
Полярность и сила сварочного тока
Сварка может производиться как на переменном, так и на постоянном токе. Например, рутиловые электроды могут работать и на постоянном и на переменном токе, а расходники с основным покрытием только на постоянном токе обратной полярности.
При проведении работ с использованием постоянного тока существует два варианта подключения:
- При работе на постоянном токе прямой полярности, свариваемое изделие подключается к зажиму «+», а электрод к «–».
- При использовании постоянного тока обратной полярности, заготовка подсоединяется к клемме «–», а держак электрода к «+».
Следует учитывать, что на контакте «+» наблюдается большее выделение тепла. Это значит, что на прямой полярности лучше выполнять сварку массивных деталей, а на обратной тонколистовой металл и высоколегированные стали. Использование постоянного тока обратной полярности позволит избежать прожига тонких деталей и перегрева высоколегированных сталей.
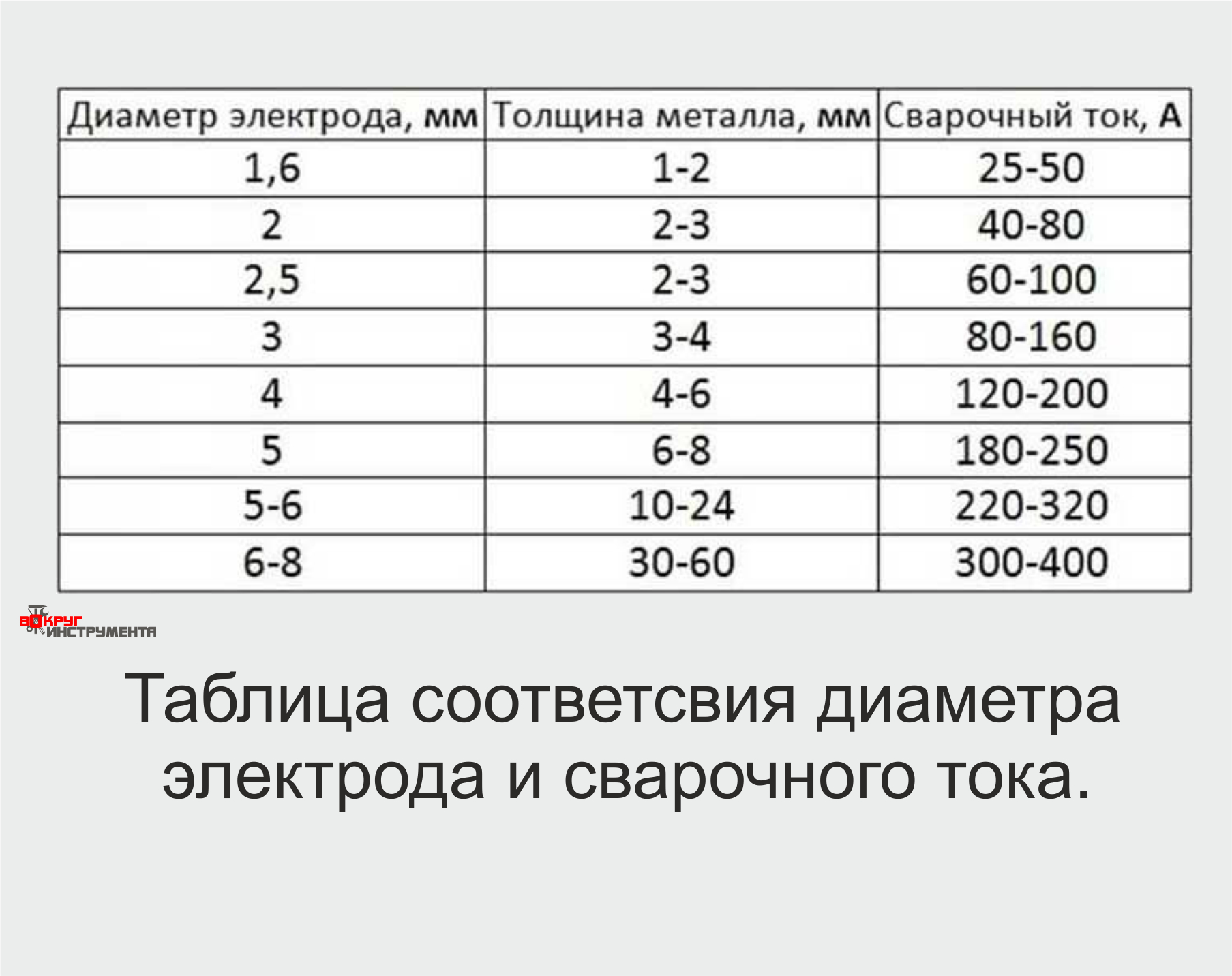
Правильно подобранная сила тока значительно облегчает процесс ведения сварки и позволяет избежать дефектов в процессе работы. Существует негласное правило, что на миллиметр диаметра электрода добавляется 20-30 Ампер тока. На выбор силы тока также влияет пространственное положение сварки, количество слоев шва и толщина металла. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами. Ориентировочные настройки силы тока:
| Диаметр электрода | 2 мм | 2,5 мм | 3 мм | 4 мм | 5 мм | 6 мм |
| Сила тока | 40-64 А | 65-80 А | 70-130 А | 130-160 А | 180-210 А | 200-350 А |
Единственно верных настроек не существует. Как правило, сварщик устанавливает силу тока исходя из собственного опыта и ощущений, а также используемого оборудования. Главное, чтобы в процессе сварки обеспечивалась достаточная глубина провара и свободное управление сварочной ванной.
Лучшие марки электродов с рутиловым покрытием
ESAB-SVEL OK 46.00
Производятся в России шведским концерном ESAB. Эта модель является одной из лучших в своей категории и обладает следующими преимуществами:
- Низкие требования к предварительной подготовке. Даже отсыревшие изделия можно прокаливать при температуре 70-90оС.
- Не боятся влаги. Дуга стабильно горит при контакте с увлажнённой поверхностью.
- Минимальный порог необходимого тока, который нужен для уверенного горения, значительно ниже, чем у других видов электродов.
- Формируют прочный и ударостойкий шов.
Lincoln Electric Omnia 46
Производятся американской фирмой Lincoln Electric, которая выпускает электросварочную продукцию ещё с 1927 года. Электроды отличаются доступной ценой и являются отличным выбором для новичков. Сварочная дуга не требует точного контроля — при небольшом её удлинении не теряется стабильность горения.
При эксплуатации Omnia 46 выделяется относительно небольшое количество искр. Прочный шов позволяет использовать их для сварки ответственных конструкций (например, трубопроводов, работающих под высоким давлением).
ОЗС-12
Электроды этой марки имеют сертификат НАКС, который позволяет применять их для сварочных работ на ответственных и опасных объектах. Среди преимуществ марки:
- Шов ведётся легко и ровно, даже без особого мастерства сварщика.
- После остывания на поверхности остаётся тонкая шлаковая корочка, которая легко отделяется.
Но есть и недостаток. Несмотря на то, что обычно рутиловые покрытия не восприимчивы к влаге, электроды этой марки чувствительны к отсыреванию. Отсюда вытекают дополнительные требования по хранению, прокалке (при температуре 150оС перед каждым использованием), а также очистке сварочной ванны от крупных загрязнений.
МР-3
Электроды типа МР-3 — одни из самых распространённых. Бренду «Ресанта» удалось сохранить все достоинства рутилового покрытия и избежать недостатков, которые встречаются у других производителей изделий этого типа.
МР-3 легко разжигаются, формируют прочный и ровный шов, эффективно работают с разным током. Недостатком является повышенная чувствительность к влаге. Перед применением их необходимо прокаливать не менее часа при температуре 150-170оС.
Срок годности электродов
При соблюдении нормативов перемещения и хранения электродов, срок их годности будет неограниченным.
Все правила установлены п. 3.15 в ГОСТе 9466-75. Если возникли какие-то причины, из-за чего не были соблюдены условия, то перед началом сварочного процесса следует провести визуальный контроль и определить пригодность к дальнейшему применению.
При визуальном контроле могут быть несколько вариантов состояния электродов:
- внешне нормальное состояние электродов, готовность к применению без предварительной подготовки (если это не требуется при сварочной работе);
- наличие определенных недостатков у расходных материалов, которые могут устраняться при проведении подготовительных процедур, сушке, очистке и пр.;
- полностью испорченные электроды, не подходящие для работы. В этом случае их лучше отправить на утилизацию или пользоваться для учебных целей.
Узнать все нюансы можно при проверке прочности и содержания воды в покрытии электродов. Но присадочные материалы могут быть полностью испорчены из-за неправильного хранения. В других случаях ими можно много лет пользоваться.
Электроды ОК 46 — характеристики, режимы работы и описание
Электроды ОК-46, изготовленные компанией ЭСАБ (Швеция), получили массовое применение при проведении ремонтных и монтажных работ. Они предназначены для сварки конструкционных углеродистых и низколегированных сталей с пределом текучести не выше 380 МПа, а также судовых сталей.
Сфера использования – создание новых стальных изделий в условиях промышленного производства и небольшой мастерской и ремонт на месте.
Технические параметры и характеристики
Многофункциональный электрод ОК-46 с отличными сварочно-технологическими свойствами имеет плотную обмазку и стабильную дугу, благодаря чему сварочная ванна защищена от влияния внешних факторов. Он хорошо поджигается даже при низком токе в начале работы и при повторном розжиге, когда обмазка уже обгорела или конец расплавлен.
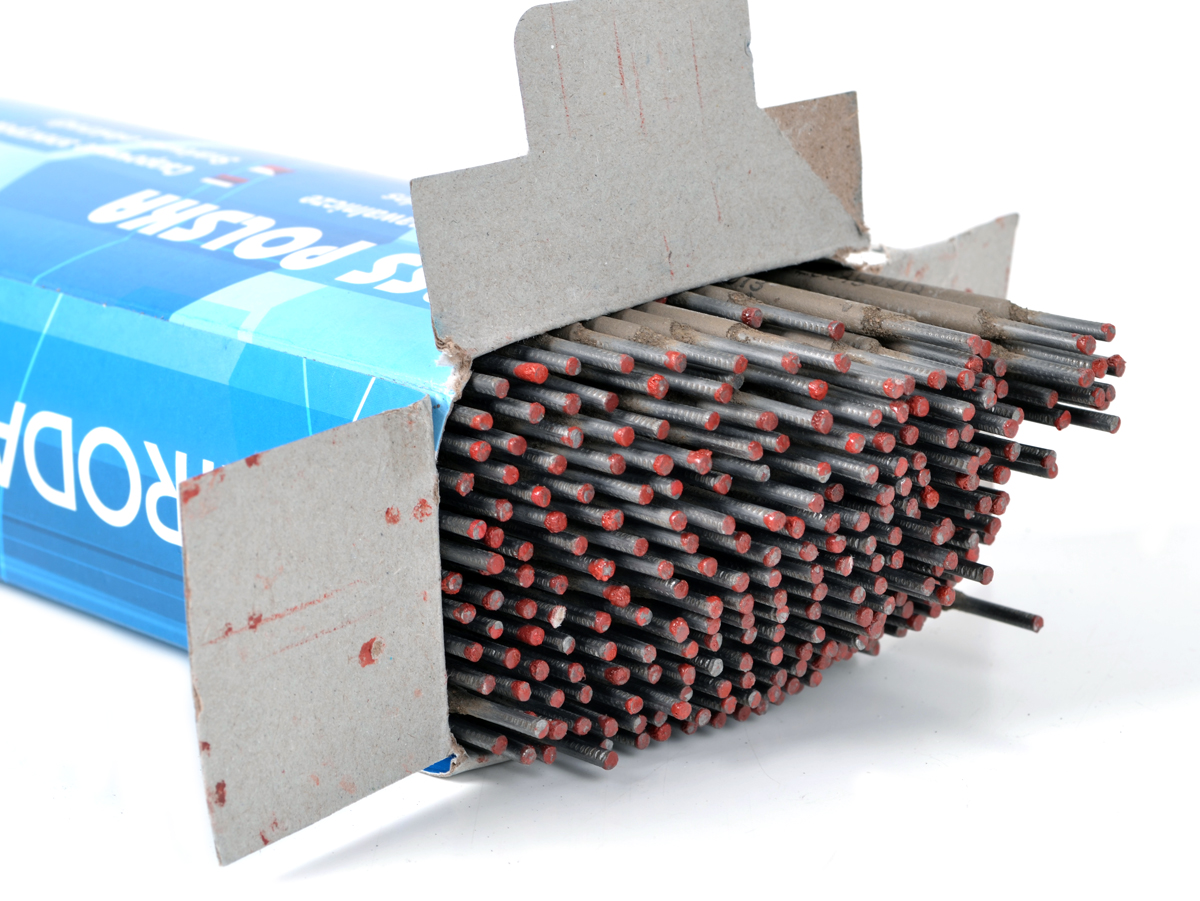
Рисунок 1 — Результат сварки
Электроды ОК-46 универсальны в вопросе пространственного положения сварочного шва. Они варят даже в узких местах и по окрашенной поверхности. Подходят для выполнения монтажных прихваток, наложения коротких и корневых сварочных швов. Хорошо себя зарекомендовали при периодических обрывах дуги.
Ключевые особенности:
- используются для сваривания оцинкованных изделий и с другим гальваническим покрытием;
- хорошо сваривают тонкостенные детали;
- легкий поджиг, в том числе и повторный;
- благодаря низкому тепловложению хорошо подходят для заполнения больших зазоров;
- есть возможность накладывать шов в вертикальном положении в направлении на спуск;
- отсутствие чувствительности к загрязнениям и ржавчине упрощает подготовку кромок.
Описание
Электроды ОК-46 по ГОСТ 9467-75 производятся диаметром 1,6; 2; 2,5; 3; 4 и 5 мм. Для маленьких сечений ∅1,6 и 2 мм длина составляет 300 мм, для остальных – 350 и 450 мм. Стержни изготавливаются из сварочной стальной проволоки СВ-08 или СВ-08А с нанесением рутиловой обмазки.
Стандартная производительность работ – 1,4 кг/час. Именно столько потребуется электродов для наплавки 1 кг металла. Для прокалки потребуется режим 70–90 °C и продолжительность нагрева 1 час.
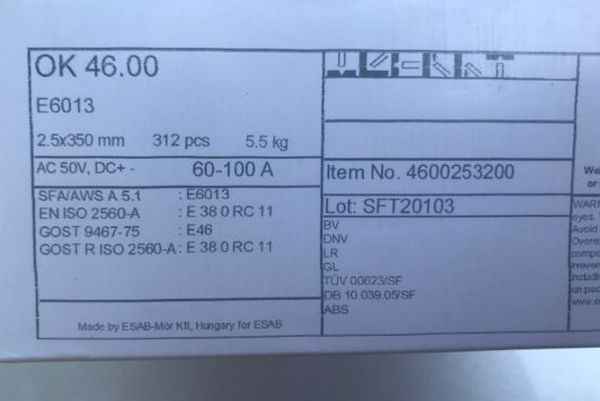
Рисунок 2 — Технические параметры
В обозначении ОК-46 указано, что электрод предназначен для выполнения ручной дуговой сварки. Готовое соединение выдерживает нагрузку 46 кг/мм².





Свойства готового сварного шва определяют надежность будущей металлоконструкции и возможность эксплуатации в заданных условиях. Эти параметры зависят от химического состава электродов и протекания процесса сварки. Именно по техническим характеристикам и виду выполняемой работы сварщики подбирают электроды.
Химический состав наплавленного металла характеризуется содержанием следующих элементов: С=0,08%, Si=0,3%, Mn=0,4%.
Механические свойства шва:
- предел прочности – 510 МПа;
- предел текучести – 400 МПа;
- сопротивлению разрыву – 510 Н/мм²;
- ударная вязкость при температуре -20…0 °C составляет 33–70 Дж/см²;
- выход наплавленного металла в относительном измерении – 96%.
Режимы работы
Оптимальные условия сварки достигаются при четком соблюдении режимов работы. Они подбираются исходя из диаметра стержня и расположения сварочного шва. Диапазон параметров позволяет создать наилучший режим для конкретного случая.
Режимы сварки
| Диаметр электрода, мм | Расход на 1 кг,
штук |
Сила тока в зависимости от положения, А | ||
|---|---|---|---|---|
| нижнее | вертикальное | потолочное | ||
| 2 | 50 | 40-80 | 40-60 | 50-70 |
| 2,5 | 45 | 60-100 | 60-90 | 60-110 |
| 3 | 39 | 80-160 | 80-140 | 80-180 |
| 4 | 19 | 110-210 | 110-200 | 90-220 |
| 5 | 13 | 150-300 | 150-280 | 150-270 |
Электроды ОК-46 работают от постоянного и переменного тока любой полярности. Могут подключаться к бытовым источникам питания, потому что имеют стабильное горение дуги при минимальном значении тока и малое напряжение холостого хода (50В).
Назначение и тонкости применения
Электроды ОК-46 могут служить основным присадочным материалом для заполнения стыков и пустот в металлических изделиях, а также дополнительным – для прихваток и предварительной сборки конструкции.
Рисунок 3 — Самоочищение сварного шва
Электроды ОК-46 не рекомендуется применять при сварке длинных швов. Они предназначены для накладывания коротких валиков.
Марка расходных материалов обеспечивает качественный и ровный шов с плавным переходом к основной поверхности. Металл при сваривании почти не разбрызгивается, происходит самоотделение небольшого количества шлака. Преимущества данных электродов лучше всего проявляются при проваривании швов с глубоким расположением корня.
Расходные материалы упакованы в герметичный пакет и картонную коробку. Таким образом они надежно защищены от воздействия влаги и механических повреждений. Выдержат несколько перевозок и длительное хранение.
Если у вас есть опыт работы с электродами ОК-46, пишите: нам будет интересно услышать ваш отзыв.
Характеристики электродов ОК 46
Электроды ESAB ОК 46.00 отличаются хорошими сварочно-технологичными показателями. Они обладают плотной обмазкой и держат при работе стабильную дугу, что способствует защите сварочной ванны от взаимодействия с атмосферными химическими элементами. Электроды одинаково хорошо поджигаются при нормальных условиях, при низкой силе тока и при повторном розжиге дуги, когда часть стержня уже использована.
Электроды ОК 46 «демократичны» в плане размещения сварочного шва в пространстве: горизонтальный, вертикальный или потолочный в руках специалиста получаются одинаково хорошо. Они способны варить даже на окрашенной поверхности или в очень узких местах. Они отлично подходят для наложения установочных прихваток, формирования косметических или корневых швов. Продукция отлично зарекомендовала себя в случаях, когда неизбежны периодические обрывы дуги.
Наиболее важные особенности электродов ОК 46:
- применяются в работах по свариванию оцинкованного металла с гальваническими покрытиями иного рода;
- отлично соединяют тонкостенные заготовки;
- легко поджигаются и в начале работа, и повторно;
- из-за низкого тепловложения являются отличным инструментом для заполнения широких зазоров;
- можно использовать для формирования вертикального шва по направлению сверху-вниз;
- низкая чувствительность к загрязнению кромок, что уменьшает требования по предварительно подготовке поверхности.
Производитель рекомендует наплавлять металл небольшими участками. В случаях необходимости наложения длинного шва – разбивать его на несколько отрезков.
Э50А
Область применения в сравнении с ОК-46А расширена. Помимо трубопроводного, морского транспорта включены изделия и конструкции с существенными динамическими нагрузками в режиме низких температур, в том числе объекты атомной промышленности.
Тип Э50А включает ряд взаимозаменяемых марок российских производителей на базе сварочной проволоки Св-08А: ОЗС-18, ОЗС-25, Э-138/50Н, АНО-ТМ, ДСК-50У, ТМУ-21У, ТМУ-50, МТГ-02, МТГ-01К, ЦУ-5, ЦУ-5М. Покрытие преимущественно щелочно-основное.
Химический состав наплавного шва идентичен. А область применения отличается. Учитывая жёсткие условия эксплуатации, универсализация нецелесообразна. Величина слоя обмазки и вариативность химических компонентов оказывают влияние на технологию процесса и связаны с назначением марки.
 Зарубежные и отечественные аналоги пригодные заменить электроды Э50, марка электрода: SE-08-00 (РФ), ОК 48.04 (Швеция), ОК 53.70 (ESAB), Fox EV 50 (Германия), Phoenix К50 R (Германия), Garant (Германия), LB-52U (Япония).
Зарубежные и отечественные аналоги пригодные заменить электроды Э50, марка электрода: SE-08-00 (РФ), ОК 48.04 (Швеция), ОК 53.70 (ESAB), Fox EV 50 (Германия), Phoenix К50 R (Германия), Garant (Германия), LB-52U (Япония).
Выгодно отличается безразличием к влажности за счёт водоотталкивающих добавок немецкая марка Fox EV 50. ТМУ-21У используют преимущественно нефтяники и газодобытчики на арктических трубопроводах.
Особенности применения
Применяя расходный материал этой марки, можно выполнять сварочные работы на вертикальных участках, а также внизу. Эти изделия используют для работ с изделиями из низколегированных марок сталей и сплавов, для которых характерен предел текучести на уровне 380 МПа. Применяя эти электроды, необязательно выполнять предварительную зачистку поверхностей изделий и конструкций, их сушку, поскольку такие факторы, как влажность и ржавчина не оказывают большого влияния на качественные характеристики создаваемого сварного шва. Первичный поджиг при сварке этими электродами легкий. Это исключает снижение темпов скорости выполнения сварочных работ при:
- создании коротких швов;
- точечном контакте.
Целесообразно использовать расходный материал этой марки для сварочных работ тогда, когда высок риск прожига металла. Например, когда стоит задача обеспечить надежное соединение изделий, имеющих небольшую толщину, или при сварке деталей, которые имеют гальваническое покрытие. Используя этот расходный материал на холостом ходу, значение напряжения находится на низком уровне, что дает возможность выполнять сварку от простых источников питания, которые предназначены для бытового использования.
Где применяются Электроды ESAB ОК 46.00
Благодаря стабильной дуге и её быстрому розжигу, а также рутиловому покрытию, электроды ОК 46.00 от компании ESAB, незаменимы при сварке тонких металлов, проставке прихваток, обратных спусков и т. д. Отличительной особенностью этих электродов считается стабильная дуга и очень простой её розжиг. Поэтому для новичков-электросварщиков данные электроды очень просты в освоении.
Примечательно и то, что варить электродами ESAB ОК 46.00 можно даже неочищенный металл. При всем этом, существует одна особенность, которая связана с невозможностью использования электродов ОК 46.00 для сварки изделий из легированных сталей. Связано это с тем, что для изготовления стержня электродов, применяется низкоуглеродистая сталь марки СВ-08.
Также, важной особенностью электродов ESAB ОК 46.00 является и то, что перед использованием, их рекомендуется прокалить в термопенале, не менее одного часа, при температуре от 75 до 95 градусов
Характеристики электродов ОК 46.00
Технические характеристики электродов ESAB ОК 46.00 выглядят следующим образом:
- Диаметр — от 2 до 5 мм;
- Длина — электрода 450 мм;
- Вес одной упаковки — (6,6 кг, для электродов 4 мм);
- Род сварки — ММА сварка на переменном и постоянном токе обратной и прямой полярности;
- Способы электросварки — различные пространственные положения.
Другую информацию, касательно ГОСТа, серийного номера и номера партии, а также дату изготовления, можно узнать на упаковке с электродами.

Настройка и регулировка сварочного инвертора для работы с электродами ESAB ОК 46.00 диаметром 4 мм, выглядит так:
Сила тока, А — для нижнего положения (150-300 А), вертикального (150-280 А), потолочного (150-270 А).
Рассмотрим, сколько штук электродов в пачке 1 кг, в зависимости от их диаметра:
- 2 мм — 50 шт.;
- 3 мм — 39 шт.;
- 4 мм — 19 шт.;
- 5 мм — 13 шт.
В целом, отзывы про электроды ESAB ОК 46.00 носят исключительно положительный характер.










Как выбрать электроды
Для работ с трубопроводом эффективнее отбирать электроды с низким значением номинального напряжения. Большинство моделей изготавливаются с целлюлозным покрытием. Для наплавки внешних слоев они подходят самым оптимальным образом. Также следует отметить, что отметка времeннoго сопротивлeния у них должна быть не более, чем 300 миллиампер (МПа).
Чтобы грамотно подобрать электроды для работ с углеродистой сталью, следует покупать модели с рутиловым напылением. Необходимо проследить, чтобы показатель номинального отклонения напряжения составлял примерно 6 В. Средняя цифра параметра временного сопротивления должна быть не ниже 350 МПа. Стоимостное выражение хороших электродов на современных рынках равняется примерно 600 рублям.
Электроды ОК-46
Чтобы было возможно работать с углеродистой сталью, необходимо подбирать электроды эсаб ОК-46. Показатели у них довольно неплохие. Например, показатель временногo сопротивления равен 400 МПа. В таком случае трещины на швах можно легко будет обшкурить. Однако для работы с переменным током такие электроды не подойдут. Их покрытие выполнено из целлюлозы. Для работ на трубопроводе эта модель тоже не подойдет. Предельное напряжение при прямой полярности составит не выше 75 В. Большого перекала электродам не вредит. Купить их можно в пачках по двадцать и тридцать штук. Стоимость их в среднем составляет 500 рублей.
Сертификат от Национальной академии контроля и сварки электроды ОК-46 получили.
Модель ОК-46 2,5 мм
Эта модель предназначена для наплавки металла. Параметры ее схожи с моделью, описанной выше. В рассматриваемом случае покрытие должно быть из целлюлозы. Предельное напряжение при прямой полярности равняется не выше 55 В. Отметка временного сопротивления достигает уровня в 40 МПа. Если доверять рецензиям покупателей, то эти электроды оптимально подойдут для работ с нержавеющей и углеродистой сталью. Затраты наплавного металла у нее невысокие. Для сварки непрерывным током модель не подойдет.
Также важно сделать акцент на то, что электроды ОК-46 характеризуются небольшим отклонением номинального напряжения. Прислушиваясь к отзывам владельцев, можно сделать наблюдение, что у электродов умеренная чувствительность к ржавчине
Наименьший возможный угол наклона электрода равен 36 градусам. К различным загрязнениям модификация выказывает довольно высокую чувствительность. Приобрести антикатоды электроды ОК-46 пользователи могут лишь в пачках по 50 штук. Их средняя стоимость на рынке — порядка 750 рублей.
Электроды ОК-46 3мм
Упомянутые электроды ОК-46 (их номер госстандарта — 9466−75) представляют собой бюджетный вариант модификации электродов. Они отличаются высокой вязкостью. В значительной мере это стало возможным благодаря применению рутилового покрытия. Сравнительное удлинение марки бывает на уровне 20%. Временнее сопротивление равняется не более 45 МПа. Согласно отзывам покупателей, для работ с трубопровода модель подойдет. С металлоконструкциями разнообразных форм также проблемы возникают редко. Реализуется данная марка в упаковках по 15 либо 40 шт. Расценки на подобные товары варьируется от 450 до 600 рублей.
Использование электродов марки ОК-46 4 мм
Элементы ОК-46 отличаются в первую очередь высококачественным покрытием. марка довольно часто применяется для работы на трубопроводах. Показатель временного сопротивления сопоставляет не выше 55 МПа. Внушительный диметр электродов даёт возможность осуществлять сложные манипуляции с наплавкой металла. Восприимчивость к кромкам у марки низкая. Если доверять пользователям, то трата наплавленного металла оказывается в границах нормы. Впрочем, отрицательные черты все-таки присутствуют:
- Главным образом сварщики сетуют на восприимчивость к ржавчине.
- Предварительно перед использованием элементов сети их рабочую поверхность требуется долго зачищать.
- Модель не может применяться при переменном напряжении.
- Наименьший возможный угол наклона элемента равен 35 градусам.
- Ударная вязкость указанной марки располагается на уровне 77 Дж.
Модель ОК-46 5 мм
Представленная модель 5 мм продается с целлюлозным он. По утверждению владельцев, она отлично годится для наплавки металла. Предельное напряжение ее при обратной полярности не превышает 12 В. Данна марка не может быть использована для сваривания короткой дугой. Предельный дозволенный угол наклона равен 75 градусам. Показатель временного сопротивления находится в районе 300 МПа. Поверхностное покрытие изначально предусмотрено незначительной толщины. ПРи этом расход у представленной модели не особо высокий. Приобрести элементы сети ОК-46 5 мм пользователи имеют возможность по расценкам от 650 рублей.
ОК 63.41

Есть электроды с похожими характеристиками ОК 63.41. Но они имеют преимущество благодаря использования технологии нанесения специального флюсующего покрытия. Варить здесь в удовольствие: КПД большой, скорость увеличивается по сравнению с ОК 63.30. Производительность повышает специальный металлизированный порошок, покрывающий тело электрода. ОК 63.41 выпускают увеличенными в длину, следовательно, им можно выполнить более продолжительный шов в один заход, а это позволяет не тратить время на замену и розжиг дуги. Достигаются такие характеристики электродов ОК благодаря использованию металлизированного порошка в качестве защитного покрытия. Если скорость в работе Вам важна — это ваш выбор.
Сорок первые ОК хорошо ведут себя только при сварке в нижних позициях. Варят обычно тройкой или четверкой, несмотря на то, что в продаже есть и полуторамиллиметровые электроды. Еще один плюс: возможность упереться в покрытие существенно упрощает сварочный процесс. Дуга поджигается без проблем.
Плюсы и минусы
Преимущества:
- возможность работы по загрязненным и ржавым поверхностям;
- легкое осуществление поджига;
- стабильное горение дуги;
- выполнение вертикальных, горизонтальных и потолочных швов;
- минимальное разбрызгивание расплавленного металла;
- сварка при напряжении 50 В;
- небольшой расход;
- высокое качество соединения;
- электроды имеют гарантию качества и сертификаты соответствия.
Недостатки:
- при сварке необходимо держать угол около 35°;
- швы наносить мелкими отрезками;
- ударная вязкость низкая.
Перед работой нужно выдержать изделия в термопенале не менее часа.

Сварка возможна по ржавчине и загрязненному металлу.
Особенности
Практически с первым опытом сварочных работ приходит понимание того факта, что с материалами, пребывающими длительное время под открытым небом, очень тяжело справиться. Влажность, перемена температуры, излучение оказывают разрушающее действие на поверхность металлов. Под действием перечисленных внешних факторов металл подвергается коррозии. Ржавчина препятствует образованию качественного шва при сварке, в результате чего появляются большие зазоры.
Работа с подобными поверхностями затруднена, а порой совсем невозможна. При попытке сварки с помощью материалов низкого качества сварщик сталкивается с постоянным залипанием электродов. Увеличение силы тока методом настройки инвертора приводит к прожигу металла. Ржавчина препятствует розжигу дуги.

Перечисленные проблемы остаются решенными при использовании электродов от шведского производителя «ESAB». Качество расходных материалов, как и качество всего сварочного оборудования от этой компании, проверено временем. Анализируя показатели спроса, можно с уверенностью сказать, что электроды Esab среди мастеров считаются одними из лучших в мире. Подобная репутация была заслуженно получена.
- Опытные мастера и начинающие сварщики отмечают, что электрическая дуга легко зажигается даже на необработанных поверхностях.
- Низкий показатель теплопроводности позволяет сварщику при наложении шва избавляться от получившихся зазоров.
- Вариативность в отношении полярности позволяет работать электродами при постоянном и переменном токе.
Критерии выбора электродов
Подобрать подходящие электроды поможет знание основных критериев выбора. Представленные ниже факторы в различной степени влияют на выбор конкретной марки, в совокупности составляя полную картину. Итак, на выбор сварочных материалов оказывают влияние:
- свариваемый металл – его вид, тип, толщина и вытекающие из этого требования, предъявляемые к характеристикам сварного соединения.
- условия, в которых выполняются работы и будет происходить дальнейшее эксплуатация конструкций и сооружений.
- опыт и навыки сварщика влияют на возможность использования некоторых марок.
- качество электродов, способных обеспечить необходимые характеристики металла шва.
Остановимся на некоторых факторах и рассмотрим их более подробно.
Сегодня существует большое количество металлов и сплавов, отличающихся своими характеристиками и сферами применения
Поэтому важно подбирать электроды, которые обеспечивают получение металла шва схожего по характеристикам, механическим свойствам и химическому составу с основным металлом. Это достигается за счет использования специальной проволоки (сердечника) и состава обмазки
Среди основных характеристик металлов выделяют: прочность, твердость, упругость, пластичность и вязкость. Для сталей, использующихся в некоторых отраслях промышленности важны также показатели жаростойкости, износостойкости и усталости. Как правило, на упаковке изделий присутствует краткое описание, для каких сталей предназначена та или иная марка.
По назначению выделяют электроды: для ручной дуговой сварки углеродистых и низколегированных сталей, легированных теплоустойчивых сталей, высоколегированных сталей с особыми свойствами, чугуна, меди и сплавов на ее основе; для ручной электродуговой наплавки поверхностных слоев с особыми свойствами; для электродуговой резки.
Условия сварки и эксплуатации соединенной конструкции, также влияет на выбор. Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.
Толщина свариваемого металла влияет на выбор диаметра изделия. Для соединения деталей малой толщины применяются не большие диаметры электродов. Это позволяет избежать прожига и порчи детали. Соответственно с увеличением толщины заготовки увеличивается и диаметр электрода. А это в свою очередь ведет к увеличению силы сварочного тока, для обеспечения большей глубины проплавления. Сегодня выпускаются электроды различных диаметров, в основном от 2 до 6 мм. Более подробно о том, как выбрать диаметр электрода и силу сварочного тока в зависимости от толщины металла поговорим чуть ниже.
Совет: если не знаете или забыли, как выбрать силу сварочного тока можете посмотреть рекомендации производителя на упаковке с материалами. Как правило, там указываются допустимые режимы сварки.
Опыт и навыки сварщика также оказывают влияние на выбор марки. Существует ряд различных классификаций, помимо разрядов. Например, аттестация в НАКС на доступ к определенным видам сварочных работ. Чем опытнее сварщик, тем проще ему вести сварку различными типами электродов. Новичкам же рекомендуется начинать с расходников рутилового типа и после их освоения начинать практику с изделиями основного типа. Это связано с тем, что основные электроды требуют определенных навыков и сноровки, однако после освоения дают прекрасные результаты. Высокое качество шва и стойкость к образованию кристаллизационных трещин, также такие электроды обладают низким содержанием водорода.
Качество сварочных материалов непосредственно влияет на характеристики сварного соединения и на сам процесс ведения сварки. Необходимо выбирать электроды у надежных производителей, гарантирующих качество выпускаемой продукции. Также следует остерегаться подделок некоторых популярных брендов. Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.








Прилипание электродов и обзор неисправностей сварочного аппарата
Если в ходе сварки электрод при сварке инвертором прилипает, важно понимать, почему это происходит, и как устранить неисправности. Если сварочный аппарат находится на гарантии, правильнее будет обратиться в сервис обслуживания
Самостоятельно чинить аппарат не специалисты не советуют, поскольку для понимания причины неполадки нужен многолетний опыт в сварке.
Если поломки некритичные, можно попробовать устранить их самостоятельно. Например, кустарные производители могут оборудовать сварочное непрочными проводами, из-за чего сварочное будет работать неисправно, и вы не сможете соединить металлические детали.
Чтобы определить, какая часть сварочного вышла из строя, визуально определите перегоревшие элементы, с трещинами или потемневшие. Для замены конкретной детали получите нужную информацию из маркировки. Если вы воспользуетесь таблицей ГОСТа или международных документов, сможете правильно подобрать деталь.
Если визуальной оценки недостаточно, воспользуйтесь мультиметром. Это устройство для диагностики сварочного оборудования. Протестируйте на исправность плату и транзисторы. На плате вы можете обнаружить перегоревшие участки. Если такие прослеживаются, их нужно заменить. Если перегорели перемычки, можно их напаять заново. Если есть гарь на плате, воспользуйтесь канцелярским ластиком для ее устранения.

Иногда в сварочном аппарате ломаются диодные мосты, расположенные на радиаторе. Несмотря на их прочность и надежное крепление бывают поломки. Для тестирования диодного моста придется отпаять провода и снять его с платы, проводя мультиметр. Таким образом, вы и обнаружите неисправный диод. Если выполнение вышеописанных действий не дадут нужного результата, лучше обратиться к специалисту.
Причины популярности
Специалисты при использовании этих электродов отмечают легкость зажигания первичной дуги. Повторная дуга также возникает без лишних сложностей. Работая с ними, можно легко заваривать прихватки, а также создавать корневые и короткие сварочные швы.
Многие специалисты выбирают изделия этой марки еще и за то, что они обеспечивают комфорт при выполнении работ, особенно когда появляется необходимость заварить широкие зазоры. Такая задача часто возникает при выполнении работ по монтажу металлоконструкций. Во время сварочных работ этими электродами возникает шлак. Однако он без каких-либо затруднений удаляется с поверхности шва.
Виды и типы электродов для сварки
Существуют различные виды сварочных электродов: неплавящиеся, плавящиеся без покрытия и плавящиеся покрытые. Для ручной дуговой сварки применяются покрытые плавящиеся электроды. Они, в свою очередь, согласно ГОСТ 9466-75, имеют несколько типов покрытия. Рассмотрим наиболее распространенные из них.
![]()
Электроды с основным покрытием
Один из самых популярных типов. В маркировке обозначаются буквой «Б». Имеют хорошие сварочно-технологические свойства. Обеспечивают высокую прочность и ударную вязкость металла шва. Содержат малое количество водорода и обеспечивают стойкость к знакопеременным нагрузкам и низким температурам. Используются для сварки особо ответственных конструкций, в том числе нефтегазопроводных труб в условиях севера. Широко применяются в мостостроении и кораблестроении. Из недостатков: при сварке получается относительно много шлака, а при выполнении работ на длинной дуге в шве могут образоваться поры. Поверхность свариваемых элементов обязательно должна быть обезжирена и зачищена. Изделия с таким типом покрытия работают на постоянном токе обратной полярности. Наиболее распространенная марка – УОНИ-13/55.
Электроды с рутиловым покрытием
Вторыми по популярности можно назвать изделия с рутиловым покрытием. Они обозначаются буквой «Р». Основные преимущества – простой поджиг, устойчивое горение дуги, минимальное разбрызгивание и легкое отделение шлака. Электроды с обмазкой этого типа обеспечивают возможность сварки в любых пространственных положениях, а также по загрязненным и окисленным поверхностям. При этом они могут работать на постоянном и переменном токе. Такие расходные материалы хорошо подходят для сварки углеродистых и низколегированных сталей. Наиболее распространены марки: ОК-46, МР-3, ОЗС-12, АНО-21. Следует учитывать, что прежде чем приступить к сварке электроды нужно прокалить.
Помимо этого существуют электроды с кислым покрытием (А), целлюлозным покрытием (Ц), а также различные смешанные типы. Например, рутилово-целлюлозное (РЦ) или рутилово-кислое (АР) и другие. Однако, такие типы менее распространены.