
Оцинковка кузова авто батарейкой в гаражных условиях
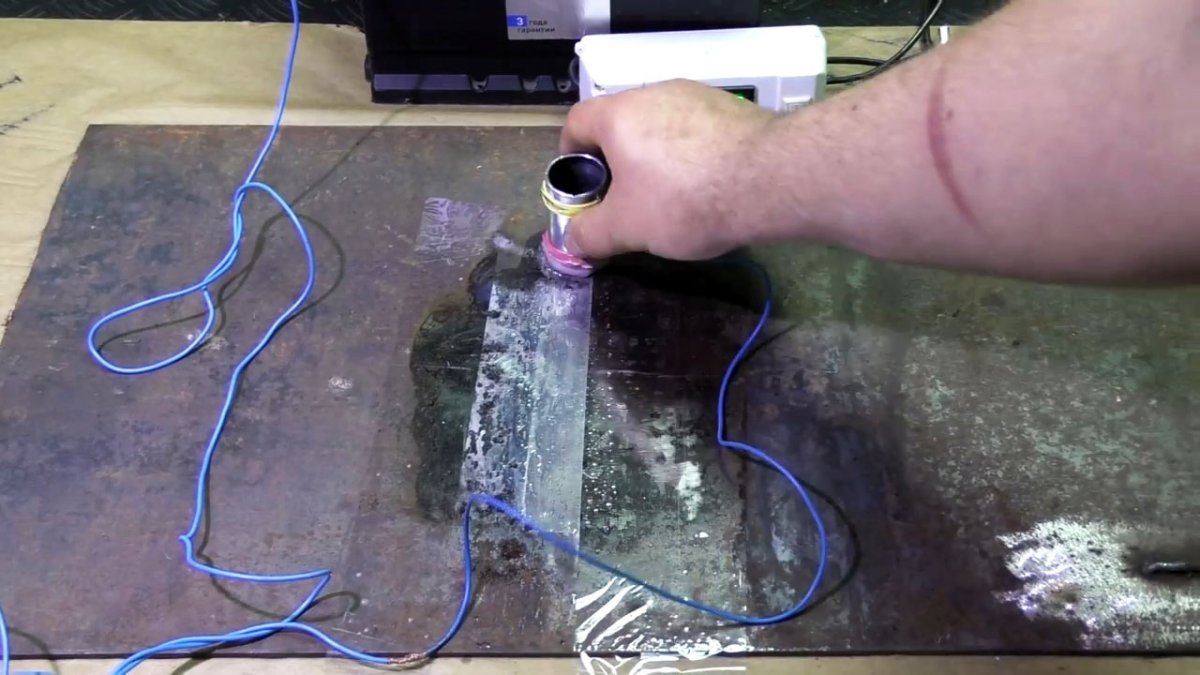
Очаги коррозии появляются после зимнего периода, когда дороги посыпаются реагентом. Чтобы остановить ржавчину и предотвратить сквозную коррозию нужно как можно быстрее остановить этот процесс.
Для самостоятельного оцинкования понадобятся соляные батарейки, корпус которых сделан из цинка, провод и аккумулятор. На батарейку одевается кусок тряпки, смоченный паяльной кислотой, и она подключается через провод к плюсовой клемме аккумулятора. Сделанное приспособление нужно прижать к очагу коррозии и поводить из стороны в сторону.
В результате всех манипуляций на поверхности металла вместо ржавчины появляется плёнка серебристого налёта. Важным дополнением к сделанной работе будет нейтрализация оставшейся кислоты, которую можно погасить раствором пищевой соды с водой.
Вас заинтересует
sdelairukami.ru
Горячее цинкование
Горячая оцинковка металлических изделий считается наиболее эффективным и долговечным методом борьбы с коррозией.
Однако, с экологической точки зрения данный метод нельзя называть безвредным и безопасным, поскольку цинк подвергается плавлению, металлическая поверхность обрабатывается химическим путем.
Технология данного метода предполагает наличие двух этапов: подготовительного и непосредственной оцинковки.
Видео:
Подготовка заключается в том, что металлическая поверхность сначала обезжиривается, затем необходимо выполнить травление.
После этого поверхность промывается, осуществляется флюсование и все тщательно просушивается.
Горячее цинкование производится, используя специальное оборудование.
После того как изделие высохнет, осуществляется процесс оцинковки: просушенный материал опускается в специальную емкость, где располагается горячий цинк.
Во-первых, необходимо иметь специальное оборудование – ванны, сушильную камеру, печь.
ВАЖНО ЗНАТЬ: Технология электроэрозионной обработки металлов
Во-вторых, ее размеры часто бывают ограничены, в результате чего становится невозможным обрабатывать материал больших размеров.
Хотя, нужно отметить, что современное промышленное оборудование позволяет делать горячее цинкование ЛЭП, строительных лесов и пр.
Газотермический способ
При данном способе цинк, находящийся в форме порошка, потоком воздуха распыляют по поверхности металлических изделий. Перед распылением вещество расплавляется за счет высокой температуры и уже в таком состоянии опускается на детали. Оцинковка металла подобным способом характерна для тех случаев, когда изделия из металла обладают большими габаритами.

Особенностью способа является то, что защитный слой обладает большим количеством пор. Для их заполнения изделие покрывается лакокрасочными материалами. Этот слой из двух материалов способен сохраняться в течение 30 лет. Данный способ нельзя реализовать в домашних условиях.
Требования к покрытию
Цинковое покрытие при визуальном осмотре должно быть сплошным. Его цвет может быть различным – от блестящего и серебристого до матового темно-серого. Поверхность металлоизделий должна быть гладкой. На ней не должно быть каких-либо дефектов, к примеру, трещин, вздутий и так далее. Допускается наличие непокрытых цинком участков только в том случае, если их ширина составляет не более 2 сантиметров, а всего их не более двух процентов от общей площади поверхности изделия. На те участки, которые остались непокрытыми, наносят защитный слой цинкосодержащего покрытия, толщина которого должна быть не менее 90 микрон.
Виды гальванических покрытий
Поверхности гальванизируют с помощью различных металлов. В зависимости от используемого покрытия алгоритм действий и результат работ различаются.
Хромирование
Распространенный способ обработки металлов. Под воздействием хромирования заготовка становится устойчивой к износу. Кроме того, метод восстанавливает начальный вид изделия и устраняет следы повреждений.
Меднение
Это промежуточный цикл обработки, поскольку готовое изделие недостаточно хорошо справляется с коррозийными процессами. Со временем поверхность подвергается окислению, поэтому для исключения неприятных явлений выполняется повторное нанесение покрытия. В качестве электролитов применяются кислотные и щелочные смеси.
Меднение — это промежуточный цикл обработки.
Цинкование
Созданная гальваническая пара выдерживает воздействие агрессивных сред. Срок службы деталей определяется периодом разрушения цинка.
Железнение
Способ предназначается для повышения прочностных свойств изделий, которые быстро изнашиваются. Железнение делает металл устойчивым к различным повреждениям и быстрому износу.
Железнение повышает прочность изделий.
Никелирование
Технологический цикл используется при обработке заготовок из меди, стали и алюминия. Образованный слой защищает изделия от кислотной среды, истирания и механических воздействий.
Латунирование
При обработке применяются цианистые электролиты цинка, натрия, калия. Покрытие распределяется для сохранения или улучшения декоративных свойств образцов. Способ востребован для стальных заготовок, которые будут обклеиваться резиновыми вставками.
Латунирование применяется для сохранения декоративных свойств образцов.
Родирование
Позволяет повысить стойкость изделия к негативному воздействию кислот, щелочей и химических веществ. Химический элемент делает металл устойчивым к агрессивным химикатам и механическим нагрузкам.
Серебрение и золочение
Востребованы в ювелирной деятельности. В емкость с электролитическим раствором погружается обрабатываемый образец. В смеси происходит растворение ионов золота или серебра. После завершения цикла на поверхности появляется тонкий слой драгоценного металла.
Серебрение и золочение востребовано среди ювелиров.
Лужение
Представляет собой нанесение оловянного слоя или сплава этого метала на металлическую поверхность. Обработка этим методом востребована в машиностроение, радиотехнике и авиационной промышленности.
Травление
Данный процесс с использованием кислотной среды выполняется в стеклянной, эмалированной или металлической ванне. Детали выдерживаются в растворе в течение 1,5-2 минут.
2 Технологии различных методов цинкования
Горячее – покрытия наносят погружением в емкость с расплавленным цинком, температуру которого поддерживают в интервале 460–4800 °С. Горячецинковые покрытия по долговечности, качеству – одни из лучших, а по объему производства находятся на 2 месте. Технологический процесс энергозатратен и сложен в плане обеспечения экологической безопасности, что обусловлено использованием химических способов подготовки поверхности и наличием расплавленного цинка.
Газо-термическое напыление – порошкообразный или проволочный цинк расплавляют и напыляют в газовом потоке на металл обрабатываемой детали. Этот метод оптимален для антикоррозионной защиты крупногабаритных металлических конструкций, которые не умещаются в гальваническую или с расплавом цинка ванну. Частицы расплавленного цинка ударяются о поверхность изделия и, деформируясь, образуют пористое («чешуйчатое») покрытие, которое, как правило, требует обработки порозаполнителем (лакокрасочным материалом). Комбинированное покрытие не теряет защитных качеств в различных средах (атмосфера, вода морская и пресная) 30 лет и более.

Термодиффузионное (шерардизация) – цинковое покрытие получают за счет проникновения атомов цинка в железную подложку с образованием железноцинкового сплава, имеющего сложную структуру. Эффект достигается благодаря тому, что атомы цинка при температурах свыше 2600 °С переходят в паровую фазу. Процесс проводят в замкнутом объеме муфелей или реторт, заполненных обрабатываемыми деталями и порошковой цинкосодержащей смесью. Технологию используют, когда необходимо получить слой цинка толще 15 мкм (обычно 25–110 мкм). Метод экологически безопасен. Покрытие беспористое, с высокой адгезией, защитная способность выше, чем у полученного гальваническим методом в 3–5 раз, и сопоставима со стойкостью горячецинкового.
Гальваническое – обеспечивает создание очень гладкого и точного покрытия, которое наносят при электрохимическом воздействии. Метод применим не только для электропроводящих материалов, но также и для неэлектропроводящих. Получаемое покрытие равномерное, точного размера, декоративного вида, блестящее, толщина, как правило, не превышает 20–30 мкм. Технология – цинковые пластины и обрабатываемую конструкцию погружают в резервуар с электролитом, а затем подключают к источнику постоянного тока. В процессе электролиза анод из цинка растворяется, а его молекулы оседают на поверхности изделия. Электрохимический метод связан с образованием опасных отходов.
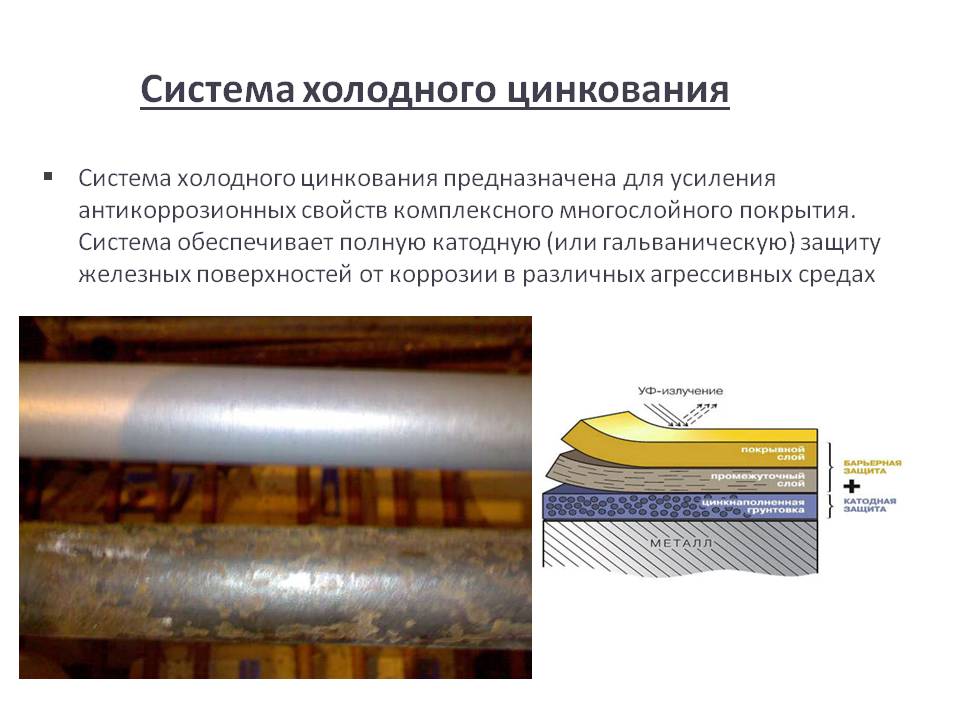
Холодное – окраска изделий из металла грунтами, насыщенными высокодисперсным порошкообразным цинком (в готовом покрытии содержится 89–93 % цинка). Метод отличается высокой технологичностью, является самым простым, в настоящее время широко распространен. Очень эффективен для изделий, конструкций, которые нельзя обработать иным способом – закрепленные линии передач, трубы, элементы нефтяной аппаратуры, железнодорожных путей, дорожных ограждений, фурнитуры для мебели и прочие стационарные, неподвижные, труднодоступные объекты. «Холодное» покрытие может прослужить дольше, чем «горячее», в 3–4 раза. Недостатки – относительно низкая стойкость к различным механическим воздействиям и высокие требования к санитарно-гигиеническим условиям работы маляров из-за применения органических растворителей.







Все приведенные методы применяются в промышленных масштабах. Последние 2 можно реализовать самостоятельно с соблюдением необходимых мер безопасности.
Популярные методы
Существует много эффективных химических способов выполнения цинкования, каждый из которых имеет свои преимущества и недостатки. В любом случае созданное покрытие будет служить долго, если не подвергать его механическим воздействиям и правильно выбрать толщину защитного слоя с учетом особенностей эксплуатации изделий.
 Особенности холодного цинкования
Особенности холодного цинкования
Горячий метод
Данный способ цинкования является одним из самых эффективных. После проведения подобной обработки удается создать надежное покрытие, которое надолго остается на поверхности металлических изделий. Недостатком горячего метода является его вредность для окружающей среды.
Для выполнения данной обработки необходимо придерживаться следующей технологии:
 Этапы горячего цинкования
Этапы горячего цинкования
- подготовка. Поверхность металла обезжиривают, проводят травление;
- после выполнения подготовительных процедур деталь промывают и высушивают;
- изделий из металла опускают в емкость с цинковым раствором.
Такой метод цинкования не подходит для обработки больших по площади деталей и требует определенной подготовки, поиска подходящих емкостей.
Холодный метод
Данный метод обработки подразумевает окраску металлоизделий специальными смесями. Они содержат в составе цинк, что позволяет в кратчайшие сроки сформировать на поверхности надежное покрытие. Наносят такую краску обычным способом – валиком, кистью, краскопультом. Такой метод обработки идеален для деталей, которые невозможно покрыть защитным слоем обычным горячим цинкованием.
 Предназначение холодного цинкования
Предназначение холодного цинкования
Гальваническое цинкование
Схема гальванического цинкования
Такое цинкование в домашних условиях проводится с применением электрохимических воздействий на металл. При его выполнении на поверхности металла образуется тонкая защитная пленка, которая эффективно защищает металл от внешнего негативного воздействия.
Для обработки изделие помещают в специальную емкость, где находится цинковая пластина. После этого подводится электричество. Именно оно переносит частицы цинка с пластин на поверхность обрабатываемых изделий.
Основным недостатком данного метода называют его дороговизну. Также в процессе обработки металла остаются опасные яды, которые требуют специальной утилизации.
Термодиффузионное цинкование
При выполнении термодиффузионного цинкования создается среда, которая характеризуется наличием высоких температурных показателей. Примерно при +2600°С цинк расщепляется на мелкие частицы, которые оседают на поверхности металлических изделий. Основным преимуществом данного метода цинкования является то, что в результате его выполнения образуется особенно толстый защитный слой.
 Преимущества термодиффузионного цинкования
Преимущества термодиффузионного цинкования
Процесс нанесения защитного покрытия на изделия из металла осуществляется в специальной камере закрытого типа. Вначале на поверхность детали наносится порошковый цинк, после чего она подвергается нагреву. Данная технология применяется исключительно в промышленных условиях. Дома ее использовать очень сложно, дорого и небезопасно.
Преимуществом термодиффузионного цинкования называют его безопасность для окружающей среды. Создаваемое покрытие имеет значительную толщину, что обеспечивает отличные защитные качества.
Газотермическое цинкование
Нанесение цинка осуществляется при помощи интенсивного газового потока. После выполнения подобной обработки поверхность обязательно окрашивают. Несмотря на особенности подобной технологии, она обеспечивает высокое качество и долгий срок службы обрабатываемых деталей.

Технология цинкования металла

Технология цинкования металлов подразумевает полное покрытие пленкой из цинка любых видов металлических изделий. Для данной процедуры требуется специальное оборудование, сделанное из материалов, которые способны противостоять агрессивной среде.
Цинкование металлических поверхностей осуществляется в несколько этапов:
Подготовительный
На данном этапе происходит работа с материалом. Для этого его сначала обезжиривают и удаляют с поверхности различные загрязнения. После этого осуществляется травление металла при помощи кисло среды. Чаще всего применяется раствор серной кислоты. В результате на металле появляется оксидная пленка. Она необходима для наилучшего сцепления цинка и обрабатываемого металла. После этого устраняются все остатки кислоты, и поверхность тщательно просушивается.
Процесс нанесения цинкового сплава.
Данный этап подразумевает нанесение на высушенную поверхность металла цинковой пленки. Для этого в ванне расплавляют цинк под действием температуры не менее 450 градусов Цельсия. Только после этого туда погружают металлическое изделие, которое необходимо обработать. Процедура длится несколько минут.
Просушивание металла.
На этом этапе готовое изделие сушится при комнатной температуре.
В результате процедуры на поверхности металла образуется плотная пленка. Она делает его более прочным и твердым.
Цинкование металлических изделий осуществляется в специализированных ваннах. Они должны быть оснащены устройством для подключения электрического тока при необходимости. Их объем может быть разным. Однако в любой такой ванне может поместиться большое количество мелких металлических изделий для обработки.
Ванны для цинкования делятся на:
- малогабаритные конструкции,
- среднегабаритные конструкции,
- крупногабаритные конструкции.
Методы цинкования металла
Существует несколько методик цинкования металла, которые имеют своими особенностями. Выбранный метод существенно влияет в той или иной степени на получаемый результат, так как в зависимости от сферы эксплуатации металлических изделий и конструкций экономически выгодно применять далеко не все технологии оцинковки.
Методы цинкования отличаются между собой следующими свойствами:
Толщиной защитного покрытия — если для габаритных металлоконструкций чем большим будет слой защиты, тем лучше, то для высокоточных мелких деталей необходимо применять цинкование, при котором можно выбирать и контролировать толщину антикоррозионного покрытия. Реализовать это позволяет далеко не всякая технология.
Равномерностью толщины оцинковки — опять же, чем мельче и точнее металлическая деталь, тем выше требования к наносимому на неё защитному покрытию. Например, для опоры ЛЭП не имеет значение, насколько равномерно она будет укрыта цинком, тогда как для деталей, имеющих отверстия, резьбу и фаски — равномерность слоя цинка крайне важна.
Прочностью удержания защитного покрытия на металле — этот параметр сильно зависит от того, каким методом было выполнено цинкование. Так, например, при рассмотренном далее горячем цинке, он не только покрывает поверхность изделия, но также соединяется с ним на молекулярном уровне, что существенно повышает прочность удержания защиты на металле.
Внешним видом оцинкованной детали — в зависимости от применяемой технологии поверхностный слой оксида цинка может быть матовым, глянцевым, а также отличаться оттенками от тёмно-серого до голубоватого.
Стойкостью к механическим повреждениям — чем данный параметр выше, тем дольше продержится защита на изделиях, которые подвергаются тем или иным физическим нагрузкам и агрессивным факторам.
Способностью к самовосстановлению — это способность зависит от толщины нанесённого на металл цинка и характера эксплуатации конструкции или изделия.
Коррозионной устойчивостью — является общим свойством обработанного изделия, которое складывается из совокупности нескольких факторов. В том числе, устойчивость оцинкованной детали к коррозии зависит от толщины цинкового слоя, его равномерности, прочности удержания, а также от стойкости к механическим повреждениям и способности к самовосстановлению.
В современной промышленности наибольшей распространённостью различают следующие технологии цинкования:
Горячее — выполняется посредством погружения обрабатываемых изделий в расплавленный цинк.
Холодное — осуществляется по абсолютной аналогии с обычным окрашиванием вручную или при помощи напыления.
Гальваническое — реализуется путём погружения обрабатываемых деталей в цинкосодержащий электролит, через который пропускается электрический ток.
Термодиффузионное — слой защитного покрытия формируется при помещении обрабатываемой детали в среду, насыщенную порошкообразным цинком.
Газотермическое — на обрабатываемую деталь направляется газовая горелка и в пятно наибольшего нагрева подаётся цинковая проволока или цинковый порошок.
Рассмотрим основные достоинства, недостатки и технологию горячего цинкования
Как делают авто с оцинкованным кузовом на заводе
В заводских условиях цинк наносят на металлические поверхности на одной из начальных стадий. Сначала создают непрерывное полотно из железных листов, сваривая их между собой. Затем листовой материал подвергают прогреву до 800 градусов. После этого полотно обрабатывают цинком, затем убирают для остывания. Это один из самых распространенных вариантов процесса цинкования.







Новый кузов оцинкован
Технология полностью автоматизирована. Для оцинкования листового материала требуется специальное техническое оборудование. При термическом способе нанесения используют производственные печи, так как металл нагревают почти до температуры плавления.
Чем отличаются технологии горячего и холодного цинкования
На данный момент существует два вида цинкования – это горячий и холодный метод. Технологию горячего цинкования разработали 160 лет назад. После открытия этот метод обработки металла был признан стандартом. Это обусловлено высокой степенью защиты обрабатываемых поверхностей от процессов коррозии. После открытия данный метод не изменился с технической точки зрения.
Технология предполагает опускание металлоконструкции в ванну с цинковым составом, разогретым до температуры 400°C. После этого изделие подвешивают до полного высыхания покрытия.
Благодаря полному погружению конструкции в антикоррозийный состав удается получить однородное покрытие, поскольку так цинк заполняет все имеющиеся трещины и труднодоступные участки. Защитное покрытие способно прослужить до 60 лет, период службы напрямую зависит от условий эксплуатации.
Метод холодного цинкования изобрели в 40-х годах прошлого столетия. Благодаря практичности и относительной простоте нанесения антикоррозийных составов популярность данной технологии стремительно растет.
Красноречивым доказательством надежности и долговечности покрытий, наносимых при помощи данной технологии, выступает самый крупный водопровод мира (протяженностью 460 км), расположенный в Австралии.
Конструкция была обработана в 1942 – 1944 гг. притом, что покрытие с того времени не обновлялось. Учитывайте, что в те времена использовалось старое оборудование, а толщина одного слоя покрытия составляла только 75 мкм.
Холодная оцинковка металла предполагает нанесение на металлоповерхности смесей, в которых присутствует цинк в объеме 92 – 96%
Перед тем, как защитное покрытие будет нанесено, важно правильно подготовить поверхность путем ее тщательной очистки от различных загрязнений
Наносить цинкосодержащие составы можно путем окунания детали или, используя кисть, валик и краскопульт.
Когда применяется холодное цинкование?
Холодное цинкование получило широкое применение при обработке автомобильных и судовых деталей, арматуры и труб, мостовых конструкций, цистерн и резервуаров, нефтепроводов и других металлоконструкций.
Широкая сфера применения обусловлена следующими преимуществами технологии:
- Цинковые составы характеризуются высоким уровнем адгезии;
- Для подготовки поверхности не требуются большие финансовые вложения;
- Можно обрабатывать конструкции и детали разной формы и размеров;
- Нанесение защитного покрытия допускается в бытовых условиях;
- После обработки конструкции хорошо поддаются свариванию;
- Детали допускается обрабатывать в следующих температурных условиях: от -20 до +40°C;
- Отсутствие необходимости в демонтаже, транспортировке и повторном монтаже конструкций.
Оценка качества цинкового покрытия
– быть сплошным;
– при визуальном осмотре иметь шероховатую либо гладкую поверхность;
– цвет покрытия – серебристо-блестящий – матовый темно-серый.
– цвета побежалости либо светло-серые пятна;
– рябизна поверхности;
– царапины, риски, следы от захватывающих приспособлений, глубина которых не превышает толщину покрытия (т.е. визуально не видно основного металла).
Если после всех технологических операций на детали просматриваются непокрытые цинком места (не более 2% от общей площади и 2 см в диаметре), допускается нанесение на эти участки: газотермически сформированного слоя (не менее 120 мкм толщиной), либо составов для холодного цинкования с толщиной слоя более 90 мкм и цинком в сухой пленке не менее 80 – 85% (например, Гальванол и др.).
Толщина слоя – от 40 до 200 мкм (более точные значения обуславливаются технической документацией к конкретному изделию и его средой эксплуатации).
Контроль толщины покрытия осуществляется перед хроматированием или нанесением консервационных смазок. В качестве инструмента для измерения применяют такие приборы неразрушающего контроля, как магнитные толщиномеры. Либо проводят металлографический анализ (более трудоемкий процесс).
– крацевание;
– нанесение сетки царапин;
– удара поворотным молотком;
– нагрева.
Достоинства и недостатки оцинковки кузовных элементов
Оцинковку трудно назвать панацеей, но преимущества этого способа антикоррозионной обработки очевидны:
- тонкий слой цинка хорошо защищает чёрный металл от воздействия кислорода, влаги, а также солей, не позволяя распространяться очагам коррозии;
- оцинковка, в зависимости от метода нанесения, может держаться на кузовных деталях 5-25 лет;
- покрытие железных деталей цинком более надёжное и гораздо дешевле, чем использование олова.
К сожалению, подобная защита не является вечной – в среднем ежегодно слой цинка утоньшается на 1-5 микрон. К недостаткам можно отнести и более высокую стоимость по сравнению с обработкой специальной грунтовкой. Но если делать это самостоятельно, процедура окажется в финансовом аспекте не столь обременительной.

Контроль качества покрытий по ГОСТ 9-307
Важные моменты при процедуре описаны контролем Госстандарта. Требований к обработке существует множество, основные из них:
- Требования к металлу, при данном разделе описаны категории изделий из стали, которые можно обрабатывать.
- Внешний вид и качество покрытия, а также толщина готового изделия определены согласно ГОСТу.
- Методы контроля качества определяются способами определения качества готовой продукции.

Процесс горячего цинкования труб
Контроль и его методы подразумевают проверку готовой продукции путем нанесения механических повреждений или специальных меток. Горячее цинкование металлоконструкций определяется также температурным воздействием, изделие нагревается до 200 ⁰С, визуально проверяется на наличие повреждений либо отслаивания металла.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Технология холодного цинкования
Обработка поверхности металлоконструкций осуществляться с использованием разных антикоррозийных композиций, особенности состава, свойства и характеристики которых устанавливаются профильным стандартом – ГОСТ 9.305-84.
Настоящий стандарт определяет требования к металлическим и неметаллическим основаниям, производство которых выполнялось по электрохимической и химической методике.
Согласно требованиям ГОСТ 9.305-84, смеси для проведения холодного цинкования допускается использовать на разных конструкциях, за исключением деталей, выполненных из высокопрочных сталей и магниевых сплавов. Перед нанесением антикоррозийных составов металлическая поверхность проходит определенную подготовку.
Работы по подготовке включают:
- удаление загрязнений и солей путем обмыва поверхности;
- очистка металла абразивоструйным, гидроабразивным или гидродинамическим методом, что позволяет удалить ржавчину и окалину, а также придать поверхности нужный уровень шероховатости;
- высушивание детали, если очистка проводилась гидроабразивным или гидродинамическим методом;
- удаление заусенец, острых кромок и варочных брызг (эти работы выполняются вручную);
- очистка от пыли путем использования воздушных потоков, которые направляют на поверхность под высоким давлением.
Подготовка металлоконструкций предполагает полную очистку поверхности, на которой не должно оставаться жира и следов масел (для этого применяются растворители).
По завершению подготовительных работ проводятся мероприятия по нанесению выбранного состава на поверхность изделия. Холодный способ обработки предполагает поддержание в помещении, где наносится цинковый состав, температурного режима в диапазоне от -20°C до +40°C.
При этом, согласно рекомендациям производителей таких составов, поверхность обрабатываемой детали должна быть минимум на 3°C больше точки росы. Если это условие будет нарушено, то на изделии образуется влага, которая снижает качество нанесенного защитного слоя.
Рассчитывают точку росы при помощи психрометра, термометра, гигрометра или другого устройства. Полученные показания сравнивают с параметрами, которые приведены в таблице.
Каковы преимущества оцинковки автомобиля
Сейчас существует несколько вариантов защиты кузова машины от коррозии, но именно оцинковка является наиболее популярным способом. Причина этого кроется в ряде достоинств данного метода.
Надёжность.
Цинк никак не реагирует на влагу и соли, которые всё время атакуют металл. Это вещество вступает в реакцию с кислородом, и создаёт надёжный барьер, защищающий кузов автомобиля от губительного воздействия агрессивной среды.
-
Доступность.
Цинк отличается низкой стоимостью. Кроме этого, если вы покроете поверхность кузова самостоятельно, то сэкономите приличную сумму на услугах специалистов автомастерских. К тому же, необходимые материалы можно легко найти на автомобильном рынке. -
Долговечность.
Среди всех способов защиты от коррозии именно цинкование отличается самым долгим сроком службы.
Существует несколько способов оцинковки машин. Выбирая метод обработки, учитывайте условия последующей эксплуатации автомобиля и желаемые свойства защитного слоя цинка.
-
Гальваническое цинкование.
Деталь машины погружается в ёмкость с растворённым цинком. К погружаемой части авто, присоединяется электрод с отрицательным зарядом, а к ванной, в которой находится непосредственно сам электролит, положительный. Так к поверхности кузова под воздействием электричества растворяемый анод цинка пристает к погруженному в него металлу. -
Термическое цинкование.
Кузов автомобиля погружается в ёмкость с цинкосодержащим раствором, разогретым до определённой температуры. - Деталь автомобиля обрабатывается цинкосодержащим раствором. Именно этот способ оцинковки часто осуществляется в домашних условиях. Это происходит потому, что для обработки кузова холодной оцинковкой не требуется специальное оборудование такое как при гальваническом оцинковании.
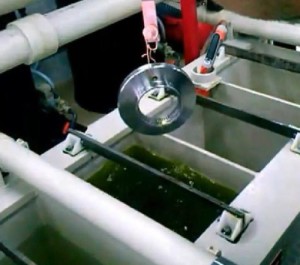
Термический (термодиффузионный) способ оцинковки
Термический способ заключается в помещении обрабатываемого элемента в ванну с горячим цинковым раствором, где под воздействием температуры защита тонким слоем ложится на металл. Отдельные производители автомобилей практикуют нанесение цинка на листы стали, из которой изготавливается кузов, еще в процессе ее проката. Данный способ немного уступает по эффективности гальваническому, однако также служит отличной защитой от ржавчины. Первыми производить автомобили с горячей оцинковкой кузова начали американцы, но уже через несколько лет технология распространилась и на Европу.









Цинкование в домашних условиях
Своими руками возможно провести лишь две методики цинкования — холодную и гальваническую. Именно эти способы просты, доступны, не требуют больших финансовых вложений.
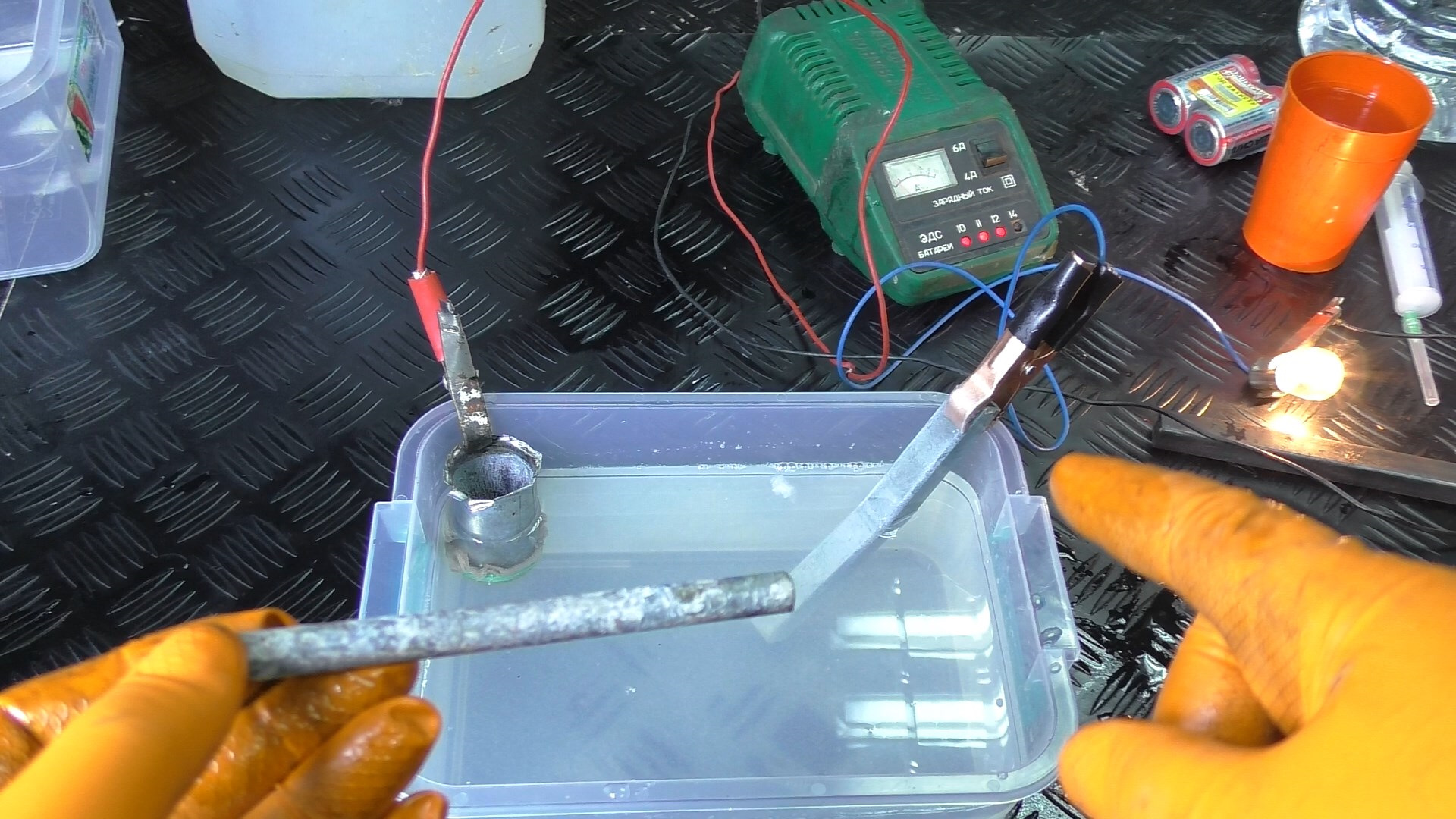
Гальванизация изделий
Перед электрохимическим цинкованием нужно хорошо подготовить деталь. Для этого ее промывают, чистят, протравливают, обезжиривают. Все действия требуют точности, аккуратности. Как источник тока можно использовать обычный автомобильный аккумулятор или зарядное устройство на 6 – 12 Вольт, 2 – 6 Ампер.
На наличие сколов, дефектов, толщину покрытия сильно влияют исходные данные поверхности (рельефность, сложность изгибов), плотность тока на единицу площади, температура раствора электролита. В качестве последнего выступает любая цинковая соль, которая может растворяться в воде.
Лучше всего работает такой раствор:
- цинк сернокислый — 400 г,
- магний либо сернокислый аммоний — 100 г,
- уксуснокислый натрий — 30 г,
- вода — 2 литра.

Можно взять обычный аккумуляторный электролит (вода и серная кислота) и вводить порошок цинка, пока не прекратится реакция. Работать следует только в хорошо проветриваемом помещении с применением перчаток, респиратора, очков.
Деталь помещают в стеклянную посуду (можно заменить винилпластиковой), закрепив на краю емкости. Электролит процеживают, заливают в посуду. Затем делают химическое активирование — изделие помещают в раствор на 10 секунд, достают, промывают водой. После можно приступать к процедуре цинкования.
Готовят цинковый электрод — в любом кусочке цинка сверлят отверстие, продевают медную проволоку, подвешивают в емкости. Желательно, чтобы по площади поверхность электрода была равна детали, которую нужно обрабатывать. Подключают медные провода к источнику питания, минус подводят к самому изделию. Так воздействуют на деталь 10 – 40 минут. В итоге получится качественное цинковое покрытие.
Применяя технологию цинкования, можно надежно защитить изделия от коррозии. В итоге есть шанс своими руками создать крепкое покрытие и серьезно сэкономить на повторной покупке изделий.
Контроль качества покрытий по ГОСТ 9-307
Важные моменты при процедуре описаны контролем Госстандарта. Требований к обработке существует множество, основные из них:
- Требования к металлу, при данном разделе описаны категории изделий из стали, которые можно обрабатывать.
- Внешний вид и качество покрытия, а также толщина готового изделия определены согласно ГОСТу.
- Методы контроля качества определяются способами определения качества готовой продукции.
Процесс горячего цинкования труб
Контроль и его методы подразумевают проверку готовой продукции путем нанесения механических повреждений или специальных меток. Горячее цинкование металлоконструкций определяется также температурным воздействием, изделие нагревается до 200 ⁰С, визуально проверяется на наличие повреждений либо отслаивания металла.
Горячее цинкование
Горячая оцинковка металлических изделий считается наиболее эффективным и долговечным методом борьбы с коррозией.
Однако, с экологической точки зрения данный метод нельзя называть безвредным и безопасным, поскольку цинк подвергается плавлению, металлическая поверхность обрабатывается химическим путем.
Технология данного метода предполагает наличие двух этапов: подготовительного и непосредственной оцинковки.
Видео:
Подготовка заключается в том, что металлическая поверхность сначала обезжиривается, затем необходимо выполнить травление.
После этого поверхность промывается, осуществляется флюсование и все тщательно просушивается.
Горячее цинкование производится, используя специальное оборудование.
После того как изделие высохнет, осуществляется процесс оцинковки: просушенный материал опускается в специальную емкость, где располагается горячий цинк.
Во-первых, необходимо иметь специальное оборудование – ванны, сушильную камеру, печь.
ВАЖНО ЗНАТЬ: Советы по никелированию в домашних условиях
Во-вторых, ее размеры часто бывают ограничены, в результате чего становится невозможным обрабатывать материал больших размеров.
Хотя, нужно отметить, что современное промышленное оборудование позволяет делать горячее цинкование ЛЭП, строительных лесов и пр.
Термодиффузионное цинкование
Данная разновидность оцинковки известна еще как шерардизация.
Технологический процесс заключается в следующем: атомы цинка преобразуются в пар при очень высокой температуре (более 2600°), благодаря чему происходит проникновение в железо.
Данная технология применима в тех случаях, когда необходимо создать оцинкованный слой толщиной, превышающей 15 мкм.
Процесс протекает при высоких температурах и в замкнутом пространстве муфелей (реторт), объемы которых заполняются обрабатываемым изделием и порошком, содержащим цинк.
Покрасить металл данным методом экологически безопасно, а также такая оцинковка характеризуется хорошей адгезией, покрытие из цинка повторяет контур деталей, защитные способности находятся на высоком уровне. Однако цена такого варианта весьма существенна.