
Области применения
Гальваника необходима для:
- Защиты. Покрытие металлов оберегает основной материал от появления ржавчины и прочих разрушительных процессов.
- Изменения внешних свойств. С помощью гальванизации можно восстановить красоту поверхности изношенного изделия и избавиться от мелких повреждений.
- Специального назначения. Нередко метод применяется для улучшения технических свойств основы.

Гальваника необходима для защиты металла.
Гальванические поверхности распространены в автомобилестроении, производстве ювелирных изделий и металлоконструкцией, изготовлении стройматериалов, посуды, крепежных деталей и промышленного оборудования. Кроме того, технология используется и для создания компакт-дисков.
Гальваническое цинкование — Цинковый портал
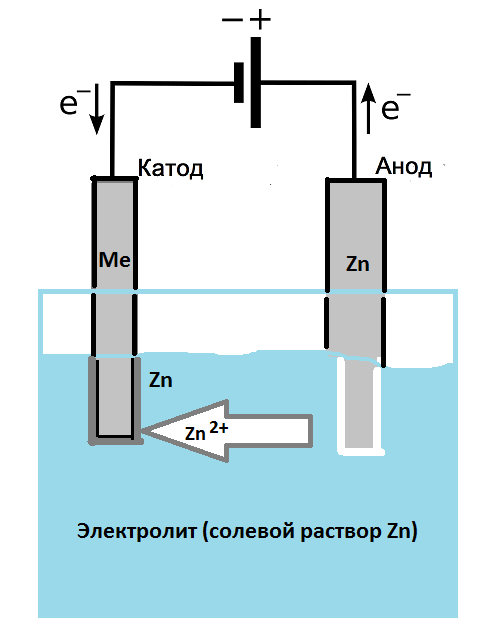
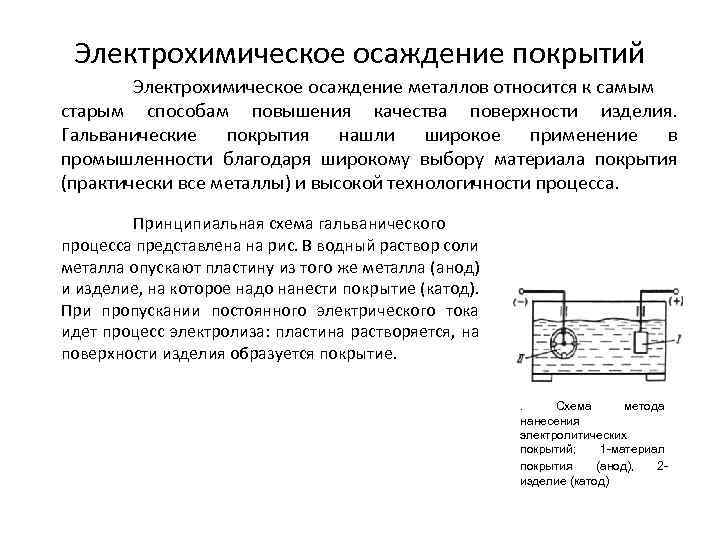
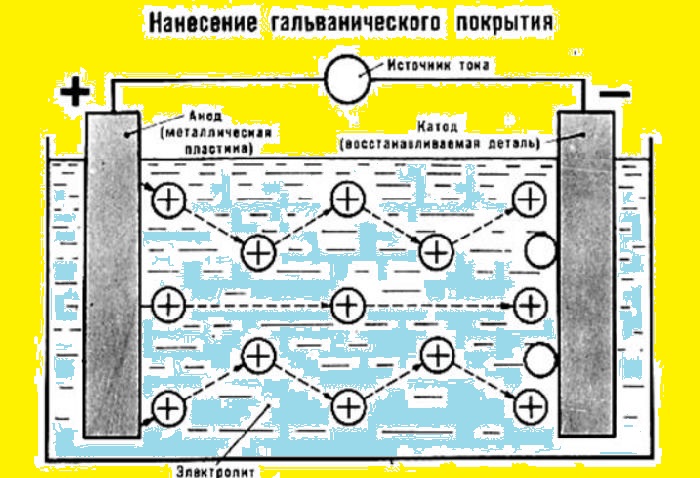
Гальваническое цинкование — технология основана на принципе работы гальванической пары. При гальваническом цинковании в качестве анода используется стальная или цинковая пластина, катодом является обрабатываемая деталь. Деталь при помощи технологических приспособлений погружается в солевой раствор цинковых соединений (электролит). Через раствор пропускается электрический ток. Происходит поляризация активных частиц (анионов, катионов). При гальваническом цинковании формирование поверхностного слоя детали производится из положительно заряженных ионов цинка, которые осаждаются на отрицательно заряженном катоде.
В зависимости от используемой соли цинка электролиты бывают:· щелочными, · нейтральными (слабощелочные), · слабокислыми, · кислыми.
Принципиальная схема гальванического цинкования
Каждый электролитический раствор при гальваническом цинковании обладает характерными специфическими признаками, поэтому при выборе рабочего состава для цинкования приоритетом служат окончательные технологические параметры изделия: толщина цинкового слоя, качество сцепления покрытия с металлической основой, стойкость защитного слоя к агрессивному воздействию.
Основной характеристикой при гальванической обработке (цинковании) считается толщина защитного слоя. Толщину цинкового покрытия (от 3 мкм до 40 мкм) можно регулировать путем изменения величины различных технологических параметров электролитического процесса:· силы тока, · рабочей температуры электролита, · концентрации активных составляющих рабочего раствора.
В конструкторской документации задается не только толщина цинкового покрытия, но и цвет финишной обработки (бесцветный, желтый, черный, хаки).
Преимущества гальванического цинкования
1. Высокая степень чистоты осаждаемого покрытия. 2. Большая химическая стойкость цинкового слоя. 3. Возможность регулирования толщины покрытия. 4. Высокие механические свойства защитного слоя. 5. Надежное сцепление осаждаемого цинка с покрываемым изделием. 6. Возможность цинкования деталей различной конфигурации. 7. Презентабельный внешний вид. 
Сложности гальванического цинкования
При осаждении цинка на заданную поверхность потребляется значительное количество электроэнергии. Расход электроэнергии напрямую зависит от толщины наносимого слоя, от геометрических размеров обрабатываемых изделий и времени цинкования, технологических выходных параметров используемого оборудования (выпрямителей).
При гальваническом цинковании потребляется значительное количество воды. Это необходимо для увеличения степени чистоты обрабатываемой поверхности, улучшения процесса сцепления осаждаемого цинка со стальным основанием, придания изделию необходимого внешнего вида (согласно КД).
Дополнительная статья расходов при гальваническом цинковании связана с нейтрализацией вредных отходов, получаемых в процессе производства. Для решения этой проблемы строятся специальные очистные сооружения. 
Гальваническое цинкование – распространенный и востребованный способ нанесения защитного покрытия на стальные изделия. Технология гальванического цинкования хорошо изучена и постоянно модифицируется.
Гальванический цех: описание, оборудование, требования безопасности, вредность
В данных цехах имеется разнообразное оборудование, однако основное — это гальваническая ванна. Данный аппарат делится на два типа. Первый называется активным, второй — вспомогательным. Отличаются они тем, что в первых типах ванн на изделие непосредственно наносится нужное покрытие. Во вспомогательном оборудовании гальванического цеха происходит этап подготовки детали к дальнейшей процедуре
Здесь важно понимать, что вспомогательное оборудование является таким же важным, как и основное. Среди них можно выделить ванны промывки, сушки, приготовления смеси
С технической точки зрения это соединение таких двух веществ, как хром и кислород. Очень часто применяется в условиях химической промышленности, а потому часто называется химической кислотой. Данное вещество довольно хорошо растворяется в воде, что отлично подходит для применения в цехах, где большинство операций проводится с содержанием жидкости в той или иной степени. Хромовый ангидрид в настоящее время получил наиболее широкое распространение в трех областях: машиностроение, металлургия, химическая и нефтехимическая промышленность. В зависимости от своего предназначения это вещество выпускается трех категорий: А, Б и В.
Способы цинкования металла
Главными плюсами цинкования являются приемлемая цена и эффективность результата. Процедуру можно выполнять несколькими способами. Сегодня известны следующие виды цинкования металла:
- Термодиффузионная методика. Этот способ нанесения покрытия выполняется на специальном оборудовании с использованием насыщенной смеси. Защитный слой образуется на поверхности металла посредством диффузии железа и цинка при высокой температуре. Метод позволяет формировать покрытия до 50 мкм и больше. Цинковый слой надежен, не слоиться не растрескивается, стоек к механическим ударам.
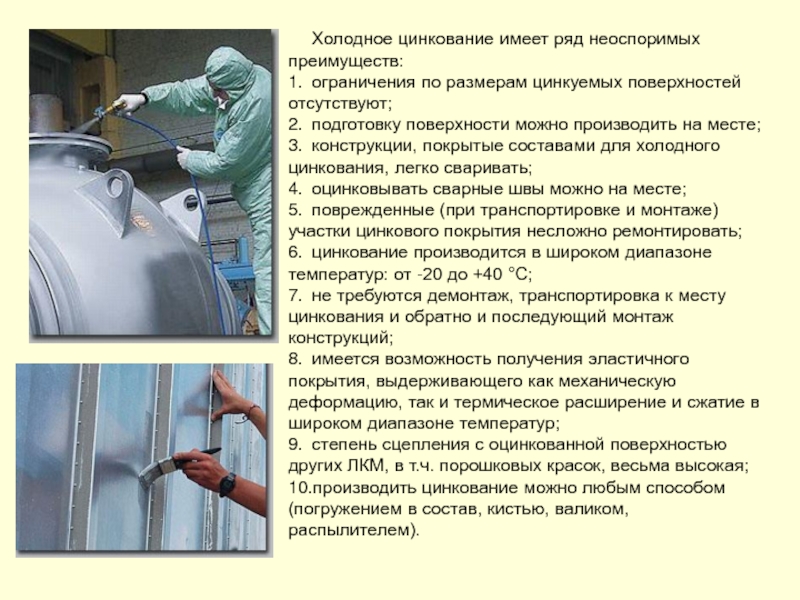
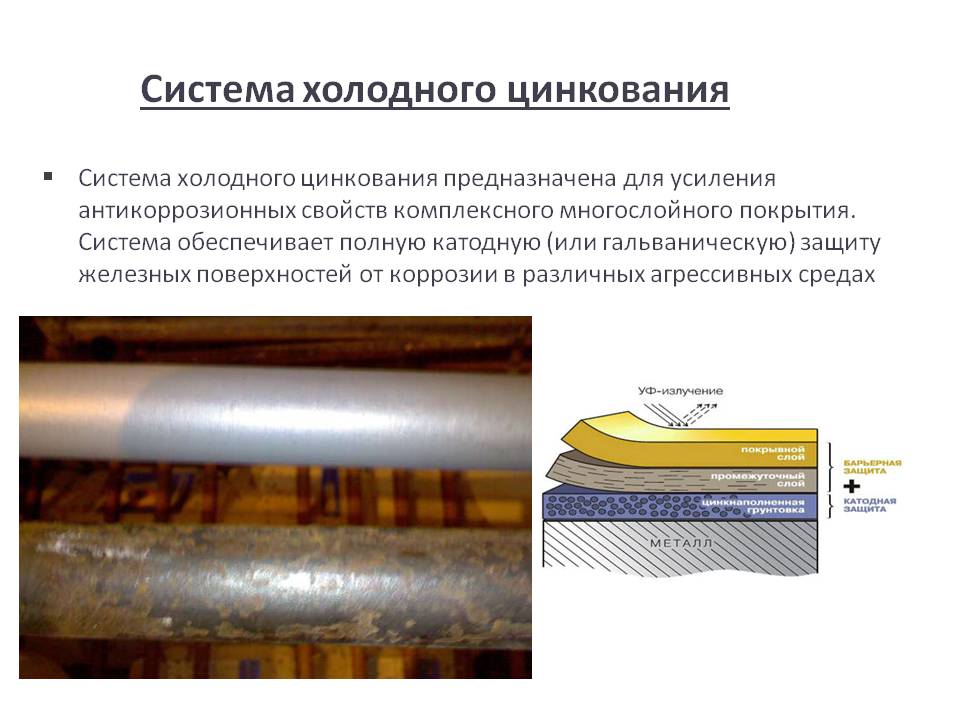
- Холодный способ нанесения. Эта технология максимально проста и доступна, потому что мало чем отличается от обычной покраски. На поверхности кистью, валиком или тампоном наносится грунт, 90% которого – это цинк.
- Гальванический способ. Этот способ является лучшим относительно эстетичности покрытия. Толщина слоя может быть до 40 мкм. Методика классифицируется, как электрохимическая. Процесс осуществляется переходом частиц цинка с зарядами на поверхность изделия.
- Оцинковка по горячей методике. Этот способ максимально востребован, поскольку покрытие получается стойким. Но горячая оцинковка – затратный и вредный метод. Процедура заключается в погружении изделия в резервуар с горячим цинком, температура которого может достигать 4,5 тысячи градусов С. Подготовка деталей осуществляется с помощью химических процессов.
- Газотермическое нанесение цинка. Оцинковка изделия осуществляется напылением. Преимущественно используется для крупных партий изделий или плоскостей со значительной площадью. В процессе распыляется проволока или цинк-порошок в расплавленном виде. В результате формируется пористое покрытие, которое дополнительно обрабатывают ЛКМ.
Ключевые преимущества
Для гальваники характерны важные преимущества, которые делают ее популярным методом обработки металлов. Специалисты отмечают такие пункты:
- Покрытие металлом выполняется на любые типы исходных образцов, независимо от их формы или конфигурации.
- Финишный слой имеет высокую плотность и равномерную толщину.
- Поверхность характеризуется неплохой адгезией с обработанным покрытием.
- Защитные и декоративные свойства обрабатываемых деталей находятся на высоком уровне.
- Толщина металлического слоя, который наносится посредством гальваники, регулируется без особых сложностей.

Покрытие металлом выполняется независимо от формы.
Ее реализация не сопровождается большими финансовыми вложениями.
Методы цинкования металла
Существует несколько методик цинкования металла, которые имеют своими особенностями. Выбранный метод существенно влияет в той или иной степени на получаемый результат, так как в зависимости от сферы эксплуатации металлических изделий и конструкций экономически выгодно применять далеко не все технологии оцинковки.
Методы цинкования отличаются между собой следующими свойствами:
Толщиной защитного покрытия — если для габаритных металлоконструкций чем большим будет слой защиты, тем лучше, то для высокоточных мелких деталей необходимо применять цинкование, при котором можно выбирать и контролировать толщину антикоррозионного покрытия. Реализовать это позволяет далеко не всякая технология.
Равномерностью толщины оцинковки — опять же, чем мельче и точнее металлическая деталь, тем выше требования к наносимому на неё защитному покрытию. Например, для опоры ЛЭП не имеет значение, насколько равномерно она будет укрыта цинком, тогда как для деталей, имеющих отверстия, резьбу и фаски — равномерность слоя цинка крайне важна.
Прочностью удержания защитного покрытия на металле — этот параметр сильно зависит от того, каким методом было выполнено цинкование. Так, например, при рассмотренном далее горячем цинке, он не только покрывает поверхность изделия, но также соединяется с ним на молекулярном уровне, что существенно повышает прочность удержания защиты на металле.
Внешним видом оцинкованной детали — в зависимости от применяемой технологии поверхностный слой оксида цинка может быть матовым, глянцевым, а также отличаться оттенками от тёмно-серого до голубоватого.
Стойкостью к механическим повреждениям — чем данный параметр выше, тем дольше продержится защита на изделиях, которые подвергаются тем или иным физическим нагрузкам и агрессивным факторам.
Способностью к самовосстановлению — это способность зависит от толщины нанесённого на металл цинка и характера эксплуатации конструкции или изделия.
Коррозионной устойчивостью — является общим свойством обработанного изделия, которое складывается из совокупности нескольких факторов. В том числе, устойчивость оцинкованной детали к коррозии зависит от толщины цинкового слоя, его равномерности, прочности удержания, а также от стойкости к механическим повреждениям и способности к самовосстановлению.



В современной промышленности наибольшей распространённостью различают следующие технологии цинкования:
Горячее — выполняется посредством погружения обрабатываемых изделий в расплавленный цинк.
Холодное — осуществляется по абсолютной аналогии с обычным окрашиванием вручную или при помощи напыления.
Гальваническое — реализуется путём погружения обрабатываемых деталей в цинкосодержащий электролит, через который пропускается электрический ток.
Термодиффузионное — слой защитного покрытия формируется при помещении обрабатываемой детали в среду, насыщенную порошкообразным цинком.
Газотермическое — на обрабатываемую деталь направляется газовая горелка и в пятно наибольшего нагрева подаётся цинковая проволока или цинковый порошок.
Рассмотрим основные достоинства, недостатки и технологию горячего цинкования
Основные способы цинкования
Если вам необходимо защитить металлические изделия, стоит применить один из вариантов цинкования. Если в точности следовать технологии, у вас получится стойкая к коррозии поверхность. Выделяют следующие виды цинкования:
- горячее цинкование;
- холодное цинкование;
- газо-термическое напыление;
- термодиффузионный метод;
- гальванический метод.
Подбирая метод цинкования металла, важно руководствоваться желаемым эффектом. Не менее важно учитывать, в каких условиях планируется применять полученное изделие
Для одной детали можно использовать различные варианты обработки.
Горячее
Подобный вариант покрытия металла цинком предполагает погружение детали в емкость, в которой находится расплавленный цинк
При этом важно поддерживать температурный режим на уровне 460-480 градусов. По долговечности и качеству это один из самых оптимальных вариантов
Данный метод находится на втором месте по получаемому объему производства.
Холодное
Холодное цинкование представляет собой окраску металлических изделий при помощи грунтов, насыщенных цинком в порошкообразной форме. Когда покрытие будет готово, содержание в нем цинка дойдет до 89-93%. Данный вариант оцинкования связан с использованием высокотехнологичного процесса. Он широко используется благодаря своей простоте. Холодное цинкование создает поверхность, которая будет служить в несколько раз дольше по сравнению с предыдущим методом.
На видео: как получить цинковый порошок.
Газо-термическое
В данном случае расплавляют цинк, имеющий порошкообразную или проволочную форму. Затем его наплавляют на металлический элемент в газовом потоке. Данный способ часто применяется, чтобы защитить большую конструкцию, не помещающуюся в специальной ванне с раствором цинка. Полученное покрытие не теряет своих свойств в течение 30 лет и имеет высокий класс.
Термодиффузионное
Такая технология цинкования металла позволяет получить прочное покрытие благодаря тому, что в железную подложку проникают атомы цинка. В результате получается сплав со сложной структурой. Эффект получается благодаря высокой температуре, которая превышает 2600 градусов. Это экологически безопасный метод, имеющий высокий класс устойчивости.
Гальваническое
Гальваническое цинкование создает не только прочное, но и гладкое гальваническое покрытие. Гладкие и блестящие металлические изделия не требуют в большинстве случаев дополнительной обработки. Кроме того, при данном методе есть возможность после обработки подвергать металл сварке.
Все представленные методы широко используются в заводских условиях. Для цинкования металла своими руками применяется холодный или гальванический способ. При соблюдении технологии получается качественное покрытие с высокими защитными свойствами.
Особенности гальванического метода
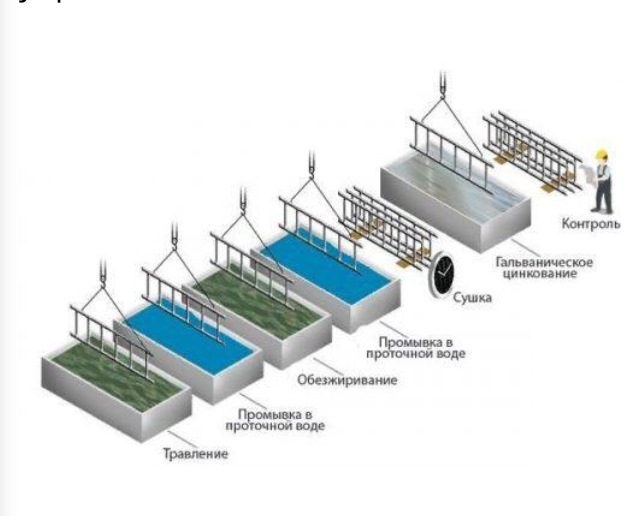
При самостоятельной работе часто используется электрохимический метод или холодное цинкование. Это связанно с тем, что данные способы просты в использовании. Электрохимическое цинкование требует тщательной подготовки поверхности. Она заключается в предварительной очистке поверхности и ее обезжиривании. Предмет протравливают кислотой и промывают водой.
Электролитом может выступать раствор любой соли, в которой есть цинк. Подобное электролитическое цинкование создает надежную и долговечную защиту. Полученный раствор перед применением необходимо процедить.
Осуществляя цинкование в домашних условиях, необходимо учитывать, что качество и толщина покрываемого изделия окажут влияние на такие факторы:
- геометрические параметры изделия;
- сложность представленной формы;
- плотность и температуру используемого раствора с электролитом;
- плотность тока, которая приходится на единицу покрытия обрабатываемой детали.
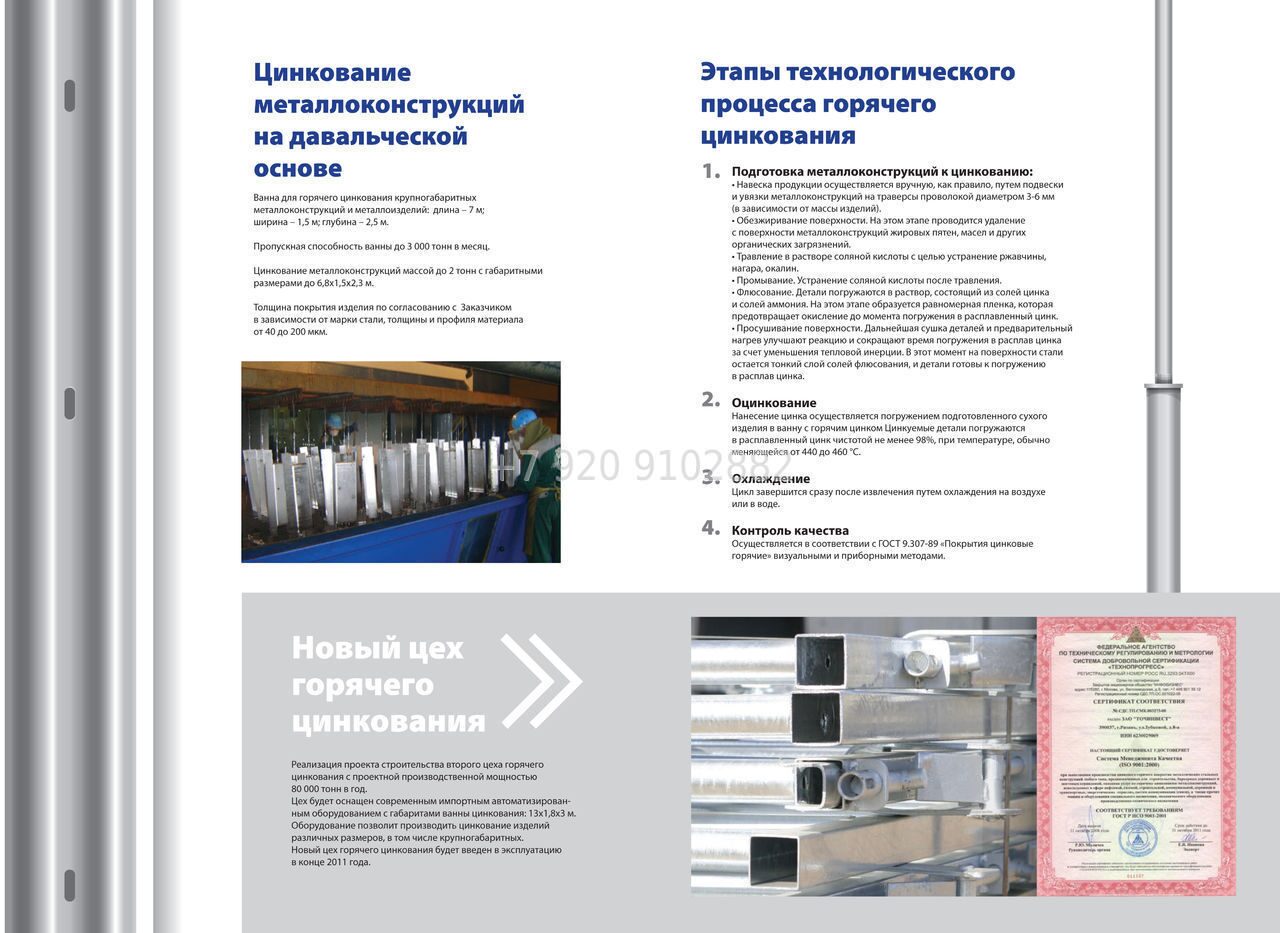
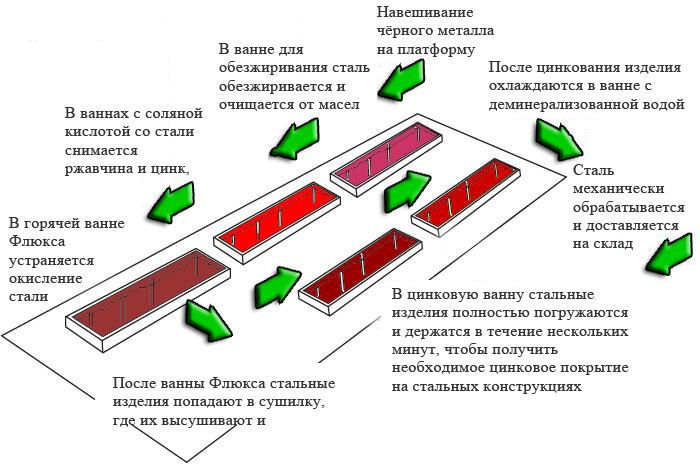
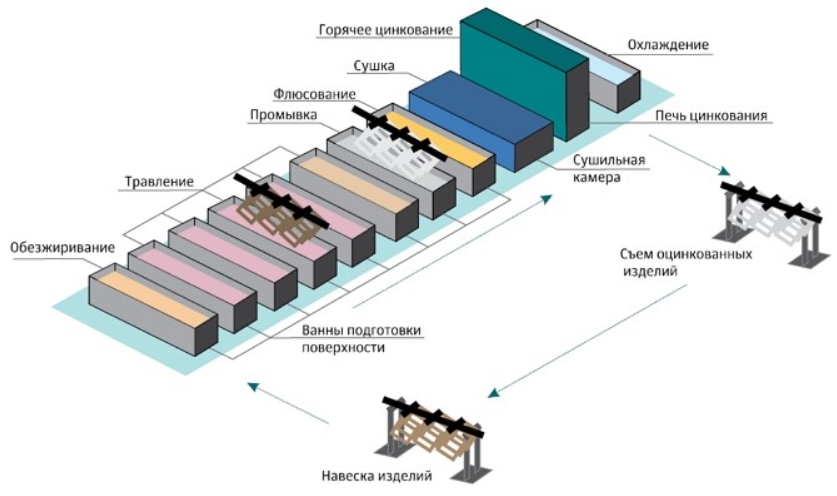
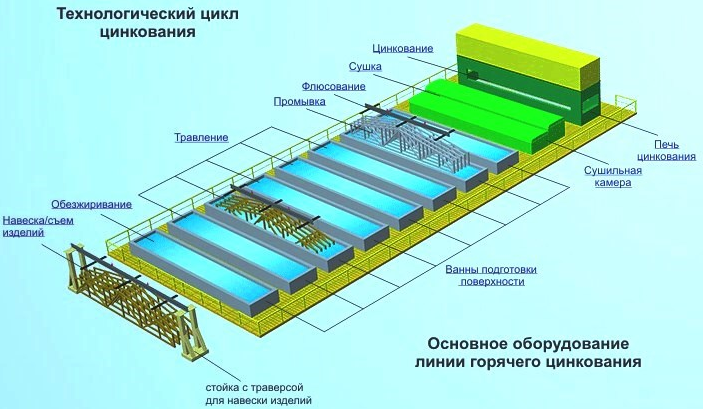
ГОРЯЧЕЕ ЦИНКОВАНИЕ
Горячецинковые покрытия занимают второе место по объему цинковальных производств, а по качеству и долговечности этот тип покрытий является, на сегодняшний момент, одним из лучших. Хотя имеются проблемы экологической безопасности, обусловленные наличием расплава цинка, применением химических методов подготовки поверхности, а необходимость поддержания температуры расплава цинка в интервале 460-4800С приводит к неоправданным энергозатратам.
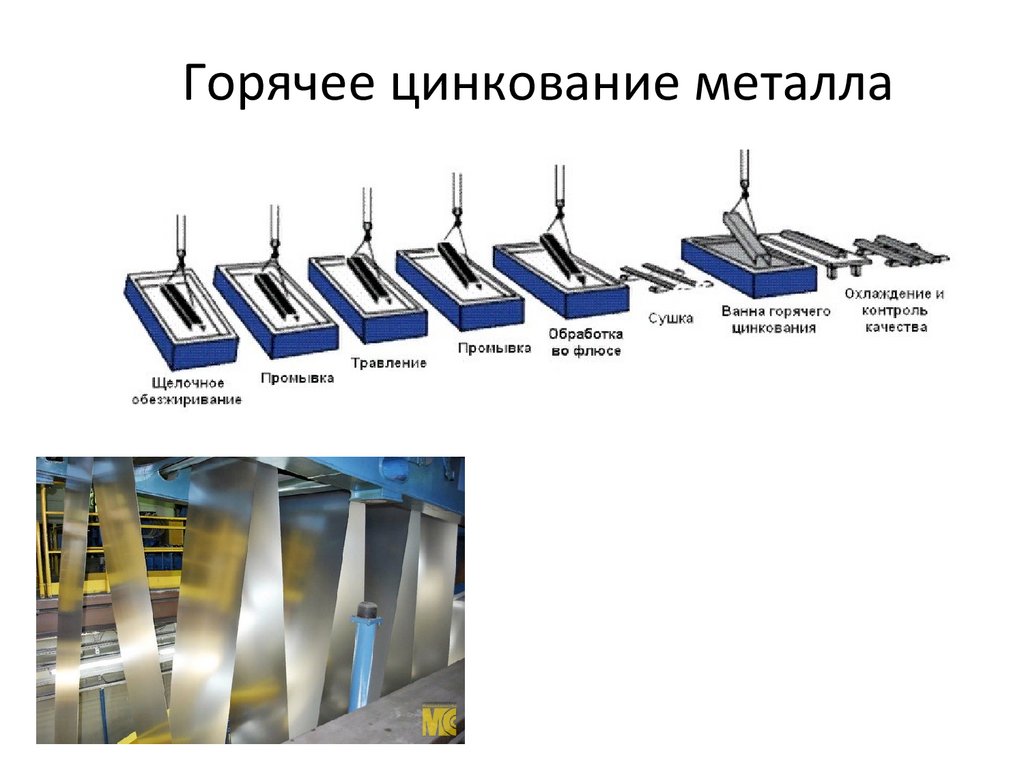
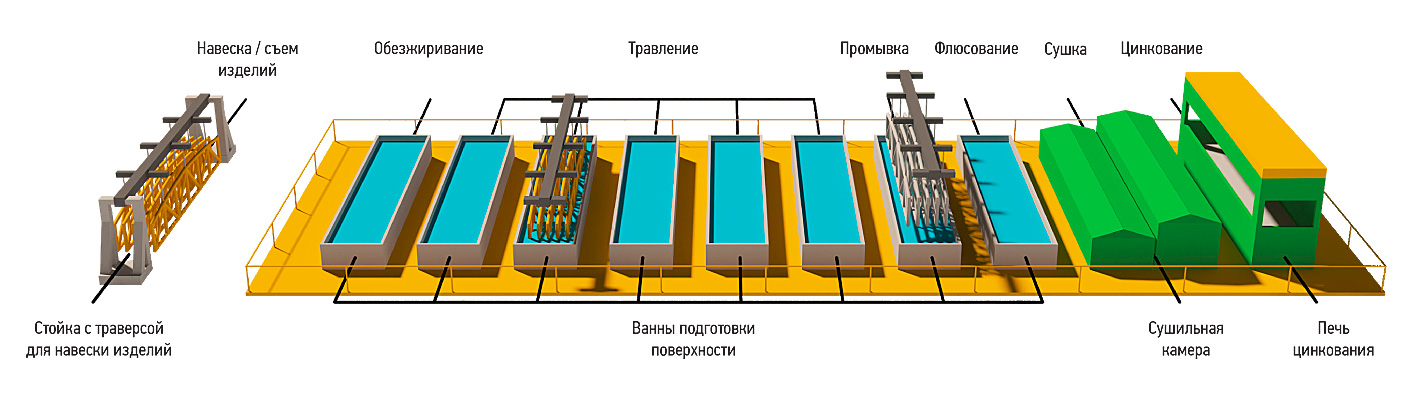
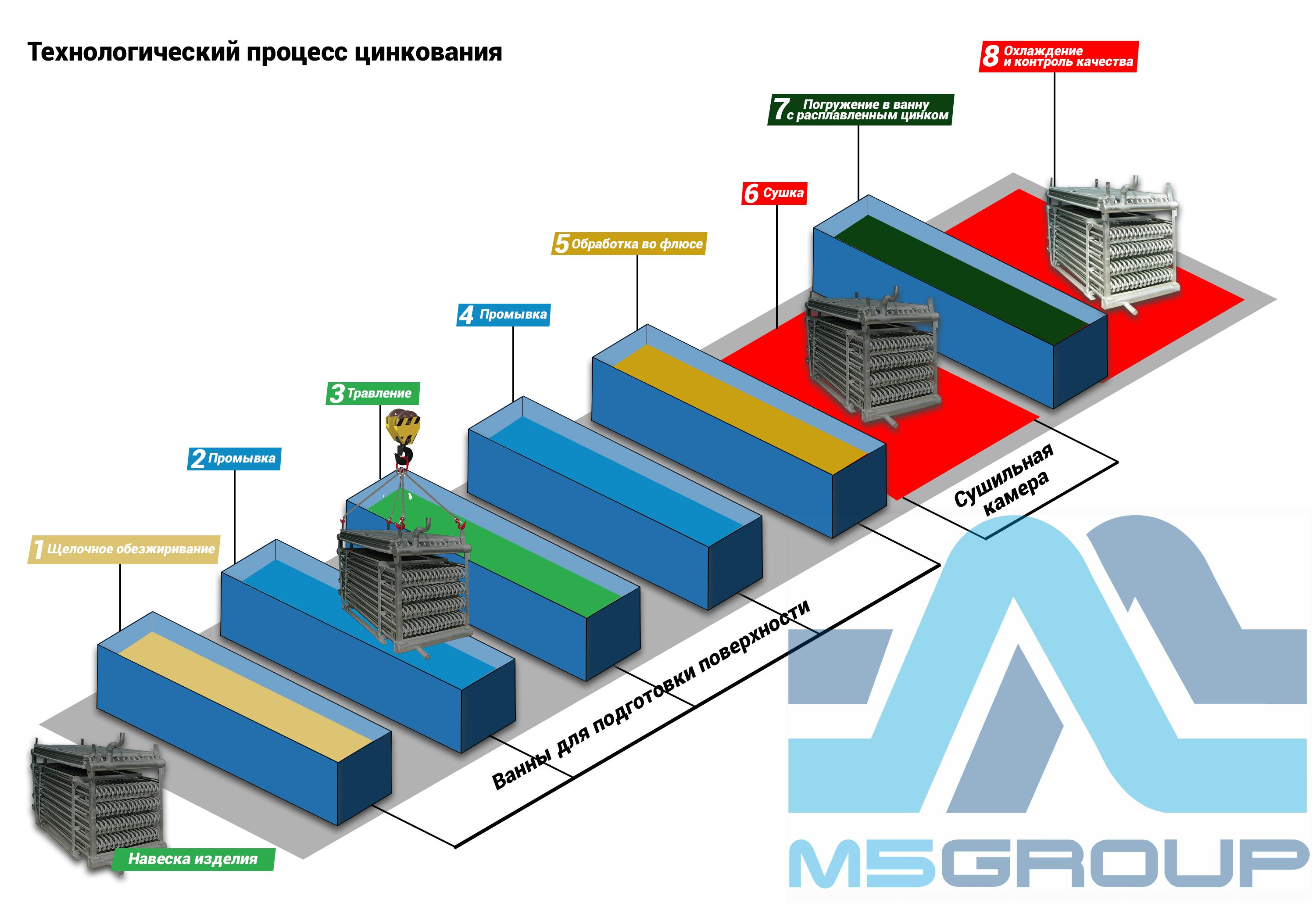
Технология горячего цинкования состоит из двух этапов:
- подготовка поверхности к горячему цинкованию
- собственно цинкование металла
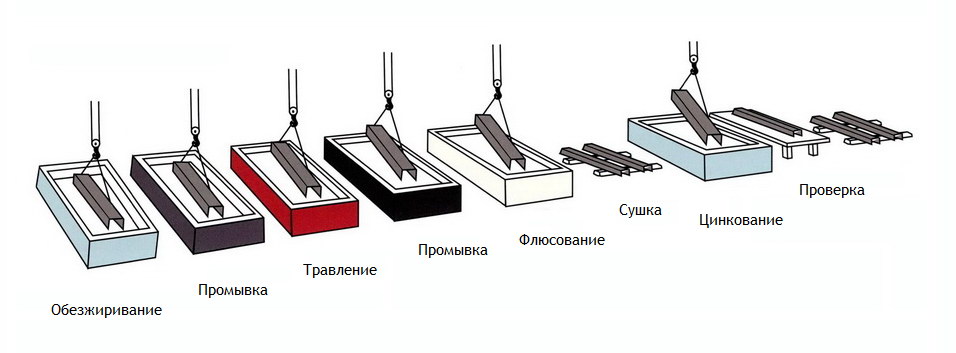
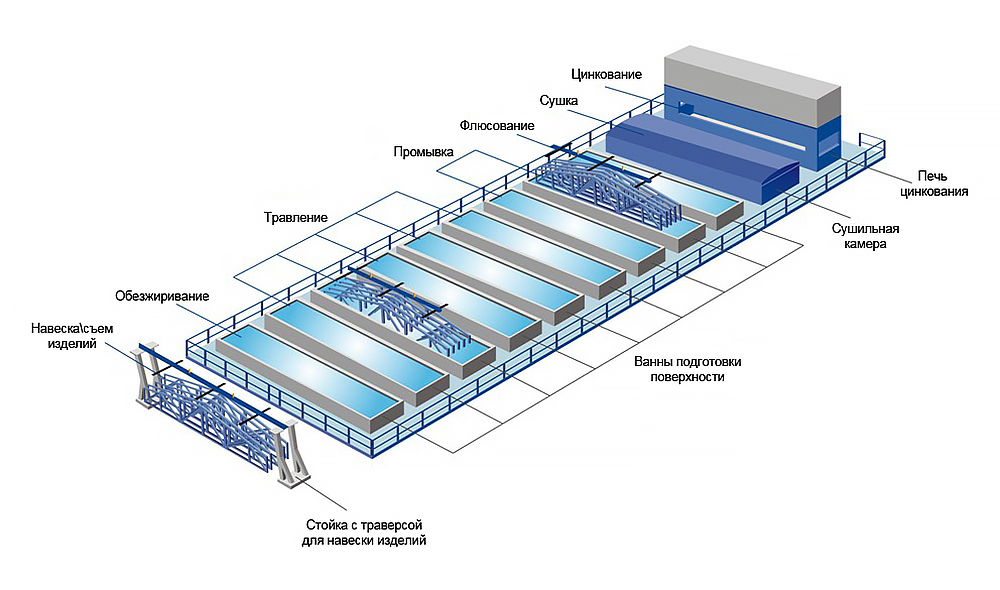
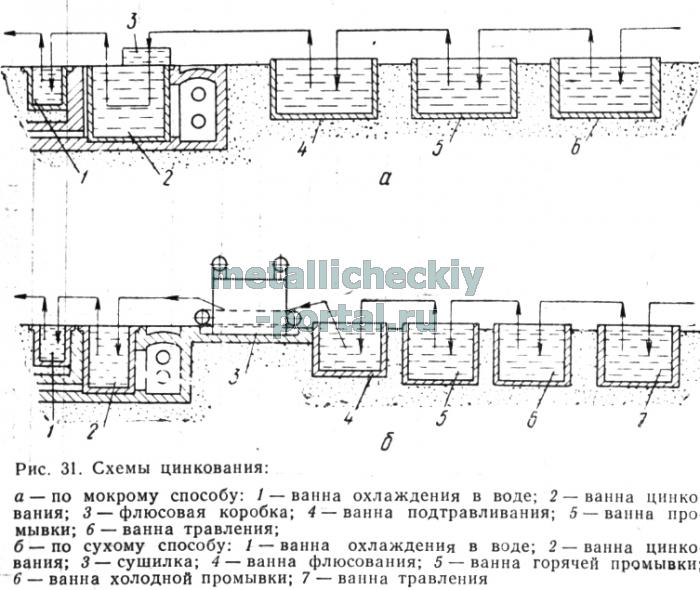
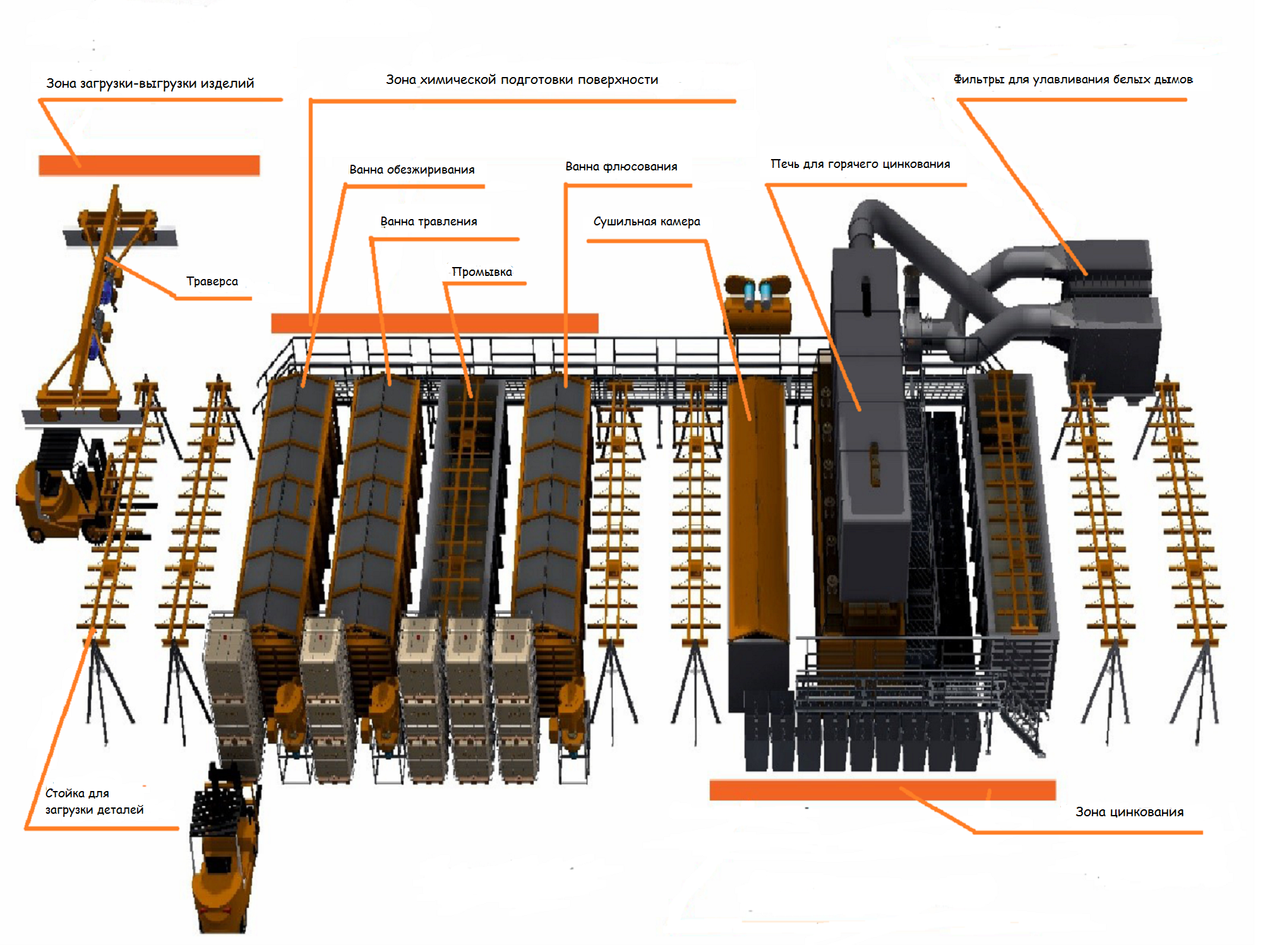
Подготовка поверхности перед горячим цинкованием заключается в последовательном выполнении следующих операций: обезжиривание под цинкование поверхности, травление поверхности, промывание, флюсование и просушивание поверхности. ГОСТ 9.402 регламентирует степень очистки цинкуемой поверхности металлоконструкций от окалины и ржавчины.
Нанесение цинка осуществляется погружением в ванну с горячим цинком подготовленного сухого изделия, на поверхности которого образуется Fe-Zn сплав, который и предохраняет от коррозии.
Технология горячего цинкования проволоки, металлоконструкций, труб и т.п. широко применяется в строительной промышленности.
Горячее цинкование используют для непосредственного нанесения горячего цинка на металлическое изделие. Этот процесс длителен, трудоемок и очень эффективен. Для этого используются различные ванны. В эти ванны опускается металл на определенной время. Это делается, чтобы наилучшим образом подготовить его поверхность для цинкования. Металл проходит процедуру обезжиривания, травления (в ваннах с различными кислотами), промывки и флюсования. После того как все эти стадии пройдены начинается сушка и само цинкование в печке для цинкования. После такой тщательной обработки можно не сомневаться, что оцинкованный металл будет на долгие годы защищен от воздействия коррозии. Недостатком может послужить тот факт, что ванны, в которых обрабатывается металл, ограничены в размерах и порой не способны обработать нужную конструкцию. Хотя в современных ваннах могут легко умещаться строительные леса, опоры линий электропередач, мачты освещения и другие габаритные конструкции.
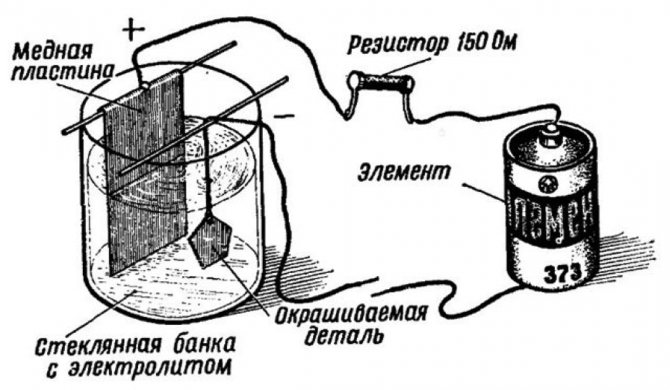
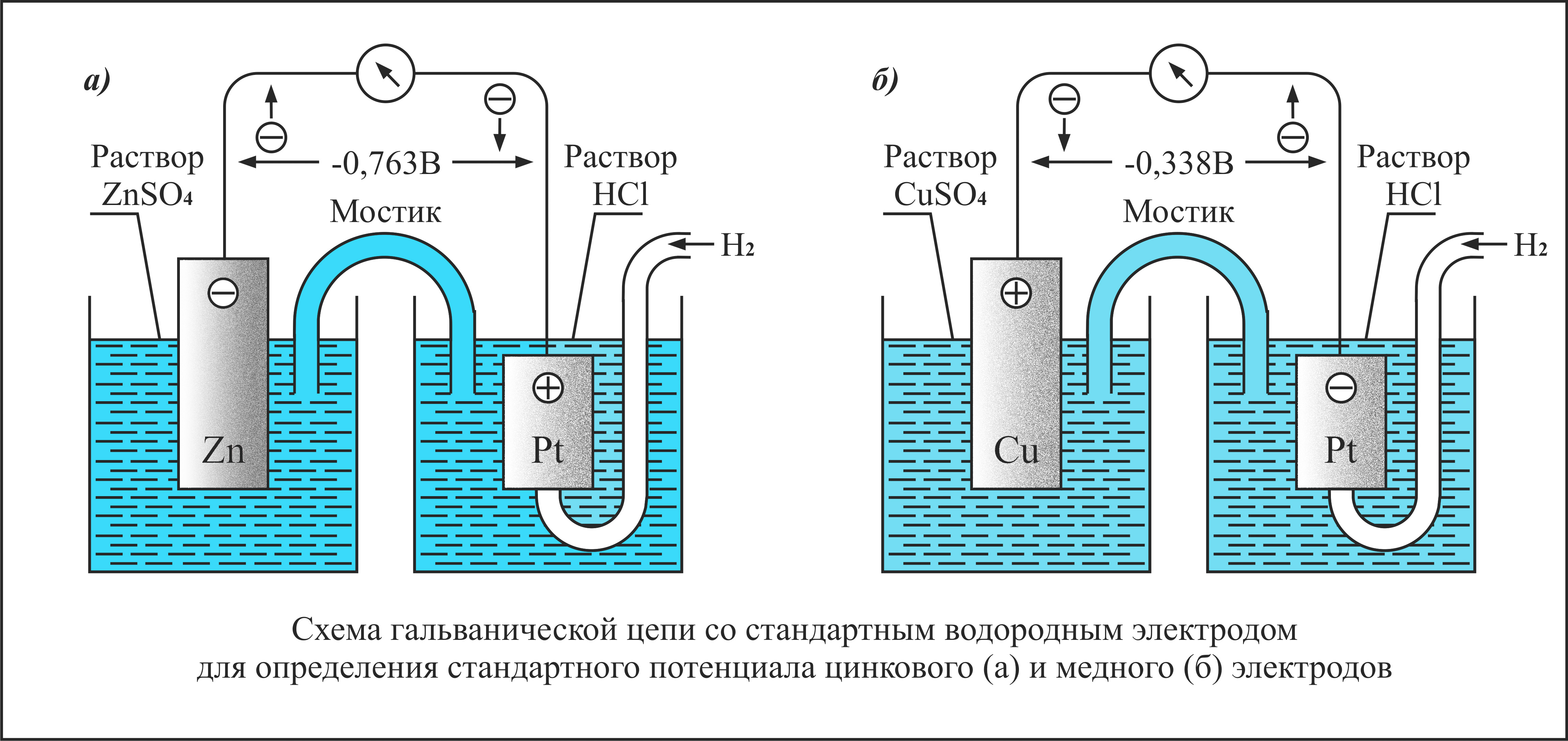
Пример гальванического элемента
Для того чтобы составить электронные схемы гальванических элементов, необходимо знать величину их стандартного электродного потенциала. Проанализируем вариант медно-цинкового гальванического элемента, функционирующего на основе энергии, выделяющейся при взаимодействии сульфата меди с цинком.




Этот гальванический элемент, схема которого будет приведена ниже, называют элементом Якоби-Даниэля. Он включает в себя медную пластинку, которая погружена в раствор медного купороса (медный электрод), а также он состоит из цинковой пластины, находящейся в растворе его сульфата (цинковый электрод). Растворы соприкасаются между собой, но для того, чтобы не допускать их смешивания, в элементе используется перегородка, выполненная из пористого материала.
Технология термодиффузионного цинкования
Данным методом пользуются достаточно давно, но он популярен и в наши дни.

Впервые его применили в Англии в конце XIX века. Изобретение стало известным благодаря известному ученому Шерарду. Однако данный метод быстро забыли, заменив его на другой. Его возрождение приходится на конец ХХ века. Технология термодиффузионного метода заключается в том, что поверхность металлического изделия обрабатывается цинком, находящимся в паровом состоянии. Для этого его необходимо нагреть до 2500ºС. Процесс выполняется в закрытой емкости при наличии в ней цинксодержащей смеси и металлических элементов. Технология проведения данной процедуры определяется не только отечественными, но и импортными нормативными документами.
Термодиффузионное цинкование выполняют в том случае, когда необходимо достичь толщины в 20 мкм. Технологический процесс схож с горячим методом цинкования. Однако различия тоже есть. Подготовленное изделие опускается в барабанную печь, где за счет вращающихся сил происходит обработка. Данный процесс выполняется за 3 часа работы данного оборудования. При помощи его окрашиваются различные мелкие детали, такие как шайбы и шурупы.

В отличие от горячего метода, нанесение цинкового опыления происходит равномерно по всей поверхности.
Базовая классификация
Стандартно выделяют всего 2 группы оцинкованных листов: обычные и с полимерным покрытием. Вторые, помимо слоя цинка, дополнительно защищены цветным полиэстером. Оттенки яркие и насыщенные, соответствуют палитре каталога RAL.
Область применения листов определяется не только их принадлежностью к конкретной группе, но и другими критериями:
- назначение (универсального, холодного профилирования или штамповки, под подкраску);
- способность к вытяжке (нормальная, глубокая, весьма глубокая);
- толщина цинкового слоя (нормальная, уменьшенная);
- толщина покрытия (обычная, высокая, повышенная).
Также листы могут различаться по точности производства и наличию рисунка кристаллизации, но в большинстве случаев эти критерии не имеют существенного значения.
При выборе материала стоит руководствоваться необходимой толщиной и количеством листов. Так, в продаже легко найти решения «эконом», а также варианты от 0,40 до 0,70 мм. Вот тут , отмечает наш собеседник, приводя в пример сайт собственного предприятия, можно получить дополнительную информацию не только по характеристикам материалов, но и порядку цен.
Как это происходит?
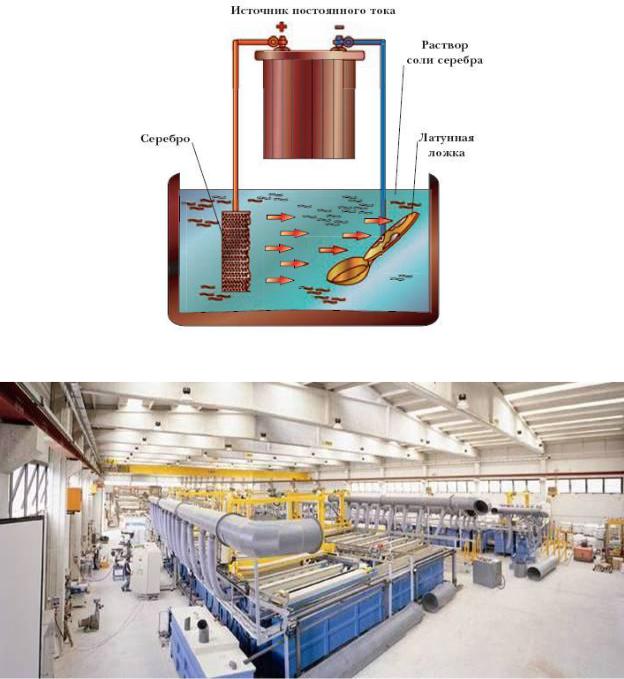
Участники волшебного действия гальванического покрытия: основа-металл, постоянный ток и металлический электролит. Каков металл – таково и покрытие. Если пропускать ток (напряжение) через свинец, то и покрытие будет свинцовое, если нужна гальванопластика серебра, то и пластина, опущенная в электролит, должна быть серебряная.
Толщина гальванического покрытия драгоценными и полудрагоценными металлами составляет всего 2 микрона (1 мкм равен 0,001 мм), но делает изделие необычайно износостойким, к тому же улучшает его внешний вид. Электролитическая плёнка получается плотной, ровной, без наплывов, пузырьков и пустот, лишая ювелирное изделие хрупкости и придавая ему яркий, отражающий солнце свет, которым не прошедшие гальванизацию украшения не обладают. В частности, коэффициент отражения гальванопластического серебра равен 98%!

Электролит – водный раствор кислот или солей, в котором (под действием тока) молекулы солей и кислот распадаются на ионы. Положительные ионы водорода и металлов стремятся к катоду – электрод со знаком «минус», а отрицательные ионы кислотных остатков – к аноду со знаком «плюс».
Покрываемое изделие выступает в роли катода – принимающая сторона, основа, которой требуется покрытие, а в качестве анода-отдающего используют пластину того металла, чьё гальваническое покрытие хотят получить. Железом? – Пластина железа. Мерцающее холодным инеем родирование? – Пластина благородного родия. И для каждого случая обработка металла будет требовать индивидуального режима электролиза и своей толщины покрытия.
Общими для всех вариантов является так называемая ванна Якоби или гальваническая ванна – сосуд или ёмкость из кислотоустойчивого и не электропроводного материала (стекло, пластик) и источника постоянного тока (батарейка, аккумулятор, выпрямитель). К слову сказать, первую в мире батарейку изобрёл всё тот же «Яко бы Борис».

Но, обработка металла другим металлом – это не только увлекательное развлечение и не просто поверхностное блестящее покрытие. Дешевизна и простота выполнения метода, прочность покрытия нашли широкое распространение в машиностроении, авиастроении, радиотехнической, электронной и строительной промышленностях. Это всегда конечная, чистовая обработка.
Что значит чистовая обработка в промышленности? Это значит, что после гальваники изделия для этих сфер промышленности приобретают такие качества, как повышенная твёрдость, увеличение сопротивляемости к износу, стойкость к коррозии, механическая и электрохимическая защита при различных условиях эксплуатации + равномерный по толщине блестящий слой на любой конфигурации деталей, не требующий никаких дополнительных действий. Вот что такое чистовая гальваническая обработка.
Газо-термическое напыление
Данная технология применяется в тех случаях, когда габариты обрабатываемых конструкций не дают возможность покрасить, используя оборудование в виде ванн, как при выше описанных методах.
Используются такие виды цинка, как проволочный или порошковый.
Видео:
Цинк сначала подвергается плавлению, после чего происходит напыление на обрабатываемую поверхность посредством газового потока.
Поверхность оцинкованного материала приобретает чешуйчатый, пористый вид. Из-за полученной структуры материал необходимо дополнительно покрасить, чтобы заполнить образовавшиеся поры.
ВАЖНО ЗНАТЬ: Техника художественной ковки металла
Газо-термическое напыление цинка обладает высокой степенью защиты материала даже в таких условиях, как в воде (пресной и морской), а также в различных атмосферных условиях.
ТЕРМОДИФФУЗИОННОЕ ЦИНКОВАНИЕ
Термодиффузионное цинкование является еще одной разновидностью цинкования.
Метод термодиффузионного цинкования (ТДЦ) известен достаточно давно. Впервые он был применен в Англии в начале ХХ века и получил название «шерардизация» (по фамилии изобретателя Шерарда), и впоследствии несколько подзабыт уступив место другим более высокопроизводительным на тот момент методам. Однако начиная с 90 –х годов интерес к нему вновь возрос.
Сущность метода состоит в образовании на поверхности железа цинкового покрытия за счет перехода атомов цинка при температурах выше 2600С в паровую фазу и проникновения в железную подложку; при этом образуется железноцинковый сплав сложной фазовой структуры. Образование такого покрытия возможно только при высоких температурах 400-4500С и в замкнутом пространстве реторт или муфелей, заполненных цинкуемыми деталями и цинкосодержащей порошковой смесью.
Общие требования к качеству покрытий и методы контроля устанавливаются в ГОСТ Р 51163-98. Покрытие также соответствует иностранным стандартам: BS 4921:1988, ASTM B633, ASTM B695.
Метод ТДЦ имеет ряд преимуществ перед вышеописанными методами нанесения цинковых покрытий:
• детали цинкуются в герметически закрытых ретортах, поэтому процесс экологически безопасен и не требует создания очистных сооружений;
• получаемое покрытие ровное беспористое и имеет высокую адгезию к подложке за счет диффузионного слоя;
• защитная способность покрытия в 3-5 раз выше чем у гальванических покрытий и сравнима с горячецинковыми покрытиями;
• толщина покрытия может варьироваться в широком интервале (обычно от 25 до 110 мкм.) и определяется временем ведения процесса;
• покрытие ровное, точно воспроизводящие форму деталей, в том числе и со сложной конфигурацией (внутренние поверхности, отверстия, полости, резьба, щели и т.п);
• отходы производства (отработанные цинксодержащие смеси) не требуют захоронения.
К недостаткам процесса следует отнести:
• отсутствие декоративных свойств у диффузионного цинкового покрытия (покрытие темно-серого серого цветов без блеска);
• относительно небольшая производительность, лимитируемая объемами реторт для цинкования.
• Наличие вредных аэрозолей цинковой пыли




Его используют, если нуждаются в толщине слоя цинка свыше 15 мкм. В данном случае металлические изделия проходят такие же стадии, как и при горячем цинковании, с одним лишь отличием. В конечном итоге, металлоизделия загружаются в барабанную вращающуюся печь. В этих барабанах металл покрывается цинком за не более чем 4 часа работы.
Более технологичный, хотя менее производительный, чем горячее цинкование метод, заключающийся в следующем: слой цинка вследствие диффузии образует защитный слой на обрабатываемой поверхности. Применяются различные смеси для термодиффузионного цинкования. Диффузия цинка в железо происходит при температурах от 450 до 600°С. Этим методом цинковые покрытия наносятся, когда повышены требования к внешнему виду цинковых покрытий и их толщине. Например, на мелкие крепежные изделия (шайбы), в том числе с резьбовыми соединениями (гайки, шурупы, мелкие винты), так как при горячем цинковании мелких изделий повышается расход цинка и существует трудность в обеспечении однородности поверхности. Однако, для цинкования крупных крепежных изделий (болтов, шпилек) предпочтительнее использовать цинкование горячее, а не термодиффузионное.
Дефекты при цинковании и причины их возникновения.
Если термодиффузионное цинкование проводится при повышенной температуре (порядка 600°С) процесс происходит быстрее, однако становится не управляемым. При высокой температуре образуются соединения, которые не отличаются высокой коррозионностойкостью, это приводит к тому, что появляются дефекты цинкового покрытия на поверхности обрабатываемого изделия.
Если термодиффузионное цинкование проводится при низких температурах (порядка 450°С) происходит коагуляция расплава покрытия, появляются такие дефекты цинкового покрытия, как отсутствие покрытия, или неравномерность по толщине.
Общие требования по проведению процесса термодиффузионного цинкования и методы контроля закреплены в ГОСТ Р 51163 «Покрытия термодиффузионные на крепежных и других мелких изделиях».
Технология гальванизации
Гальванические покрытия требовательны к подготовке поверхностей. Перед началом работ требуется провести тщательную очистку и обезжиривание деталей.
Для металлических поверхностей рекомендуется использовать органические растворители, которые не вызывают коррозии, например Очиститель металла MODENGY
Он эффективно удаляет нефтепродукты, силиконовые масла, консервационные составы, адсорбированные пленки, газы, влагу и другие виды загрязнений. Испаряется быстро и без остатка.
Гальваническое покрытие выделяет все сколы, царапины и раковины поверхностей, поэтому обрабатываемое изделие должна быть идеально подготовленным.
Далее рассмотрим технологию гальванизации.
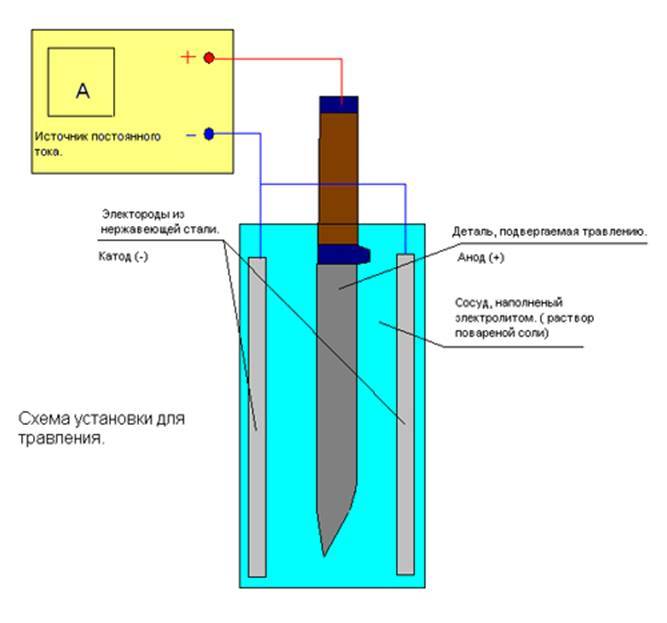
На деталь, погруженную в емкость с электролитом, подается отрицательный заряд, в результате чего она становится катодом. Отдельно стоящая металлическая пластина получает положительный заряд и берет на себя функцию анода.
Именно эта пластина служит для образования покрытия. При замыкании электрической сети металл с нее растворяется в электролите и направляется к катоду, где образует равномерную тонкую пленку.
Данный способ гальванизации называется анодным. Благодаря ему при возникновении очагов коррозии разрушается именно гальваническая изоляция, а защищаемый металл в течение длительного времени остается нетронутым.
Существует еще один метод гальванизации – катодное напыление. Он применяется гораздо реже. При нарушении целостности такого покрытия возрастает интенсивность разрушения металла под ним. Этому способствует сама технология нанесения.
Электролит – это проводящий раствор, благодаря которому металлы попадают на катод с анода. Размер емкостей для этой жидкости может быть разным и зависит от производственных задач.
Детали больших размеров находятся в объемных ваннах в подвешенном состоянии. На более мелкие изделия гальваническое покрытие наносится в барабанных емкостях, где отрицательный заряд подается на барабан, который вращается в электролите. Для обработки деталей очень маленького размера (метизы, крепежные элементы) используются колокольные наливные ванны. В процессе работы они вращаются с низкой скоростью, в результате чего детали равномерно покрываются защитным покрытием.
Большое значение имеет плотность тока, который проходит через электролит. Он влияет на структуру формируемого осадка. Данная величина измеряется отношением силы тока к единице поверхности обрабатываемой детали.
При слишком большой величине плотности порошковых отложений много, а при низкой – его вообще не образуется. Это сказывается на качестве конечного покрытия. Именно поэтому процесс гальванизации требует постоянного контроля.