
Как работает инвертор
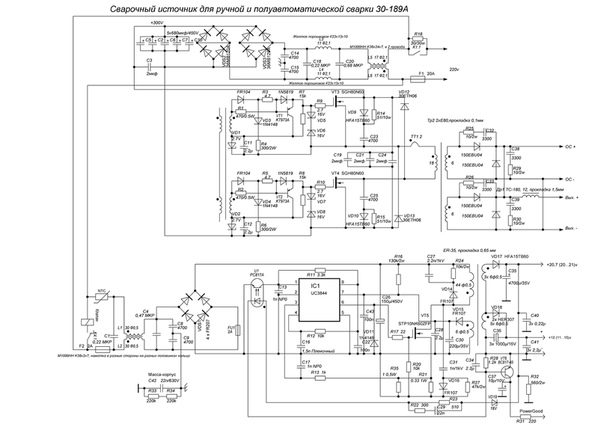
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
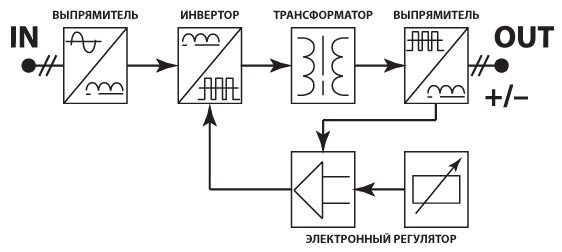
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
 Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.
Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.
Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.
Основные причины выхода из строя инверторов и их проявление
Главными причинами выхода из строя сварочных инверторов являются нарушения правил их эксплуатации. О рабочих режимах и особенностях технического обслуживания конкретного аппарата можно узнать из его паспорта, в целом приводится примерно одинаковый перечень мероприятий:
- ежедневный внешний осмотр основного блока и кабелей;
- периодическая внутренняя чистка аппарата сжатым воздухом;
- плановая проверка, зачистка, протяжка и ремонт соединений внутренних силовых контактов;
- измерение сопротивления изоляции и проверка цепей защитного заземления.
Основные факторы, воздействие которых становится причиной неисправности инвертора:
- Резкие изменения входного напряжения. Его падение ведет к нарушению стабильности и прекращению работы инвертора, то значительное превышение может вызвать выход из строя элементов входного выпрямителя.
- Минеральная пыль. Покрывает поверхности внутренних деталей аппарата и забивает ребристые поверхности радиаторов охлаждения диодов и транзисторов. Это приводит к нарушению теплового режима и может вызвать выход из строя отдельных элементов.
- Металлическая пыль и мелкая стружка. Попадает внутрь инвертора через входной вентилятор в том случае, если рядом с ним выполняются работы болгарками, шлифмашинками и пр. Может вызвать внутреннее короткое замыкание.
- Вода и повышенная влажность. Вызывает окисление проводов и контактов, может привести к короткому замыканию.
- Наружные механические повреждения. Иногда служат причиной выхода из строя органов управления и внутренних конструктивных элементов, на которых крепятся электронные компоненты.
Далее описаны основные нарушения в работе инверторов и их причины.
Инвертор не включается
У этого явления может быть несколько причин:
- плохой контакт зажима кабеля «массы»;
- слишком низкое входное напряжение;
- выключился входной автомат (причиной этого может быть внутреннее короткое замыкание);
- сработала тепловая защита.
В последнем случае необходимо дождаться остывания аппарата и попробовать включить его заново. Если защита срабатывает повторно, то инвертору требуется техобслуживание или ремонт.
Повышенное энергопотребление
Повышенное энергопотребление на холостом ходу при нормативном значении входного напряжения сети, как правило, связано с коротким замыканием между витками одной из обмоток высокочастотного трансформатора. Внешне такая неисправность выглядит как подгорание изоляции вокруг его токоведущих частей и чаще всего сопровождается падением величины напряжения холостого хода (иногда в два-три раза). Самому снять, разобрать и осмотреть трансформатор несложно, а вот его ремонт лучше все-таки поручить тому, кто в этом хорошо разбирается.
Невозможность регулировки тока
В первую очередь речь может идти о неисправности индикатора, отображающего величину тока. Также одна из самых распространенных причин — обрыв провода, поломка или внутренний износ потенциометра, которым задается значение сварочного тока. Если все это в порядке, то проблема может быть в неисправности системы управления инвертора. Разобраться в ней и выполнить такой ремонт может только опытный специалист.
Визуальный осмотр сварочного инвертора
После очистки аппарата от пыли производится тщательный осмотр всех узлов и элементов. Необходимо проверить наличие внешних повреждений:
- мест пайки проводов и радиодеталей (при помощи увеличительного стекла), подозрительные, либо окисленные соединения нужно пропаять,
- всех дорожек электронных плат (при помощи увеличительного стекла), при наличии повреждений нужно аккуратно пропаять,
- надежности крепления каждого провода к соединительному разъему,
- надежность крепления трансформаторов и радиаторов охлаждения.
При наличии вентилятора охлаждения проверяется вращение крыльчатки от руки, она должна вращаться свободно и беспрепятственно.
Визуально осмотрите сетевой провод и место соединения с электронной платой, а также место крепления сетевого провода к корпусу аппарата, для исключения непредумышленного отсоединения от аппарата. Чаще всего, сетевой провод подключается к плате управления при помощи соединительного разъема. Этот разъем необходимо проверить более тщательно.









Убедившись в том, что сетевой провод в исправном состоянии и не имеет оголенных токоведущих частей можно приступить к визуализации работы путем подключения к сети.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
 К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
-
Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
Рекомендации
Как видим, устранение неполадок инверторной техники сплошь и рядом встречает серьезные затруднения. Однако есть ряд моментов, которые позволяют сократить риск самого выхода из строя. Опасность для сварочного инвертора представляет слабая устойчивость к попаданию пыли. Разбирать устройство и вычищать его нужно хотя бы раз в 5-6 месяцев. Для очистки используют либо кисточки с мягким ворсом, либо сжатый воздух.
Серьезный риск представляет и проникновение внутрь воды — как жидкой, так и конденсирующейся из воздуха. Недорогие инверторы подвержены поломкам охладительной системы, которые не дают сработать блокам аварийного отключения и приводят к плавлению пластмассы
Еще важно оберегать аппарат от падений напряжения более чем до 190 В. Подъем напряжения сверх нормы тоже опасен, хотя и менее, чем его недостаточный уровень
Риск также бывает связан с:
-
перегрузкой из-за выполнения чрезмерно сложной и объемной работы;
-
падениями;
-
сильными ударами;
-
плохим креплением колодок;
-
использованием низкокачественных запчастей;
-
чрезмерным нагревом или переохлаждением.
Стоит учесть и рекомендации по выявлению основных дефектов в работе инвертора. Если прилипание электрода провоцируется пониженным напряжением в сети, то способов борьбы с этим, не затрагивающих само напряжение, просто нет.
Тогда их нужно зажать вращением по часовой стрелке. Также прилипать электрод будет, если:
-
диаметр питающего провода менее 2,5 кв. мм (решается использованием более крупного провода);
-
начинают гореть контакты;
-
используется удлинитель более 40 м.
Отсутствие выхода на сварочный режим, несмотря на стабильное подключение к сети и работающий индикатор подключения — еще одна частая проблема. В этом случае можно предполагать три причины:
-
обрыв кабелей;
-
полное отсутствие контакта;
-
недостаточно плотный контакт.
Иногда в процессе сварки отключается напряжение. Это свидетельствует или о неисправности автоматического регулятора, или о том, что он не соответствует используемому напряжению. Индикатор перегрева будет загораться всякий раз, когда критически важные части устройства достигнут температуры 80 градусов. Единственное, что может сделать пользователь в такой ситуации — это подождать естественного охлаждения.






Стоит учесть при ремонте инвертора, что если вышли из строя транзисторы, то скорее всего та же участь постигла и контур раскачки (тот самый, который еще иногда называют драйвером). Все составные части этого контура подлежат немедленной проверке. Осматривая печатную плату с автоматикой, надо внимательно проверять, чтобы на ней не было подгоревших участков и разрывов. Все проблемные места с такими отклонениями аккуратно зачищают и напаивают перемычки заново
Важно: перегоревшие, изношенные или порванные провода можно менять только на аналогичные им по сечению (при условии, что этого сечения достаточно для нормальной работы)
Пытаться корректировать вольт-амперную характеристику не имеет особого смысла. Сделать это могут только подготовленные специалисты. Потребуется не перепрограммирование (с бюджетными аналоговыми устройствами оно невозможно), а замена основных компонентов на цифровые блоки. Потому придется знать в совершенстве схемотехнику и особенности работы устройств на низком уровне. Но даже при небольшом уровне квалификации стоит работать над профилактикой перегрева, характерного для изделий дешевого класса.
В первую очередь заботятся о том, чтобы нормально отводилось образующееся тепло. Особенно плохо организовано его удаление обычно с силовых ключей и диодов выпрямляющих контуров. Целесообразно поэтому позаботиться максимально об усилении обдува. Некоторые инверторы вовсе не имеют вентиляторов, в других вентиляционные устройства недостаточно мощны и совершенны. «Исходные» кулеры практически всегда приходится демонтировать и заменять на 3-4 идентичных по размаху лопастей и прочим параметрам устройств.
Категорически нельзя использовать компоненты сомнительного происхождения. Только официально поставляемые устройства и детали справятся со своей задачей.
Теплоотвод можно улучшать, меняя не только вентиляторы, но и радиаторы. Традиционные предустанавливаемые радиаторы не всегда достаточно производительны. Слюдяные и резиновые разграничители, отделяющие устройство от фланцев, надо обязательно сохранять. Подрезая ребра, следует аккуратно дорабатывать их надфилем, чтобы убрать даже небольшие заусенцы. Если это не сделано, придется постоянно бороться со скоплением пыли.
Про ремонт сварочного инвертора своими руками смотрите далее.
4 Некоторые нюансы ремонта выпрямителей и сварочных полуавтоматов
Сварочные выпрямители конструктивно схожи с трансформаторами, но они дополнительно оснащаются механизмами, которые присущи инверторному оборудованию (модуль управления и выпрямитель на диодах). Такое положение вещей обуславливает особенности их ремонта.
Если из строя выходят узлы силового блока, их ремонтируют так же, как и сварочные трансформаторы (перематывают катушки, восстанавливают изоляцию между кабелями, меняют регуляторы и конденсаторы и т.п.). А вот при поломках блока управления и диодного выпрямителя следует анализировать состояние электрической схемы аппарата.
Сварочное полуавтоматическое оборудование может конструироваться на базе выпрямителей либо инверторов. Как вы сами понимаете, ремонтировать такие агрегаты необходимо по описанным выше принципам – поломки будут идентичными. Заметим, что при эксплуатации полуавтоматов нередко фиксируются поломки механического характера, которые обусловлены износом устройства подачи проволоки в зону сварки.
В указанном устройстве при активном использовании сварочного оборудования может наблюдаться повышенное трение между каналом и подаваемой проволокой. Подобная проблема решается путем установки нового канала. Другие способы восстановления нормального функционирования аппарата лучше не применять ввиду их малой эффективности.
Зачем переделывать аппарат?
Теперь вы знаете, что вопрос «Так какой ток лучше: переменка или постоянка?» не имеет ответа. Аппараты на переменке и аппараты на постоянке — это два разных явления со своими достоинствами и недостатками. И в идеале лучше иметь в своем арсенале универсальное оборудование, способное варить и на постоянном, и на переменном токе.
В продаже встречаются такие аппараты, но они стоят несравнимо дорого. Если вы профессионал, то есть смысл купить такое устройство. Но если вы любитель, и варите пару раз в год у себя на даче или в гараже, то лучше приобрести трансформаторный аппарат и немного доработать его. Трансформатор, работающий на переменном токе, можно снабдить возможностью переключения на постоянный ток. Так вы получите недорогой универсальный аппарат, который к тому же будет мощным и надежным.
Как работает сварочный инвертор
Инверторный аппарат — источник постоянного тока, обеспечивающий во время сварки конструкций и изделий из металла зажигание и непрерывность работы электрической дуги. Это достигается высокочастотной трансформацией тока большой силы, что приводит к уменьшению размера трансформатора и делает выходящий ток стабильнее. Нужные параметры тока достигаются в несколько этапов:
- первичное выпрямление тока, поступившего из сети;
- трансформация выпрямленного тока в высокочастотный;
- увеличение силы тока высокочастотным трансформатором, что ведёт к уменьшению его напряжения;
- вторичное выпрямление до заданной величины.
Выпрямление тока происходит с помощью диодных мостов нужной мощности, частоту регулируют высокомощные трансформаторы, которые, имея высокую частоту, обеспечивают необходимую силу тока на выходе.
https://youtube.com/watch?v=lei9GDzJp74
Конструкция инверторных аппаратов
Большинство сварочных инверторов имеет блочное строение, где каждый из блоков можно, в свою очередь, разделить на собственные составляющие. Основных блоков три:
- блок питания;
- управляющий блок;
- силовой блок.
Блок питания стабилизирует входной ток. От других элементов его обычно отделяет металлическая перегородка. Он состоит из конденсаторов, накапливающих заряд, дроссельной системы управления, собранной на диодах, и управляемого транзисторами многообмоточного дросселя.
В свою очередь, силовой блок, контролирующий процессы преобразования тока, состоит из таких частей, как:
- первичный и вторичный выпрямители — собраны на основе диодных мостов, в случае первичного способных выдерживать ток силой до 40 ампер, напряжением до 250 вольт и частотой 50 Гц, а в случае вторичного — мощных диодов, способных поддерживать ток в 250 ампер с напряжением около 100 вольт;
- инверторный преобразователь — силовой транзистор с пороговыми значениями силы, напряжения и мощности тока, соответственно, 32 ампера, 400 вольт и 8 киловатт;
- высокочастотный трансформатор, состоящий из обмоток медной ленты, делающих возможным повышение силы тока до 250 ампер с напряжением во вторичной обмотке трансформатора не выше 40 вольт.
Тепловая и силовая защита силового блока осуществляется термовыключателями и специальными платами, построенными на основе логических микросхем типа 561ЛА7 или её аналогов (CD4011 или К176ЛА7, например). Конденсаторы и резисторы входят в состав фильтров высокой частоты, защищающих преобразователи и выпрямители тока. Для охлаждения всех частей инвертора используются вентиляторы малого диаметра (до 60 мм) и радиаторы, отводящие тепло от самых горячих радиоэлектронных элементов плат.
Управляющий блок, как правило, собирают на основе либо задающего генератора, либо широкоимпульсного модулятора. В его состав входят и резонансные дроссели и конденсаторы.



Типовые неисправности инверторов
Ремонт сварочного инвертора своими руками следует начинать с установления причин выхода аппарата из строя. Таких причин может быть две: неправильно выбранный режим работы аппарата (например, когда его мощности не хватает для разрезания металла большой толщины) или неисправности в силовой и электронной части.
Признаки неправильной работы аппарата помогают понять к какой причине относится неисправность. Так, если в процессе сварки в горении дуги наблюдается неустойчивость или разбрызгивается металл, следует проверить правильность выставленной величины силы тока. Её для каждого электрода нужно подбирать в зависимости от его длины, толщины и типа. От силы тока также зависит и скорость сварки.
Если сварочный электрод прилипает к поверхности детали, но при этом величина силы тока установлена в соответствии с его характеристиками, следует проверить длину и толщину провода используемого удлинителя, так как для сварки должны использоваться электрические кабеля небольшой длины, не больше 40 метров, и сечением более 4 квадратных миллиметров. Ещё несколькими причинами этого могут быть упавшее напряжение в сети, плохо подготовленная поверхность сварки, окисление ключевых элементов схемы питания инвертора и плохой контакт блоков инвертора в панельных гнёздах.
Если аппарат отключается при продолжительном выполнении сварки деталей, ему, скорее всего, нужно дать остыть, так как срабатывает защита от перегрева. Получаса достаточно для продолжения работ.
Невозможность включить аппарат может говорить о многих проблемах. В первую очередь следует проверить стабильность напряжения в сети, так как если оно опускается ниже 190 вольт, инвертор работать не будет.