
Применение нержавеющей стали
Раньше нержавейка применялась только на промышленных производствах, но по истечении времени нержавеющую сталь широко используют в разных сферах нашей жизни.
К основным сферам относятся:
- Машиностроение;
- Химическая промышленность;
- Энергетика;
- Целлюлозно-бумажная промышленность;
- Пищевая промышленность;
- Медицина;
- Авиационно-космическая сфера;
- Строительство.
Пищевая нержавейка
В пищевой промышленности применяется сталь нержавеющая пищевая — сплав с низким количеством химических добавок, так как оборудование не подвергается перепадам температур и агрессивным веществам. Для холодильных и морозильных агрегатов используют морозостойкие материалы.
Широкое применение получили марки нержавеющей стали для пищевой промышленности AISI 304, AISI 304L, AISI 316, AISI 316L, AISI 316Ti, AISI 321, AISI 430.
Нержавеющая медицинская сталь
Огромную роль играет нержавеющая сталь в медицине. Из нее изготавливают медицинские инструменты, посуду и другие необходимые приспособления. Под понятием «медицинская нержавейка» подразумевается сталь марки 12Х18Н10Т, такая сталь абсолютно безопасна для человека. Ее используют в медицинской и пищевой промышленности. У нее есть несколько преимуществ перед другими сплавами:
- Высокие коррозийные свойства, за счет чего сталь выдерживает строгие гигиенические нормы СанПиН;
- Сталь не выделяет вредных веществ при нагревании;
- Твердая и практичная, на такой стали не образуются царапины и вмятины;
- Медицинской стали можно придать любую форму при изготовлении.
Как выполнить закалку?
Когда есть горн, то закалку можно выполнить довольно просто:
Сначала разводят огонь. Для розжига используют древесину небольшого формата (щепки, мелкие ветки, стружку от деревообработки и бумагу).
Готовят емкости, в которых будут производить закалку. Минеральное масло (отработка от двигателей внутреннего сгорания) является лучшим охлаждением для деталей. Ёмкость должна позволять загрузить деталь полностью. Синтетические и полусинтетические масла использовать можно, но следует иметь в виду, что некоторые могут закипать. Скорость охлаждения будет снижаться
Поэтому использование подобного масла применяют с осторожностью.
Емкость для воды нужна, чтобы промывать детали после закалки.
Потребуется уголь. Используют бурые и черные угли
На практике часто применяют древесный уголь, полученный после обработки березы.
Чтобы брать заготовку и перемещать ее внутри кузни, понадобятся клещи. У опытных кузнецов имеются несколько типов клещей.
После получения стабильного огня на колосниках можно подсыпать уголь. Сначала он разгорается медленно. При включении подачи воздуха начинается интенсивный разогрев. Угольки меняют окраску на белый цвет.
Пора закладывать деталь, которую хотят закалить. Ее кладут в огонь. Наблюдают за разогревом.
Нужен магнит. Он покажет, наступил нужный нагрев или нет. Аустенит не магнитится.
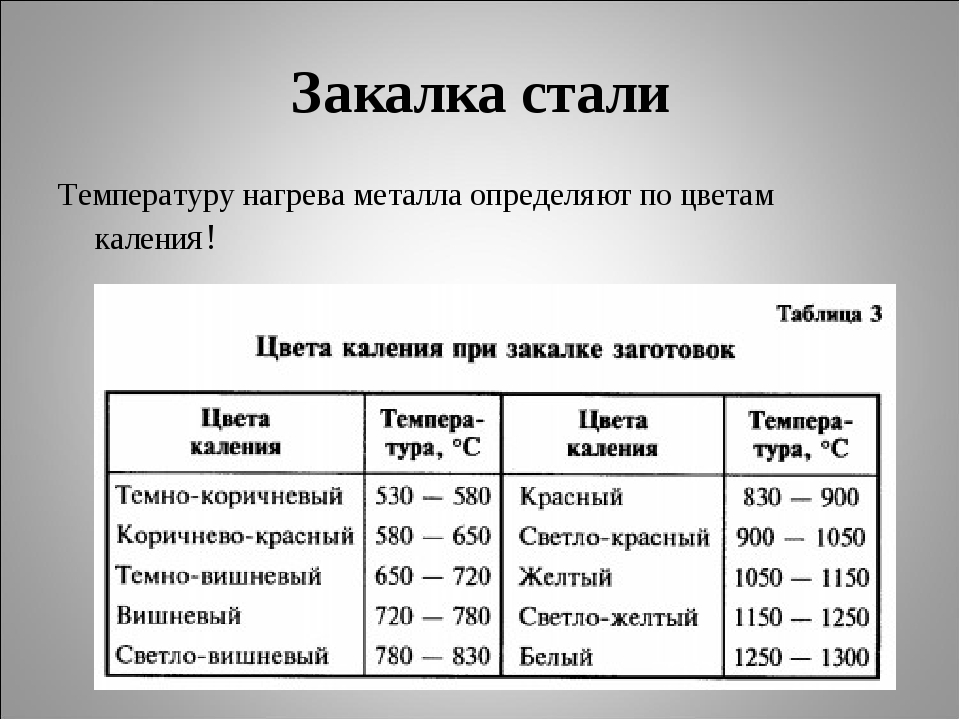
При возникновении свечения темно-вишневого цвета можно рассчитывать на нагрев до близких значений температуры.
Вынимают заготовку и пробуют, намагничивается она или нет. Если нет, то температура достигнута.
Нужен прогрев не менее 15…20 минут. Теплопроводность разогретого металла низкая, поэтому внутри массивных предметов может возникнуть не полный прогрев. В этом случае при закалке наблюдают изгибы.
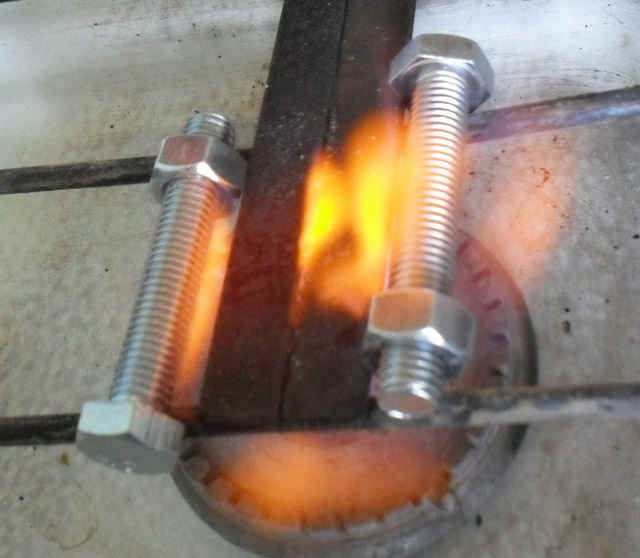
Вынув деталь из огня, ее опускают в масло в несколько этапов. Опускают и поднимают ритмичными движениями. Так добиваются высокой скорости охлаждения. Поднимая и опуская, перемешивают охлаждающую жидкость в процессе закалки. Может возникнуть пламя. Оно быстро погаснет.
Остается промыть деталь.
Проверить произошло закаливание или нет можно напильником. Если напильник «не берет», значит, произошло закаливание.
Испытывают качество закаливания на стекле. Если удается оставить след на стекле закаленной деталью, то получена твердость HRC более 55 единиц.
Видео: как закалить металл своими руками?
Проверка твердости
Твердость металлов определяют двумя методами:
- По Бринеллю, в металл вдавливается металлический шарик.
- По Роквеллу, заключается во вдавливании конуса из прочной пирамиды (алмаз) небольшого размера.
При определении твердости по Бринеллю измеряют размер следа, оставленного шариком при надавливании с усилием, величина которого зависит от предполагаемой твердости и использованного шарика. В испытаниях используют шарики разного диаметра (1,…10 мм). Перерасчет показаний выполняют по формуле:
Где F – сила, прилагаемая на приборе, Н; D – диаметр шарика, используемого при проверке твердости, мм; d – диаметр отпечатка. Измеряется под микроскопом, у которого имеет специальная линейка. Точность измерений до 0,01 мм.
Данный метод рекомендован для определения твердости не более 300…320 единиц. Если требуется определить более твердые предметы, то используют прибор Роквелла. По этой шкале информацию обозначают HRC и числовое значение.
На основании многочисленных исследований установлено, что для ножевой стали показатель HRC 55…63 будет довольно высоким. При проектировании зубчатых передач и изготовлении шестерен также выполняют закалку поверхности зубьев. Конструкторы задают твердость до HRC 52…58. Металлорежущий инструмент (резцы, сверла, долбяки, фрезы) имеют твердость HRC 60…65.
Как закалить металл в домашних условиях
Пользуясь элементарными знаниями, можно провести закалку стали в домашних условиях. Нагревание металла обычно проводят с помощью костра, муфельных электропечей или горелок с использованием газа.
Читать также: Компрессор из мотоциклетного двигателя
Закалка топора на костре и в печи
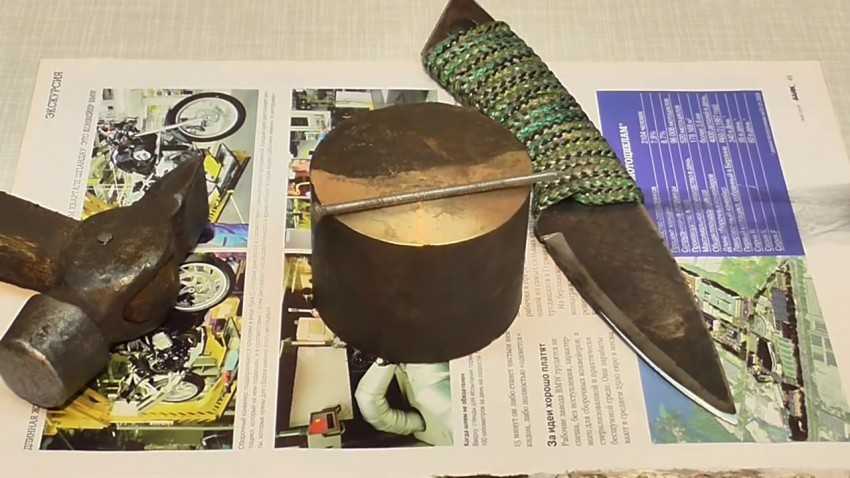
Если требуется придать дополнительную прочность бытовым инструментам, например, сделать топор более прочным, то самый простой способ его закалки можно провести в домашних условиях.
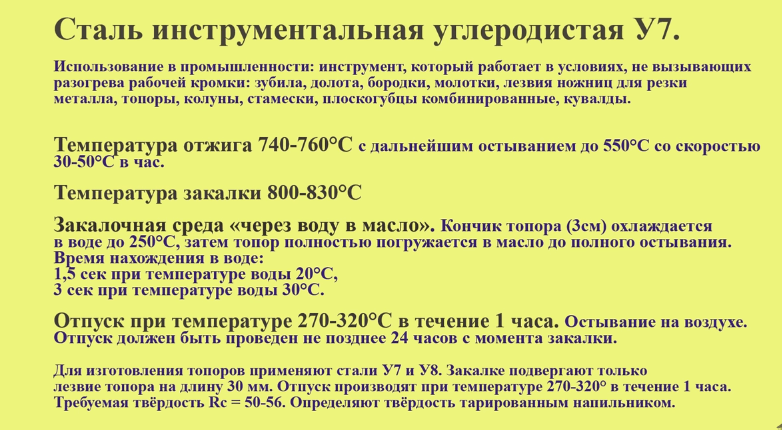
На топорах при изготовлении ставится клеймо, по которому можно узнать марку стали. Мы рассмотрим процесс закалки на примере инструментальной стали У7.
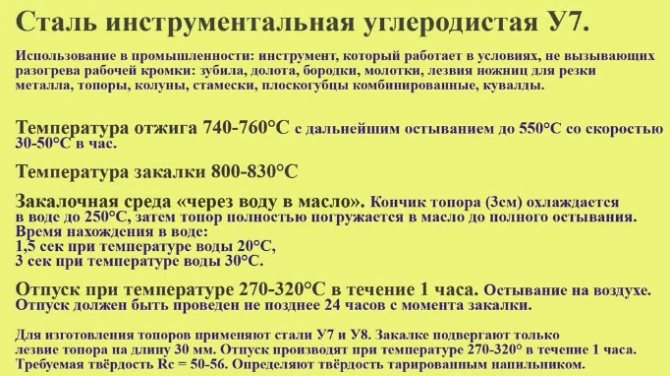
Выполнять технологию нужно с соблюдением следующих правил:
1. Отжиг. Перед обработкой затупить острую кромку лезвия и поместить топор в горящую кирпичную печь для нагрева. За процедурой термообработки нужно внимательно следить, чтобы не допустить перегрева (допустимый нагрев 720-780°C). Более продвинутые мастера температуру узнают по цвету каления.

А новички, температуру могут узнать с помощью магнита. Если магнит перестал приставать к металлу, значит топор нагрелся свыше 768°C (цвет красно-бордовый) и пришло время охлаждения.

Кочергой придвинуть раскаленный топор к дверце печи, жар убрать вглубь, закрыть дверцу и задвижку, оставить нагретый металл в печи на 10 часов. Пусть топор постепенно остывает с печкой.
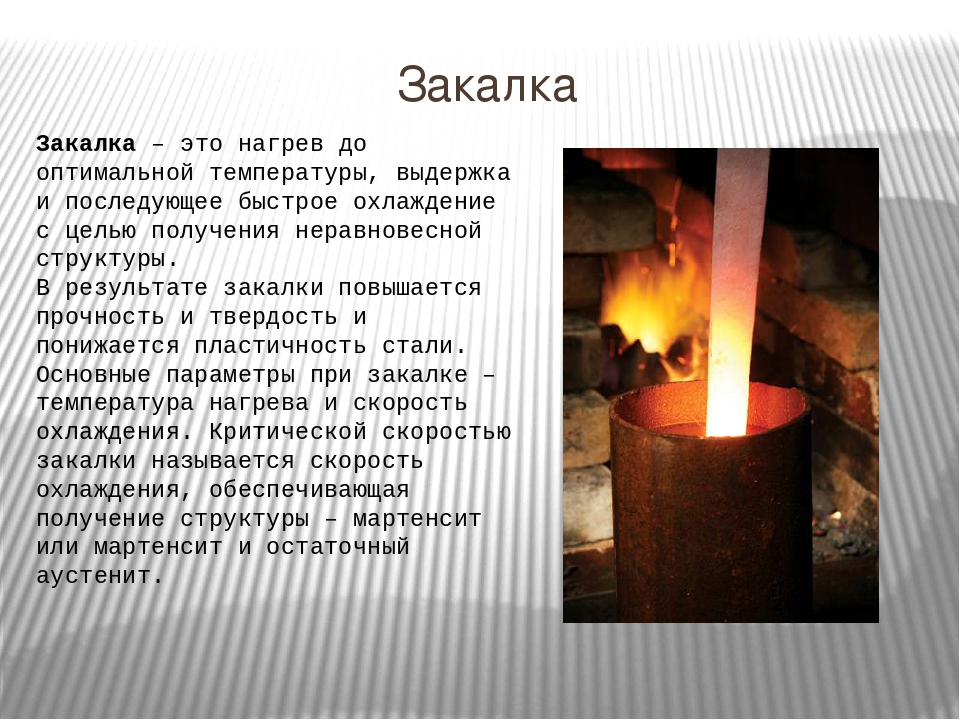
2. Закалка стали. Нагреть топор на костре, буржуйке или печи до темно-красного цвета — температура 800-830°C (магнит перестал магнитится, подождать ещё 2-3 минуты).
Закалка выполняется в подогретой воде (30°C) и масле. Опустить лезвие топора в воду на 3-4 см, интенсивно двигая его.

Далее топор поместить в емкость с маслом, в случае возгорания масла нужно накрыть емкость плотной тканью. Выдерживать в масле нужно до полного остывания.
3. Отпуск лезвия топора. Отпуск уменьшает хрупкость стали и снимает внутренне напряжение. Зачистить металл наждаком, чтобы лучше различать цвета пебежалости.

Выдержать топор в течение 1 часа в духовке, при температуре 270-320°C. После выдержки, достать и остудить на воздухе.




Видео: термообработка топора в домашних условиях, три стадии: отжиг, закалка, отпуск.
Закаливание ножа
Самостоятельно для закалки металлов целесообразно использовать печи. Для предметов быта в виде ножей, топоров, сверл и других, наиболее подходящими являются муфельные печи небольшого размера. В них можно достичь температуры закалки намного выше, чем на костре и проще добиться равномерного прогрева металла.
Такую печь можно изготовить самостоятельно. В интернете можно найти множество простых вариантов ее конструкции. В таких печах можно разогреть металлическое изделие до 700-900°C.
Рассмотрим, как закалить нож из нержавейки в домашних условиях, используя муфельную электропечь. Для охлаждения вместо воды или масла используется расплавленный сургуч (можно достать в воинской части).
Последовательность процесса закалки следующая:
- нож (без ручки, если она деревянная) кладут в холодную печь;
- включив закрытую печь, нагревают ее вместе с ножом до получения ярко-красного цвета лезвия (800-900°C);
- раскаленным лезвием ножа режут сургуч до 10 раз, погружаясь в него на 1,5 см;
- процедуру повторяют до 5 раз, нагревая лезвие ножа и остужая в сургуче;
- остатки сургуча снимают скипидаром с помощью смоченной ткани.
Видео: другие способы закалки ножа в домашних условиях.
увеличивает твердость изделия в 3-4 раза.
Необходимость этой процедуры возникает тогда, когда нужно, чтобы металлический предмет без усилий разрезал стекло.
Случается, что потребность закалить инструмент из металла появляется из-за того, что он либо не закален до нужной степени, либо, наоборот, в его закалке переусердствовали.
В первом случае металлические предметы, например сверла, заминаются, во втором – буквально крошится.
Проверить еще в магазине, как хорошо закален инструмент из металла, вряд ли получится.
Хотя возможность такой проверки существует. Надо взять напильник и провести им по краю режущего предмета – ножа или топора.
То, что напильник пристает и липнет к металлу, означает, что изделие мало закаливали.
При этом его край будет слишком мягким и податливым.
Если напильник отходит от предмета с легкостью и будто гладит его, а рука во время нажатия не ощущает никаких неровных мест, то на лицо перекал изделия.
Закалить нож можно и своими руками, даже не прибегая сложным технологиям, то есть в домашних условиях.
Единственное, что нужно помнить: запрещено закаливать малоуглеродистые стали.
А вот увеличить прочность углеродистых и инструментальных сталей вполне вероятно.

Характеристики стали: закаливаемость и прокаливаемость
Не следует смешивать важные характеристики стали — закаливаемость и прокаливавемость.
Закаливаемость
Эта характеристика говорит о способности стали к обретению твердости после закаливания. Существуют виды стали, которые плохо поддаются закалке и после процесса термообработки сталь становится недостаточно твердой. Про такой материал говорят — «не принял закалку».
Способность к твердости у мартенсита связана со степенью искаженности его кристаллической решетки. Меньшее содержание углерода в мартенсите способствует меньшим искажениям в кристаллической решетки, а, значит, твердость стали будет ниже. Если в стали содержится углерода менее 0.3%, то у такого сплава закаливаемость низкая, и обычно такие сплавы не подвергаются закалке.
Прокаливаемость
Эта характеристика может сказать о том, насколько глубоко сталь закалилась. При закаливании поверхность стальной детали остывает быстрее нежели сердцевина. Это происходит потому что поверхность находится в непосредственном контакте с жидкостью для охлаждения, которая отнимает тепло. А центральная часть стальной детали отдает свое тепло через толщу металла и поверхность, где ее и поглощает охлаждающая жидкость.
На прокаливаемость влияет критическая скорость закаливания — чем она (скорость) ниже, тем глубже прокаливается сталь. К примеру, крупнозернистая сталь, у которой небольшая критическая скорость закалки, прокаливается глубже, чем мелкозернистая сталь, у которой высокая критическая скорость закалки.
Глубина прокаливаемости зависит от исходной структуры закаливаемого сплава, температуры нагрева и закалочной среды. Прокаливаемость стали определяется по излому, микроструктуре и твердости.
Шлифовка с механическим полированием
После повреждающей обработки металла (резки, сварки, сверления, чистки жесткими роторными щетками, ударов), образуются дефекты различной величины:
- царапины, вмятины;
- швы, наплывы, раковины;
- сколы;
- трещины;
- заусенцы.
Эти разрушения поверхности снижают стойкость к износу, отражающую способность, противодействие сложным нагрузкам. Для устранения шероховатостей, придания блеска такому твердому материалу, каким является нержавейка, придется выполнить 4 – 5 операций. С помощью электрической шлифмашины и сменных абразивных кругов проводится шлифование. Войлочным/фетровым кругом, после грубой чистки, начинают полировать изделие. Удобство обработки сложных деталей из нержавеющей стали дает бесконечная лента.
Механическое воздействие мягкого круга с нанесенной пастой снимает очень незначительное количество металла. Глянцевое выравнивание происходит за счет перераспределения структуры верхнего слоя нержавейки, а не срезания его. Под воздействием воздуха, активных компонентов пасты, нагрева от трения разрушаются старые окисные пленки и, тут же, при остывании, создаются новые.
После механического полирования не создается идеальной гладкости и, соответственно, блеска в неудобных для доступа местах. В таком случае заканчивают полировать вручную. Наведение на нержавеющей стали зеркального глянца руками – операция трудоемкая, долговременная, но выполнимая. Начинают создание зеркала шлифовкой пастами, заканчивают жидкими полиролями.

Механический способ полировки нержавейки
Подвергать процессу необходимо всю видимую плоскость – частичная местная обработка будет заметна. Устранить видимые различия применением полироля не получиться.
Какие выделяют виды домашней закалки?
Перед тем как закалить нержавейку, следует выяснить, какие существуют методы, доступные для работы дома. Многое зависит от правильно поставленной задачи
Важно учитывать, какая марка стали у нержавейки. Существуют различные режимы закалки металла:
- Закаливание в единичной среде. Считается одним из простых методов. Нужно помнить, что способ не подходит для металла, в котором содержится много углерода. Если взять лист такого типа, то в результате закаливания на нем появятся трещины. Изделие становится хрупким и в большинстве случаев теряет форму. Метод отлично подходит для изделий с низким процентным содержанием углерода.
- Метод прерывистой закалки. Он происходит в два этапа. Изделие охлаждают в воде, после этого его помещают в масло. Можно оставить металл на воздухе. Данный способ подходит для металла с высоким содержанием углерода. Он позволяет закалять сталь без появления трещин. Метод считается сложным для исполнения в домашних условиях. Его следует использовать для изделий с большим содержанием углерода.
- Чтобы закалить нержавейку поэтапно, следует сначала раскалить металл, а после опустить его в горячую воду с добавлением соли. В соляной ванне изделие держат до 5 минут. Происходит постепенное охлаждение. Изделие не пострадает от термического напряжения. Плюс данного метода в том, что он позволяет избежать трещин и других повреждений металла. Завершающий этап состоит в остывании листа на свежем воздухе. Такой способ предназначен для тонкого металла, в котором содержится много углерода.
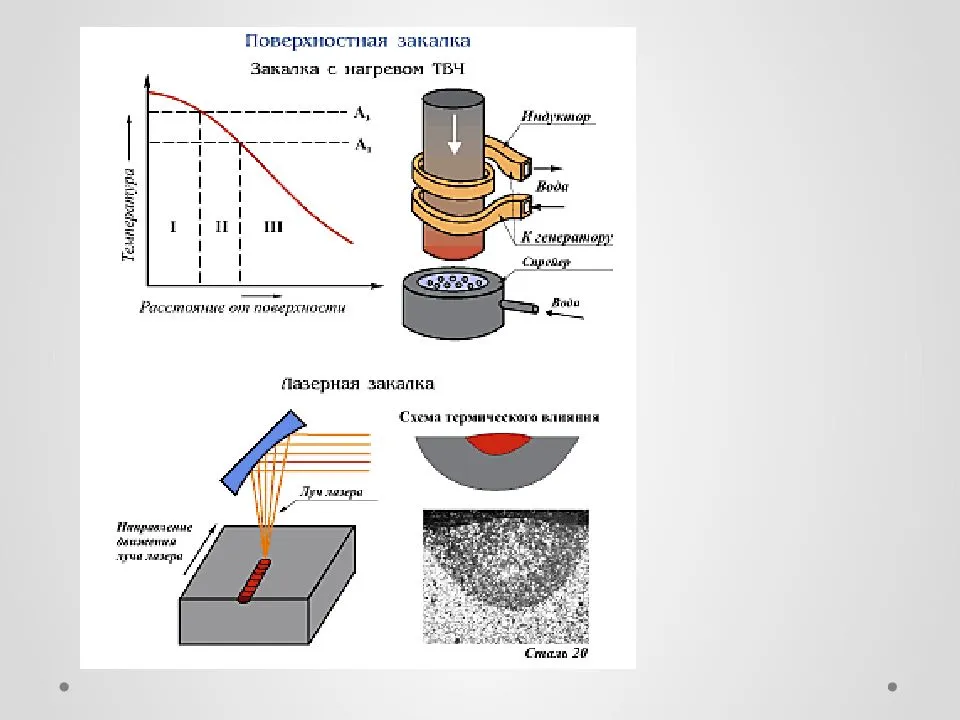
- Поверхностная закалка металла. Ее часто именуют частичной. Многие хотят выяснить, как закалить нержавейку согласно этому методу. В данном случае можно увидеть, что изделия получают поверхностную прочность. Сердцевина металла остается пластичной. Способ отлично подойдет для закаливания деталей, которые выдерживают большую нагрузку.
- Метод последующего отпуска. Он интересен тем, что можно задать твердость металла на нужную глубину. Данный способ используется при работе над ударными инструментами. Прочность таких изделий возрастает.
Проверка твердости после закаливания металла в домашних условиях
Привычное для всех в обиходе слово является точным термином и применяется преимущественно к цельным изделиям. Для проверки в поверхность вдавливается шарик или конус из инструментальной стали, а дальше по формулам производится расчет в зависимости от того, насколько глубокий след остался и какая сила была приложена. Есть еще один вариант – прибор Роквелла, но его использование дома или в квартире практически невозможно.




Единица измерения твердости – HRC. Для сравнения значений:
- нож кухонный, крепкий, дорогой — от 55 до 63;
- мелкие шестеренки в машинух — от 52 до 58;
- наконечники, инструменты для дрели, сверла — от 60 и выше.
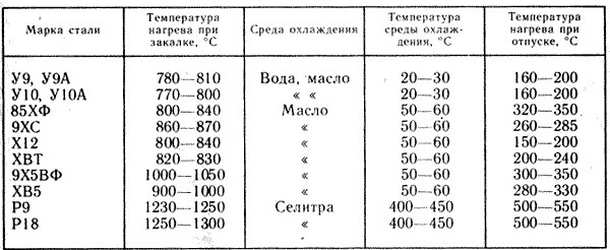
Выбор температуры для закалки
Решение, при какой температуре производить закалку металла обусловлено химическим составом стали.
Закалка бывает двух видов:
- полная;
- неполная.
Руководствуясь диаграммой критических точек можно видеть, что доэвтектоидную сталь при процессе полного закаливания следует нагревать выше точки Ас3 на 30–50 градусов. В результате у стали будет структура однородного аустенита. Впоследствии под действием процесса охлаждения он превратится мартенсит.
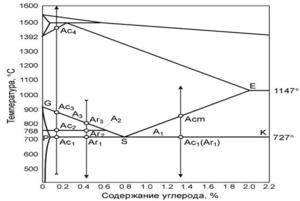
Рисунок №1. Критические точки.
Неполное закаливание чаще применяется для инструментальной стали. Цель неполного закаливания — достигнуть температуры, при которой проходит процесс образования избыточных фаз. Нагревание стали происходит в температурном промежутке от Ас1 — Ас2. При этом в структуре мартенсита сохранится какое-то количество феррита, оставшегося после закаливания стали.
Для закаливания заэвтектоидной стали лучше придерживаться температуры на 20–30 градусов больше Ас1 — неполная закалка. Из-за этого при нагревании и охлаждении будет сохраняться цементит, что повышает твердость мартенсита. При закалке не следует нагревать заэвтектоидную сталь свыше положенной температуры. Это может сказаться на твердости.
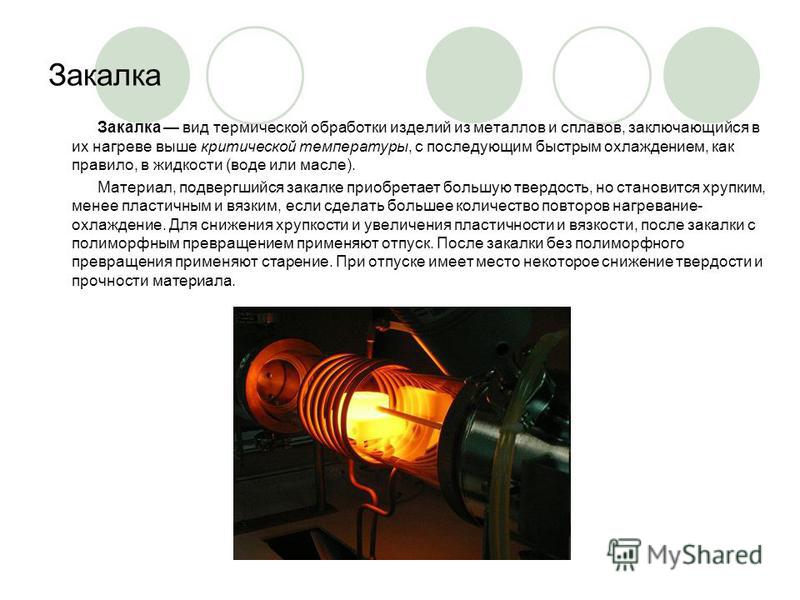
Как происходит закалка стали, термическая обработка металла, виды закалки сплава
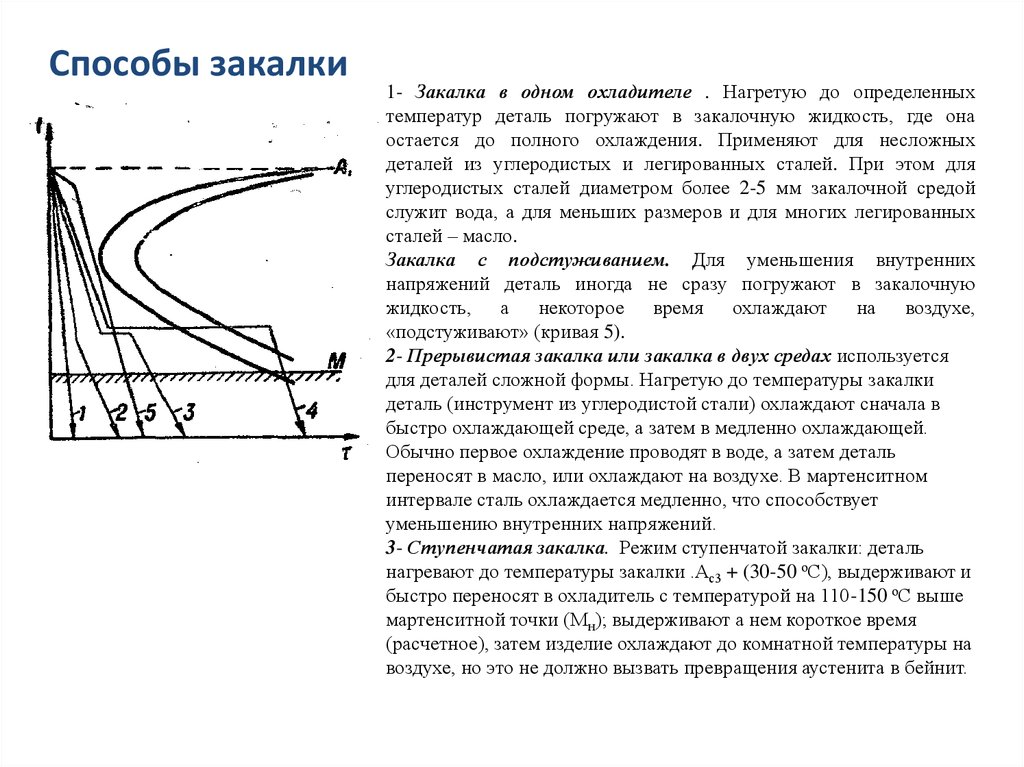
Для качественного закаливания необходимо быстро охладить материал. Процесс можно разделить на несколько стадий. Когда разогретую заготовку помещают в жидкость, обычно возникает тонкая прослойка пара, несколько замедляющая остывание. Процесс носит название пленочного кипения. При достижении определенной температуры, зависящей от используемого охладителя, прослойка пара разрывается и жидкий охладитель вскипает на поверхности заготовки — наступает стадия пузырькового кипения, во время которой скорость охлаждения существенно возрастает. При дальнейшем снижении температуры кипение прекращается, а скорость остывания значительно уменьшается. Наступает фаза конвективного теплообмена. В зависимости от используемых охлаждающих жидкостей различают следующие разновидности закаливания: 1. В одном охладителе. Стальную заготовку помещают в ванну с охлаждающей жидкостью, где и проводится вся процедура. Используется для углеродистых и легированных сплавов. 2. Прерывистое закаливание (в двух различных охладителях). Сначала происходит быстрое охлаждение (например, в водной ванне), а затем медленное (например, в масляной). Такую методику обычно применяют для высокоуглеродистых сплавов. 3. Струйчатое закаливание, осуществляемое под струей жидкости. При такой технологии фаза пленочного кипения отсутствует. Материал при этом прокаливается очень глубоко. Такая методика, как правило, применяется при закаливании части заготовки. 4. Ступенчатое закаливание. Заготовка помещается в разогретую выше мартенситной (для закаливаемого металла) температуры и выдерживается там, пока не достигнет температуры жидкости по всему объему. Затем материал медленно охлаждают. 5. Изотермическое закаливание. Изделие погружают в охлаждающую жидкость и держат там до образования в металле аустенитной структуры. Быстрота остывания зависит от габаритов и конфигурации заготовки, теплопроводности металла и разновидности охладителя. Подбирать охлаждающую жидкость надо в зависимости от состава металла и доли углерода в нем. Сплавы, содержащие менее 20% углерода, не закаливают. Высокие механические напряжения в структуре металла, возникающие при резком охлаждении, могут деформировать и повредить заготовку из низкоуглеродистого сплава. Причины возникновения таких напряжений могут быть следующими: это либо высокий температурный градиент внутри изделия, либо несогласованные фазовые изменения в разных зонах. В качестве охладителей применяют воду, щелочные и солевые растворы, минеральные масла, жидкий свинец и др. Охлаждение в воде происходит очень быстро, в результате чего часто возникают внутренние напряжения. Масла не всегда экономически оправданы и пожароопасны. Нередкой для закаливания металлов используют раствор обыкновенной поваренной соли или едкого натра.
Закалка графитом
Цементация графитом является весьма простым, но действенным способом поверхностной закалки ножа своими руками, который лучше всего подходит для укрепления какой-то части лезвия.

Для этого вам понадобится графит, который можно получить из простых пальчиковых батареек. Нужна металлическая платформа, на которой будет проходить процесс закалки. Хорошо для этого подойдет простой профиль, который используется при работе с гипсокартоном и другими отделочными работами.
Еще нам будет нужен источник постоянного питания. Отличным вариантом может стать сварочный аппарат, мощность которого стоит выставить на минимальный уровень. Если такого нет, можно попробовать похожий вариант, который будет способен выдать вам порядка 50-ти вольт постоянного напряжения. Пользоваться сетью на 220 вольт настоятельно не рекомендую.

Любая инструкция, в том числе и для правильной закалки ножей, должна начинаться с подготовки. Когда у вас есть все необходимые составляющие, нужно подготовить рабочее пространство.

Берем профиль, высыпаем на него наш графит, его должна получиться небольшая горка. К профилю нужно подключить плюсовой кабель источника питания, а вот минус нужно соединить с ножом.


Такой способ хорошо применять для закалки именно кромки, которая постепенно соприкасается с графитом. Для этого, после всего выше сделанного, нужно включить источник питания и дать напряжение на наши детали. Нож нужно постепенно кромкой лезвия проводить по графиту.

Когда это произойдет, будьте уверенны – вы увидите лично процесс закалки. Делать это нужно постепенно и аккуратно. Если вы коснетесь профиля – процесс испорчен. Если будете долго держать кромку в графите – он загорится и снова закалка будет испорчена. В обеих ситуациях лезвие будет повреждено и не будет подлежать восстановлению.
Правильным будет вести закалку медленными, постепенными и короткими движениями. Визуально, весьма отчетливо заметно, когда графит начинает сильно разогреваться и искрить. Увидев это нужно поднимать нож. Лезвие не стоит окунать очень глубоко в графит, лучше всего это делать только с режущей кромкой.

На небольшой нож вам понадобится около пяти минут, чтоб закалить его кромку. Затягивается этот процесс, как раз за счет горения графита, которое постоянно нужно избегать. Как вы видите, ничего сложного в этом процессе нету, просто нужно следовать инструкциям и аккуратно работать.

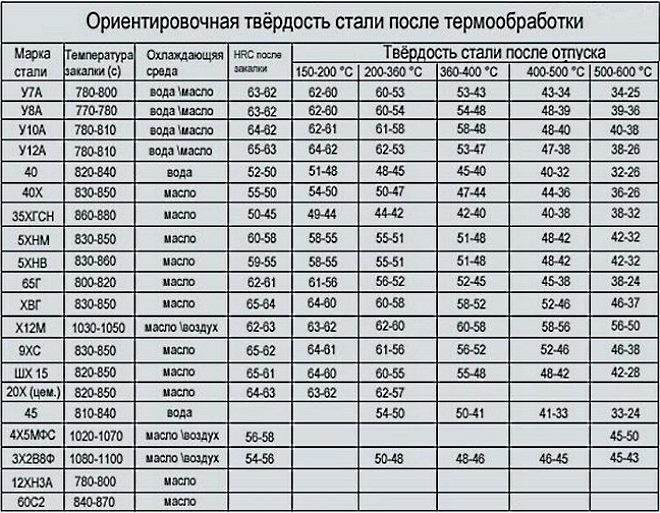
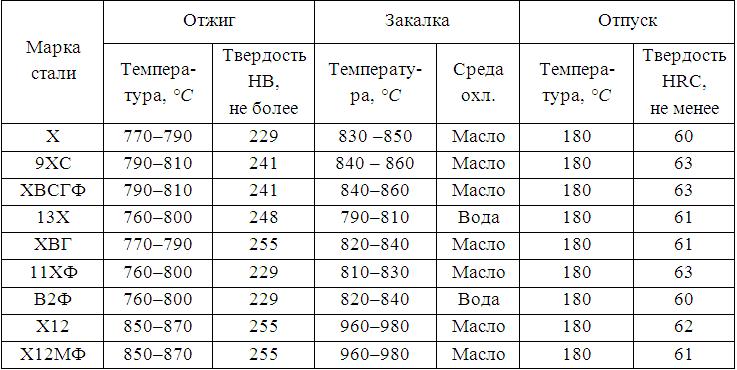
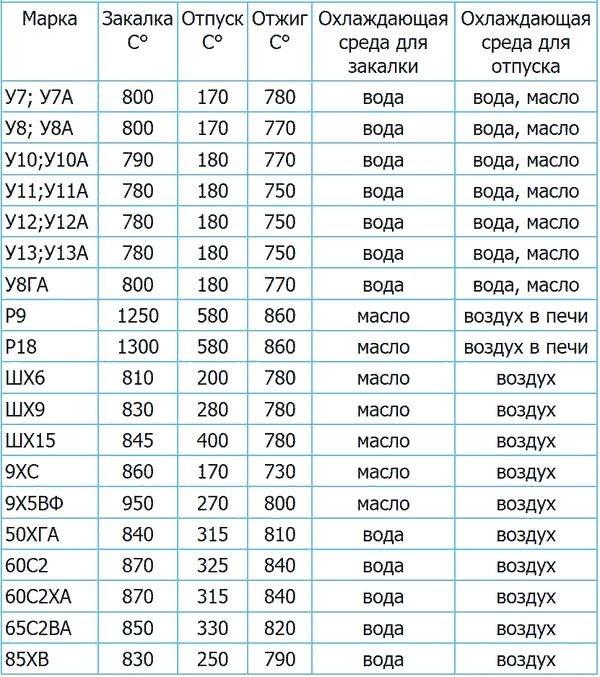
Закалка и отпуск металла в домашних условиях — технология и таблицы
В упрощенном виде процесс закаливания металла заключается в повышении температуры образца до больших значений, а потом его охлаждении. Но не все так просто. И это объясняется тем, что различные виды металлов отличаются своей структурой, и соответственно, специфическими свойствами. Поэтому для их закалки и применяются определенные методики (и температуры). О них, а также специфики проведения соответствующих операций мы и поговорим. Прежде всего, стоит отметить, что термическая обработка (закалка) металлических изделий (или заготовок) производится в двух случаях.
Во-первых , при необходимости повысить прочность материала (в несколько раз). С этим в быту сталкиваются практически все. Например, для «усиления» режущих кромок кухонной утвари (ножи, топорики для рубки мяса) или инструмента (стамески, зубила и тому подобное).
Во-вторых , для придания металлу некоторой пластичности, что значительно облегчает дальнейшую работу с материалом («горячая» ковка). Об этом хорошо известно тем, кто занимается кузнечным делом. Рассмотрим все этапы технологии закаливания металлических изделий в домашних условиях.
Нагрев
Главное условие качественной закалки – его равномерность, без темных пятен на образце (синих или черных). Металл не должен нагреваться до «белого каления». Признак оптимального разогрева – приобретение им ярко-малинового (красного) цвета. Источником тепла может быть что угодно – кузнечный горн, лампа паяльная, эл/плитка, газовая горелка, открытый огонь. Его выбор зависит от той температуры, которой необходимо достичь для данного сорта стали.
Охлаждение
Существует несколько методик проведения данной технологической операции. Оно может быть как резким, так и постепенным, ступенчатым. Специфика определяется видом металла.

Струйная закалка
Используется, если необходимо подвергнуть обработке не весь образец, а отдельный участок поверхности. На него и направляется струя холодной воды.
С одним «охладителем»
Понятно, что предварительно устанавливается подходящая емкость (ведро, бочка, ванна). Как правило, применяется для заготовок из легированной или углеродистой стали.









С двумя
В качестве «охладителя» используются среды с разной способностью понижать температуру материала. Поэтому процесс является двухступенчатым, так при этом обеспечивается и «отпуск» металла. Например, сначала охлаждение производится в воде, а потом – в масле (например, машинном или минеральном), так как от высокой температуры оно может воспламениться.
Есть и другие способы, но они, как правило, используются мастерами, которые работают на профессиональном уровне и хорошо разбираются в металлах. Например, закалка изотермическая. Нет смысла на них останавливаться подробно, так как сначала придется объяснять, что такое стали мартенситные и аустенитные.
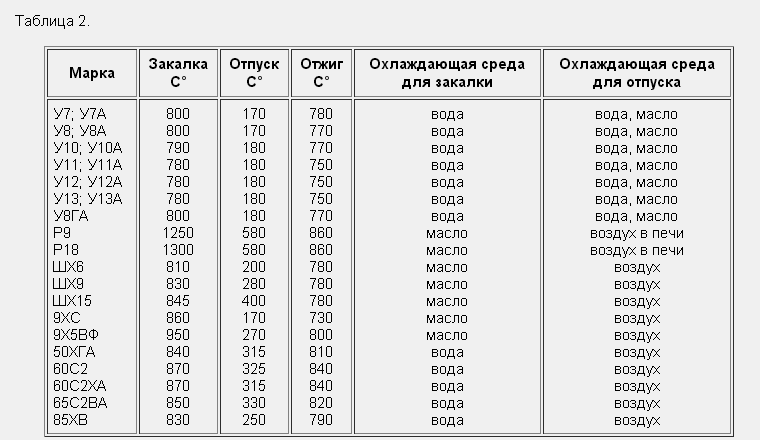
Режимы закалки и отпуска стали
В чем охлаждать?
Мы уже упомянули, что чаще всего это делается при помощи холодной воды и масла. Но это не единственно возможные «охладители». Дело в том, что при такой закалке некоторые сорта стали становятся хрупкими. Поэтому на практике используются и другие среды, способные интенсивно понижать температуру металла.
Например, жидкий сургуч. Он более подходит для работы с плоскими заготовками, которые после доведения их температуры до требуемого значения в него полностью погружаются, причем последовательно, несколько раз подряд, пока масса сургуча полностью не отвердеет.
Как проверить качество закалки? Есть довольно простой способ – при помощи обыкновенного напильника.
- Если он при обработке заготовки буквально «отскакивает» от нее, то получилось «стекло». Такой металл является перекаленным и будет легко крошиться.
- А вот «прилипание» инструмента свидетельствует о том, что металл получился мягким («пластилин»), недостаточно закаленным, и прочность изготовленной из него детали вызывает большие сомнения.
Технология закаливания
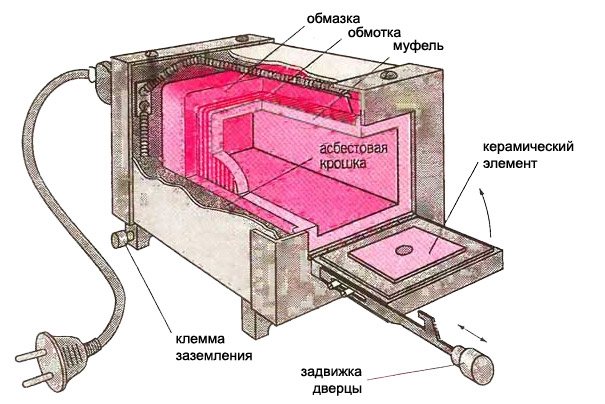
Муфельная печь для разогрева деталей:

Чтобы понять, как правильно закалить сталь, нужно рассмотреть процесс. Он заключается в следующем:
- Заготовку разогревают до температуры 750…770 ⁰С. В этом состоянии она перестает магнититься. Металлурги называют этот режим аустенитным. Возникает высокая пластичность. Зерна металла становятся крупными, между ними разрушается связь.
- Чтобы произошел прогрев всей детали, требуется время. У сталей есть особенность, нагретым может быть только поверхностный слой, всего несколько долей миллиметра. Ниже этого слоя температура может быть на 30…50 ⁰С ниже. Если не прогревать металл по толщине, то произойдет только поверхностное закаливание. При проверке на приборе Роквелла происходит прокол закаленного слоя, твердость не гарантируется.
- Разогретый металл закаливается в воде или в масле. Выбор среды для закаливания объясняется тем, что при закалке в воде вокруг металла образуется водяной пар. Он снижает скорость охлаждения в несколько раз. Пар может иметь температуру до 200…250 ⁰С, поэтому настоящего закаливания нет. При закаливании в масляной среде (у него температура кипения составляет 350…380 ⁰С) скорость охлаждения в несколько раз выше. Опытные мастера производят не разовое опускание предмета в масло, а выполняют несколько последовательных подъемов и опусканий вверх-вниз. Эти достигается взаимодействие металла с новыми порциями масла, скорость охлаждения возрастает.
- При закаливании крупное зерно, полученное при разогреве до аустенита, превращается мелкое (уменьшается размер в тысячи раз). Именно резкое уменьшение зерновой структуры способствует повышению поверхностной твердости.
- При закаливании внутри металла возникают внутренние напряжения. Иногда можно наблюдать, как тонкие детали при небольшом нагружении лопаются. Необходимо устранить их кратковременным нагревом до температуры отпуска.
- На практике подразделяют отпуск в нескольких режимах. Самым распространенным является низкий отпуск, который протекает при температуре 200…220 ⁰С. В быту его можно выполнить в духовке обычной газовой плиты. Ее разогревают до заданной температуры, кладут детали, которые нужно частично отпустить. Потом дают остыть металлу вместе со всей плитой (примерно 1…2 часа).
- Детали с низким отпуском служат в несколько раз дольше, чем закаленные, но без последующего отпуска.
Закалка в масле:

Дефекты при закаливании стали
При закаливании стали возникают 2 группы дефектов:
- исправимые;
- неисправимые.
Первые связаны с неравномерной, пятнистой закалкой и несоответствием полученной твердости требованиям в чертеже. Вызваны такие дефекты в основном неправильным охлаждением или некачественно проведенной термообработкой.
К неисправимым относятся сколы, трещины, полное разрушение деталей. Причина чаще всего заключается в некачественном металле.
Закалка значительно изменяет структуру и эксплуатационные качества металла. Делать ее самостоятельно можно на простых деталях. Необходимо точно знать марку стали, температуру ее закалки и охлаждающую среду.