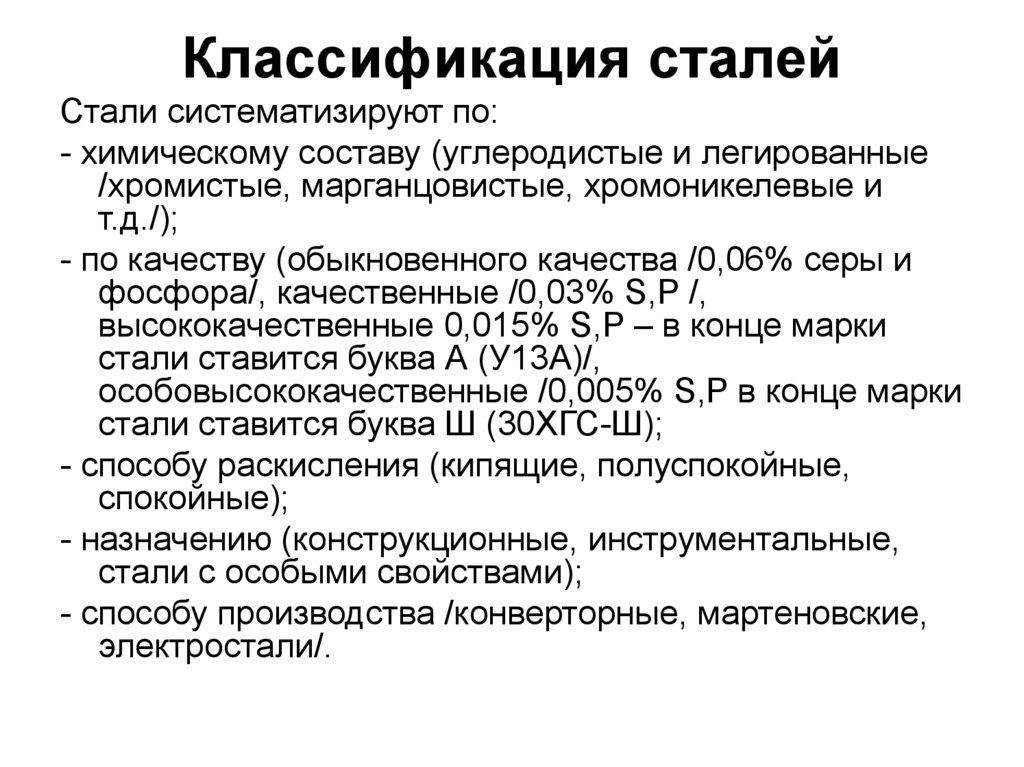
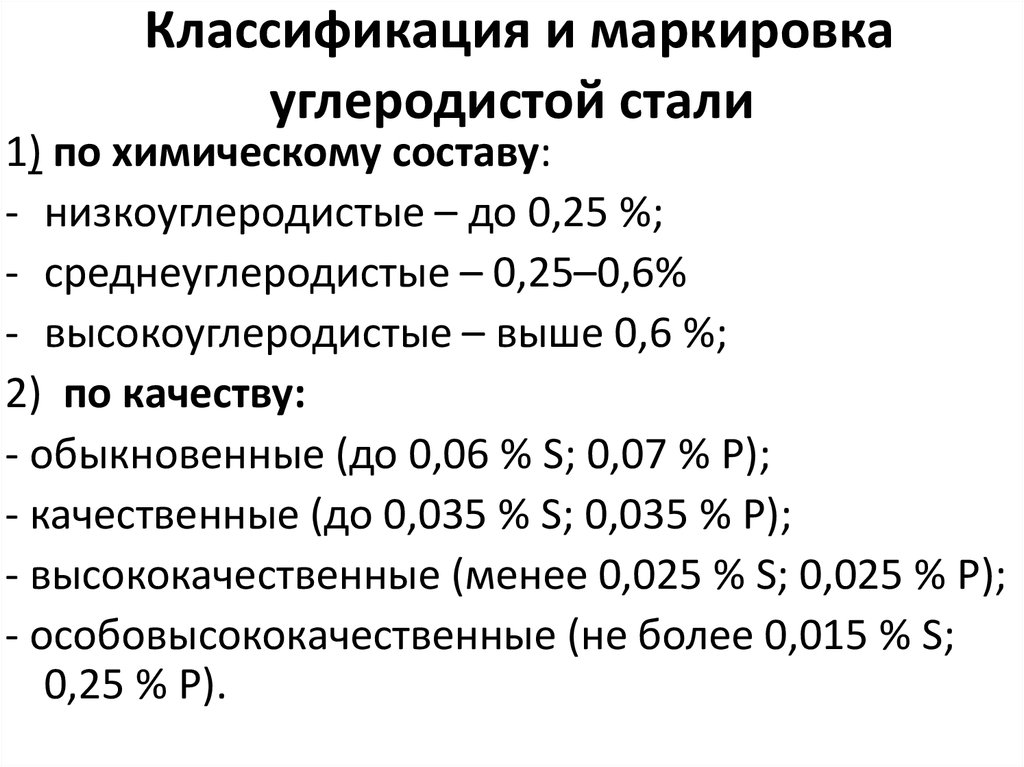
В зависимости от основного своего назначения углеродистые стали делятся на инструментальные и конструкционные, легирующих элементов в их составе практически нет. От обыкновенных стальных сплавов они отличаются еще и тем, что имеют в составе значительно меньше базовых примесей: марганца, магния, кремния. Содержание главного элемента — углерода — варьируется в довольно широких пределах. В составе высокоуглеродистой стали содержится 0,6−2% C, среднеуглеродистой — 0,3−0,6%, низкоуглеродистой — до 0,25%.
Основной элемент определяет свойства и структуру. Во внутренней структуре сплавов с менее чем 0,8% C (сталь доэвтектоидная) — преимущественно перлит и феррит, а при увеличении концентрации главного элемента формируется вторичный цементит.
Представленные стали с преобладанием ферритной структурой высоко пластичны и имеют низкую прочность. Если в структуре преобладает цементит, металл характеризуется высокой прочностью, однако и большой хрупкостью. При повышении содержания C до 0,8−1% растет прочность и твердость, но сильно ухудшается вязкость и пластичность.
Количественное содержание углерода сказывается на технологических характеристиках, в частности, на свариваемости, легкости обработки резанием и давлением.
- Из низкоуглеродистых сталей изготавливают детали и конструкции, не предназначенные для значительных нагрузок.
- Характеристики среднеуглеродистых сталей делают их основным конструкционным материалом, который используется в производстве конструкций и деталей для транспортного и общего машиностроения.
- Высокоуглеродистые сплавы оптимальны для изготовления деталей, которые должны иметь повышенную износостойкость, в производстве измерительного и ударно-штампового инструмента.
Металл, как и иные стальные сплавы, в составе содержат примеси:
- кремний;
- фосфор;
- марганец;
- азот;
- серу;
- водород;
- кислород.
Кремний и марганец — это полезные примеси, которые вводятся в состав на стадии выплавки для раскисления. Фосфор и сера — вредные примеси, ухудшающие качественные характеристики сплава.
Считается, что легирование и углеродистые виды несовместимы, тем не менее с целью улучшения их технологических и физико-механических характеристик может выполняться микролегирование с помощью добавления различных добавок:
- бора;
- титана;
- циркония;
- редкоземельных элементов.
С их помощью не удастся превратить металл в нержавейку, но значительно улучшить свойства получится.
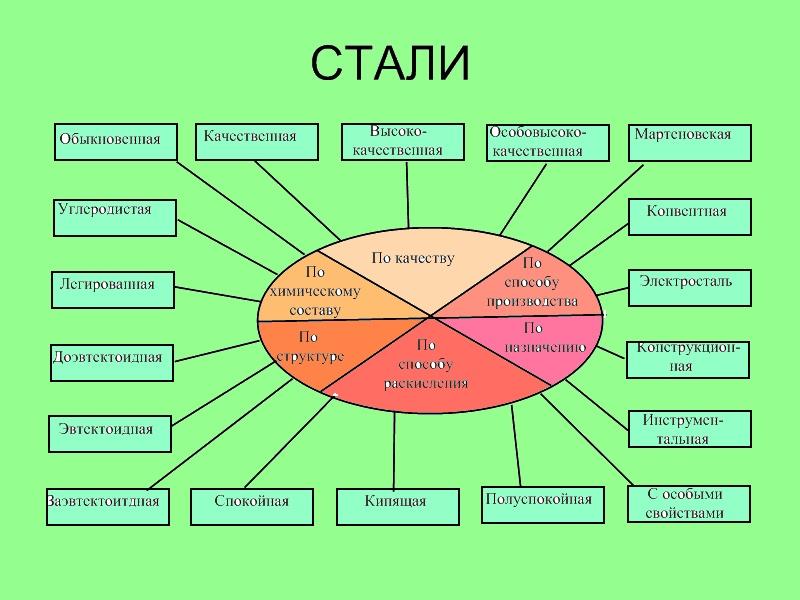
Классификация стали обычного качества

Внутри группы по качеству низкоуглеродистая сталь обычного качества подразделяется ещё на три категории, обозначающиеся заглавными буквами А, Б, В.
Низкоуглеродистая сталь обычного качества группы «А» содержит сплавы, отличающиеся механическими свойствами, в промышленности встречается в форме листового, профильного низкоуглеродистого проката.
Группа «Б» классифицируется по химическим качествам, обрабатывается давлением под высоким нагревом, заготовки штампуются, куются.
Низкоуглеродистые стали группы «В» определяются физическими свойствами, химическим составом.
Классификация стали обычного качества
 Свойства сталей обыкновенного качества
Свойства сталей обыкновенного качества
Внутри группы по качеству низкоуглеродистая сталь обычного качества подразделяется ещё на три категории, обозначающиеся заглавными буквами А, Б, В.
Низкоуглеродистая сталь обычного качества группы «А» содержит сплавы, отличающиеся механическими свойствами, в промышленности встречается в форме листового, профильного низкоуглеродистого проката.
Группа «Б» классифицируется по химическим качествам, обрабатывается давлением под высоким нагревом, заготовки штампуются, куются.
Низкоуглеродистые стали группы «В» определяются физическими свойствами, химическим составом.
Углеродистая сталь — Мегаэнциклопедия Кирилла и Мефодия — статья
На свойства стали влияет содержание постоянных (марганец, кремний, сера, фосфор) и скрытых (кислород, азот, водород) примесей. Полезными примесями являются марганец и кремний, которые вводят в сталь в процессе выплавки для раскисления. Вредными примесями в углеродистой стали являются сера и фосфор. Для улучшения физико-химических и технологических свойств применяют микролегирование углеродистой стали титаном, цирконием, бором, редкоземельными элементами.
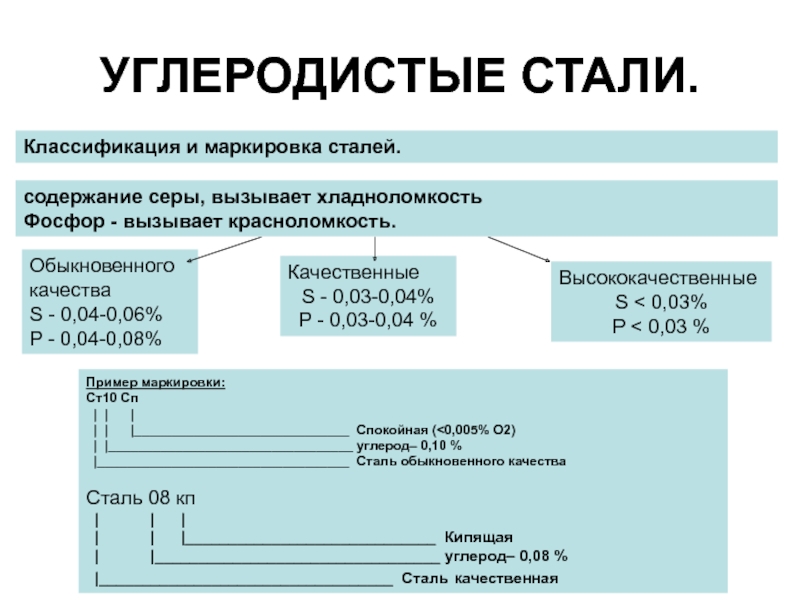
Характерной чертой кипящей стали является незавершенный процесс ее раскисления. Эта сталь имеет повышенную пластичность, хорошо штампуется и сваривается. Она более дешевая, так как при ее выплавке расходуется минимальное количество специальных добавок и обеспечивается максимальный выход годного продукта. Недостатком кипящей стали является развитая ликвация, в результате которой прокат из ее неоднороден по структуре и механическим свойствам.
В углеродистых сталях обыкновенного качества допускается более высокое содержание вредных примесей, чем в качественных углеродистых сталях. Их выплавляют в крупных мартеновских печах и кислородных конвертерах, обозначают буквами Ст и цифрами от 0 до 6. Цифры указывают условный номер марки стали в зависимости от ее химического состава. Буквы кп, пс, сп в конце марки указывают на способ раскисления: кп — кипящая, пс — полуспокойная, сп — спокойная. К углеродистым сталям обыкновенного качества относятся горячекатаная стать (сортовая, фасонная, толстолистовая, тонколистовая, широкополосная) и холоднокатаная сталь (тонколистовая).
К качественным углеродистым сталям предъявляются жесткие требования по содержанию вредных примесей (содержание серы не должно превышать 0, 04%, фосфора — 0, 035 %). Их выплавляют в электропечах, кислородных конвертерах, мартеновских печах. Качественные углеродистые стали маркируются двузначными цифрами (05, 10, 15), указывающими среднее содержание углерода в сотых долях процента. Буква А в конце марки указывает на улучшенное металлургическое качество. При обозначении кипящей или полуспокойной стали указывается степень раскисленности: кп, пс. У спокойной стали степень раскисленности не указывается.
Производство сплава
Процесс изготовления сплава сводится к переработке чугуна, при которой отжигаются лишние примеси и вводятся легирующие элементы. Используются при этом несколько методов.






- Мартеновский – расплавленный или твердый чугун с рудой плавят в мартеновской печи при 2000 С, чтобы отжечь лишний углерод. Добавки вводят в конце плавки. Сталь разливают в ковши и переправляют в прокатный цех.
- Кислородно-конвертерный – более производительный. Сквозь чугун в печи продувают воздух или смесь воздуха с кислородом, добиваясь более быстрого и полного отжига.
- Электроплавильный – плавка осуществляется в закрытой печи при 2200 С, что исключает попадание в сплав газов. Дорогостоящий метод, которым получают лишь высококачественные составы.
- Прямой метод – в шахтной печи окатыши, получаемые из железной руды продувают продуктами сгорания природного газа – смесью кислорода, угарного газа, аммиака, при температуре в 1000 С.
На этом процесс изготовления стали не заканчивается. В тех случаях, когда необходимо получить максимально прочный материал, прибегают к дополнительной обработке.
Термический метод
К термическим способам относится:
- отжиг – нагрев и медленное охлаждение разных видов и с разной скоростью;
- закалка – нагрев выше критической температуры, что вызывает перекристаллизацию сплава, и быстрее охлаждение;
- отпуск – процедура, осуществляет вслед за закалкой с целью уменьшить напряжение металла;
- нормализация – тот же отжиг, но проводимый не в печи, а на воздухе.
Термомеханический способ
Термомеханические методы сочетают механическое и термическое воздействие:
- высокотемпературная ТМО – закалка – наклеп, упрочнение, производится сразу же после нагрева, пока сплав сохраняет аустенитную структуру. Изменение вследствие пластической деформации при прокатке или штамповке сохраняется на 70% и после охлаждения и сталь оказывается более прочной;
- при низкотемпературной ТМО – холоднокатаная сталь. Сплав нагревают для аустенитного состояния, охлаждают ниже точек рекристаллизации, чтобы добиться появления мартенситной фазы – в пределах 400– 600 С. Затем производится закалка – наклеп, прокатка. При охлаждении эффект полностью сохраняется.
Термохимическая обработка
Термохимическая обработка представляется собой нагрев сплавов и выдержку их в определенных химических средах. К наиболее известным методам относят:
- цементацию – насыщение поверхности сплава углеродом. Таким образом получают износостойкий верхний слой;
- азотирование – насыщение стали азотом. Цель такая же – получение верхнего износостойкого слоя, но по сравнению с цементацией, азотирование обеспечивает более высокую стойкость к коррозии;
- нитроцементацию и цианирование – насыщение поверхностного слоя и углеродом и азотом. Обеспечивает более высокую скорость и производительность процесса.
Маркировка низкоуглеродистых сталей и ее значение
Низкоуглеродистая сталь обычного качества маркируется буквенным значением «Ст», которое меняется, согласно качествам:
- Цифровое значение показывает количество углерода в сплаве. При делении значения на 100 получают содержание углерода в процентах.
- Начальные буквенные символы маркировки «Б» или «В» обозначают принадлежность к группе по качеству.
- Отсутствие буквенного обозначения показывает принадлежность к категории «А».
- Сочетание «КП» указывает на кипящий состав по раскисленности.
- Сочетание «ПС» говорит о полуспокойном сплаве, отсутствие обозначения обозначает спокойную сталь.
- Буквенное и цифровое сочетание, вписанное в марку последним, говорит о наличии в составе примесей и их процентном содержании.
- Качественные низкоуглеродистые сплавы буквенным сочетанием «Ст» не маркируются.
Дополнительно встречается классификация по цвету, буквенная маркировка сплавов особого назначения. К примеру, маркировка «СТЗ мост» обозначает сплав, предназначенный для использования при изготовлении мостовых конструкций.
Особенности маркировки
Обычная низкоуглеродистая сталь имеет буквенное обозначение СТ и цифровое. Число следует делить на 100, тогда будет понятно процентное содержание углерода. Например, СТ15 (углерод 0,15%).
Рассмотрим маркировку и расшифруем обозначения:
- Первые буквы или их отсутствие говорит о принадлежности к той или иной группе качества. Это могут быть Б или В. Если нет буквы, значит сплав принадлежит к категории А.
- Ст обозначает слово «сталь».
- Цифровое обозначение – зашифрованное процентное содержание углерода.
- кп, пс – обозначает кипящий или полуспокойный сплав. Отсутствие обозначения говорит о том, что сталь спокойная (сп).
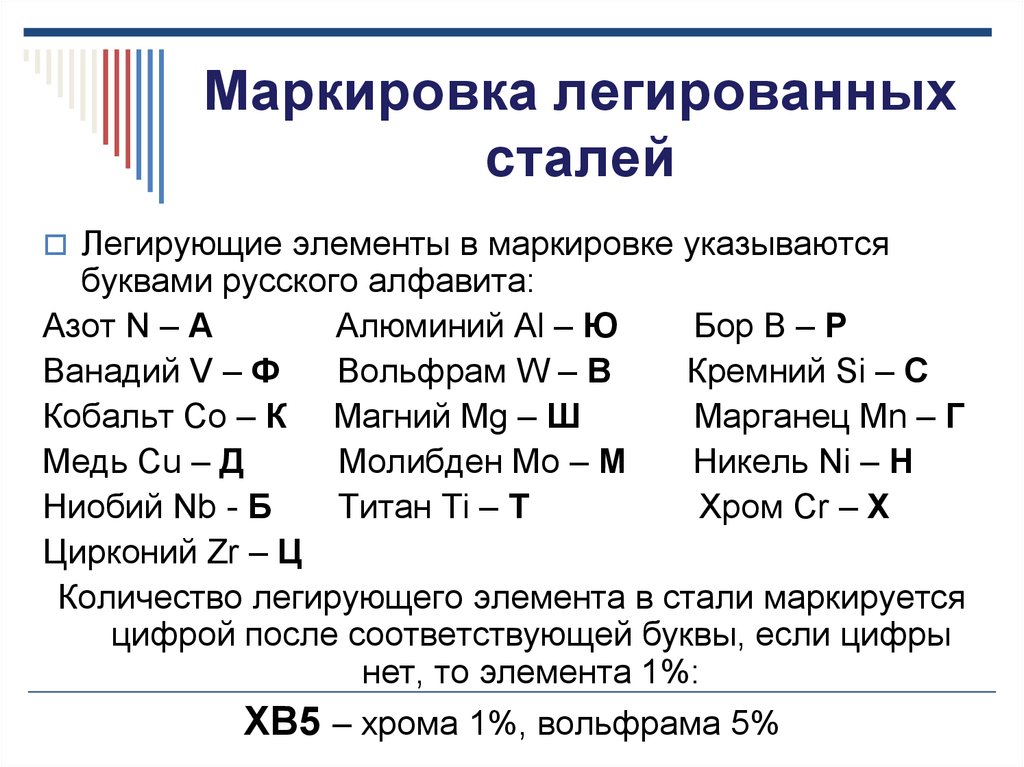
- Буквенное обозначение и цифровое после него раскрывают, какие примеси входят в состав, и их процентное содержание. Например, Г – марганец, Ю – алюминий, Ф – ванадий.
Для качественных низкоуглеродистых сталей в маркировке не ставится буквенное обозначение «Ст».
Также применяется цветовое обозначение. Например, низкоуглеродистая сталь марки 10 имеет белый цвет. Стали специального назначения могут обозначаться дополнительными буквами. Например, «К» — применяется в котлостроении; ОсВ – используется для изготовления вагонных осей и т. д.
Группы обрабатываемости сталей
Стали – наиболее популярный материал для металлообработки. Однако обрабатываемость этого металла зависит от его состава.
Что оказывает влияние на обрабатываемость стали?
Первым делом, содержание углерода. Чем больше углерода в составе, тем твёрже сталь. Низкоуглеродистые стали отличаются повышенной вязкостью, поэтому для их обработки необходим максимально острый инструмент с небольшим числом зубьев.
Во-вторых, присутствие легирующих веществ, которые заметно улучшают свойства стали. Например, хром, вольфрам, никель, ванадий, молибден, кремний и марганец. Примеси обычно вводятся в состав металла в процессе плавки.
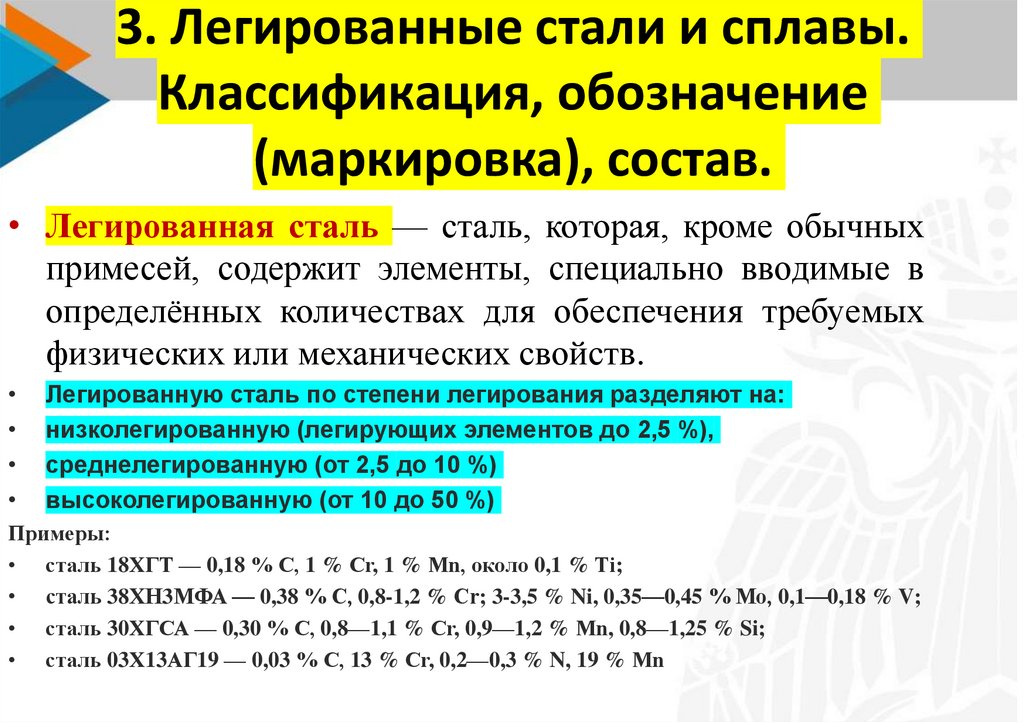
Если примесей в составе не более 2,5%, то такую сталь называют низколегированной
. Если этот показатель колеблется в диапазоне от 2,5 до 10%, то стальсреднелегированная . Увысоколегированной стали содержание примесей превышает 10%.
Третий фактор, влияющий на обрабатываемость стали, — метод её производства.
В процессе литья
, например, образуется толстая литейная корка, которая включает с себя песок и различный шлак. Для такой стали подойдет только высокопрочный инструмент.
Структура стального проката довольно неоднородна, что сказывается на колебания сил резания.
Сталь, полученная в результате поковки, более однородна по своему составу, поэтому она очень хорошо обрабатывается.
Виды стали по количеству легированных инструментов
Нелегированная сталь (группы P0 и Р1)
В составе нелегированных сталях углерод составляет не более 0,8%. Плюс нет никаких легирующих элементов. Вследствие этого данный вид стали не обладает повышенной твёрдостью (максимум до 35 HRc).
Чем меньше углерода в составе, тем выше вязкость металла. Оттого остро стоит проблема со стружкодроблением и формированием наростов. Такую сталь необходимо обрабатывать на высоких скоростях и выбирать инструменты с максимально острыми режущими кромками.
Если содержание углерода не совсем мало (свыше 0,2%), то изделия из нелегированной стали можно подвергать закалке. В целом, они лучше обрабатываются. Но из-за более высокой твёрдости может заметно изнашивать металлорежущий инструмент.
Низколегированная сталь (группа P2)
Пожалуй, самый популярный вид стали, в котором в качестве укрепляющих веществ применяются главным образом хром и молибден. Встречаются как мягкие, так и закалённые стали (твёрдостью до 50 HRc).
Обрабатываемость низколегированных сталей напрямую зависит от содержания легирующих элементов и термообработки. Но проблемы при обработке для всех этой группы сталей вполне типичные – это лункообразование и износ по задней поверхности режущей кромки. Дело в том, что во время резания (особенно это касается закалённых сталей) зона обработки подвергается сильнейшему нагреву, что может вести к деформации инструмента.




Высоколегированная сталь (группы P3 и P4)
Если содержание легирующих веществ превышает 5%, то такая сталь относится к высоколегированной. Чем больше добавлений, тем сложнее обрабатывать, так как увеличивается твёрдость. К примеру, при наличии 12–15% легирующих элементов в составе стали и твёрдости до 50 HRc, для обработки вам пригодится инструмент, обладающей хорошей термостойкостью, иначе режущая кромка будет деформироваться.
В таблице ниже мы представили подробные характеристики всех видов стали, в том числе и нержавеющей. О ней подробнее – в отдельной статье.
| группа стали | описание | состав | предел прочности RM (МПа)* | твердость (HB) | твердость (HRC — твердость по Роквеллу, шкала С) | обрабатываемый материал по каталогу ANSI |
| P0 | Низкоуглеродистые стали, сливная стружка | C < 0,25% | < 530 | < 125 | — | — |
| P1 | Низкоуглеродистая легкообрабатываемая сталь, короткая стружка | C < 0,25% | < 530 | < 125 | — | C15, Ck22, ST37-2, S235JR, 9SMnPb28, GS38 |
| P2 | Средне- и высокоуглеродистая сталь | C > 0,25% | > 530 | < 220 | < 25 | ST52, S355JR, C35, GS60, Cf53 |
| P3 | Легированные и инструментальные стали | C > 0,25% | 600-850 | < 330 | < 35 | 16MnCr5, Ck45, 21CrMoV5-7, 38SMn28 |
| P4 | Легированные и инструментальные стали | C > 0,25% | 850-1400 | 340-450 | 35-48 | 100Cr6, 30CrNiMo8, 42CrMo4, C70W2, S6525, X120Mn12 |
| P5 | Ферритные, мартенситные и дисперсионно-твердеющие нержавеющие стали | — | 600-900 | < 330 | < 35 | 100Cr6, 30CrNiMo8, 42CrMo4, C70W2, S6525, X120Mn12 |
| P6 | Высокопрочные ферритные, мартенситные и дисперсионнотвердеющие нержавеющие стали | — | 900-1350 | 350-450 | 35-48 | X102CrMo17, G-X120Cr29 |
Подробнее об особенностях фрезерования стали можно прочитать здесь, а про точение – здесь.
Применение сталей высокоуглеродистого типа
Углерод, содержащийся в составе любых стальных сплавов, оказывает серьезное влияние на их качественные и механические характеристики. Чем больше данного элемента содержится в стали, тем больше в ее составе цементита и меньше — феррита. Цементит, как известно, оказывает положительное влияние на твердость и прочность материала, но негативно отражается на его пластичности. Данная закономерность характерна для стальных сплавов, в которых количество углерода не превышает 1%. При превышении в составе стального сплава содержания данного элемента выше указанного предела в его структуре формируется сетка вторичного цементита, что приводит к снижению его прочностных характеристик.
При увеличении содержания углерода в составе стали происходят изменения и с рядом других характеристик данного материала. Так, снижается ее ударная вязкость, а электрическое сопротивление повышается. У стальных сплавов при увеличении в их составе содержания углерода повышается показатель температуры, при которой материал переходит от вязкого разрушения к хрупкому. У высокоуглеродистых сталей по причине особенностей их внутренней структуры снижен показатель их жидкотекучести, такие материалы хуже остальных обрабатываются резанием и давлением. Между тем стали высокоуглеродистого типа используются для производства различных изделий методом литья, из них производят проволоку, обрабатывают данный материал методом штамповки. Применения сварочных операций для изделий из сталей данных марок стараются избегать, так как они затруднены и не позволяют получать надежные и прочные соединения.
Назначение углеродистых сталей различных марок
Отличительные характеристики и основные категории
К углеродистым сталям, основу которых составляют железо и углерод, относят сплавы, содержащие минимум дополнительных примесей. Количественное содержание углерода является основанием для следующей классификации сталей:
- низкоуглеродистые (содержание углерода в пределах 0,2%);
- среднеуглеродистые (0,2–0,6%);
- высокоуглеродистые (до 2%).

Нормы содержания химических элементов в углеродистой стали
К наиболее значимым достоинствам углеродистых сталей различных марок можно отнести:
- высокую пластичность;
- хорошую обрабатываемость (вне зависимости от температуры нагрева металла);
- отличную свариваемость;
- сохранение высокой прочности даже при значительном нагреве (до 400°);
- хорошую переносимость динамических нагрузок.
Есть у углеродистых сталей и недостатки, среди которых стоит выделить:
- снижение пластичности сплава при увеличении в его составе содержания углерода;
- ухудшение режущей способности и снижение твердости при нагреве до температур, превышающих 200°;
- высокую склонность к образованию и развитию коррозионных процессов, что налагает дополнительные требования к изделиям из такой стали, на которые должно быть нанесено защитное покрытие;
- слабые электротехнические характеристики;
- склонность к тепловому расширению.
Отдельного внимания заслуживает классификация углеродистых сплавов по структуре. Основное влияние на превращения в них оказывает количественное содержание углерода. Так, стали, относящиеся к категории доэвтектоидных, имеют структуру, основу которой составляют зерна феррита и перлита. Содержание углерода в таких сплавах не превышает 0,8%. С увеличением количества углерода уменьшается количество феррита, а объем перлита, соответственно, увеличивается. Стали, в составе которых содержится 0,8% углерода, по данной классификации относят к эвтектоидным, основу их структуры преимущественно составляет перлит. При дальнейшем увеличении количества углерода начинает формироваться вторичный цементит. Стали с такой структурой относятся к заэвтектоидной группе.
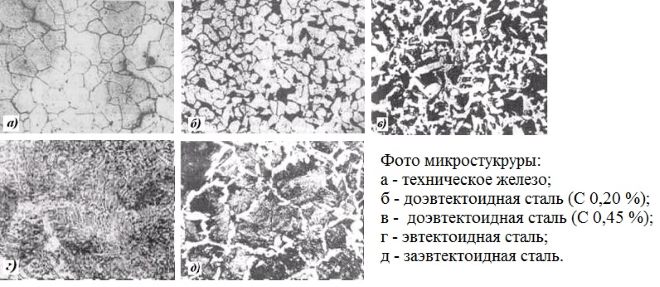
Микроструктура сталей формируется в процессе кристаллизации и зависит от содержания в сплаве углерода
Увеличение в составе стали количества углерода до 1% приводит к тому, что такие свойства металла, как прочность и твердость, значительно улучшаются, а предел текучести и пластичность, напротив, ухудшаются. Если количество углерода в стали будет превышать 1%, это может привести к тому, что в ее структуре будет формироваться грубая сетка из вторичного мартенсита, что самым негативным образом сказывается на прочности материала. Именно поэтому в сталях, относящихся к категории высокоуглеродистых, количество углерода, как правило, не превышает 1,3%.
На свойства углеродистых сталей серьезное влияние оказывают и примеси, содержащиеся в их составе. Элементами, которые положительно воздействуют на характеристики сплава (улучшают раскисление металла), являются кремний и марганец, а фосфор и сера – это примеси, ухудшающие его свойства. Фосфор при повышенном содержании в составе углеродистой стали приводит к тому, что изделия из нее покрываются трещинами и даже ломаются при воздействии низких температур. Такое явление носит название хладноломкости. Что характерно, стали с повышенным содержанием фосфора, если они находятся в нагретом состоянии, хорошо поддаются сварке и обработке при помощи ковки, штамповки и др.
Содержание химических элементов в углеродистой стали различных марок
В изделиях из тех углеродистых сталей, в составе которых в значительном количестве содержится сера, может возникать такое явление, как красноломкость. Суть этого феномена заключается в том, что металл при воздействии высокой температуры начинает плохо поддаваться обработке. Структура углеродистых сталей, в составе которых содержится значительное количество серы, представляет собой зерна с легкоплавкими образованиями на границах. Такие образования при повышении температуры начинают плавиться, что приводит к нарушению связи между зернами и, как следствие, к образованию многочисленных трещин в структуре металла. Между тем параметры сернистых углеродистых сплавов можно улучшить, если выполнить их микролегирование при помощи циркония, титана и бора.