
Как выполнять нарезание резьбы?
Порядок выполнения работы по нарезке винтовых канавок в отверстии
Работу выполняют в определенной последовательности.
Начинается с разметки. С помощью керна отмечается центр будущего отверстия
Здесь важно произвести разметку с первого раза. Не допускается наносить несколько последовательных ударов. Достаточно даже несильного воздействия, которое даст углубление
Сверло само определится по центру сверления
Достаточно даже несильного воздействия, которое даст углубление. Сверло само определится по центру сверления.
Сверлить нужно строго перпендикулярно к поверхности. Поэтому, если позволяют условия, нужно воспользоваться станком. Он обеспечит жесткое перемещение шпинделя со сверлом. Если приходится сверлить отверстие более 8 мм, то желательно выполнить эту процедуру в несколько этапов. Сначала сверлится отверстие малого диаметра. Потом рассверливается более крупным. Бывает, что приходится сверлить в три или даже в пять этапов, последовательно увеличивая диаметр отверстия. На последнем этапе применяют тот размер, который требуется по таблице
Внимание! Обязательно следует использовать смазку. Ее можно наносить кисточкой, подавать из пипетки или применять шприц, у которого удалена игла (впрочем, можно применять и с иглой). При невозможности использовать сверлильный станок используют ручные электросверлильные машинки (дрель)
При невозможности использовать сверлильный станок используют ручные электросверлильные машинки (дрель)
Здесь важно строго выдержать положение сверла относительно детали. Опытные мастера для начала работы используют специальные кондукторы, которые обеспечивают перпендикулярный вход сверла. Важно выполнить правильный первый проход
В дальнейшем сверла большего диаметра сами идут в направлении минимальных усилий
Важно выполнить правильный первый проход. В дальнейшем сверла большего диаметра сами идут в направлении минимальных усилий
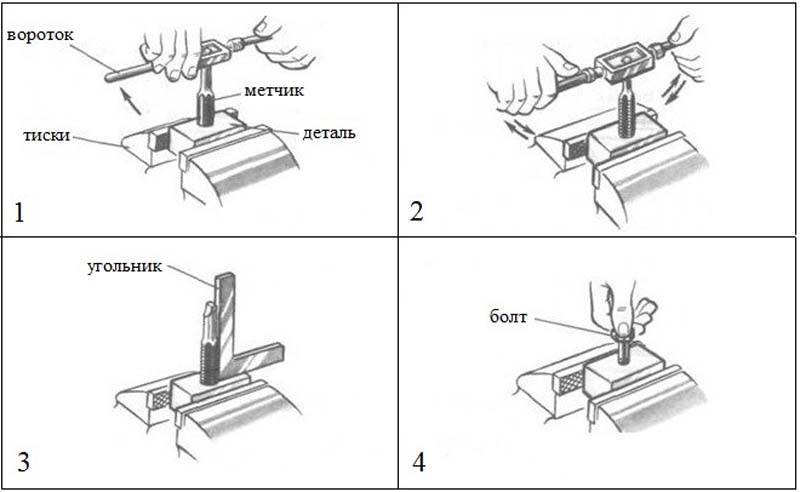
Для облегчения входа метчика в отверстие снимается фаска. Небольшое углубление выполняет две функции: облегчается введение начала рабочей части инструмента; смазка в коническом углублении будет поступать еще в течение некоторого времени, облегчая процесс нарезания резьбы.
Первым используют черновой метчик. Его вставляют в вороток, затем рабочую часть помещают в отверстие. Приходится слегка придавливать инструмент, чтобы началось образование винтовой канавки. Слишком усердствовать нельзя, можно легко сломать метчик.
Проворачивают на один оборот, а потом нужно повернуть обратно на треть, чтобы сломать образовавшуюся стружку. Вращая в обратном направлении, можно почувствовать, когда произойдет излом.
Если приходится нарезать резьбу в глубоком отверстии (более 5 диаметров), то следует периодически выкручивать метчик полностью наружу. Вынув, очищают от прилипшей стружки. Используют металлические щетки
Внимание! Стряхивать пальцами, незащищенными перчатками, или сдувать нельзя. Надо помнить, что правила техники безопасности написаны кровью. Не следует повторять ошибок тех, на чьих примерах формировались эти правила
Не следует повторять ошибок тех, на чьих примерах формировались эти правила.
После полного прохода первым метчиком используют второй. Здесь процесс нарезания идет значительно легче. Обязательно смазывается инструмент. Можно делать два полных оборота, а потом совершать половину оборота в обратную сторону. Правило глубоких отверстий действует и при использовании второго номера. Желательно периодически вынимать наружу и удалять стружку. Она гораздо мельче, чем можно наблюдать при черновом нарезании резьб, но заполняет пространство тоже довольно быстро.
Третий номер используется для чистового нарезания. Можно проворачивать инструмент на два-четыре оборота, а потом совершать обратное вращение на целый оборот назад. Получается довольно качественное резьбовое отверстие.
Технология выполнения внутренней резьбы
Метчик в процессе формирования канавок не только срезает слой металла, но и продавливает материал. Поэтому диаметр сверла должен быть чуть меньше (на 0,5-0,7 мм), чем диаметр подготавливаемой резьбы.
В таблицах ГОСТа указаны D со стандартным и уменьшенным шагом. Рассчитать D металлорежущих сверл с коническим хвостовиком для метрических резьбовых отверстий можно и самостоятельно. Но для этого нужно знать диаметр предполагаемой резьбы. Из этого значения вычитают шаг резьбы, который можно посмотреть в таблице соответствия сверла и метчика.
Если для подготовки посадочного места применяется трехзаходный метчик, то определить диаметр отверстия можно по формуле До = Дм х 0,8. Первое значение это непосредственно нужный диаметр, а Дм – диаметр метчика.
Внутренняя резьба делается в несколько этапов:
- Сверло закрепляется в патроне станка или дрели, на его поверхность наносится смазка (скипидар, керосин, машинное масло). Обороты должны быть выставлены невысокие;
- С помощью керна или молотка делается углубление;
- Перед сверлением нужно убедиться, что сверло расположено строго перпендикулярно, а сама заготовка прочно закреплена в тисках;
- После сверления, используя сверло чуть большего размера, делают фаску;
- После предварительной подготовки приступают к нарезанию. Для грубой черновой обработки используется метчик 1. После двух оборотов по ходу часовой стрелки, один делают в противоположную сторону, это необходимо для удаления образующейся стружки. После черновой работы используют метчик 2, затем 3.
В ходе выполнения манипуляции нужно учитывать, что движения не должны быть слишком затруднены. Если чувствуется сильное препятствие, то стоит повторно использовать предыдущие метчики или тщательно удалить всю стружку из углубления.
Размеры отверстий по ГОСТ
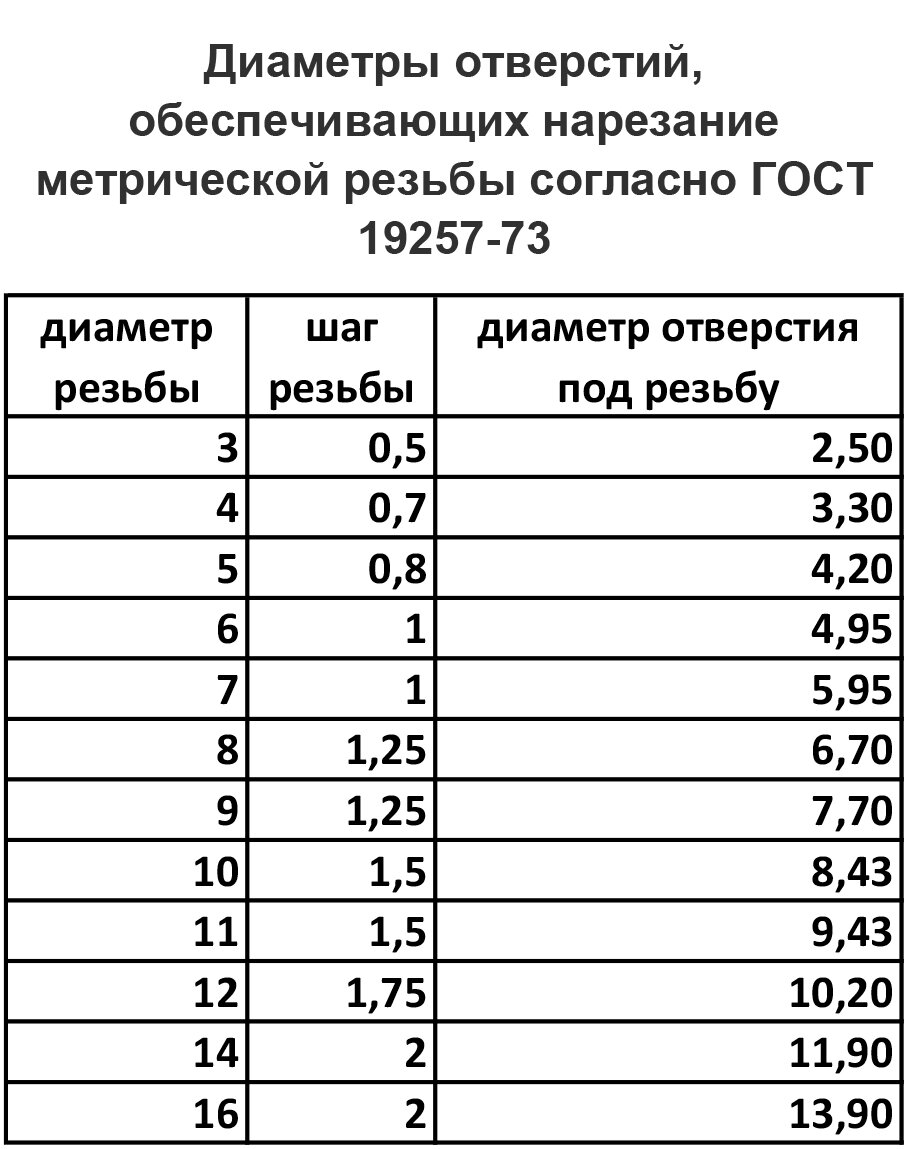
Действующий сегодня государственный стандарт был введен в уже далеком 1973 году, еще в Советском Союзе. Понятно, что за прошедший период он неоднократно пересматривался, но каждый раз после проверок его положения не только не менялись, но и заново утверждались, так как признавались наиболее рациональным и до сих пор актуальными.
Номер нормативного акта – ГОСТ 19257-73, – и он обладает следующими особенностями:
- представляет собой целый комплект различных документов;
- задает условия для четкого соблюдения геометрических показателей, что позволит обеспечить прочность, износостойкость, качество крепежа;
- регламентирует обработку сразу нескольких сплавов – стали, чугуна, меди и алюминия.
Нарезка резьбы на металлической трубе своими руками
При монтаже металлических труб для водопровода или отопления на них приходится нарезать резьбу. Резьбовое соединение труб достаточно надёжно и выдерживает значительное давление (если его правильно сделать), по-этому давайте посмотрим, как нарезать резьбу на мет. трубе своими руками.

Первым делом отрезаем с помощью болгарки или ножовки по металлу нужный отрезок, обязательно контролируя ровность реза, чтобы одна часть трубы не была больше другой — рез должен быть перпендикулярен стенкам трубы.
Труба должна быть очищена от ржавчины, старой краски и т.п., если что-то на ней имеется. Далее срезаем с трубы фаску (внутреннюю или наружную, в зависимости от того, какую резьбу вы нарезаете) для более лёгкого хода режущего инструмента. Фаску можно срезать болгаркой с диском по металлу (→ как работать болгаркой) или лепестковым диском или напильником.

Металлические трубы со срезанной фаской
Нарезка наружной резьбы на трубе плашкой (клуппом)
Всё так же как и со стрежнями, о которых писалось выше, но теперь больше диаметром, что скорее всего потребует некоторой практики и следует потренироваться либо быть крайне аккуратным первый раз. Так же для получения качественной резьбы и последующего хорошего соединения труб нужно работать сначала черновой плашкой, затем чистовой (такие комплекты продаются).
Выбор металла плашки так же важен. Для работы с твёрдыми сплавами следует использовать соответствующие плашки из определённых сплавов, уточняйте это при покупке.
Но, плашка — не столь хороший и мощный инструмент для нарезки резьбы на трубах своими руками, гораздо удобнее использовать клуппы.

Клупп представляет собой практически тот же плашкодержатель, только с направляющей для ровного хода и нарезки резьбы. Одевается клупп на трубу именно этой направляющей.
Одеваем и наживляем клупп на трубу, немного вкрутив его руками, далее нужно использовать либо специальный инструмент — трещётку, которой удобно крутить клупп, но для бытовых нужд подойдёт и большой разводной или газовый ключ.
Одна часть трубы должна быть, естественно, зафиксирована в тисках. Если труба нарезается по месту, то смотрите, чтобы её где-то не вырвало от усилия, применяемого к клуппу. Трубу можно зафиксировать с помощью второго газового ключа, но лучше это делать второму человеку, т.к. нарезать резьбу одной рукой проблематично.
Нарезка внутренней резьбы на трубе метчиком
Иногда приходится нарезать на мет. трубах и внутреннюю резьбу. Делается это так же с помощью метчика, только уже более большого диаметра.
Для нарезки хорошей резьбы следует использовать миниму 2 метчика — черновой и чистовой
Важно правильно подобрать метчик под диаметр трубы. Так, внутренний диметр трубы должен быть больше на длину витка метчика (если более точно, то на толщину реза), это указывается на самом метчике
Нарезка производится сначала одним метчиком, затем вторым. Главное — строго соблюдать перпендикулярность хода метчика и контролировать его. На этом всё, успехов в нарезке резьбы!
Оставляйте ваши советы и комментарии ниже. Подписывайтесь на новостную рассылку. Успехов вам, и добра вашей семье!
Технология нарезания резьбы в отверстиях гост резьба
Перед началом формирования резьбовых канавок с помощью инструмента сверлится отверстие. В зависимости от конструктивных особенностей оно может быть сквозным или глухим. Сверло сконструировано так, что винтовая поверхность выводит основную часть стружки. Но следует помнить, что внутри может оставаться определенная часть остатков от сверления. Поэтому, если позволяет масса и внешние параметры, производят вытряхивание на специальные уловители.
На громоздких изделиях подобные операции выполнить трудно, поэтому выдувают струей сжатого воздуха.
Внимание! Органы зрения и дыхания должны быть защищены от продуктов, которые могут оказаться внутри отверстий. Начинающие мастера часто интересуются, какой диаметр должен быть в отверстии, где требуется нарезать резьбу. Самое простое – это воспользоваться формулой:
Самое простое – это воспользоваться формулой:
Начинающие мастера часто интересуются, какой диаметр должен быть в отверстии, где требуется нарезать резьбу. Самое простое – это воспользоваться формулой:
Dотв = 0,8·М, мм,
здесь Dотв – диаметр отверстия, мм; М – размер метрической резьбы по номеру.
Для большинства металлов подобное определение будет достаточным. Возможно, потребует приложить несколько большее усилие при выполнении работы, но результат будет удовлетворительным.
Например, для М6 нетрудно подсчитать по приведенной формуле требуемое значение сверла по металлу. Оно получится равным Dотв = 6 · 0,8 =4,8 мм.
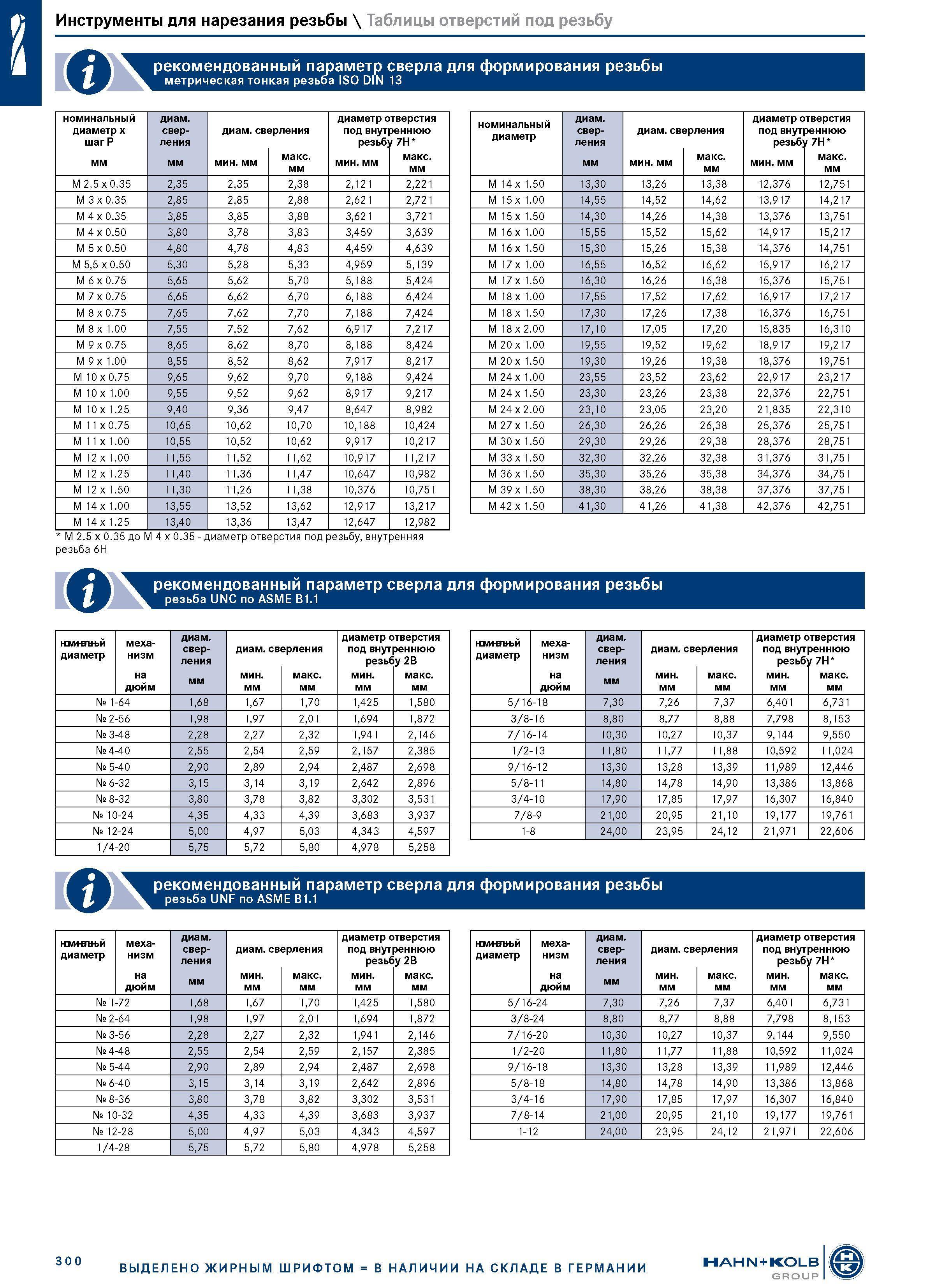
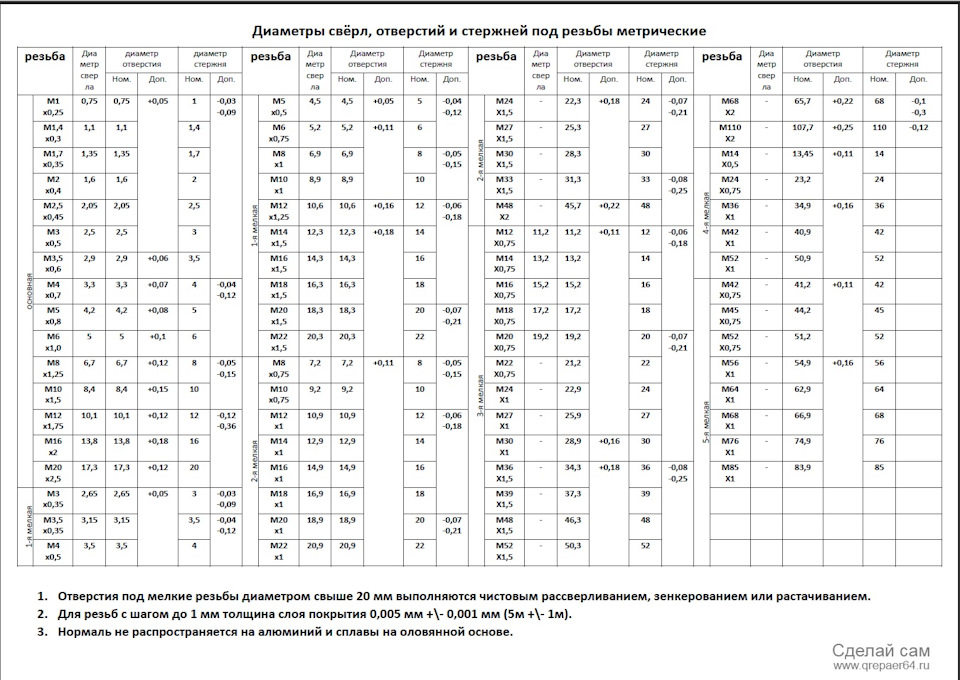
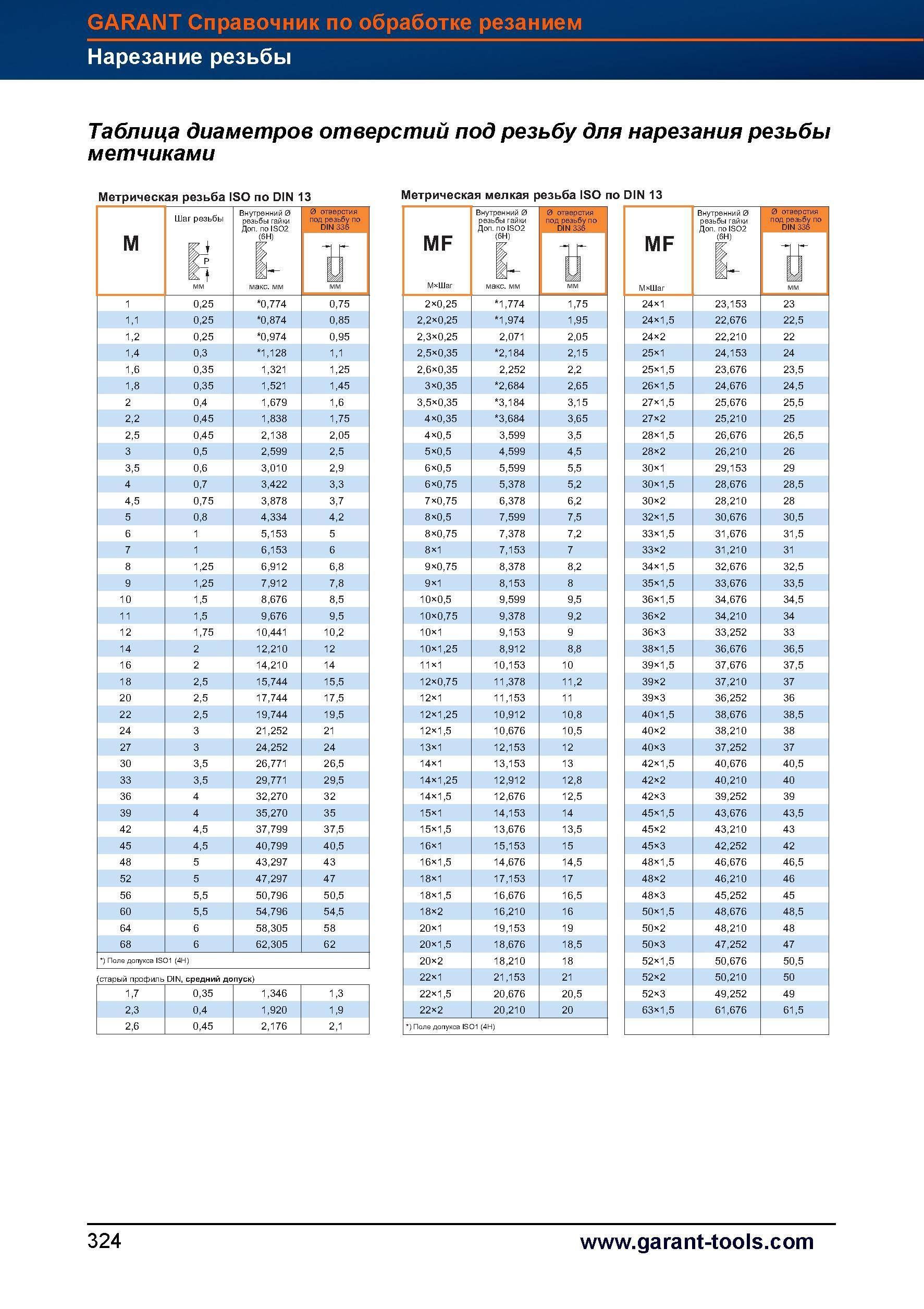
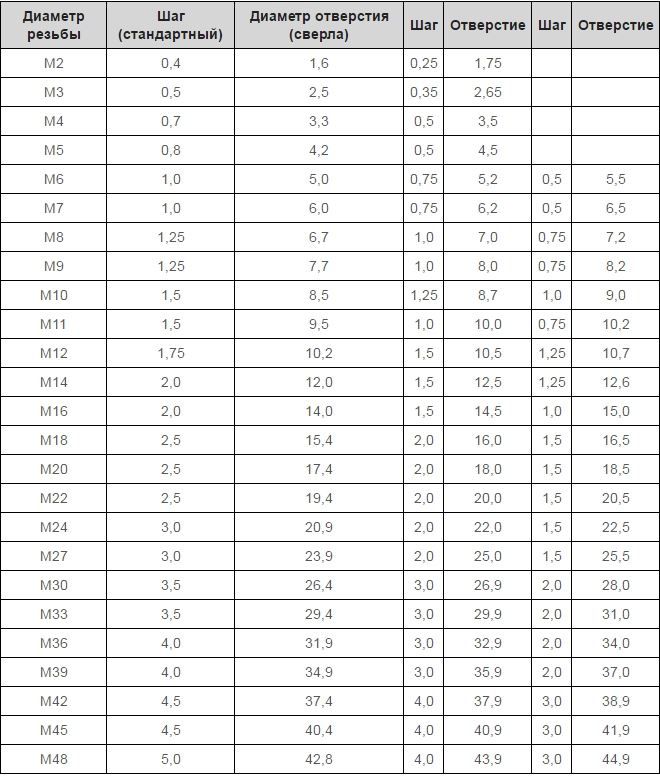
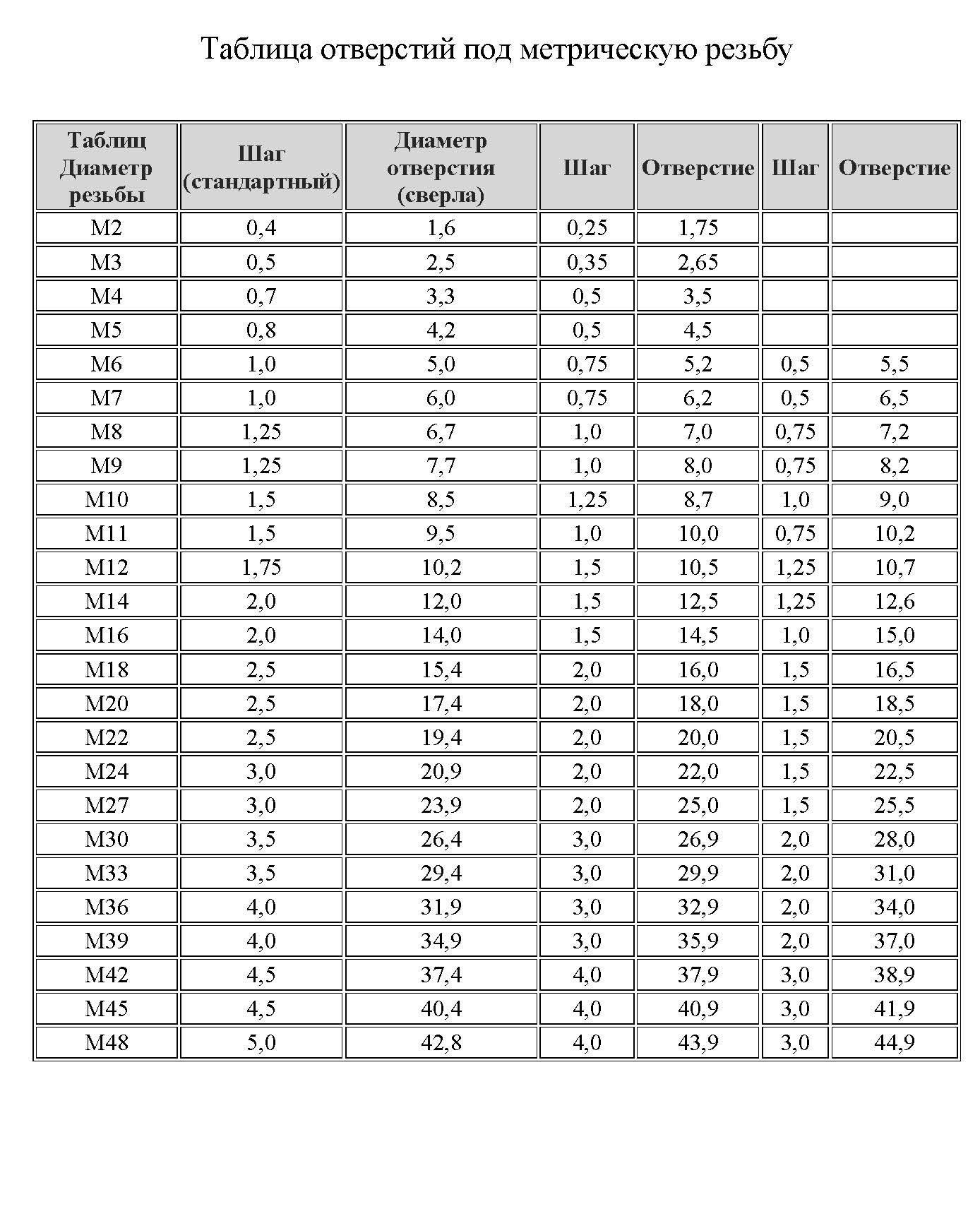
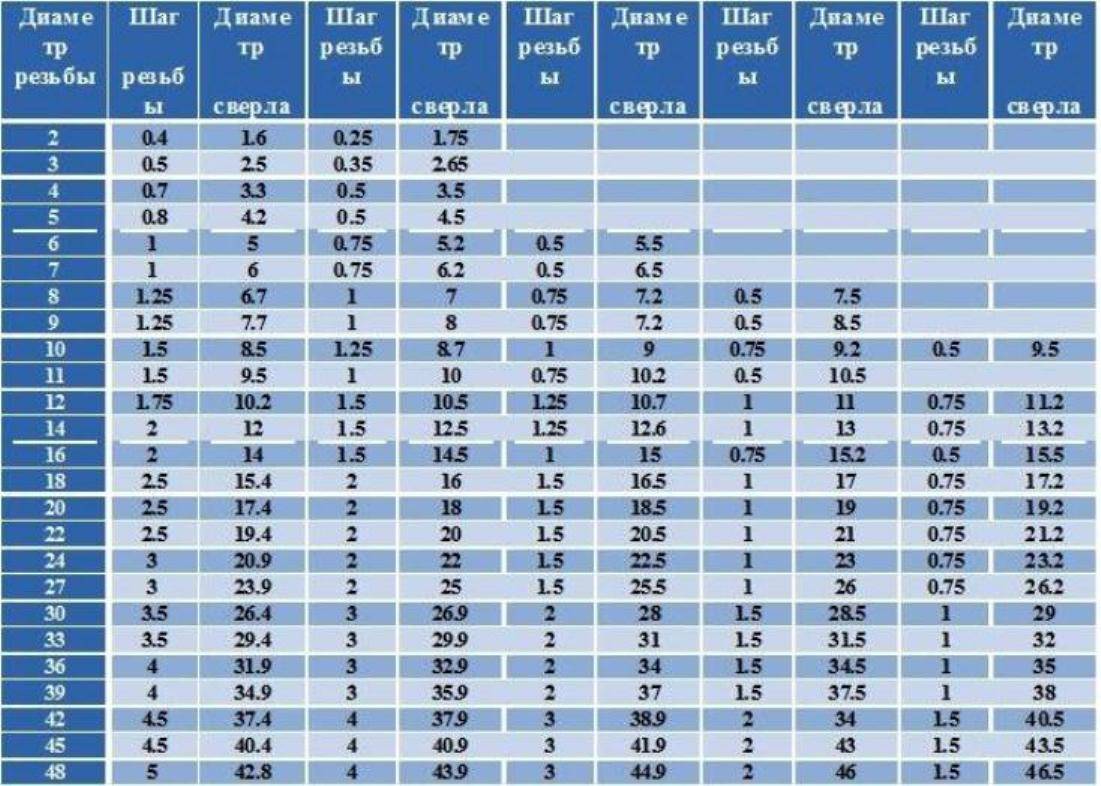
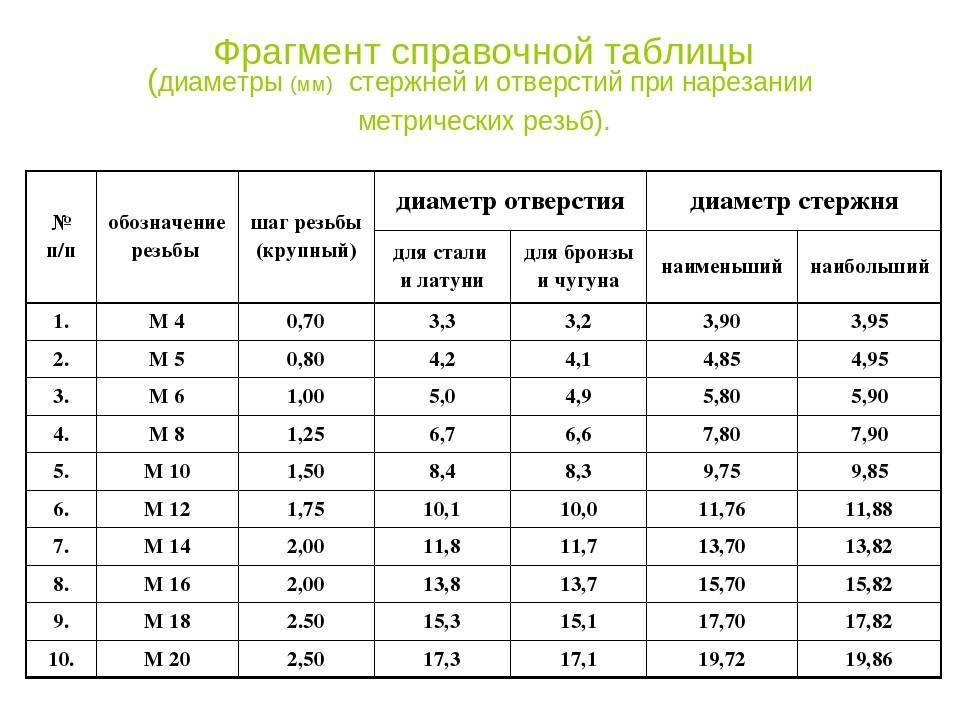
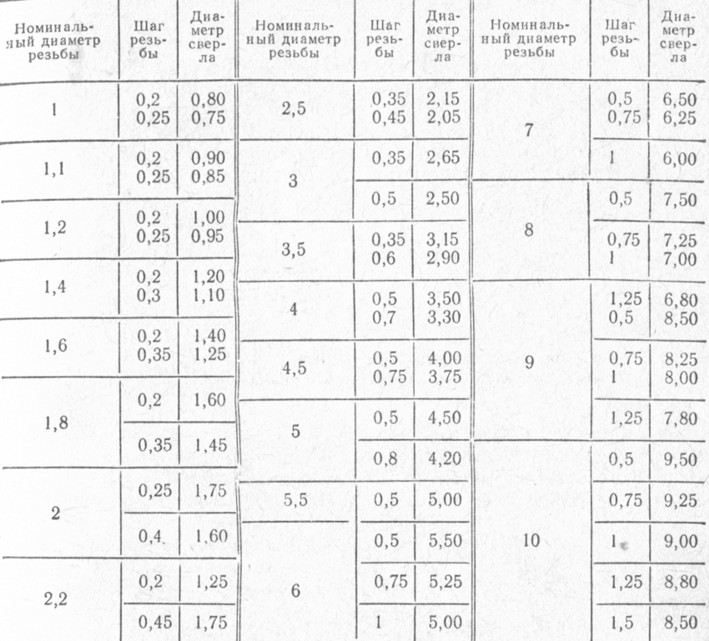
Для более точного определения используют специальные таблицы.
Таблица 1: Размеры отверстий для нарезания метрической резьбы гост резьба
| Номи-нальный диаметр | Стандартный шаг | Мелкий шаг | ||||||
| Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр с учетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр с учетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | |
| М4 | 0,70 | 3,393 | 3,323 | 3,3 | 0,50 | 3,567 | 3,517 | 3,5 |
| М5 | 0,80 | 4,307 | 4,227 | 4,2 | 0,50 | 4,567 | 4,517 | 4,5 |
| М6 | 1,00 | 5,133 | 5,033 | 5,0 | 0,75 | 5,350 | 5,275 | 5,3 |
| М7* | 1,00 | 6,133 | 6,033 | 6,0 | 0,80 | 6,307 | 6,227 | 6,2 |
| М8 | 1,25 | 6,917 | 6,792 | 6,8 | 1,00 | 7,133 | 7,033 | 7,0 |
| М9* | 1,25 | 7,917 | 7,792 | 7,8 | 1,00 | 8,133 | 8,033 | 8,0 |
| М10 | 1,50 | 8,700 | 8,550 | 8,6 | 1,25 | 8,917 | 8,792 | 8,8 |
| М11* | 1,50 | 9,700 | 9,550 | 9,6 | 1,00 | 10,133 | 10,033 | 10,0 |
| М12 | 1,75 | 10,484 | 10,309 | 10,3 | 1,50 | 10,700 | 10,550 | 10,6 |
| М13* | 1,75 | 11,484 | 11,309 | 11,3 | 1,50 | 11,700 | 11,550 | 11,6 |
| М14 | 2,00 | 12,267 | 12,067 | 12,1 | 1,50 | 12,700 | 12,550 | 12,6 |
| М15* | 2,00 | 13,267 | 13,067 | 13,1 | 1,75 | 13,484 | 13,309 | 13,3 |
| М16 | 2,50 | 13,834 | 13,584 | 13,6 | 1,50 | 14,700 | 14,550 | 14,6 |
| М18 | 2,50 | 15,834 | 15,584 | 15,6 | 1,50 | 16,700 | 16,550 | 16,6 |
| М20 | 2,50 | 17,834 | 17,584 | 17,6 | 1,50 | 18,700 | 18,550 | 18,6 |
| М22 | 2,50 | 19,834 | 19,584 | 19,6 | 2,00 | 20,267 | 20,067 | 20,1 |
| М24 | 3,00 | 21,400 | 21,100 | 21,1 | 2,00 | 22,267 | 22,067 | 22,1 |
| М25* | 3,00 | 22,400 | 22,100 | 22,1 | 2,00 | 23,267 | 23,067 | 23,1 |
| М27 | 3,00 | 24,400 | 24,100 | 24,1 | 2,00 | 25,267 | 25,067 | 25,1 |
| М30 | 3,50 | 26,967 | 26,617 | 26,6 | 2,50 | 27,834 | 27,584 | 27,6 |
| М33 | 3,50 | 29,967 | 29,617 | 29,6 | 2,50 | 30,834 | 30,584 | 30,6 |
| М36 | 4,00 | 32,534 | 32,134 | 32,1 | 3,00 | 33,400 | 33,100 | 33,1 |
| М39 | 4,00 | 35,534 | 35,134 | 35,1 | 3,00 | 36,400 | 36,100 | 36,1 |
| М40* | 4,00 | 36,534 | 36,134 | 36,1 | 3,00 | 37,400 | 37,100 | 37,1 |
| М42 | 4,50 | 38,100 | 37,650 | 37,7 | 3,50 | 38,967 | 38,617 | 38,6 |
| М45 | 4,50 | 41,100 | 40,650 | 40,7 | 3,50 | 41,967 | 41,617 | 41,6 |
| М48 | 5,00 | 43,667 | 43,167 | 43,2 | 4,00 | 44,534 | 44,134 | 44,1 |
* – специальные типы резьбы.
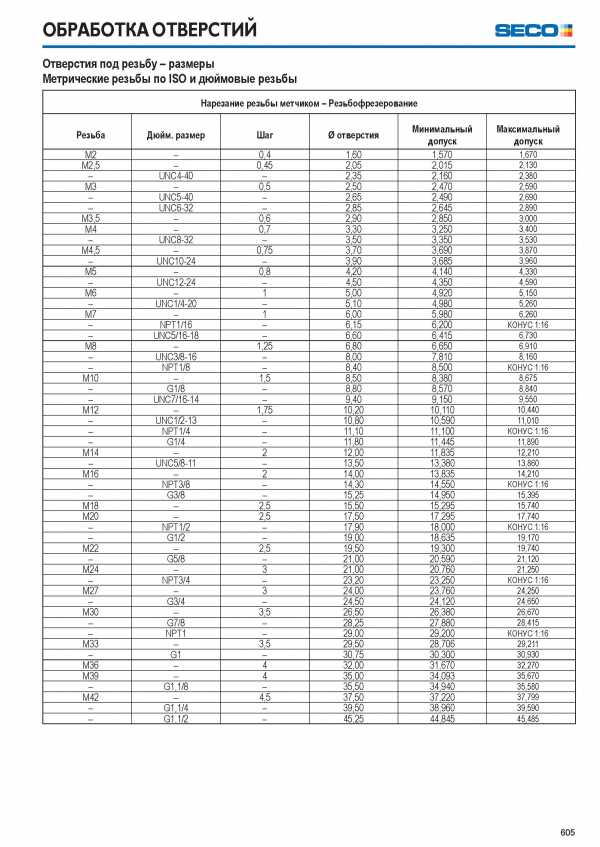
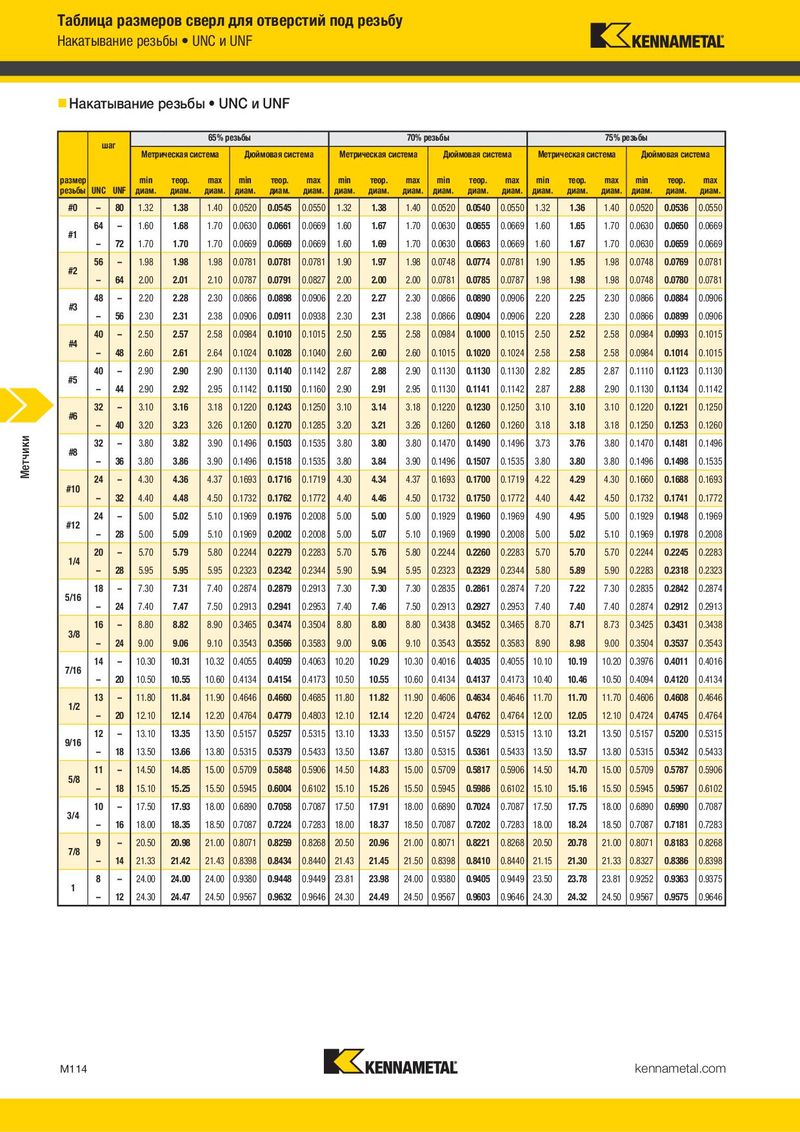
Таблица 2: Размеры отверстий для нарезания дюймовой резьбы гост резьба
| Номи- нальный диаметр | Стандартный шаг | Мелкий шаг | ||||||
| Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр сучетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр сучетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | |
| 1/16″ | 0,40 | 1,203 | 1,163 | 1,2 | 0,30 | 1,328 | 1,298 | 1,3 |
| 1/12″ | 0,50 | 1,636 | 1,586 | 1,6 | 0,45 | 1,727 | 1,682 | 1,7 |
| 1/8″ | 0,60 | 2,598 | 2,538 | 2,5 | 0,50 | 2,742 | 2,692 | 2,7 |
| 1/10″ | 0,65 | 1,915 | 1,850 | 1,9 | 0,55 | 2,063 | 2,008 | 2,0 |
| 1/6″ | 0,70 | 3,561 | 3,491 | 3,5 | 0,50 | 3,753 | 3,703 | 3,7 |
| 3/16″ | 1,00 | 3,801 | 3,701 | 3,7 | 0,80 | 4,069 | 3,989 | 4,0 |
| 1/4″ | 0,75 | 5,629 | 5,554 | 5,6 | 0,75 | 5,700 | 5,625 | 5,6 |
| 5/16″ | 0,95 | 7,024 | 6,929 | 6,9 | 0,80 | 7,244 | 7,164 | 7,2 |
| 3/8″ | 1,10 | 8,468 | 8,358 | 8,4 | 0,95 | 8,702 | 8,607 | 8,6 |
| 7/16″ | 1,30 | 9,863 | 9,733 | 9,7 | 1,10 | 10,159 | 10,049 | 10,0 |
| 1/2″ | 1,55 | 11,210 | 11,055 | 11,1 | 1,34 | 11,539 | 11,405 | 11,4 |
| 9/16 | 1,60 | 12,750 | 12,590 | 12,6 | 1,40 | 13,074 | 12,934 | 12,9 |
| 3/4″ | 1,65 | 17,464 | 17,299 | 17,3 | 1,50 | 17,750 | 17,600 | 17,6 |
| 1″ | 2,54 | 22,959 | 22,705 | 22,7 | 1,89 | 23,762 | 23,573 | 23,6 |
| 1 1/4″ | 3,25 | 28,627 | 28,302 | 28,3 | 2,80 | 29,324 | 29,044 | 29,0 |
| 1 1/2″ | 4,25 | 34,015 | 33,590 | 33,6 | 3,72 | 34,876 | 34,504 | 34,5 |
| 1 3/4″ | 5,20 | 39,452 | 38,932 | 38,9 | 4,35 | 40,680 | 40,245 | 40,2 |
| 2″ | 6,34 | 44,707 | 44,073 | 44,1 | 5,64 | 45,913 | 45,349 | 45,3 |
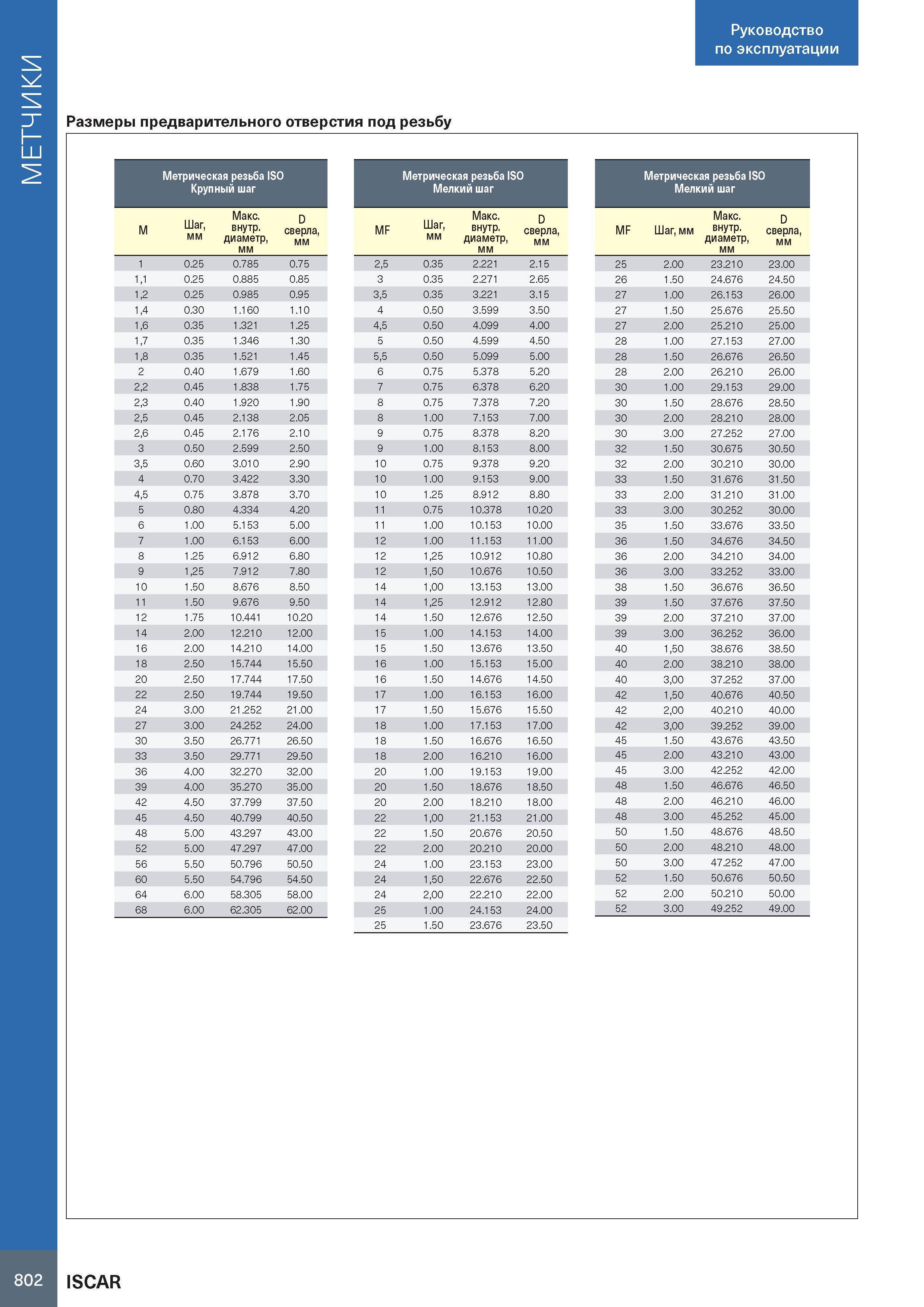
Диаметры отверстий под резьбу
В сфере машиностроения и металлообработки применяются внутренние метрические резьбы
Для молодых специалистов важно знать диаметры отверстий под резьбу, а так же допуски. При выполнении точных отверстий под резьбу молодые специалисты не только могут нарезать точную резьбу, но и возможно сократить брак
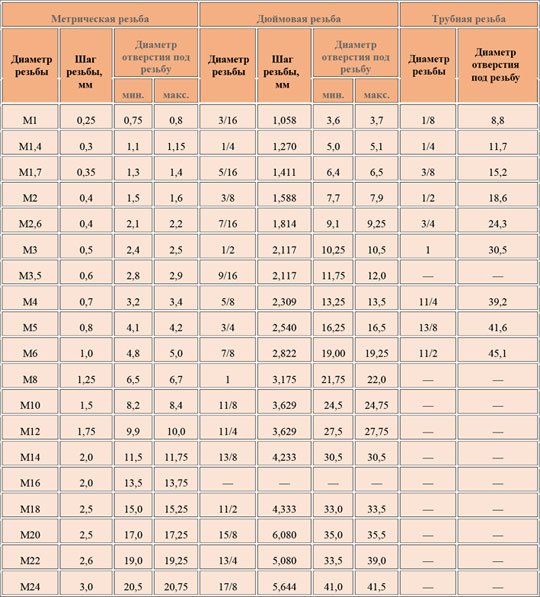
Таблица диаметров отверстий под нарезание внутренней метрической резьбы с допусками регламентированы ГОСТ 16093-81 (ГОСТ 19257-73).
Таблица диаметров отверстий под нарезание внутренней метрической резьбы
| Номинальный диаметр внутренней резьбы d | Шаг внутренней резьбы Р | Диаметр сверла | Диаметр отверстий под внутреннюю резьбу с полем допуска | |||
| 4H5H5H6H6H
7H |
4H5H | 5H6H6H | 7H | |||
| Номинальный диаметр | Предельные отклонения | |||||
| 1,4 | 0,3 | 1,10 | 1,10 | +0,04 | +0,06 | — |
| 1,6 | 0,35 | 1,25 | 1,25 | +0,05 | +0,07 | — |
| 2,0 | 0,4 | 1,60 | 1,60 | +0,06 | +0,08 | — |
| 0,25 | 1,75 | 1,75 | +0,04 | +0,06 | — | |
| 2,5 | 0,45 | 2,05 | 2,05 | +0,07 | +0,06 | — |
| 3,0 | 0,5 | 2,50 | 2,50 | +0,08 | +0,10 | +0,14 |
| 0,35 | 2,65 | 2,65 | +0,05 | +0,07 | — | |
| 4,0 | 0,7 | 3,30 | 3,30 | +0,08 | +0,12 | +0,016 |
| 0,5 | 3,50 | 3,50 | +0,08 | +0,10 | +0,14 | |
| 5,0 | 0,8 | 4,20 | 4,20 | +0,11 | +0,17 | +0,22 |
| 0,5 | 4,50 | 4,50 | +0,08 | +0,10 | +0,14 | |
| 6,0 | 1,0 | 5,0 | 4,95 | +0,17 | +0,20 | +0,26 |
| 0,75 | 5,25 | 5,20 | +0,11 | +0,17 | +0,22 | |
| 0,5 | 5,50 | 5,50 | +0,08 | +0,10 | +0,14 | |
| 8,0 | 1,25 | 6,80 | 6,70 | +0,17 | +0,20 | +0,26 |
| 1,0 | 7,0 | 6,95 | +0,17 | +0,20 | +0,26 | |
| 0,75 | 7,25 | 7,20 | +0,11 | +0,17 | +0,22 | |
| 0,5 | 7,50 | 7,50 | +0,08 | +0,10 | +0,14 | |
| 10,0 | 1,5 | 8,50 | 8,43 | +0,19 | +0,22 | +0,30 |
| 1,25 | 8,80 | 8,70 | +0,17 | +0,20 | +0,26 | |
| 1,0 | 9,0 | 8,95 | +0,17 | +0,20 | +0,26 | |
| 0,75 | 9,25 | 9,20 | +0,11 | +0,17 | +0,22 | |
| 0,5 | 9,5 | 9,50 | +0,08 | +0,10 | +0,14 | |
| 12,0 | 1,75 | 10,2 | 10,20 | +0,21 | +0,27 | +0,36 |
| 1,5 | 10,5 | 10,43 | +0,19 | +0,22 | +0,30 | |
| 1,25 | 10,8 | 10,7 | +0,17 | +0,20 | +0,26 | |
| 1,0 | 11,0 | 10,95 | +0,17 | +0,20 | +0,26 | |
| 0,75 | 11,25 | 11,20 | +0,11 | +0,17 | +0,22 | |
| 0,5 | 11,5 | 11,50 | +0,08 | +0,10 | +0,14 | |
| 14 | 2 | 12,0 | 11,90 | +0,24 | +0,30 | +0,40 |
| 1,5 | 12,5 | 12,43 | +0,19 | +0,22 | +0,30 | |
| 1,25 | 12,8 | 12,70 | +0,17 | +0,20 | +0,26 | |
| 1 | 13,0 | 12,95 | +0,17 | +0,20 | +0,26 | |
| 0,75 | 13,25 | 13,20 | +0,11 | +0,17 | +0,22 | |
| 0,5 | 13,5 | 13,50 | +0,08 | +0,10 | +0,14 | |
| 16 | 2 | 14,0 | 13,9 | +0,24 | +0,30 | +0,40 |
| 1,5 | 14,5 | 14,43 | +0,19 | +0,22 | +0,30 | |
| 1 | 15,0 | 14,95 | +0,17 | +0,20 | +0,26 | |
| 18 | 2 | 16,0 | 15,90 | +0,24 | +0,30 | +0,40 |
| 1,5 | 16,5 | 16,43 | +0,19 | +0,22 | +0,30 | |
| 1 | 17,0 | 16,95 | +0,17 | +0,20 | +0,26 | |
| 0,75 | 17,25 | 17,2 | +0,11 | +0,17 | +0,22 | |
| 20 | 2,5 | 17,5 | 17,35 | +0,30 | +0,40 | +0,53 |
| 1,5 | 18,5 | 18,43 | +0,19 | +0,22 | +0,30 | |
| 1,0 | 19,0 | 18,95 | +0,17 | +0,20 | +0,26 | |
| 0,75 | 19,26 | 19,20 | +0,11 | +0,17 | +0,22 |
Скрытый брак не допускается!
Как правильно наносить витки
Выбирая сверло для нарезания резьбы, необходимо помнить и о том, как и когда его использовать. Например, бессмысленно и даже вредно пытаться сделать посадочное место в каленом железе, ведь оно прошло термическую подготовку, а значит приобрело низкую устойчивость к подобным воздействиям и может просто раскрошиться.
Перед проведением технологической операции следует позаботиться о том, чтобы под рукой были зажимы и тиски. Станок, естественно, должен быть в пригодном к эксплуатации состоянии.
В процессе труда следует:
- перемещать инструмент медленно и плавно, без рывков;
- по завершении внимательно осматривать изделие, даже если оно простой формы, и не лениться его шлифовать;
- выполнять предварительный нагрев заготовки, в тех случаях, когда это требуется;
- регулярно проворачивать лезвие в обратную сторону, обламывая таким образом стружку и предотвращая заклинивание воротка.
Подготовка
Прежде чем браться за работу, тщательно счистите ржавчину, масляные разводы и любые другие загрязнения или посторонние вещества с контактных поверхностей. Затем просушите деталь и смажьте ту ее часть, на которой появится нить. Чем? Смотря из чего сделаны ваши резьбовые сверла, таблица совместимости выглядит следующим образом:
| Средство | Материал | ||||
| Сталь | Алюминий | Латунь | Медь | Чугун | Бронза |
| Мыльная вода | + | + | + | + | Лучше поддаются обработке «насухую» |
| Льняное масло | + | – | + | – | |
| Покупная эмульсия | + | + | + | + | |
| Керосин | – | + | – | – | |
| Скипидар | – | – | – | + | |
| Сало и минеральное, машинное масла | Способствует налипанию стружки из-за своей вязкой структуры, поэтому практически не подходит |
Процесс создания наружной насечки
Труба или прут зажимаются тисками в вертикальном положении. Плашка должна применяться строго горизонтально, не шататься, не срываться, а натягиваться плотно и ровно
С особенным вниманием отнеситесь к начальным виткам – от их нарезания зависит дальнейшая укладка нитей. Сделайте два подхода – черновой и чистовой
Первый инструмент менее глубокий, второй на 0,5-1 мм глубже. Для вращения плашки в торцовые отверстия вставляются плашкодержатели или воротки. Посмотрим на видео этот процесс:
Технология нанесения внутренней насечки
Поступаете схожим образом:
- надежно зажимаете деталь;
- выполняете отверстие и шлифуете его края;
- наносите смазку и вводите двухпроходное черновое приспособление, вкручивая его постепенно и медленно, регулярно обламывая стружку; затем используете чистовой инструмент.
Порядок работ хорошо показан в ролике ниже.
Ну а теперь еще немного полезной статистики.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
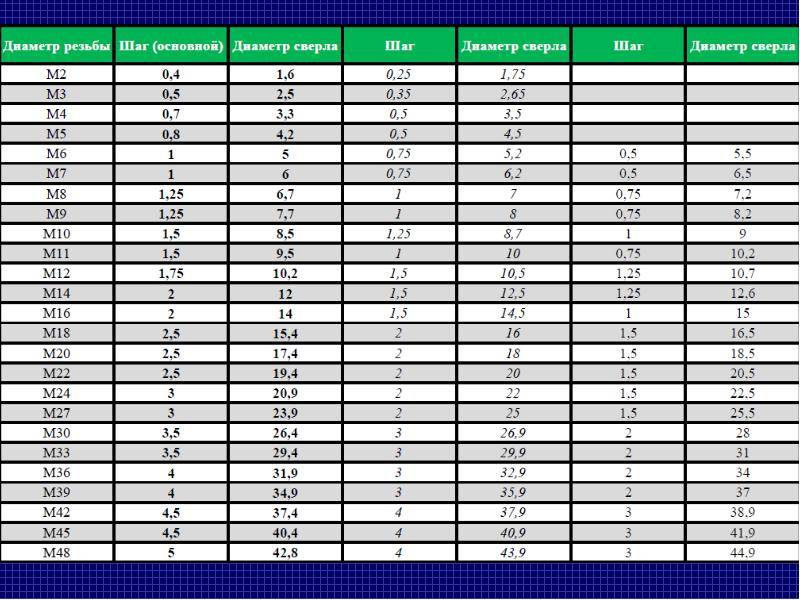
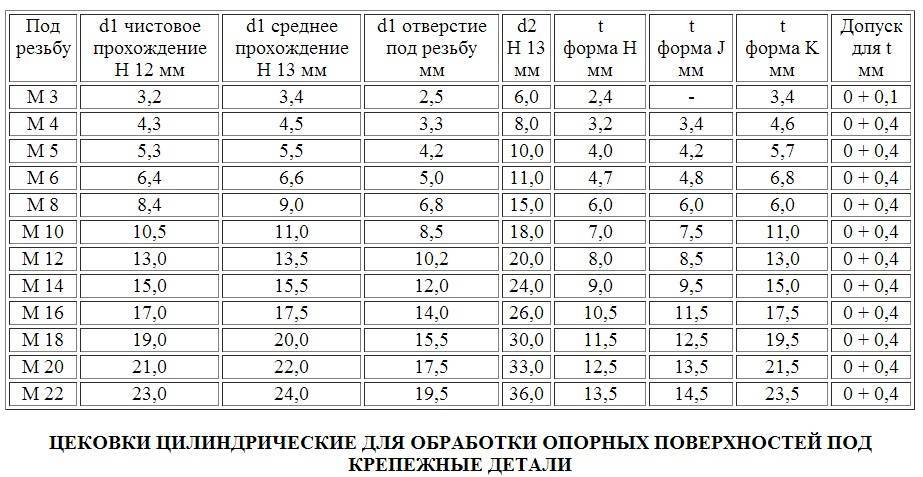
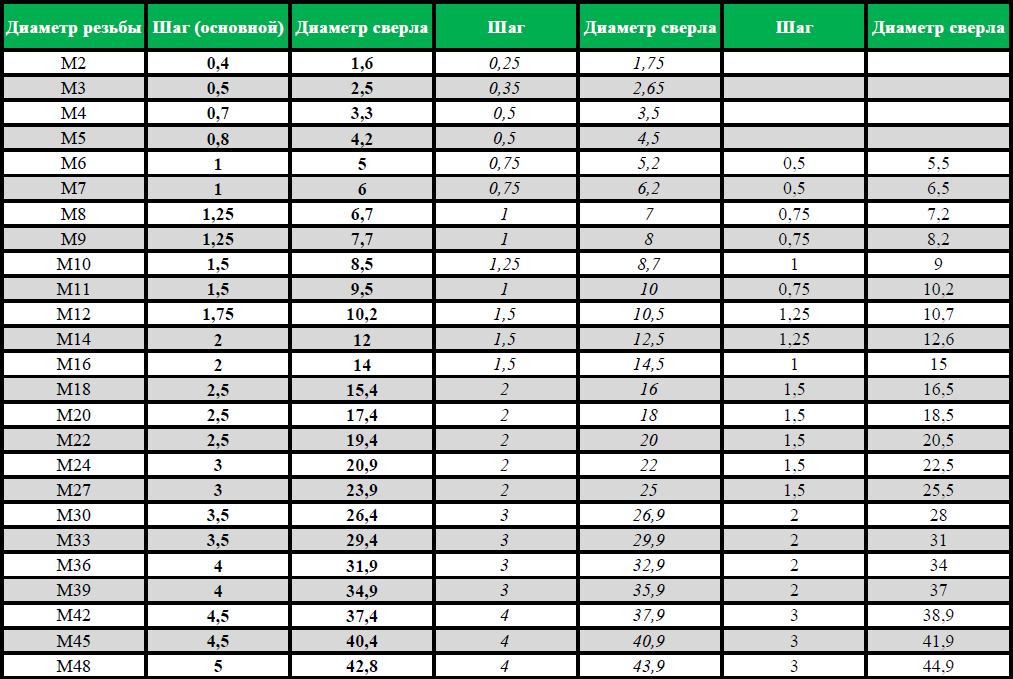
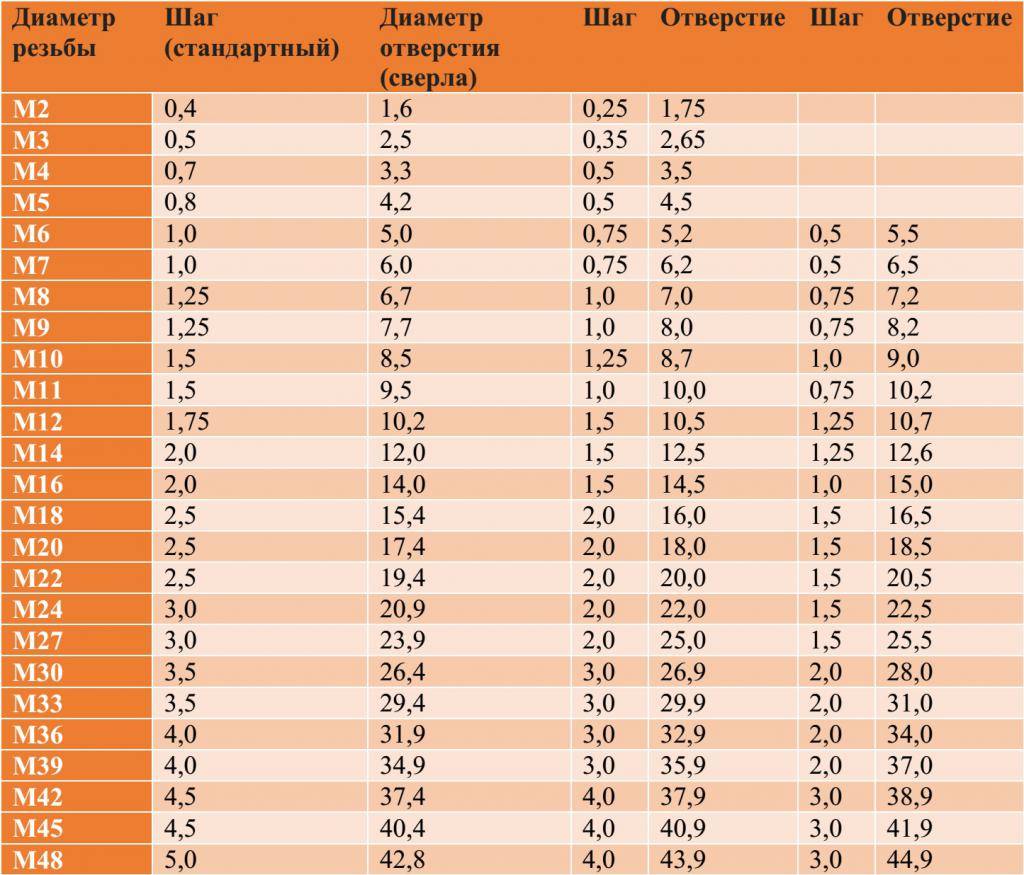
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
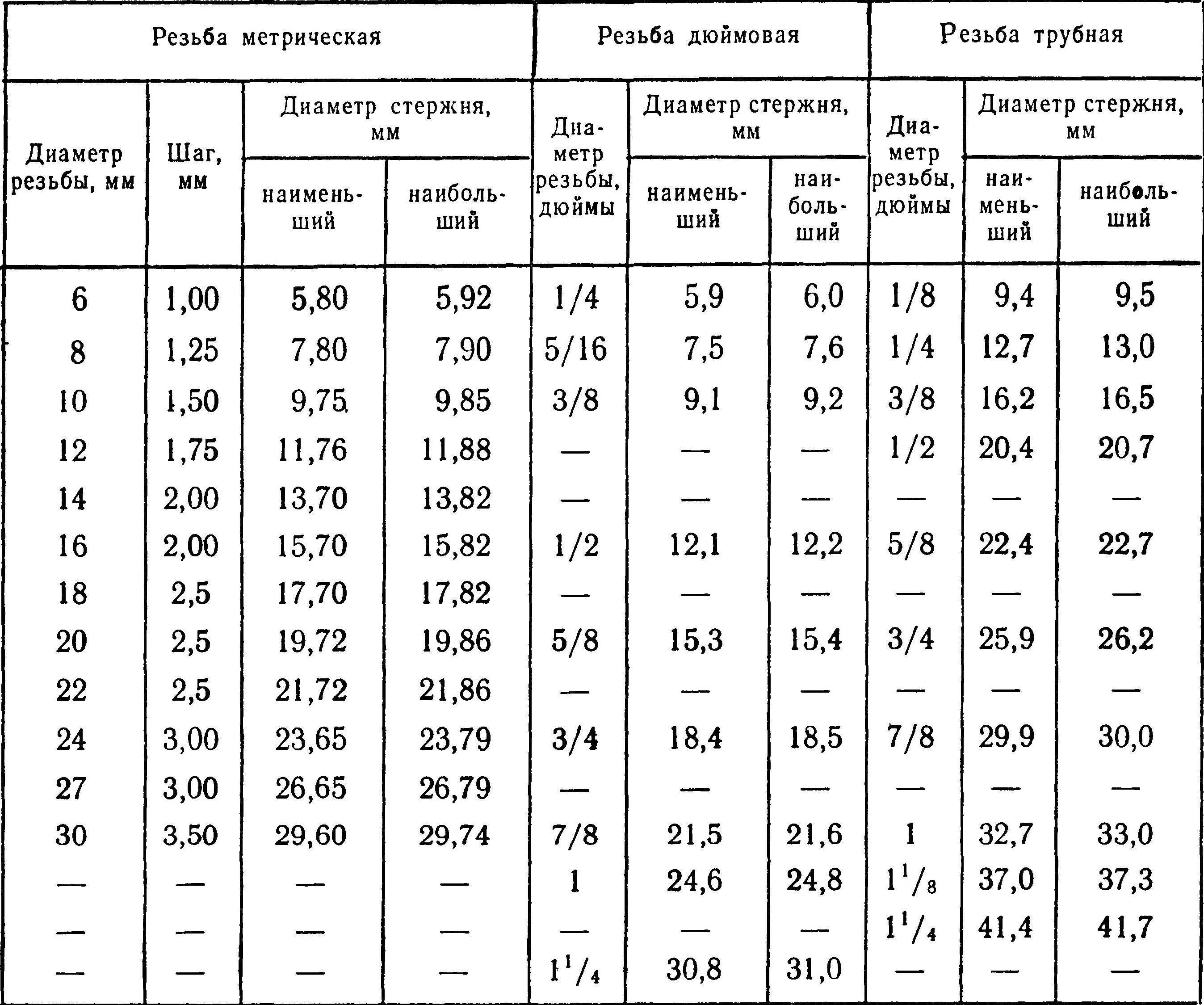
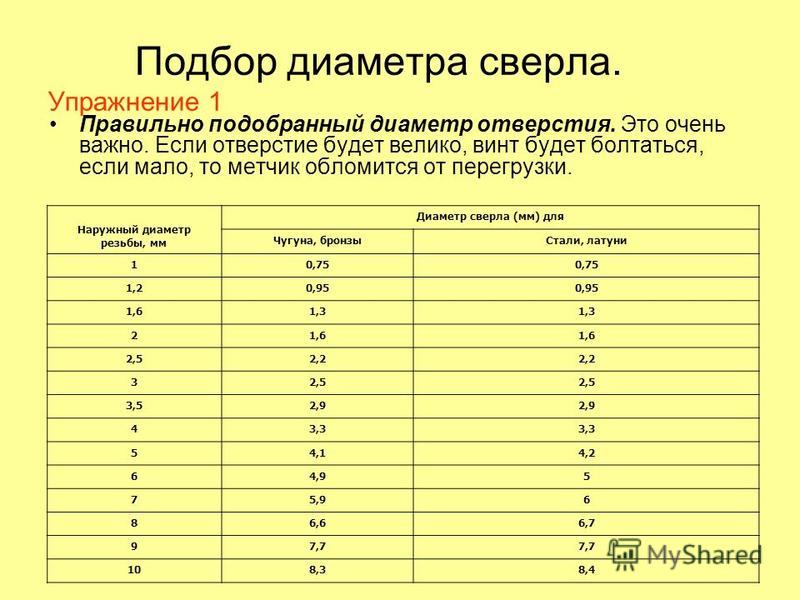
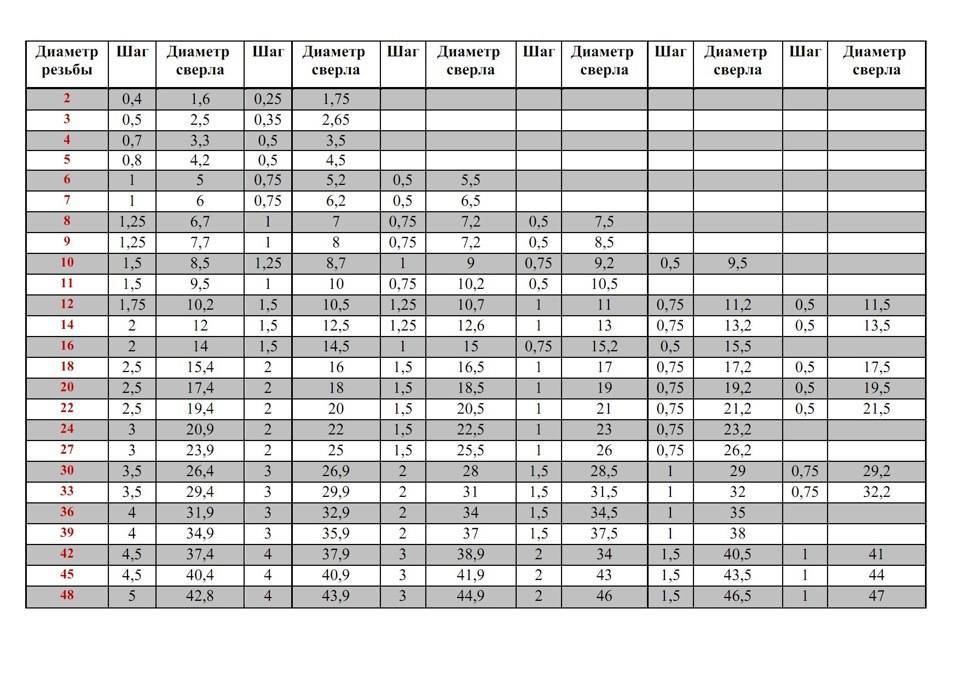
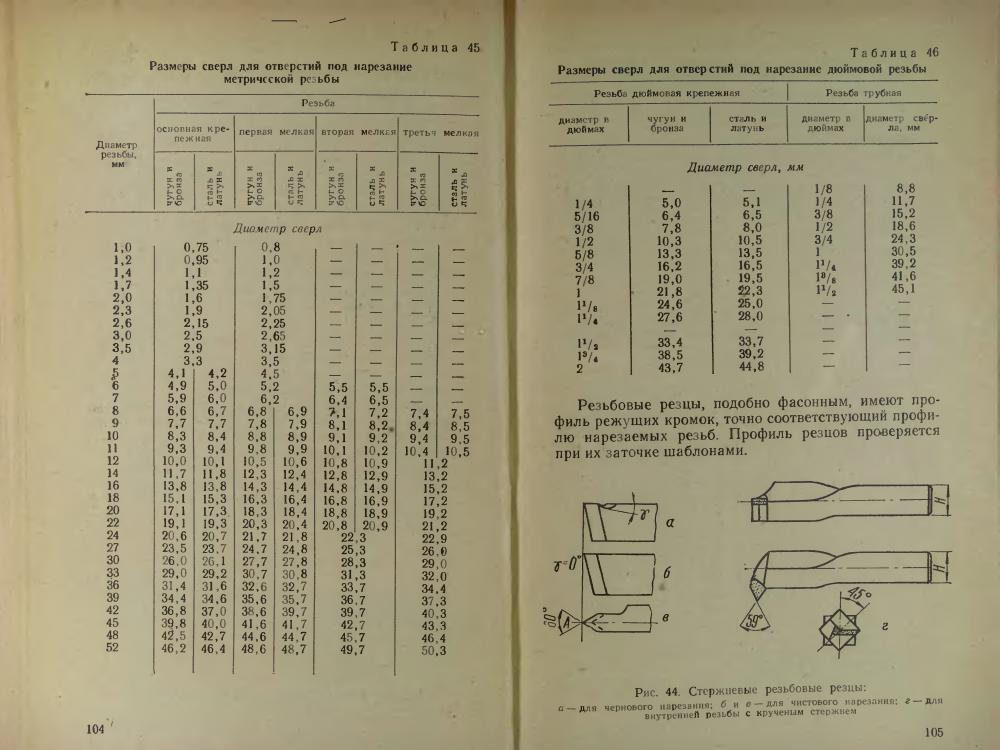
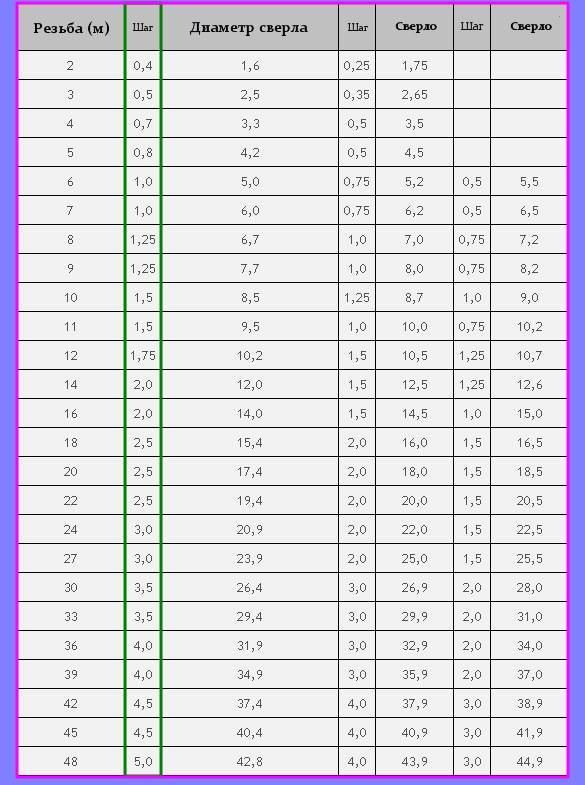
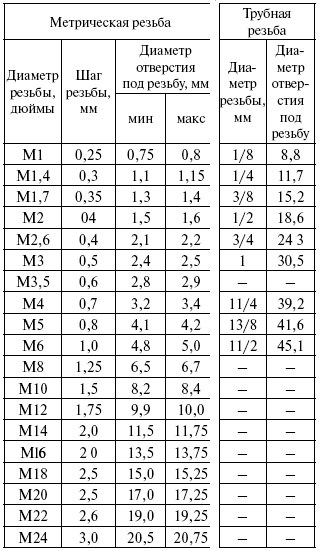
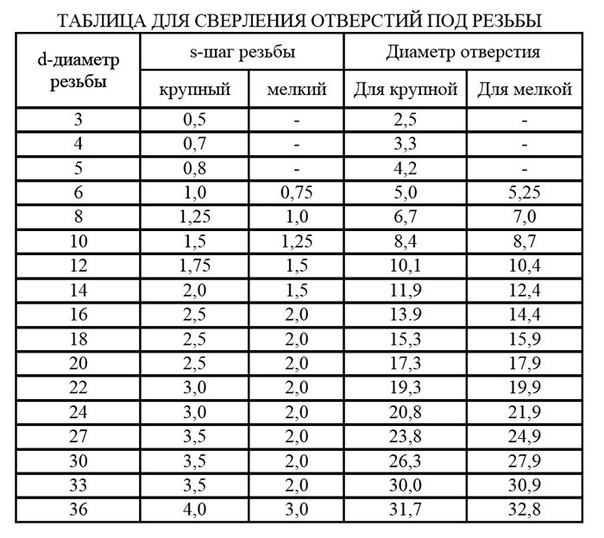
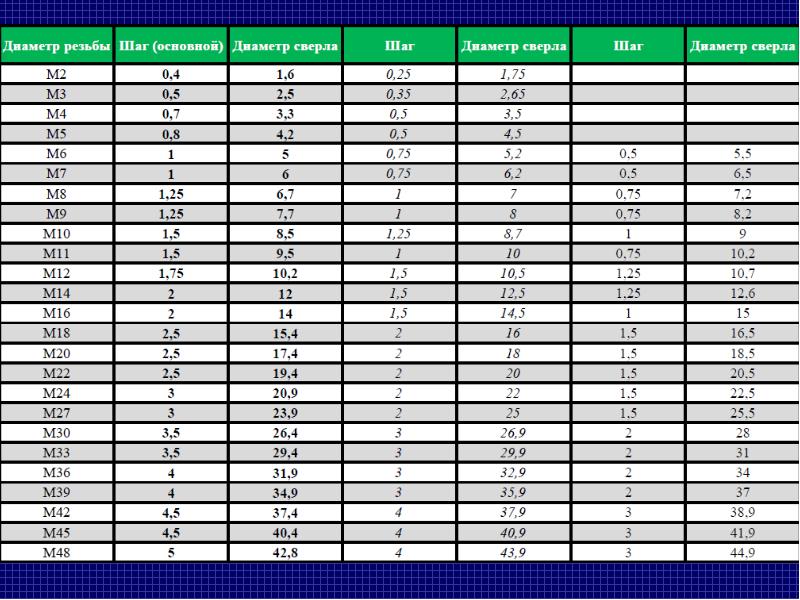
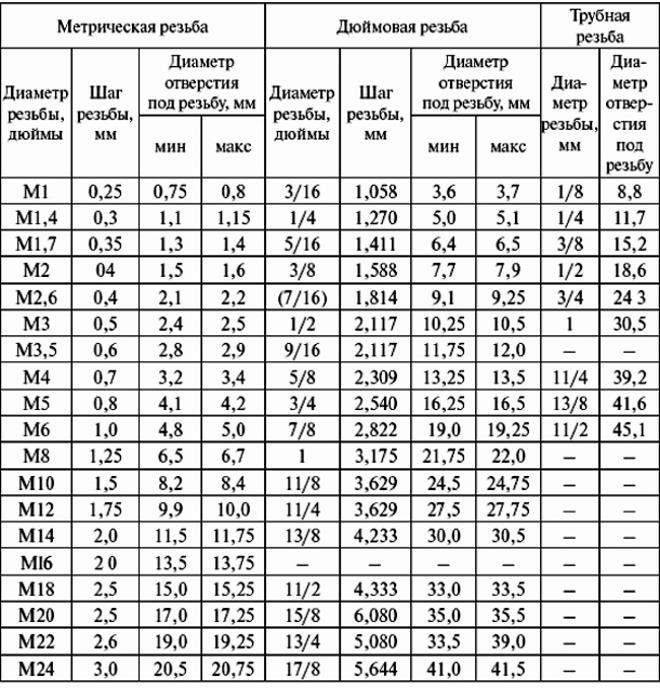
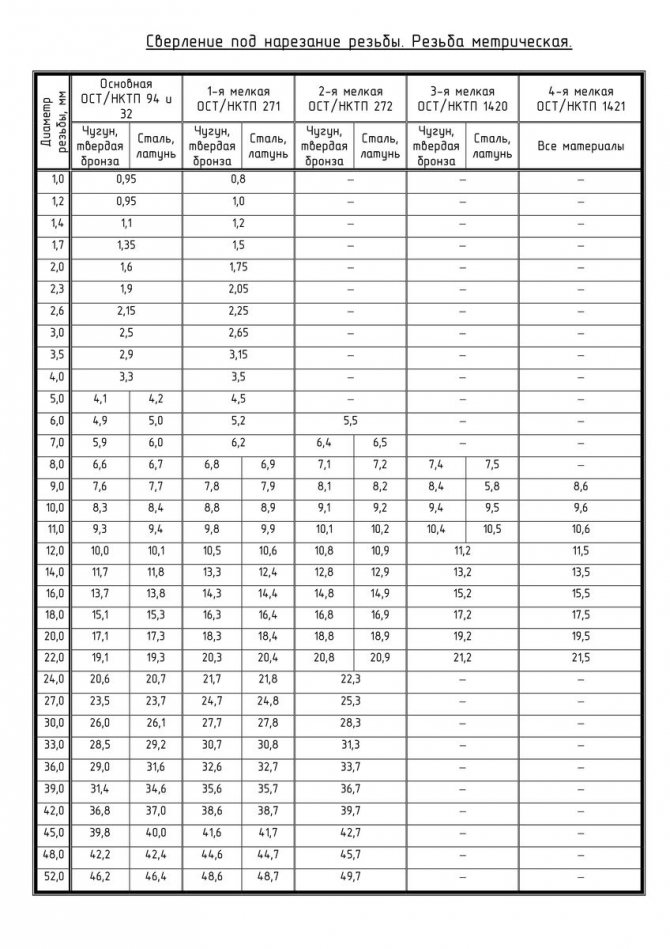
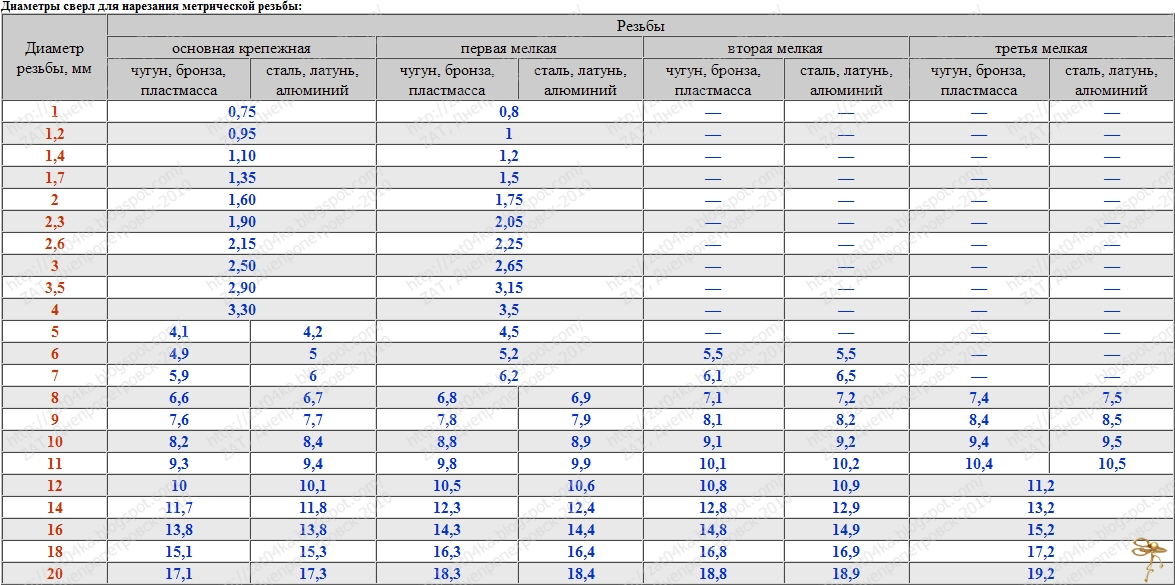
Таблица 1. Основные диаметры отверстий под метрическую резьбу
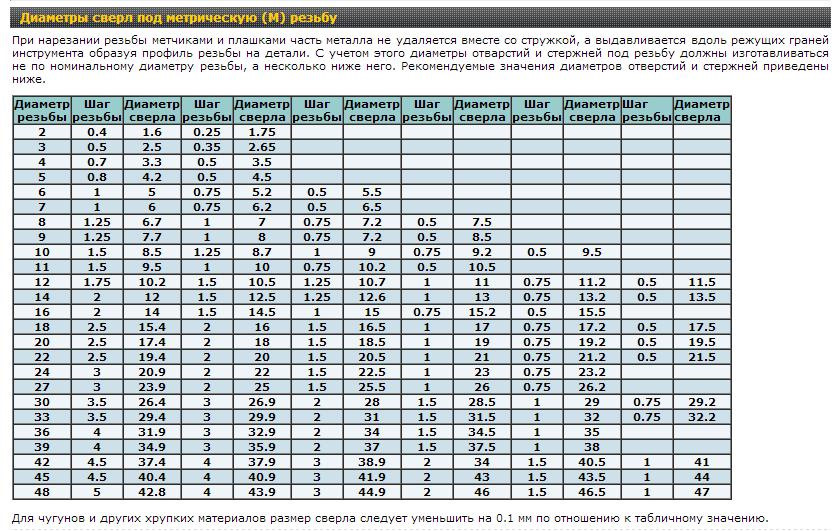
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
Д о = Д м х 0,8, где:
Д о – это диаметр отверстия, которое надо выполнить с помощью сверла,
Д м – диаметр метчика, которым будет обрабатываться просверленный элемент.
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
ОПРЕДЕЛЕНИЯ ДИАМЕТРОВ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ МЕТРИЧЕСКОЙ РЕЗЬБЫ ДЛЯ МАТЕРИАЛОВ ПОВЫШЕННОЙ ВЯЗКОСТИ
1. Общие положения
1.1. Под материалами повышенной вязкости понимаются материалы, у которых из-за повышенных упругих деформаций и пластических свойств наблюдается значительный подъем витка (вспучивание).
1.2. К группе материалов повышенной вязкости относятся: сплавы магния по ГОСТ 804-93 ;
1.3. В табл. 1 приведены коэффициенты подъема витка для некоторых видов труднообрабатываемых материалов повышенной вязкости.
2. Расчет диаметра отверстия
2.1. Диаметр отверстия под нарезанием резьбы рассчитывается но формулам (1). (4).
2.2. Номинальный (наименьший) диаметр отверстия d tuui определяют по фор
где /), – номинальный внутренний диаметр резьбы гайки, мм;
EI – нижнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81 . мм:
А – величина подъема витка, определяемая по табл. 1. При расчете диаметров отверстий для группы материалов в формулу подставляют наибольшее значение величины подъема витка для данного шага резьбы.
2.3. Наибольший диаметр отверстия определяют по формулам:
а) для конкретного материала
мнив = А + (EI + Гщ) -у,
где Е1+Т 0| – верхнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81 , мм;
А – величина подъема витка, определяемая по табл. 1;
Чтобы узнать какой диаметр отверстия необходим для внутренней резьбы М6, можно воспользоваться специальными таблицами. А можно запомнить простую формулу, чтобы узнать, какое сверло нужно взять под ту или иную внутреннюю резьбу:
Какое сверло лучше использовать
Современная промышленность предлагает потребителям широкий выбор приспособлений для обработки различных поверхностей. Встречаются следующие сверла по металлу:
- Спиральные. Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
- Ступенчатые. Имеют форму расширяющегося бура. Их нельзя использовать в качестве подготовительного инструмента перед применением метчика. Основная область использования – обработка тонколистового металла.
- Перовые. Универсальный инструмент. Особенность – наличие съемных режущих пластин. С их помощью можно получить отверстие идеальной формы. Перовые сверла – относительно недорогой инструмент. Их редко используют для сверления отверстий под нарезку. Основная сфера применения – исправление дефектов и перекосов.
- Удлиненные. Такая конструкция позволяет выполнить глухие или сквозные отверстия на значительной глубине. Эксплуатация таких приспособлений предусматривает использование смазочно-охлаждающей жидкости, которую подают по специальным каналам. На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.
- Центровочные. Относятся к токарным приспособлениям. Используются для сверления отверстий с целью дальнейшего закрепления заготовки в центрах.
Необходимо обращать внимание на класс точности. От этого параметра зависит чистота готового отверстия
Существует три класса точности:
- «В». Самый низкий класс. Позволяет оформлять отверстия с точностью до 15 квалитета.
- «В1». Инструмент повышенной чистоты. Показатель точности – до 14 квалитета.
- «А». Приспособление повышенной точности. Позволяет выполнять отверстия в диапазоне 10–13 квалитета. Отличаются высокой стоимостью.
Выбор правильного размера сверла для оформления отверстия перед нарезкой резьбы – важная процедура, от качества выполнения который зависит надежность будущего соединения.
А вы пользуетесь формулой подбора или предпочитаете руководствоваться вспомогательными таблицами? Напишите о вашем методе в блоке комментариев.
Прочность крепления деталей между собой обеспечивается за счет ввинчивания носителя внешней резьбы во внутреннюю второго изделия
Важно, чтобы параметры их были выдержаны в соответствии со стандартами, тогда такое соединение не нарушится в ходе эксплуатации и обеспечит необходимую герметичность. Потому существуют нормы выполнения резьбы и отдельных ее элементов
Перед нарезкой внутри детали выполняют отверстие под резьбу, диаметр которого не должен превышать ее внутренний. Выполняется это с помощью сверл по металлу, габариты которых приведены в справочных таблицах.
Профиль и размеры конической дюймовой резьбы с углом профиля 60 градусов
Данная таблица показывает какие могут быть отклонения по уклону и по шагу профиля.
Видео: нарезание трубной конической резьбы.
Что касается дополнительных креплений, то зачастую используют шплинты в качестве соединительных деталей, поскольку трубопроводы могут подвергаться вибрации как постоянной, так и периодической.
Все дело в том, что данный тип соединения имеет свойство раскручиваться, то во избежание этого используются шплинты для таких соединений. Особенно это касается мест прокладывания трубопроводов под магистралями, где имеется постоянное движение автотранспорта, что создает вибрации.
Резьба представляет собой винтовую канавку определенного профиля, прорезанную на цилиндрической или конической поверхностях. На токарных станках ее выполняют посредством двух равномерных движений — вращения заготовки и поступательного перемещения режущего инструмента вдоль ее оси. Применяемые резьбы можно разделить на ряд групп: 1) по расположению — на наружные и внутренние; 2) по назначению — на крепежные и ходовые; 3) по форме исходной поверхности — на цилиндрические и конические; 4) по направлению — на правые и левые; 5) по форме профиля — на треугольные, прямоугольные, трапецеидальные, круглые; 6) по числу заходов — на одно и многозаходные. Крепежные резьбы чаще всего имеют треугольный профиль. Они используются для соединения различных деталей.- Ходовые резьбы служат для преобразования вращательного движения в поступательное. К ним относятся резьбы с трапецеидальным и реже прямоугольным профилем. Конические резьбы обеспечивают высокую герметичность соединения и поэтому применяются в местах, находящихся под повышенным давлением жидкостей и газов. У правых резьб винтовая канавка имеет направление по ходу часовой стрелки (если смотреть с торца детали), у левых — наоборот. Однозаходными называются резьбы, имеющие одну винтовую канавку. В многозаходных резьбах выполнено несколько параллельных винтовых канавок, равномерно расположенных по окружности. Число заходов резьбы можно определить по количеству начал винтовых канавок на торце детали.
Область применения и инструменты.
Круглые плашки применяются для нарезания наружных резьб треугольного профиля на деталях, к которым не предъявляют высоких требований соосности резьбы с другими поверхностями. Пределы выполняемых резьб ограничиваются механическими свойствами обрабатываемого металла. Так, например, на токарных станках» круглыми плашками нарезают резьбы на стальных деталях с шагом примерно до 2 мм. Для более мягких цветных металлов этот предел может быть увеличен. Резьбы с крупным шагом предварительно прорезают резцом, а затем калибруют плашками. Круглые плашки (рис. 118, а) по внешнему виду напоминают гайку, в которой для создания режущих кромок просверлены стружечные отверстия (от 3 до 8 в зависимости от размера). Рабочая часть плашки для цилиндрических резьб состоит из трех участков: двух крайних — режущих и среднего — калибрующего. Режущие части плашки конические с углом конуса 2ф = 50-60°. Калибрующая часть цилиндрическая, Она придает резьбе окончательные размеры и обеспечивает направление плашке в процессе резания. Геометрическая форма зуба плашки создается передним углом у который выполняют заточкой в пределах 15-20° (для плашек централизованного изготовления). При резании твердых металлов его рекомендуется уменьшать до 10-12°, а для мягких — увеличивать4 до 20-25°. Задний угол а выполняют затылованием только на режущих частях в пределах 6-8°. Для крепления в плашкодержателе или резьбонарезном патроне на наружной поверхности плашки предусмотрены конические углубления и угловой паз. Угловой паз плашки позволяет при необходимости Разрезать плашку шлифовальным кругом по перемычке (рис. 118, б) и регулировать ее диаметр в пределах 0,1- 0,3 мм. Круглые плашки общего назначения изготавливаются для следующих резьб: метрических с крупным шагом Ml — М68; метрических с мелкими шагами М1Х0,2 — М135Х6; дюймовых 1/4-2″; трубных 1/8-1l/2″. Плашки должны обеспечить нарезание резьб 2-го класса точности. Плашки для конических резьб более широкие и имеют только одну режущую часть со стороны большего диаметра. Особенность работы плашек состоит в том, что в процессе прорезания винтовой канавки участвует не только режущая, но и калибрующая часть.
 Такие плашки изготавливаются для резьб от 1/16″ до 2″. Плашки выполняются из легированной стали 9ХС или быстрорежущих сталей Р9 и Р18. На плашках маркируются обозначение резьбы, класс точности (только 3-й), марка стали (9ХС не указывается), буква Л для левых резьб.
Такие плашки изготавливаются для резьб от 1/16″ до 2″. Плашки выполняются из легированной стали 9ХС или быстрорежущих сталей Р9 и Р18. На плашках маркируются обозначение резьбы, класс точности (только 3-й), марка стали (9ХС не указывается), буква Л для левых резьб.
Дедовский способ: как подобрать сверло под метчик
Доброго дня, дорогие читатели!
Не знаю, приходилось ли вам сталкиваться с таким инструментом, как метчик. Но, если работаете с крепежом, то рано или поздно вы столкнетесь с этим. Даже если вы не строитель, вы можете ощутить полезность этого инструмента.
Итак, спросим у Википедии: что такое метчик?
Метчѝк — инструмент для нарезания внутренних резьб, представляет собой винт с прорезанными прямыми или винтовыми стружечными канавками, образующими режущие кромки.
То есть, удобство в том, что можно просверлить отверстие в металле и нарезать там резьбу, чтобы потом можно было вкручивать резьбовой крепеж.
Комплект метчиков 1 и 2 номер (фото взято с сайта: maxidom.ru)
В ЧЕМ СЛОЖНОСТЬ?
Однако, хоть метчики и прочные, но они не предназначены для того, чтобы делать отверстие. Поэтому сначала необходимо проделать отверстие
И тут сложность состоит в том, что важно не ошибиться в диаметре сверла
Сделаете отверстие больше — резьба получится маленькая и быстро скосится (или вообще не будет места для резьбы), сделаете меньше — запорите метчик. И это еще не все.
Шаг резьбы на метчиках бывает разный, соответственно под каждый шаг будет свой диаметр сверла.
Постоянно носить с собой таблицу, в которой указаны нужные диаметры сверл, тоже не всегда удобно. Поэтому предлагаю вам дедовский способ как подобрать сверло под метчик!
ДЕДОВСКИЙ СПОСОБ
Для больше понятливости разберем сразу на примере:
- Вот вы приобрели болты с основным метрическим шагом М8. Шаг у них: 1,25.
- Теперь необходимо взять метчик 8*1,25.
- Отнимает второе значение от первого: 8-1,25. Получается 6,75.
- Но сверла на 6,75 не бывает, поэтому округляем полмиллиметра в большую сторону. Получается 6,8.
- Выходит, что чтобы успешно нарезать резьбу под 8*1,25, необходимо использоваться сверло 6,8 мм.
Все донельзя просто!
Набор метчиков и плашек (фото взято с сайта: vavilon-s.com)
Успехов вам в нарезании резьбы!
Обозначение резьбы на чертеже. ГОСТ и примеры.
В разделе выше мы рассмотрели классические примеры изображения резьб на чертеже. Ни чего сложного в этом нет. Теперь двигаем дальше и рассмотрим как обозначаются различные вариантов на чертежах деталей.
ОБРАТИТЕ ВНИМАНИЕ! При чтении чертежа если вместо привычных числовых значений вы видите буквы и цифры, то это скорее всего обозначена резьба
Метрическая резьба. ГОСТ 9150—81
Обозначается следующим образом.
М 10 х 1,5 — метрическая с наружным диаметром 20 мм и шагом 1,5 мм. Бывает еще приставка в виде 6h или 6Н, что обозначает класс точности получаемой поверхности. Если эта конструкция имеет вид МК 10х1,5, то это метрическая-коническая резьба.
2.Цилиндрическая. Дюймовая. ГОСТ 6111-52
У буржуев обозначение начинается с буквы G и имеет следующий вид.
G 1 1/2 RH A 50 — расшифруем. G — дюймовая цилиндрическая (условное обозначение), 1 1/2 — размер (наружный диаметр), RH — направление витков левое или правое (в нашем случае правая R соответственно левая L), A — класс точности , 50 — длинна свинчивания. Этот вид вы сможете удивить в чертежах европейской и американской техники и механизмов.